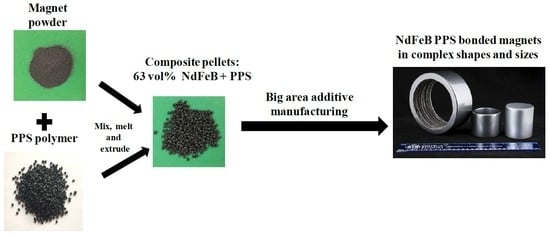
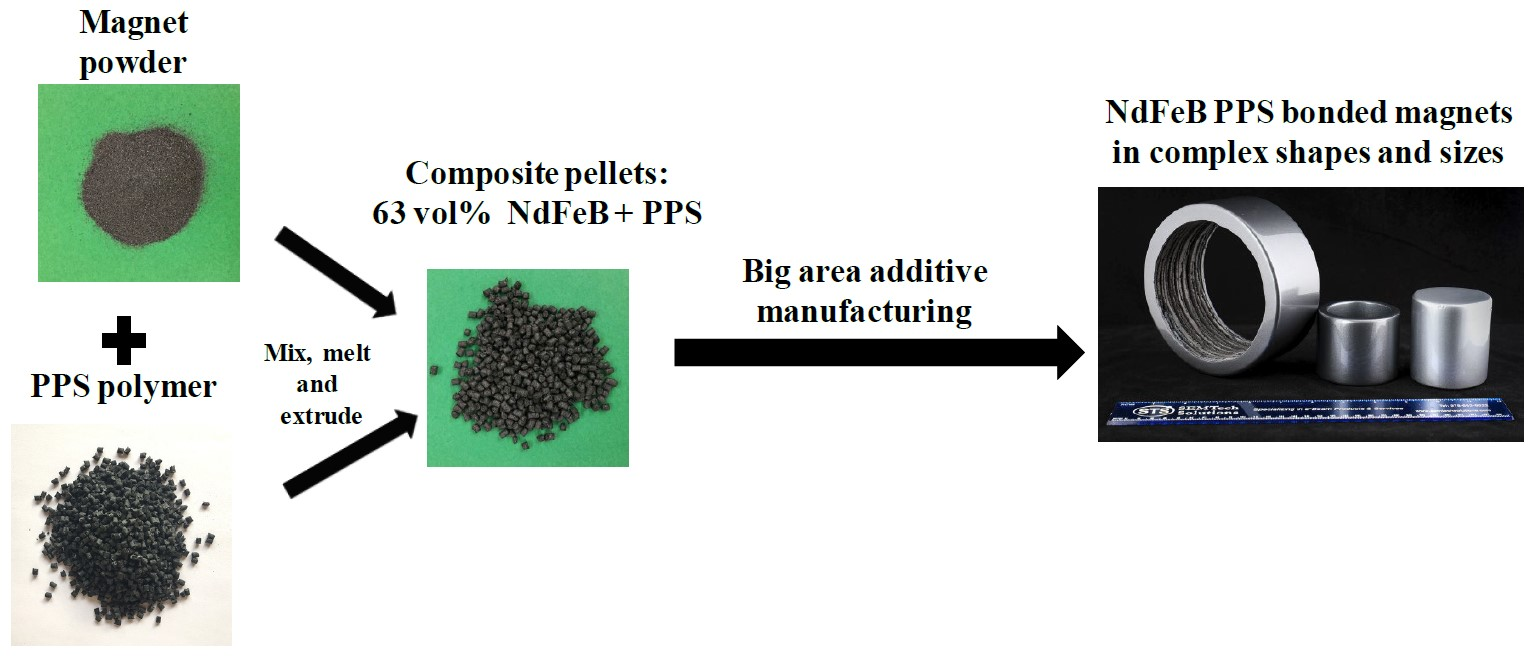
Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets

 ,
,  ,
,  and
and
Abstract
:
1. Introduction
2. Experimental Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Von Petersdorff-Campen, K.; Hauswirth, Y.; Carpenter, J.; Hagmann, A.; Boes, S.; Schmid Daners, M.; Penner, D.; Meboldt, M. 3D Printing of Functional Assemblies with Integrated Polymer-Bonded Magnets Demonstrated with a Prototype of a Rotary Blood Pump. Appl. Sci. 2018, 8, 1275. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Jones, K.; Sales, B.; Pries, J.L.; Nlebedim, I.C.; Jin, K.; Bei, H.; Post, B.K.; Kesler, M.S.; Rios, O.; et al. Fabrication of highly dense isotropic Nd-Fe-B nylon bonded magnets via extrusion-based additive manufacturing. Addit. Manuf. 2018, 21, 495–500. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Tirado, A.; Nlebedim, I.C.; Rios, O.; Post, B.; Kunc, V.; Lowden, R.R.; Lara-Curzio, E.; Fredette, R.; Ormerod, J.; et al. Big area additive manufacturing of high performance bonded NdFeB magnets. Sci. Rep. 2016, 6. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Parans Paranthaman, M. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–110. [Google Scholar] [CrossRef]
- Gandha, K.; Li, L.; Nlebedim, I.C.; Post, B.K.; Kunc, V.; Sales, B.C.; Bell, J.; Parans Paranthaman, M. Additive manufacturing of anisotropic hybrid NdFeB-SmFeN nylon composite bonded magnets. J. Magn. Magn. Mater. 2018, 467, 8–13. [Google Scholar] [CrossRef]
- Gandha, K.; Nlebedim, I.C.; Kunc, V.; Lara-Curzio, E.; Fredette, R.; Parans Paranthaman, M. Additive manufacturing of highly dense anisotropic Nd–Fe–B bonded magnets. Scr. Mater. 2020, 183, 91–95. [Google Scholar] [CrossRef]
- Jaćimović, J.; Binda, F.; Herrmann, L.G.; Greuter, F.; Genta, J.; Calvo, M.; Tomse, T.; Simon, R.A. Net Shape 3D Printed NdFeB Permanent Magnet. Adv. Eng. Mater. 2017, 19. [Google Scholar] [CrossRef]
- Tomše, T.; Samardžija, Z.; Scherf, L.; Kessler, R.; Kobe, S.; Rozman, K.Z.; Sturm, S. A spark-plasma-sintering approach to the manufacture of anisotropic Nd-Fe-B permanent magnets. J. Magn. Magn. Mater. 2020, 502. [Google Scholar] [CrossRef]
- Lamarre, J.M.; Bernier, F. Permanent Magnets Produced by Cold Spray Additive Manufacturing for Electric Engines. J. Therm. Spray. Technol. 2019, 28, 1709–1717. [Google Scholar] [CrossRef]
- Huber, C.; Mitteramskogler, G.; Goertler, M.; Teliban, L.; Groenefeld, M.; Suess, D. Additive Manufactured Polymer-Bonded Isotropic NdFeB Magnets by Stereolithography and Their Comparison to Fused Filament Fabricated and Selective Laser Sintered Magnets. Materials 2020, 13, 1916. [Google Scholar] [CrossRef] [Green Version]
- Sridharan, N.; Cakmak, E.; List, F.A.; Ucar, H.; Constantinides, S.; Babu, S.S.; McCall, S.K.; Parans Paranthaman, M. Rationalization of solidification mechanism of Nd–Fe–B magnets during laser directed-energy deposition. J. Mater. Sci. 2018, 53, 8619–8626. [Google Scholar] [CrossRef]
- Löwa, N.; Fabert, J.M.; Gutkelch, D.; Paysen, H.; Kosch, O.; Wiekhorst, F. 3D-printing of novel magnetic composites based on magnetic nanoparticles and photopolymers. J. Magn. Magn. Mater. 2019, 469, 456–460. [Google Scholar] [CrossRef]
- Lee, R.W.; Croat, J.J. Method of Making a Laminated Rare Earth Metal-Cobalt Permanent Magnet Body. U.S. Patent 4076561A, 28 February 1978. [Google Scholar]
- Parans Paranthaman, M.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Garrell, M.G.; Shih, A.J.; Ma, B.M.; Lara-Curzio, E.; Scattergood, R.O. Mechanical properties of Nylon bonded Nd–Fe–B permanent magnets. J. Magn. Magn. Mater. 2003, 257, 32–43. [Google Scholar] [CrossRef]
- Brown, D.; Ma, B.M.; Chen, Z. Developments in the processing and properties of NdFeB-type permanent magnets. J. Magn. Magn. Mater. 2002, 248, 432–440. [Google Scholar] [CrossRef]
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2007, 189, 1–12. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Jiang, M.; Zhou, Z.; Guo, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2016, 110, 442–458. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Muthsam, O.; Schuschnigg, S.; Sirak, K.; Thanhoffer, R.; Teliban, I.; Vogler, C.; et al. 3D print of polymer bonded rare-earth magnets, and 3D magnetic field scanning with an end-user 3D printer. Appl. Phys. Lett. 2016, 109. [Google Scholar] [CrossRef]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lloyd, P.; Love, L. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar] [CrossRef]
- Garrell, M.G.; Shih, A.J.; Lara-Curzio, E.; Scattergood, R.O. Finite-Element Analysis of Stress Concentration in ASTM D 638 Tension Specimens. J. Test. Eval. 2003, 31, 52–57. [Google Scholar]
- Hemrick, J.G.; Lara-Curzio, E.; Liu, K.; Ma, B.M. Mechanical properties of thermally cycled nylon bonded Nd-Fe-B permanent magnets. J. Mater. Sci. 2004, 39, 6509–6522. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
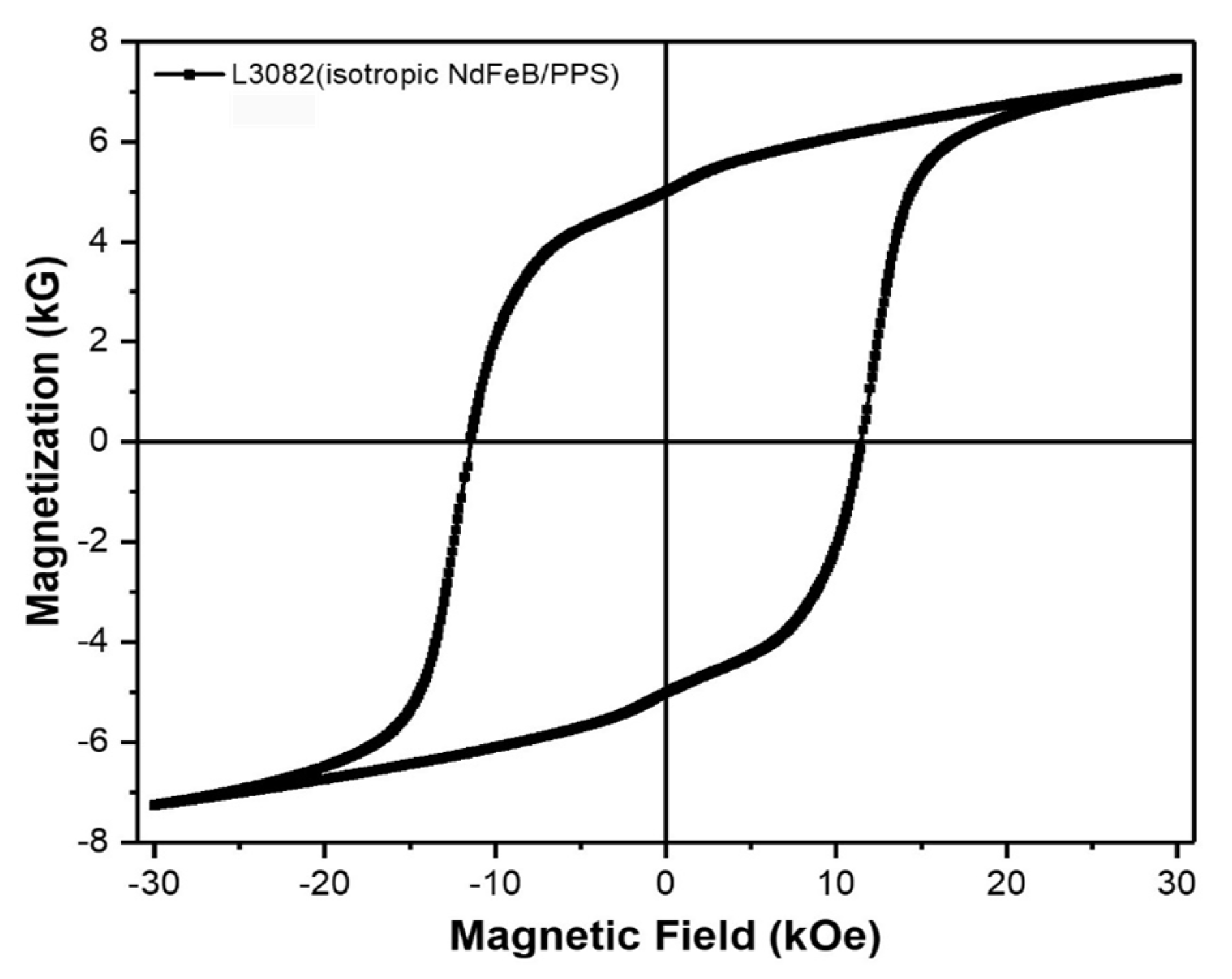
| Residual Magnetization (kG) | Saturation Magnetization (kG) | Coercivity (kOe) | BHmax (MGOe) | Density (g/cm3) |
|---|---|---|---|---|
| 5.0 | 7.3 | 11.4 | 5.4 | 4.85 |
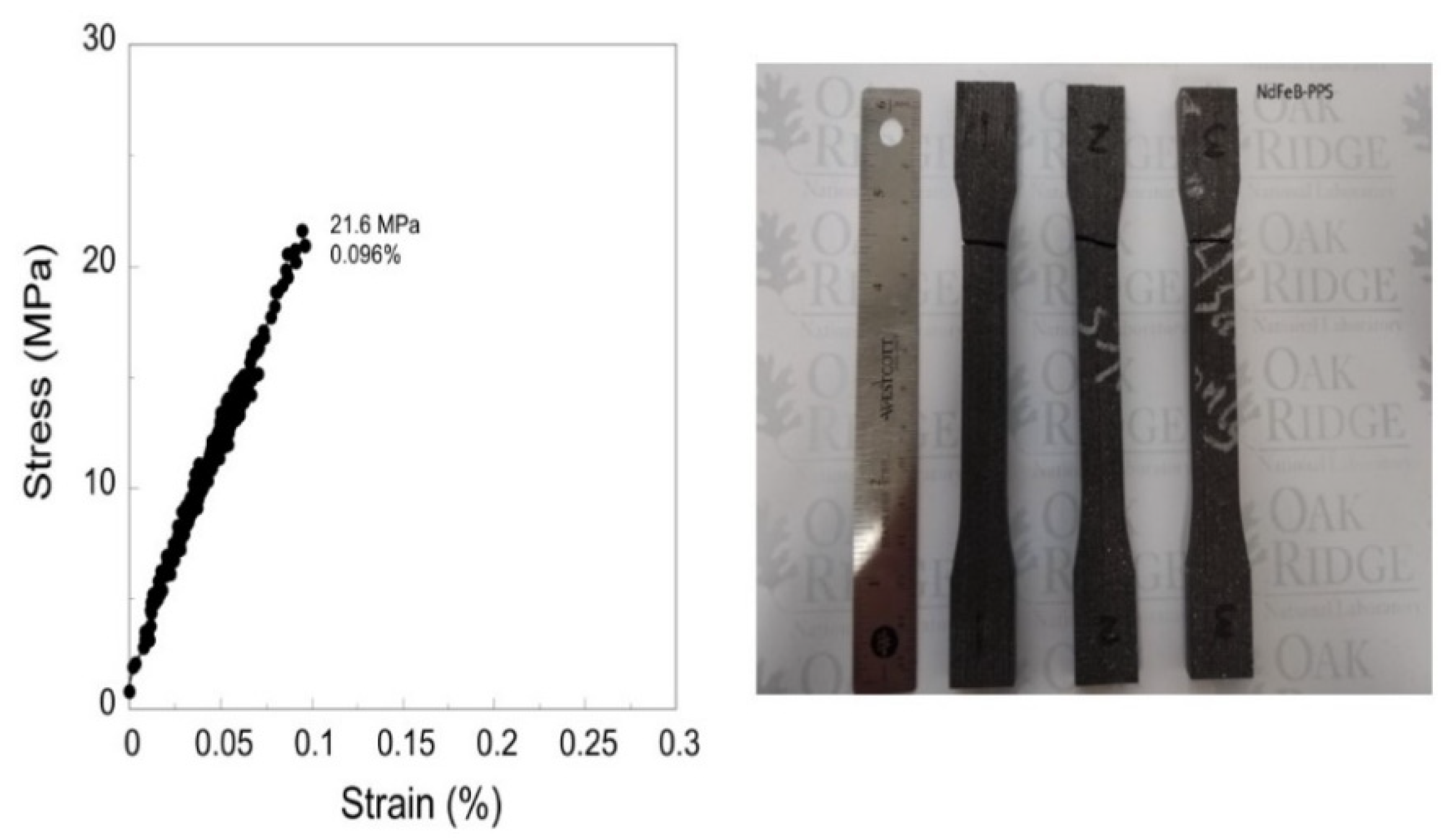
| Sample # | Tensile Strength (MPa) | Tensile Strain (%) | Young’s Modulus (GPa) |
|---|---|---|---|
| 1 | 21.60 | 0.096 | 20.00 |
| 2 | 18.90 | 0.082 | 22.60 |
| 3 | 20.60 | 0.091 | 22.00 |
| Average | 20.37 | 0.090 | 21.53 |
| Std. Deviation | 1.37 | 0.007 | 1.36 |
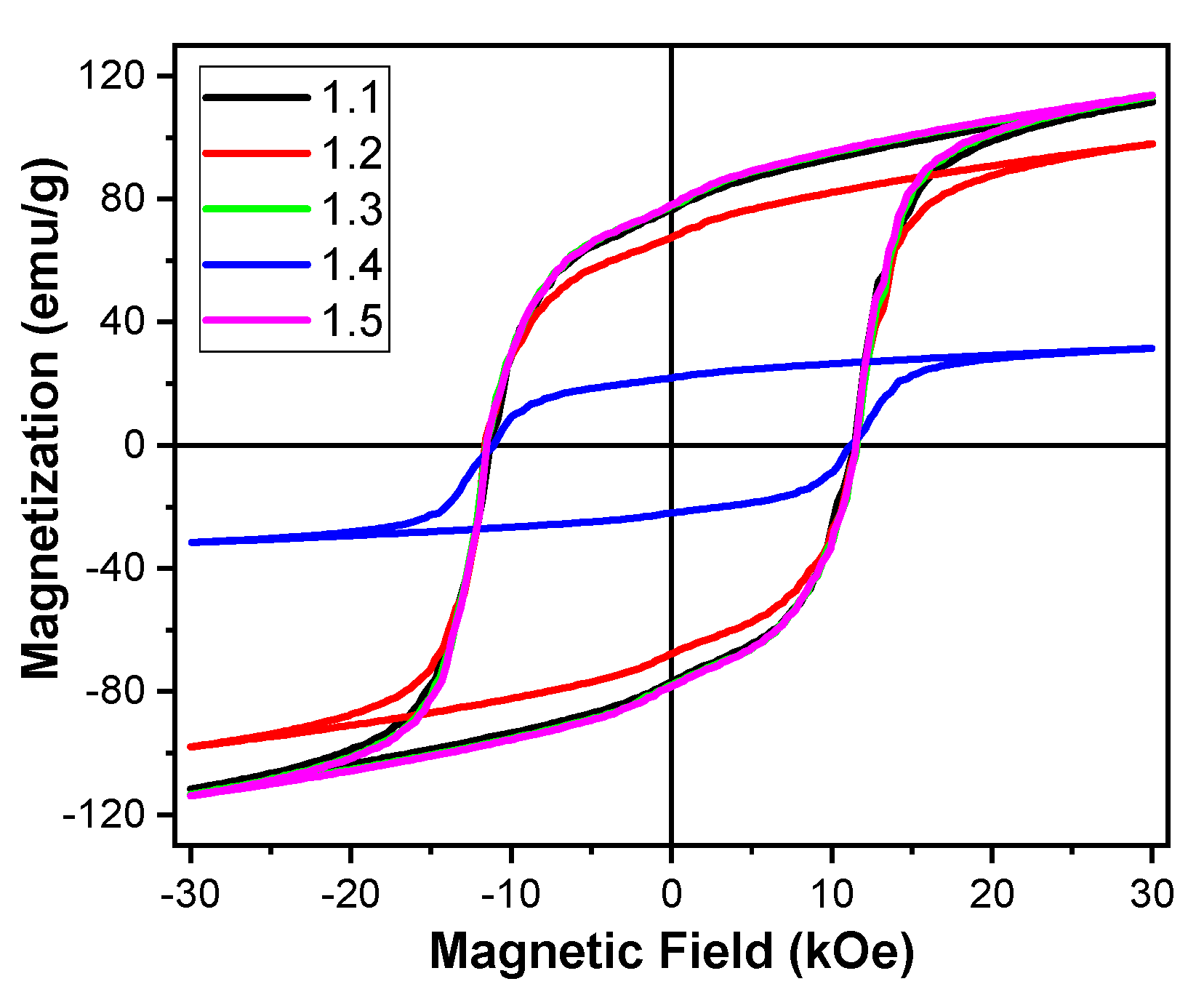
| Sample ID | Coercivity (kOe) | Saturation Magnetization (emu/g) |
|---|---|---|
| 1.1 | 11.33 | 111.5 |
| 1.2 | 11.62 | 98 |
| 1.3 | 11.57 | 113.3 |
| 1.4 | 11.11 | 32 |
| 1.5 | 11.53 | 113.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paranthaman, M.P.; Yildirim, V.; Lamichhane, T.N.; Begley, B.A.; Post, B.K.; Hassen, A.A.; Sales, B.C.; Gandha, K.; Nlebedim, I.C. Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets. Materials 2020, 13, 3319. https://doi.org/10.3390/ma13153319
Paranthaman MP, Yildirim V, Lamichhane TN, Begley BA, Post BK, Hassen AA, Sales BC, Gandha K, Nlebedim IC. Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets. Materials. 2020; 13(15):3319. https://doi.org/10.3390/ma13153319
Chicago/Turabian StyleParanthaman, M. Parans, Volkan Yildirim, Tej Nath Lamichhane, Benjamin A. Begley, Brian K. Post, Ahmed A. Hassen, Brian C. Sales, Kinjal Gandha, and Ikenna C. Nlebedim. 2020. "Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets" Materials 13, no. 15: 3319. https://doi.org/10.3390/ma13153319