1. Introduction
Acrylonitrile butadiene styrene (ABS) is one of the common terpolymers in conventional polymer processes and fused filament fabrication (FFF) [
1,
2]. It is composed of styrene acrylonitrile (SAN) grafted with polybutadiene (PB) that provides diverse properties (tensile strength, ductility, hydrophobicity) to suit a wide range of applications in conventional polymer processes [
3]. Meanwhile, it is one of the oldest FFF materials that is used to three-dimensionally (3D) print a wide range of additive manufacturing (AM) applications, such as prototypes, airfoils, clamps, etc. The recent application of ABS with carbon fibers in big area additive manufacturing (BAAM) re-defined its importance for large-scale manufacturing [
4,
5]. The large-scale applications demand enhanced stability that can withstand high applied loads at high temperatures. Although ABS has good mechanical, chemical, and thermal properties at room temperature [
6], the hydrogen abstraction from PB at high temperatures results in a decline in thermal stability [
7,
8]. The hydrogen abstraction reported a significant impact on the mechanical and thermal properties due to the different weathering conditions above 40 °C [
7,
9,
10]. Therefore, a need arises to explore a solution for a thermally stable ABS for large-scale and high temperature FFF applications.
Different methods were adopted to increase the thermal stability of ABS [
11,
12], such as blending [
11,
12], addition of flame retardants [
13], stabilizers [
11], etc. The most recommended method in terms of gaining both thermal and mechanical stability is blending with high-temperature polymers [
12,
13,
14]. In this regard, polycarbonate (PC) is the most successful polymer that reports the best-in-class blend properties with ABS [
14] as compared to contemporary ones in FFF, such as ABS/UHMWPE/SEBS, ABS:SEBS [
15,
16], ABS:SEBS-g-MAH [
17], ABS/PMMA [
18], and ABS/SMA [
5]. The addition of PC to ABS was reported with improvements in both thermal and mechanical properties (tensile, compression, and flexure) [
13,
19]. However, thermal improvement is interpreted as an improvement in the onset of the degradation temperature of the non-aged blend obtained in thermogravimetric analysis (TGA) [
20]. Researchers found detrimental effects of annealing on the morphology of an ABS/PC blend that resulted in a decrease in thermal stability [
20]. Therefore, it reveals a need to explore a blend of ABS that can withstand thermal aging at high temperatures with good mechanical properties (tensile, compression, and flexure).
Polypropylene (PP) is one of the eminent polyolefins with good chemical and mechanical properties [
21]. However, it presents warpage and swelling in an FFF process. This is overcome by blending with different printable polymers or fillers (fibers). For example, Peng et al. [
22] reported enhanced mechanical strength with the addition of polyamide (PA6) and POE-g-MAH. Ramis et al. [
21] reported enhanced thermal stability in the TGA analysis of PP/starch. Mourad et al. [
23] found good resistance to thermal aging and unaffected tensile strength in a PP/PE blend. Carneiro et al. [
24] and Sodeifian et al. [
25] reported improved mechanical strength with the addition of glass fibers in PP. It is noted that the proposed blends with or without fillers provided either good mechanical strength or resistance to aging. Furthermore, the mechanical characterization of the blends is mostly limited to either tensile or flexural strength. The improved overall mechanical stability (tensile, compressive, and flexural) at higher temperatures (thermal aging) for numerous days is still not reported in the FFF literature for PP blends.
This research proposes a novel FFF blend of ABS with PP that can withstand thermal aging with good mechanical properties (tensile, compressive and flexure). Polyethylene graft maleic anhydride (PE-g-MAH) is used to compatibilize both polymers. A statistical design of experiments (DoE) constituting33 full factorials is designed to analyze the tensile properties and thermal stability against three variables (bed temperature, printing temperature, and aging interval). The compression and flexural experimentations are performed at three such combinations from the ANOVA analysis with the highest levels of thermal variables. The blend is further investigated by Fourier-transform infrared spectroscopy (FTIR), differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), and scanning electron microscopy (SEM) to ascertain the reasons for the improved thermo-mechanical properties.
2. Materials and Methods
2.1. Materials
Polylac PA-747 ABS pellets with a high melt flow index of 13 g/10 min were purchased from TCL Hunt (Auckland, New Zealand). LeyondellBasell PP with a melt flow index of 10 g/10 min was also purchased from TCL Hunt. A8525 PE-g-MAH (compatibilizer) was purchased from Shenzhen Jindaquan Technology Co. Ltd. (Shenzhen, China).
2.2. Blending
ABS, PP, and PE-g-MAH were dried at 50 °C in an oven for six hours. The drying was followed by mixing all three polymers in specific compositions in a 5-L Haake mixer (Thermo Fisher, Waltham, MA, USA) for five minutes. The compositions were blended in a single-screw extruder (Beierman, Leyuzhen, China), which was specifically selected for blending in order to avoid any probable degradation due to shearing pressure at high temperatures [
26]. The pellets were produced in a size of approximately 1.3 mm with the Beierman pelletizer unit operating at 20 m/min. Further processing parameters are provided in
Table 1.
Successful 3D printing was one of the main objectives in this research. The compositions of each of the three polymers in the blend can potentially affect the printability. For example, Zhang et al. [
27] reported defects in rheological properties due to an excess of maleic anhydride (MAH). Rheological defects can lead to serious problems in the printing. On the other hand, the high composition of PP was reported to cause large die swelling during extrusion [
28] and warpage during printing [
24,
29]. Therefore, the first blend was prepared with 48:48 by weight percentage of ABS/PP (
Table 2) with 4% PE-g-MAH [
30,
31], whose printing failed. For the second and third compositions (
Table 2), the composition of PP was decreased while keeping the compatibilizer the same at 4%. However, failed printing for the second and partial printing with high warpage for the third composition led to the preparation of a fourth composition. The fourth composition, prepared with 0.5% PE-g-MAH [
32], provided the best printing. Therefore, no further composition needed to be prepared.
2.3. 3D printing
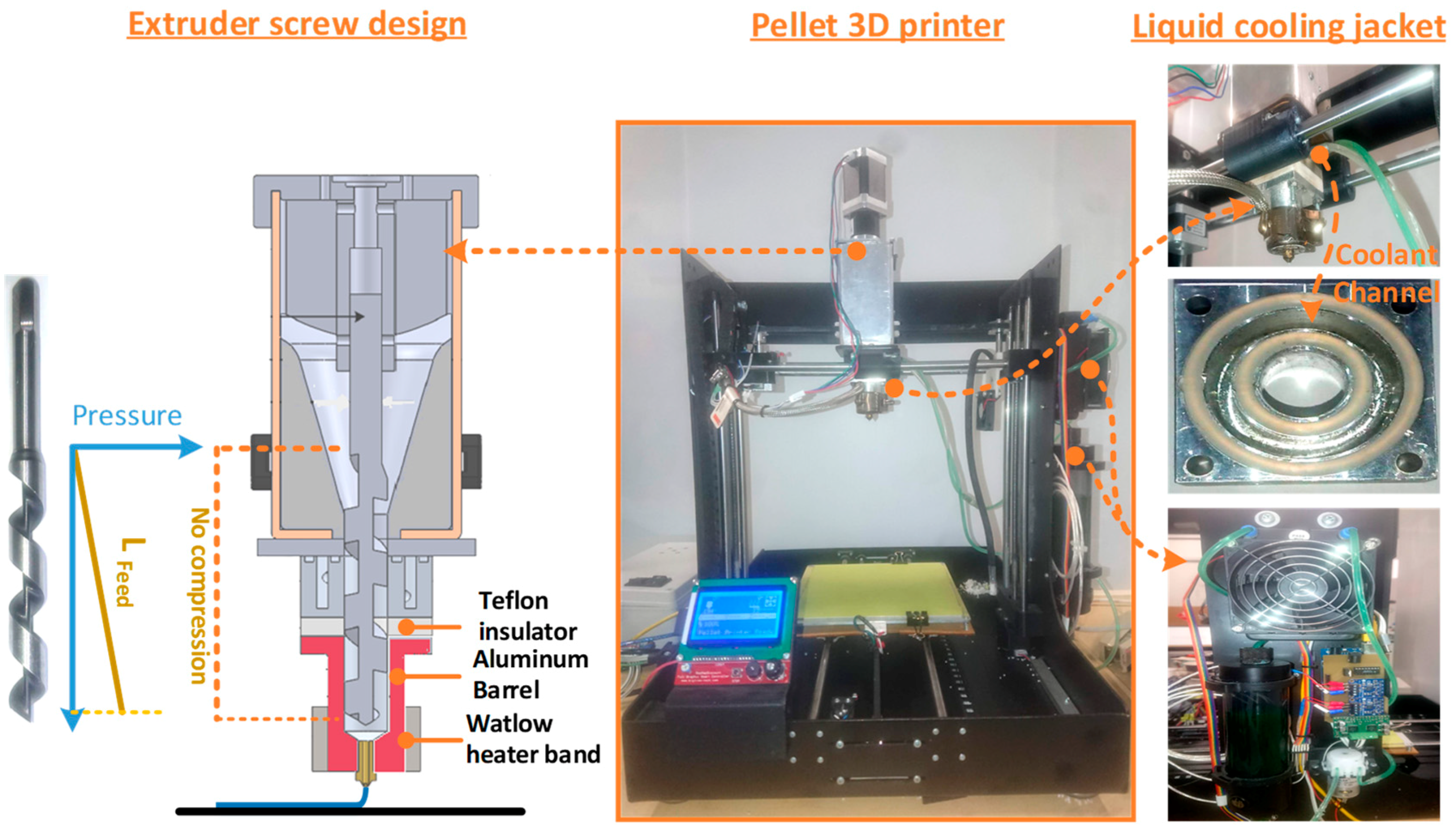
The 3D printing was performed on our in-house-built pellet 3D printer (
Figure 1) that was previously reported [
33]. Modifications were particularly made in the cooling system, insulation, and extruder screw to avoid variations in the material properties during printing. The liquid cooling system was improved with an enlarged liquid channel in the liquid cooling jacket. A “Teflon insulation” plate was included as a thermal barrier. Both the liquid cooling system and the Teflon plate improved the resistance to the heat transfer through the extruder. The better resistance helped to enable printing at high temperatures above 200 °C. Furthermore, the extruder screw design was refined (
Figure 1) with the exclusion of the compression and metering zones unlike regular screw extruders. The screw extruder’s feeding zone avoids any thermal compression of the melt. This helps to overcome variations or degradation in the material properties due to any thermal shearing [
33,
34]. The three main modifications (cooling system, Teflon insulation, and screw extruder) are expected to achieve printing with characteristics as near as possible to the original blend.
An open source software named “Slic3r” was used to control the printing parameters (
Table 3), and “Pronterface” was used to operate the printer.
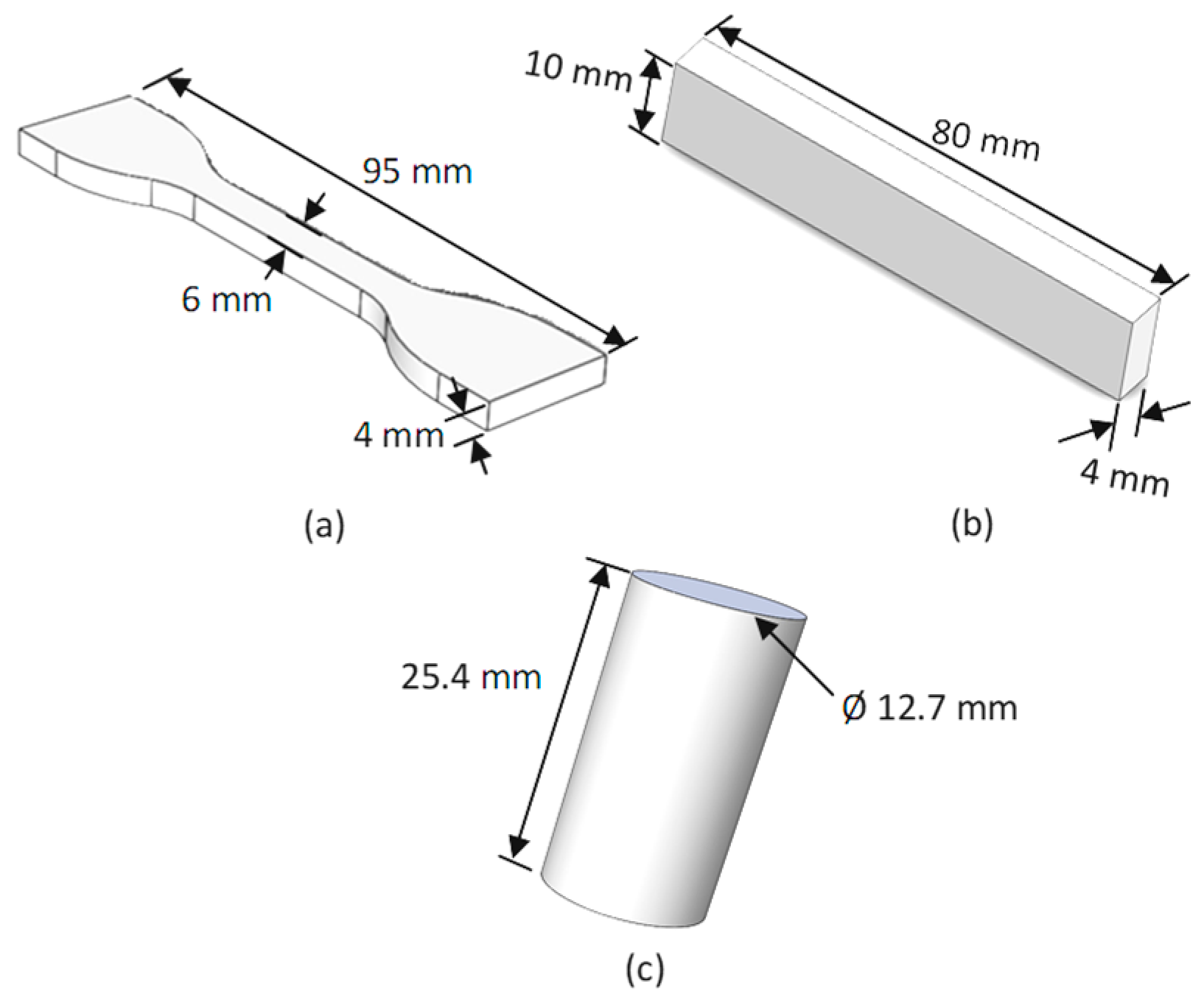
ASTM D638 type IV [
35] was used as the tensile testing standard, ISO 604 [
35] was used for compression, and ISO 178 [
36] was used for the flexural testing standard (
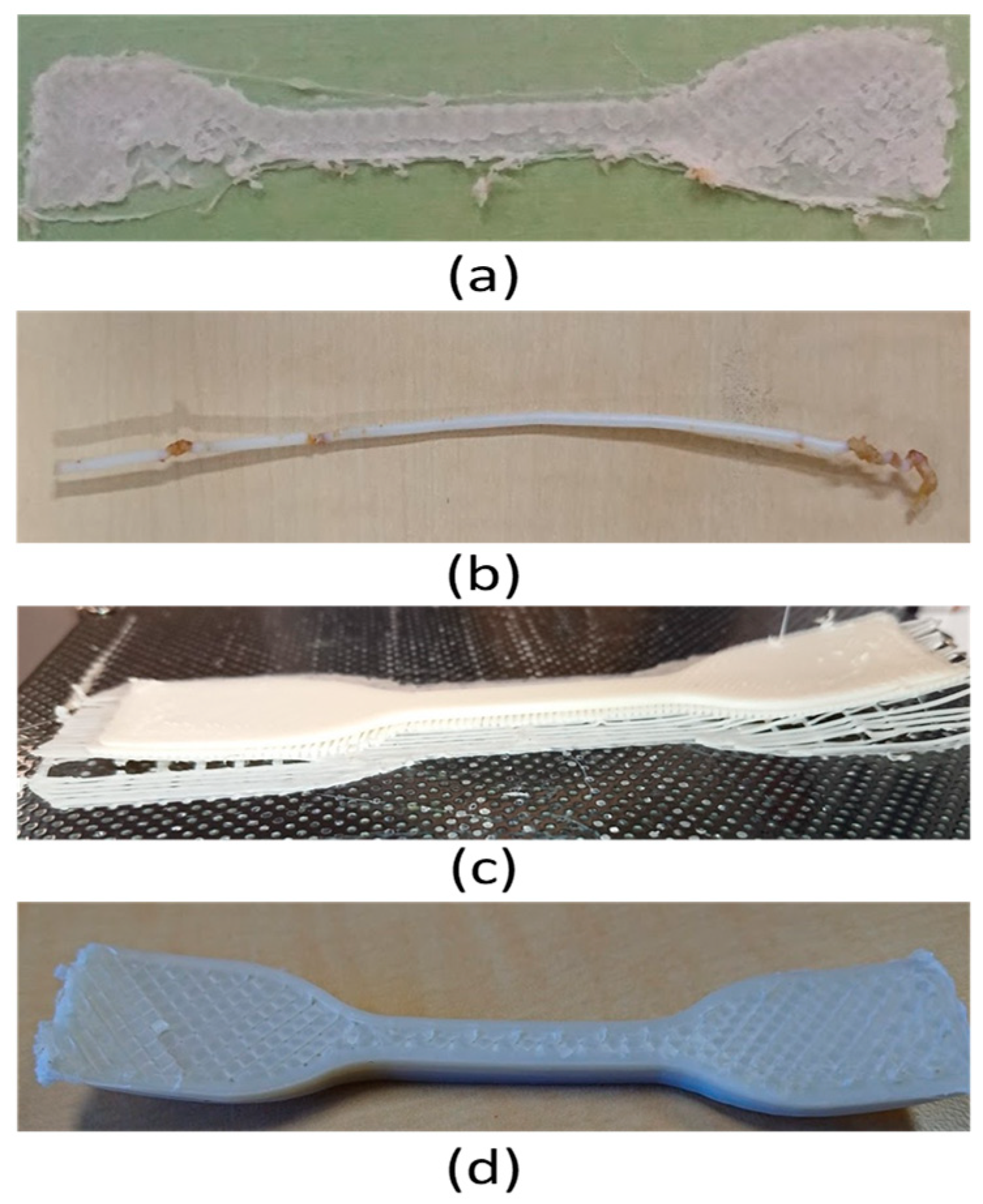
Figure 2). The first two compositions showed large die swelling during extrusion printing. Furthermore, the extrusion rate during printing was too slow to even meet the lowest printing speed of 1 mm/min. The third composition was partially printed. The excessive warpage caused incomplete printing (
Figure 3c,d). Different types of surfaces (perforated, flex) were also used to improve the adhesion of the third composition specimens with the printing bed. However, the sample resulted in high delamination and incomplete printing due to the excessive warpage (
Figure 3c). The fourth composition was printed on an adhesion tape printing bed. It showed minimum to no warpage. Therefore, the remaining experimentation of this research was conducted with the fourth composition.
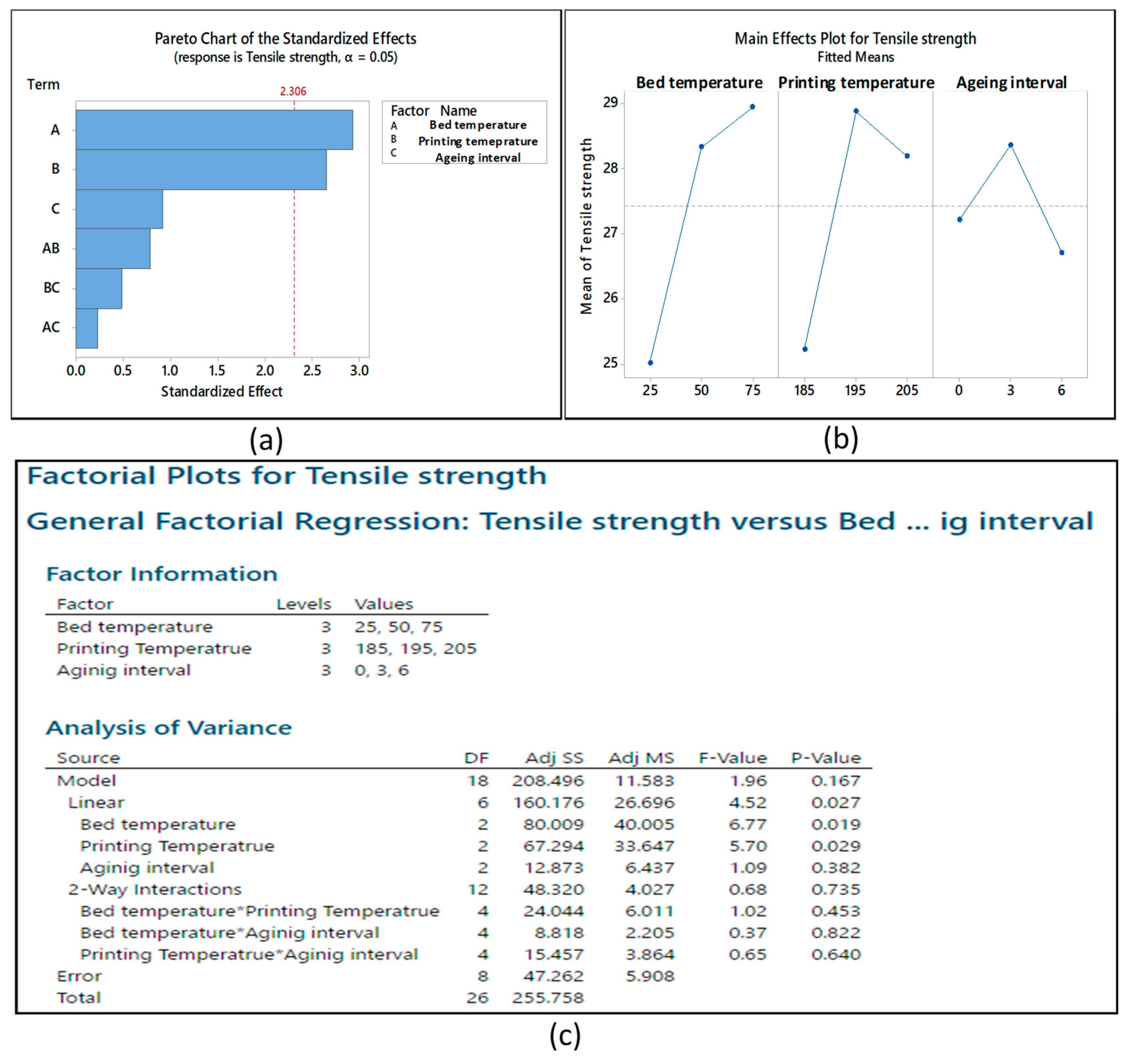
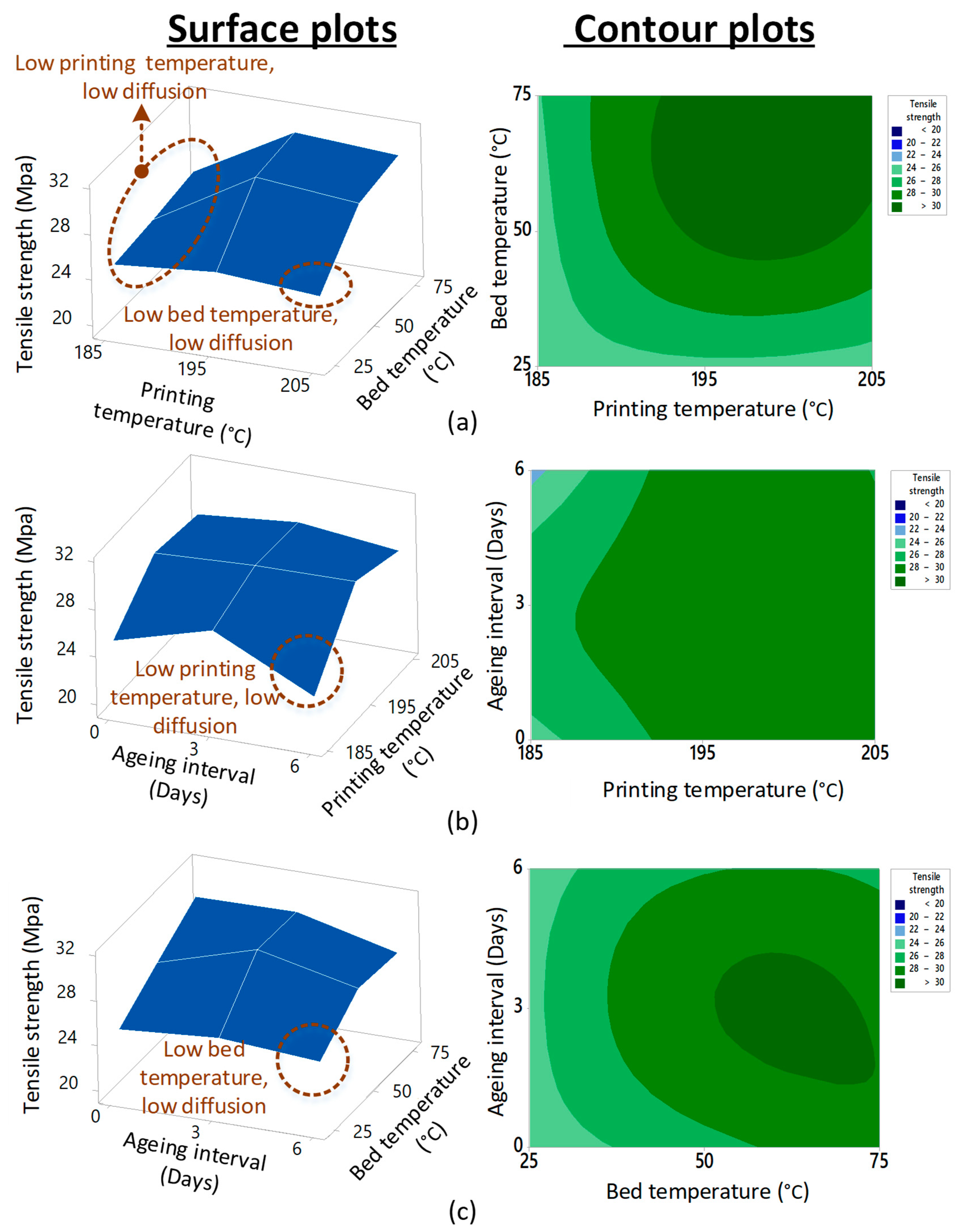
A randomized general 3
3 full factorial ANOVA analysis in Minitab2019 was performed for tensile testing at a confidence level of 95%. Three variables were selected to analyze the thermal stability on tensile strength. Each variable had three levels, i.e., bed temperature was set at 25 °C, 50 °C, and 75 °C, printing temperature was set at 185 °C, 195 °C, and 205 °C, and aging interval was set at zero days, three days, and six days. An incomplete printing below 178 °C was noted, as the temperature was too low to melt the material. Similarly, printing above 210 °C resulted in burnt marks in the extrudate. Furthermore, the minimum temperature of the bed was set at 25 °C with reference to the room temperature, and the highest temperature of 75 °C in this research was based upon the literature [
37,
38]. The aging intervals were also selected according to the literature [
10]. Three samples were printed for each of the 27 combinations and an average of tensile strength and strain was used in the analysis. However, the analysis was performed with respect to tensile strength, not tensile strain.
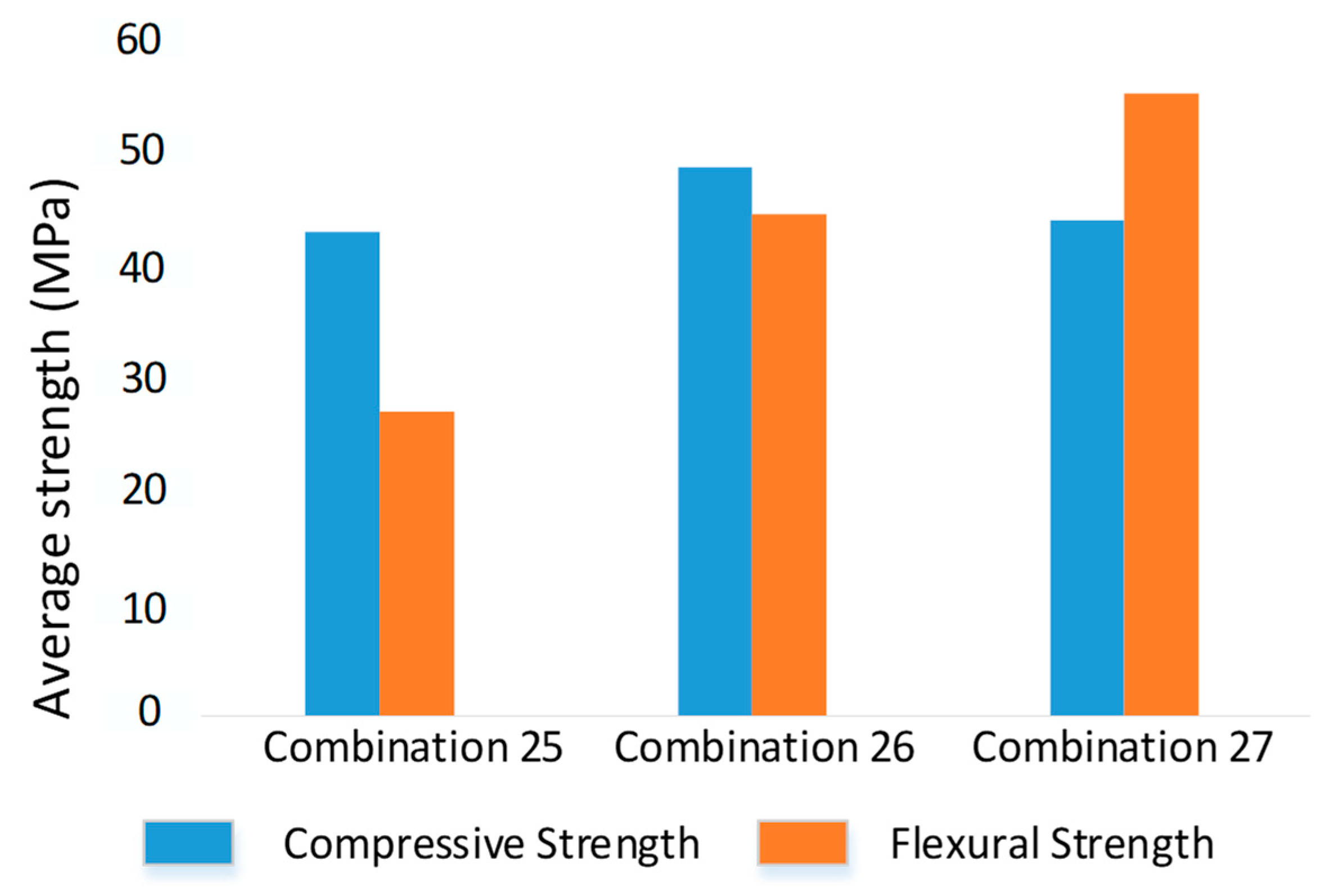
Based on the objective of evaluation of thermal stability of the novel FFF material and significance of the bed and printing temperature, the combinations with the highest bed and printing temperatures were used to print and analyze the compressive and flexural properties.
2.4. Mechanical Testing
Instron 5967 with a 30-kN load cell was used to perform the mechanical testing (tensile, compression, and flexural). The tensile testing on ASTM D638 type IV dog bones was performed at an extension rate of 5 mm/min with a 25-mm clip-on gauge extensometer for measurement of tensile extension. The flexure testing of ISO 178 rectangular bars was performed on a three-point flexure set-up at a rate of 2 mm/min. The horizontal span between the two loading anvils was set at 64 mm as per ISO 178. The compressive testing of ISO 604 cylindrical samples was performed at 2 mm/min. The variations in the flexural samples of combination 27 were particularly monitored, and the samples with too high dimensional instability were discarded. Similarly, the vertical alignment of layers during printing led to a proper compression. The vertically mis-aligned samples displayed buckling and, therefore, were discarded as well.
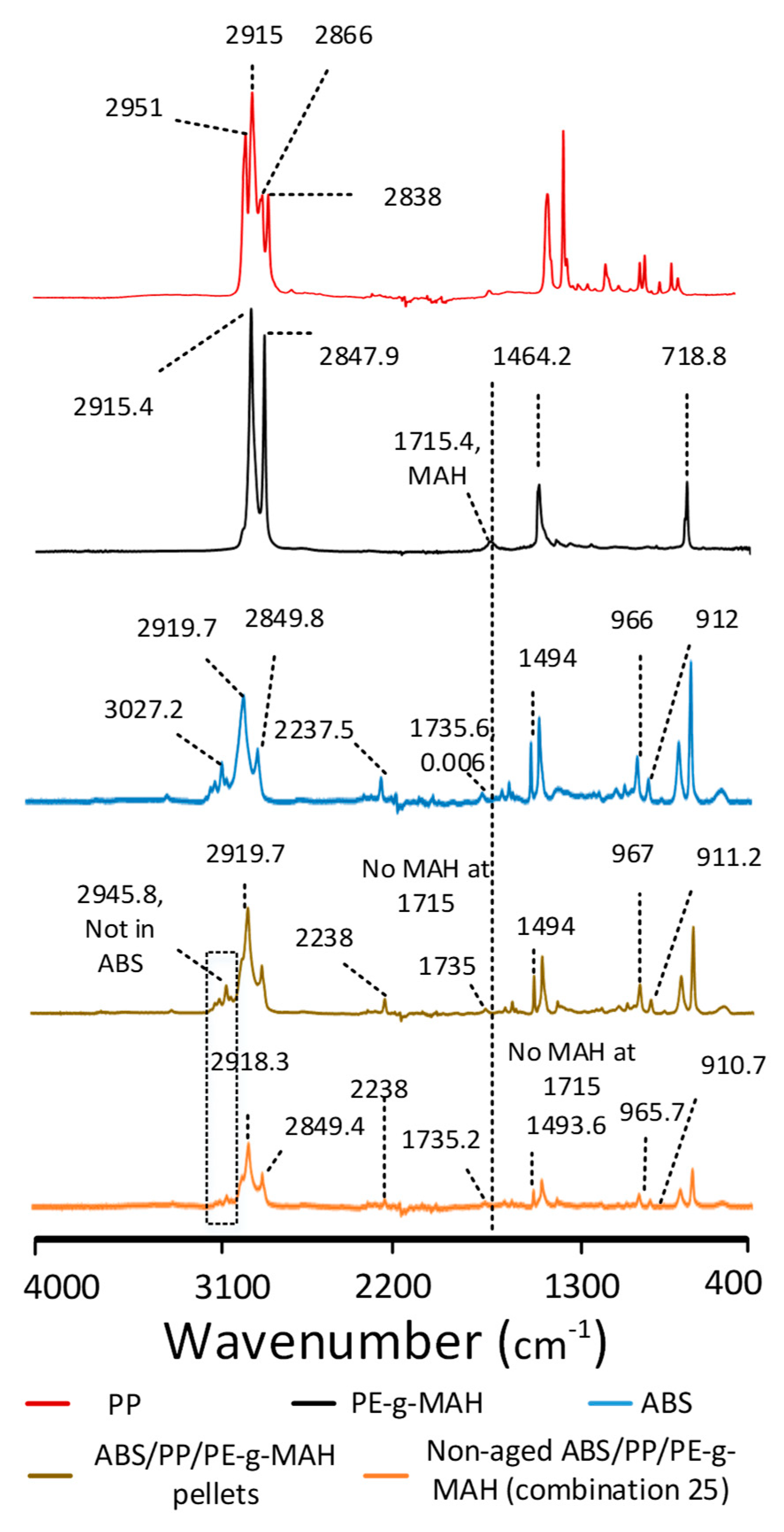
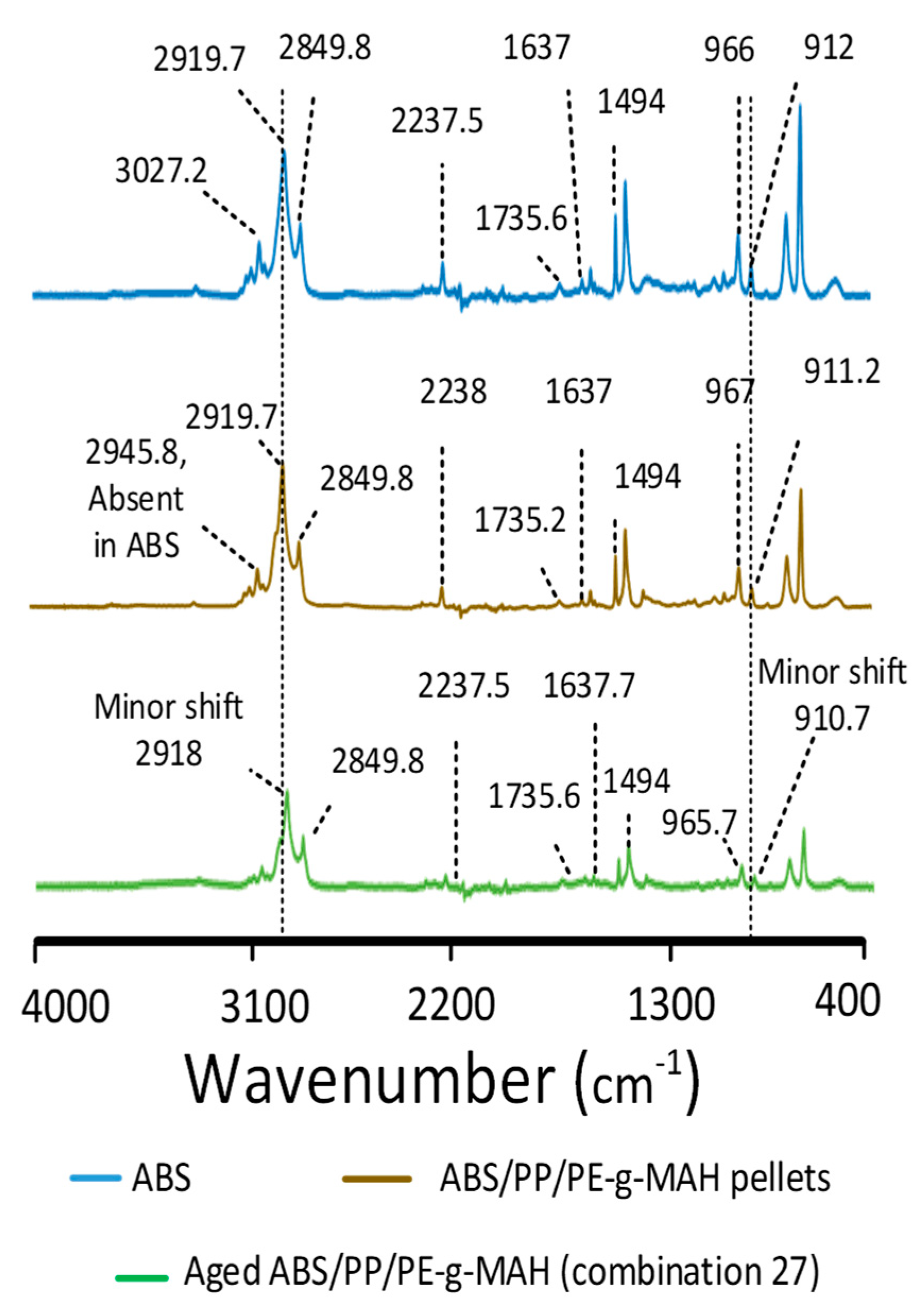
2.5. Fourier-Transform Infrared Spectroscopy (FTIR)
FTIR was used for analysis of the effects of blending, 3D printing, and thermal aging on a Thermo Electron Nicolet 8700 spectrometer (ThermoFisher, Waltham, MA, USA) with a spectrum range of 400–4000 cm−1. OMNIC E.S.P 7.1 was used to collect the data from an attenuated total reflection accessory that provided an average spectrum of a total of 32 scans. All FTIR spectra were corrected and normalized with respect to a baseline.
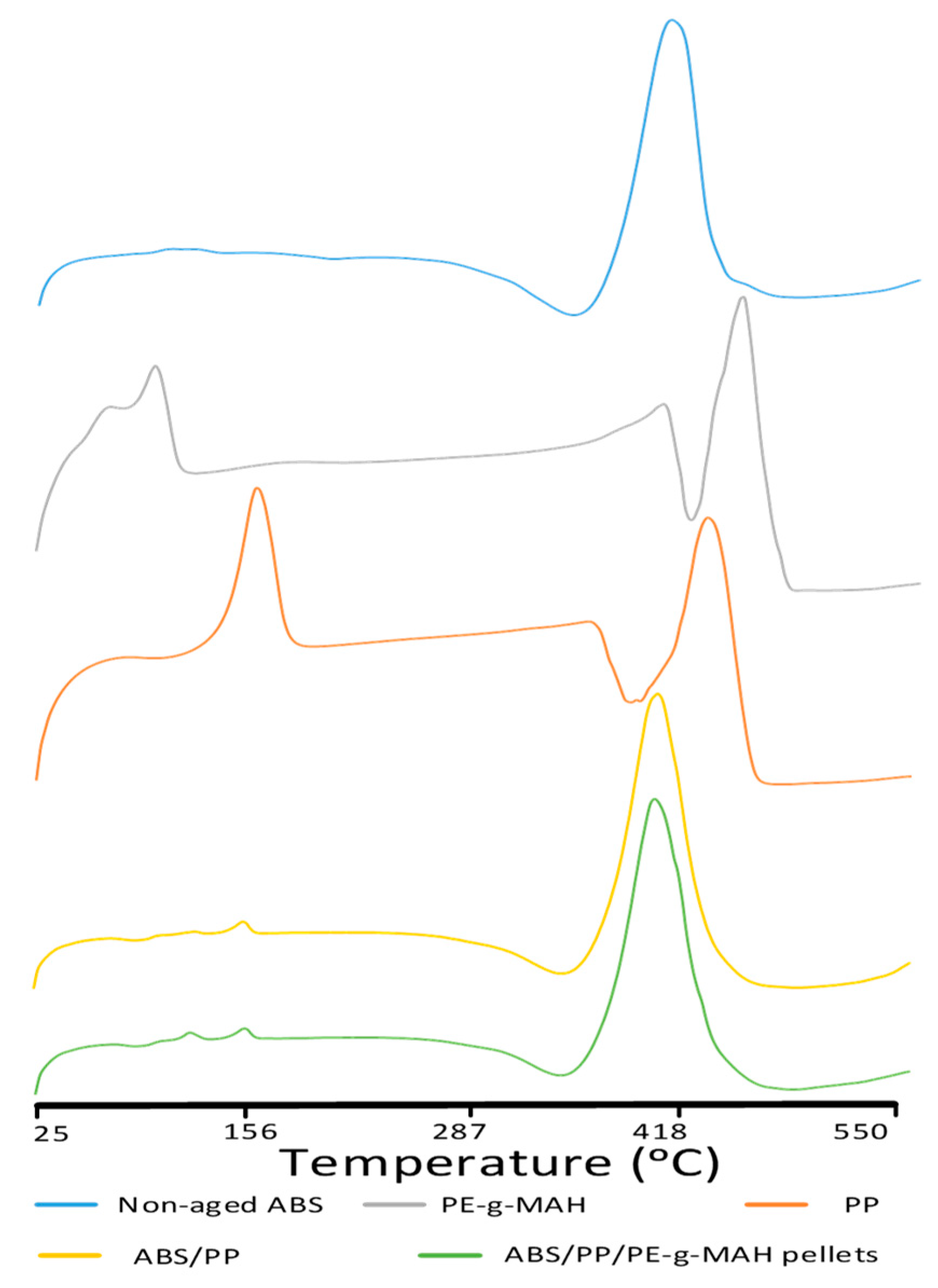
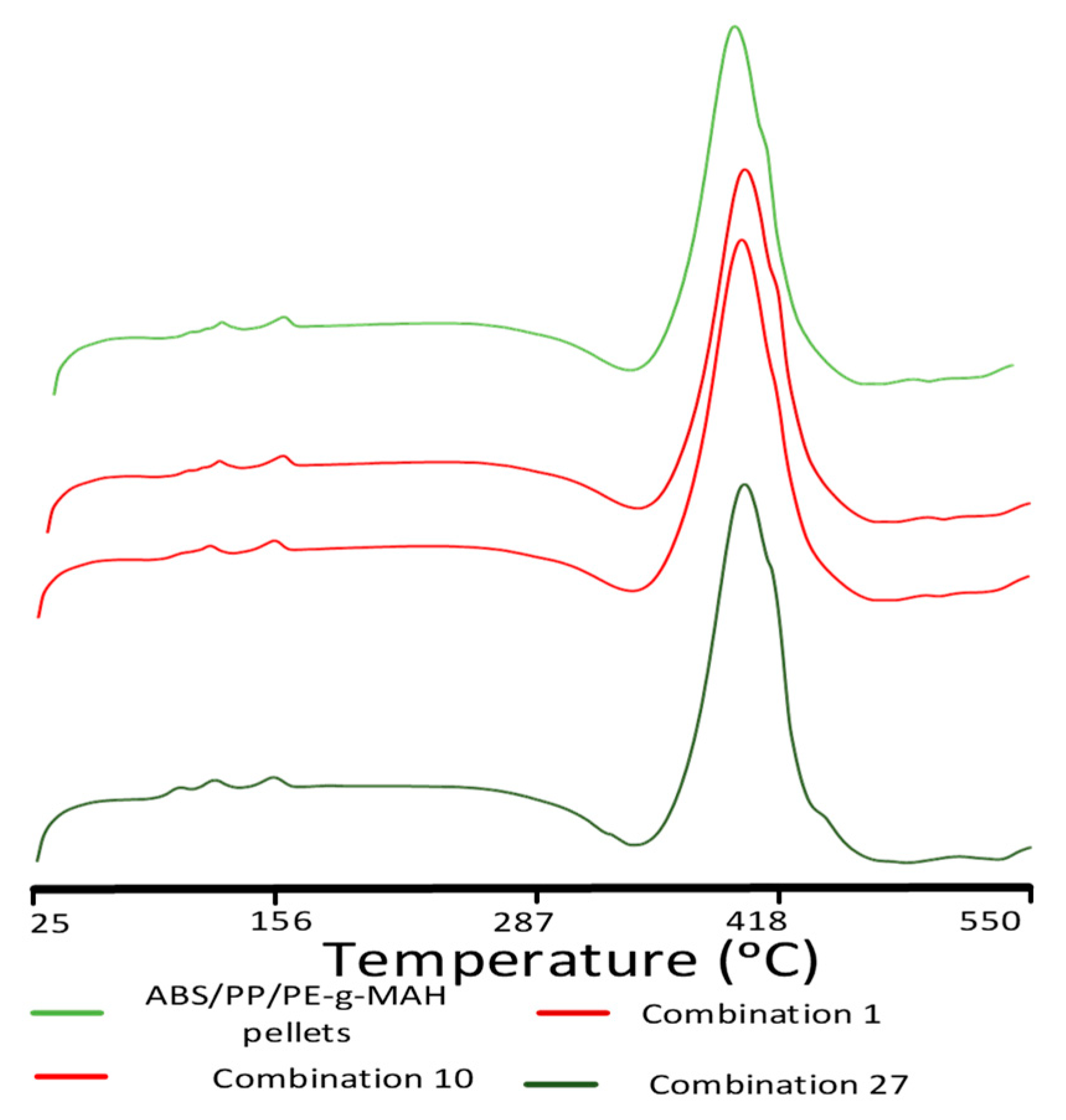
2.6. Differential Scanning Calorimetry (DSC)
The effects of three variables (bed temperature, printing temperature, and aging interval) on the glass crystallization, melt crystallization and degradation were measured with DSC Q1000 (New TA instrument, New Castle, DE, USA) from TA Instruments. The instrument was operated at a heating rate of 10 °C/min in nitrogen gas purged at a flow rate of 50 mL/min. The range of temperature for DSC analysis was 25 °C to 550 °C.
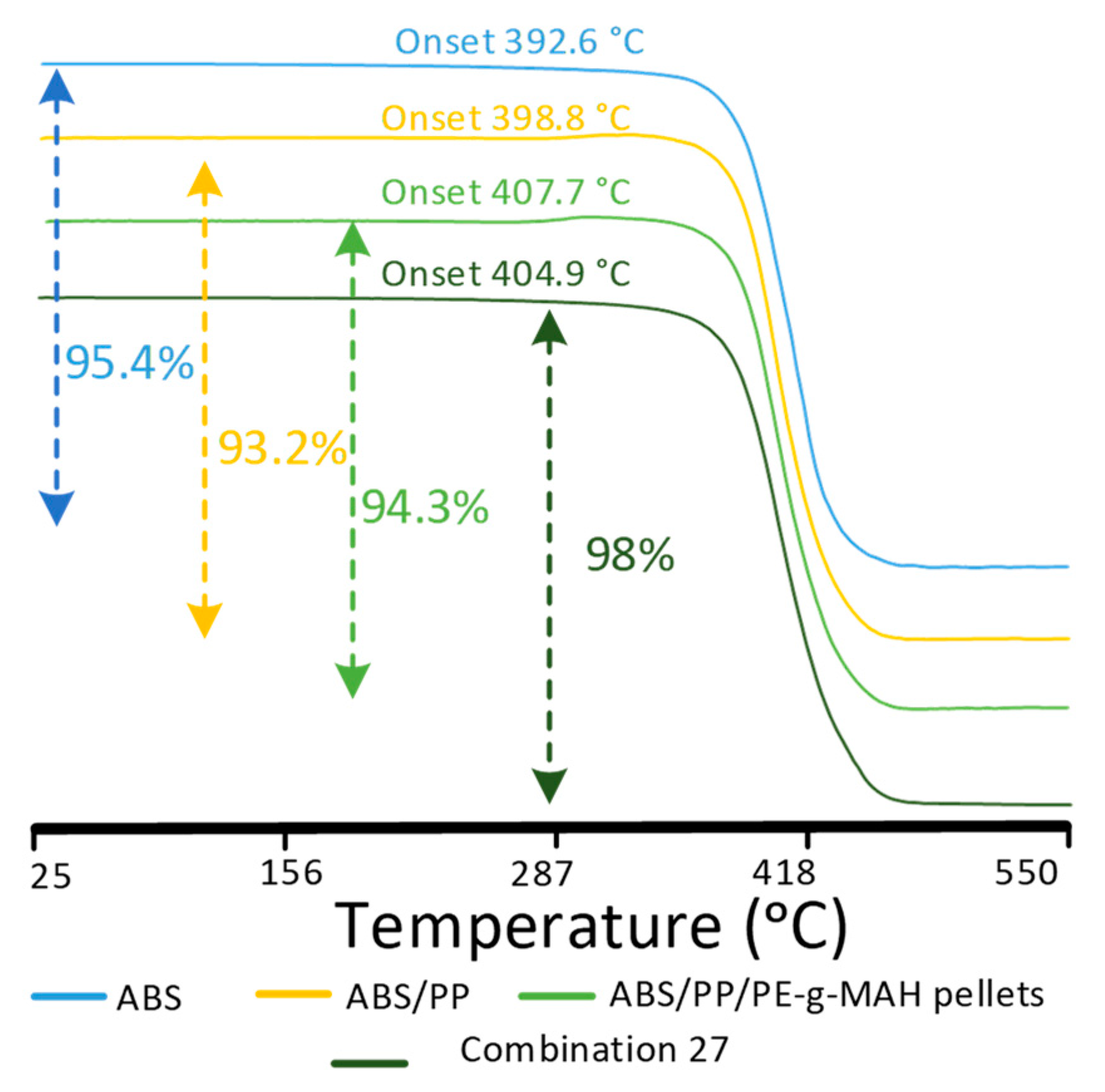
2.7. Thermogravimetric Analysis (TGA)
The effects of experimental variables on the onset temperature and 50% degradation were analyzed on an STA 449 F1 Jupiter (NETZSCH, Selb, Germany). The thermal analysis was conducted at a rate of 10 °C/min in nitrogen gas purged at 50 mL/min. The analysis was performed in a range of 25 °C to 550 °C.
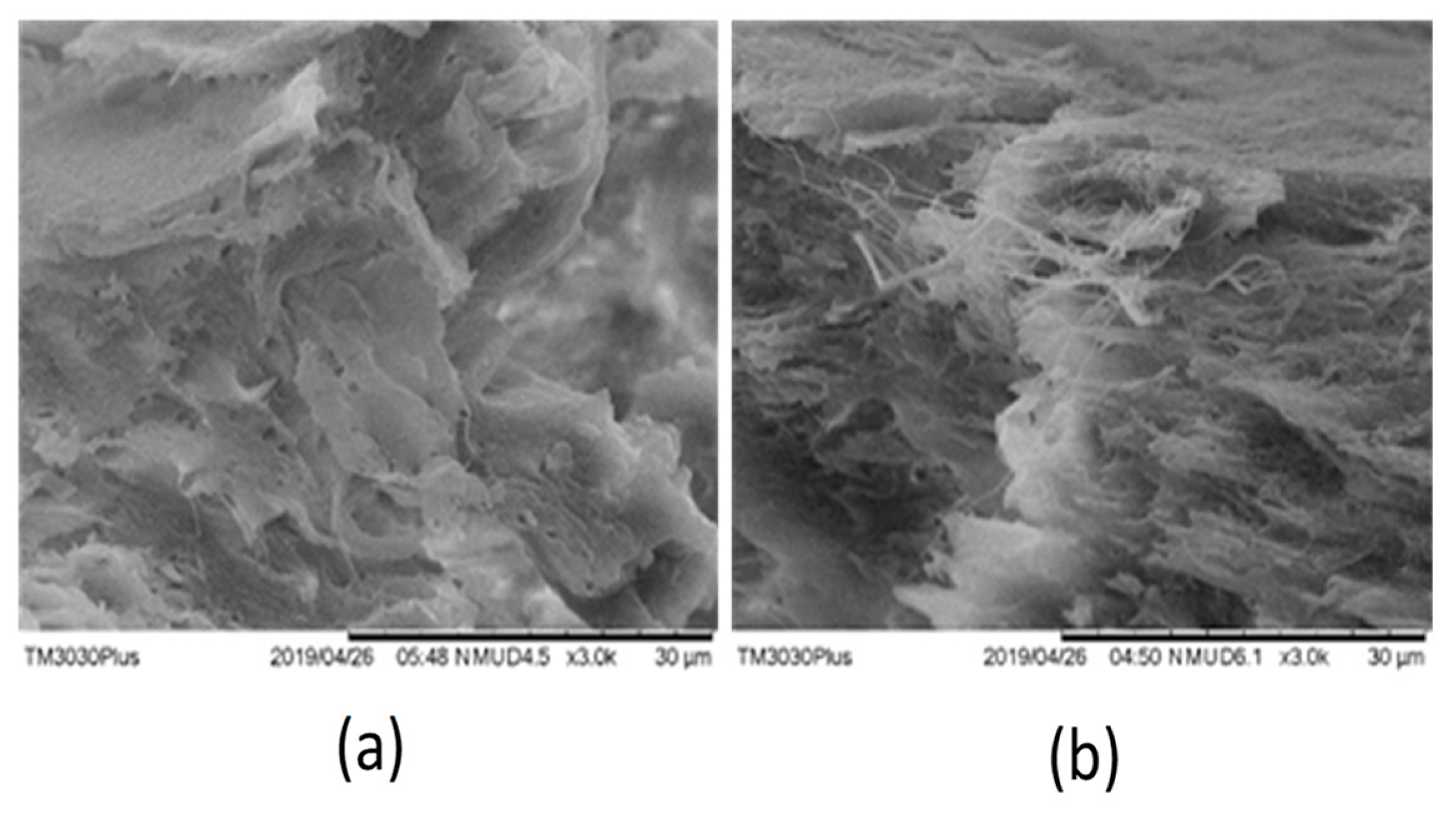
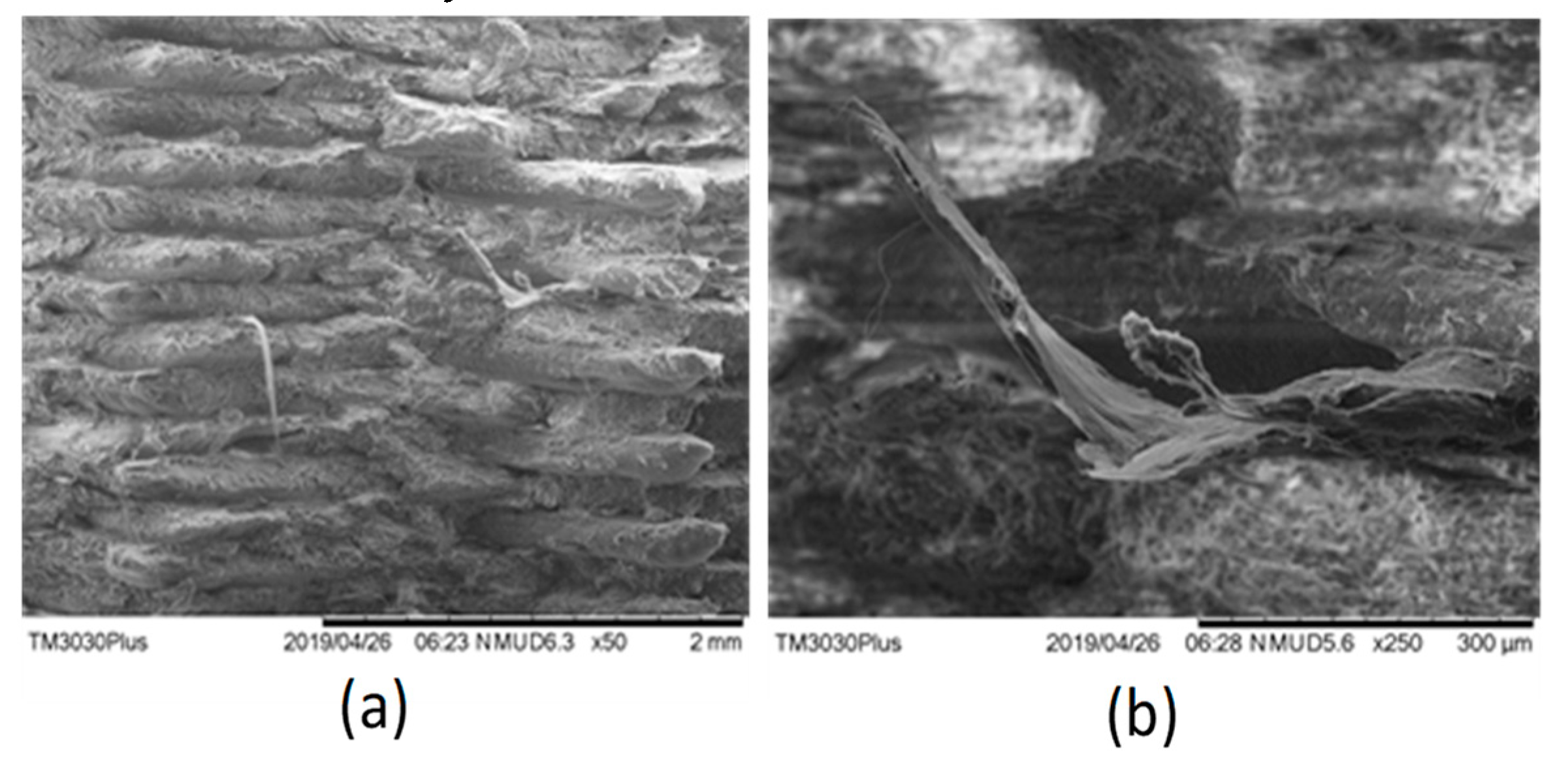
2.8. Scanning Electron Microscopy (SEM)
The visual phase separations between ABS and PP at the fractured surfaces were analyzed by an SEM TM3030 Plus (Hitachi, Tokyo, Japan). It was also used to analyze the effects of aging interval, bed temperature, and printing temperature. The images were used to describe the tensile properties in ANOVA analysis.
5. Conclusions
ABS is the one of the known commercial polymers for FFF. Despite its commercial benefits, it has poor thermal stability to aging at high temperatures. The degradation leads to hydrogen abstraction from the butadiene monomer of the terpolymer, which results in degraded mechanical properties. This requires ABS to have strong thermo-mechanical stability, particularly in current scenarios, where FFF is moving toward large-scale manufacturing. This research presents a novel blend of ABS with PP in the presence of a compatibilizer (PE-g-MAH) that can withstand high temperatures and a long period of thermal aging. A general full factorial experimentation with 33 factors was designed with three variables of bed temperature, printing temperature, and aging interval to analyze tensile properties. Each of the variables had three levels that were set to the minimum and maximum possible limits in the given resources. The highest bed and printing temperature-based combinations (25, 26, and 27) were selected to print samples for compression and flexure testing. The specimens of tensile, compression, and flexure were printed with a custom-designed pellet printer that was specifically modified with an improved cooling system, a thermal insulation barrier, and a refined extrusion screw with no compression zone. The modifications helped to achieve printing properties similar to an as-made blend without any chemical deterioration. The main highlights of the blend materials are provided below.
The ANOVA analysis statistically proved aging to be a non-significant factor.
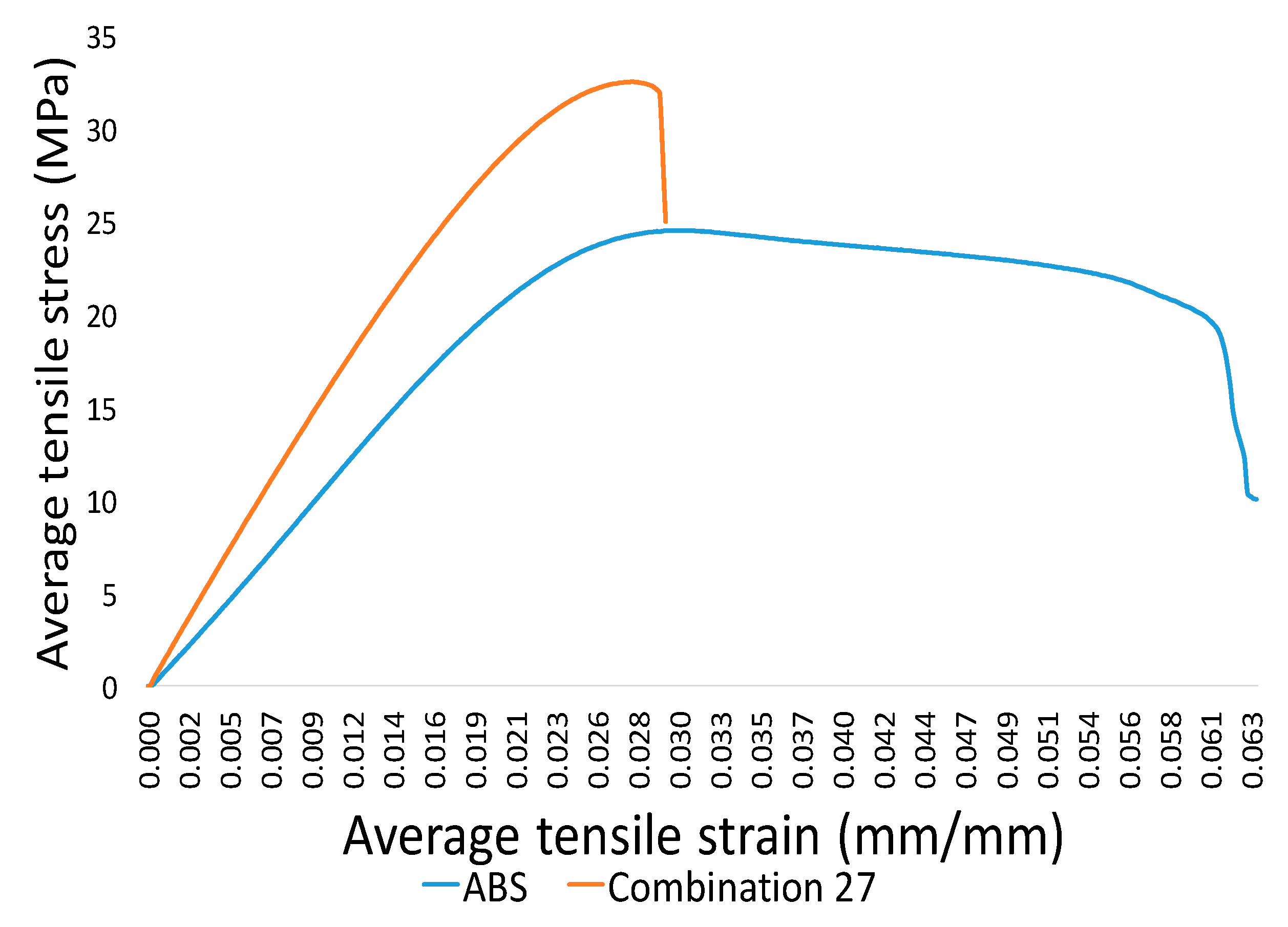
The blend provides an improved tensile strength (31.6 MPa) at the highest bed and printing temperature with six days of aging (combination 27) instead of degradation, which is one of the highest mechanical properties among current FFF blends of ABS in the literature.
The blend material has higher stiffness as compared to neat ABS.
The compression and flexural properties also show a significant increase with an increase in aging interval instead of degrading.
The enhanced thermo-mechanical properties are the result of chemical grafting along with the localized physical interlocking observed in SEM.
The current work covers the broader aspects of the novel FFF material. The future work will be based upon repetitions (replicates) in the DoE of ANOVA. This will help to prove the aging interval to be non-significant with certainty.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}