Energy Saving of Composite Agglomeration Process (CAP) by Optimized Distribution of Pelletized Feed


School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
*
Author to whom correspondence should be addressed.
Energies 2018, 11(9), 2382; https://doi.org/10.3390/en11092382
Submission received: 12 August 2018
/
Revised: 29 August 2018
/
Accepted: 4 September 2018
/
Published: 10 September 2018
Abstract
:The composite agglomeration process (CAP) aims at sintering a pelletized feed and a matrix feed together to produce a high-quality burden for a blast furnace. The pelletized feed is balled from fine iron concentrate or refractory iron-bearing resources, while the matrix feed is granulated from iron ore fines, fuels, fluxes and so on. Through mathematical calculation, heat accumulation regularity and heat-homogenizing of the sinter bed are acquired in CAP when pelletized feed is uniformly distributed. Then they are studied in the composite agglomeration process with optimized pelletized feed distribution, which is a novel and perfect sinter bed structure. Results show that large heat input gaps exist in the sinter bed under condition of even sinter mixture distribution, and it is very difficult to realize bed heat-homogenization by directly varying the solid fuel dosage among each layer. An optimized pelletized feed distribution realizes more heat in the upper layer together with heat-homogenization of the middle-lower layer when the proportions of pellets increase first in the middle-upper layer and then decrease in the middle-lower layer of the sinter bed. Under these circumstances, the sinter bed has much better available accumulation ratios with a maximum value of 78.29%, and possesses a greater total heat input of 6754.27 MJ when the coke breeze remains at the original dosage. To make full use of the available heat accumulation and adjust the pellet distribution, a good energy saving effect is obtained because the coke breeze mass declines by 13.91 kg/t-sinter. The current gross heat inputs of each unit are reduced remarkably, leading to a total heat input decrease of 25.95%. In pot tests of CAP, the differences of thermal parameters in whole bed are obviously reduced with the optimized pelletized feed distribution, which contributes to sinter homogeneity and energy savings.
1. Introduction
In China, crude steel output already ranks in the first place in the world. High-quality sinter and pellet are needed for blast furnaces. Therefore, continuous improvements of the sintering process is very important for the iron and steel industry in order to provide more and better sinter. For example, the sinter bed heights are typically increased from 500 mm to 1000 mm. High bed sintering can reduce energy consumption and FeO content, and improve the yield, quality and reducibility of sinter. However, consequent problems arise, such as a significant deterioration of bed permeability, the increase of air leakage rates, and too much melting of sinter mixture caused by excessive heat in the lower bed due to automatic heat accumulation. These issues hinder the full implementation of the energy saving advantages of high-bed sintering, and reduce sinter quality and sintering productivity [1,2,3,4]. The automatic heat accumulation is a specific phenomenon of iron ore sintering, that is, part of all the heat from the upper layer would be transferred to the lower layer by the hot flue gas and by mixture conduction and radiation, which leads to a upward tendency of the combustion zone peak temperature in the lower layer [5,6]. The reasonable utilization of heat accumulation becomes a crucial way to perfect the sintering process.
In order to cope with the property changes of iron-bearing resources for domestic steel plants, the composite agglomeration process, as an innovative process for preparing iron-making loads, has been proposed and systematically studied based on the existing sintering and pelletizing processes. CAP improves the agglomerate yield and quality, reduces solid fuel consumption and saves energy compared with the conventional sintering process [7,8,9,10]. When CAP is adopted in high bed sintering (700–1000 mm), the unique bed structure of pelletized feed added into the matrix feed significantly improves bed permeability to avert permeability deterioration, but for the issue of heat accumulation enhancement, it may be alleviated slightly by the segregation distribution of green pellets on sintering pellet, which relies on distributing device adjustment in the sintering plant [11,12,13]. It is expected that pelletized feed is distributed in upper layer to the least extent, and distributed in the middle and lower layers to the largest extent. Under this condition, fuel consumption decreases and sinter quality improvements are realized to some extent. However, there is a lack of detailed theoretical analysis and research on pelletized feed distribution patterns in order to better utilize the heat accumulation and further achieve bed heat-homogenization.
Sinter bed heat-homogenization is an ultimate pursuit, which ensures the uniform yield and quality of sinter cake from top to bottom. Effective practical methods for uniform heat distribution realization consist of fuel segregation distribution, changes of fuel granulation and combustion patterns, external heating mode transforming and so on [14,15,16,17,18,19,20,21,22]. Theoretical studies of heat accumulation and transfer mainly adopt the methods of heat balance calculation [5,23,24], modelling and simulation [25,26,27,28,29].
The composite agglomeration process combined with bed heat-homogenization is a significant trend, which leverages the strengths of superior quality, energy saving and high efficiency. In this study, a theoretical calculation analysis of the composite agglomeration process heat accumulation in different sinter bed structures was carried out in order to better utilize the heat. Both the bed heat pattern and product quality were investigated to verify the superiority of optimized pelletized feed distributions.
2. Experimental
2.1. Materials and Equipment
Raw materials included coarse-grained iron ore fines, fine concentrates, bentonite, limestone, burnt lime, coke breeze (fine particle size coke) and return fines, and their mass proportions were 52.19%, 34.28%, 0.51%, 5.00%, 3.52%, 4.50% and 25.00%, respectively. The mass balance and heat balance of the raw materials were calculated according to the thesis [23]. The mass of total material inputs producing 1 ton of finished sinter was 3280.75 kg/t, which involves raw materials, mixture moisture, natural gas and air. The total heat inputs and expenditures were 2206.94 MJ/t. Three fixed heat input items in each unit are the sensible heat of sinter mixture, chemical heat of the coke breeze and the heat release of the chemical reactions. The most important heat expenditure was the sensible heat of the sinter cakes.
2.2. Methods
2.2.1. Heat Balance Calculation
Some parameters or assumptions in the present paper are set and simplified as follows based on the characteristics of raw materials, the residual heat of sinter, and convective heat transfer and absorption in sinter layers [5,23,24]:
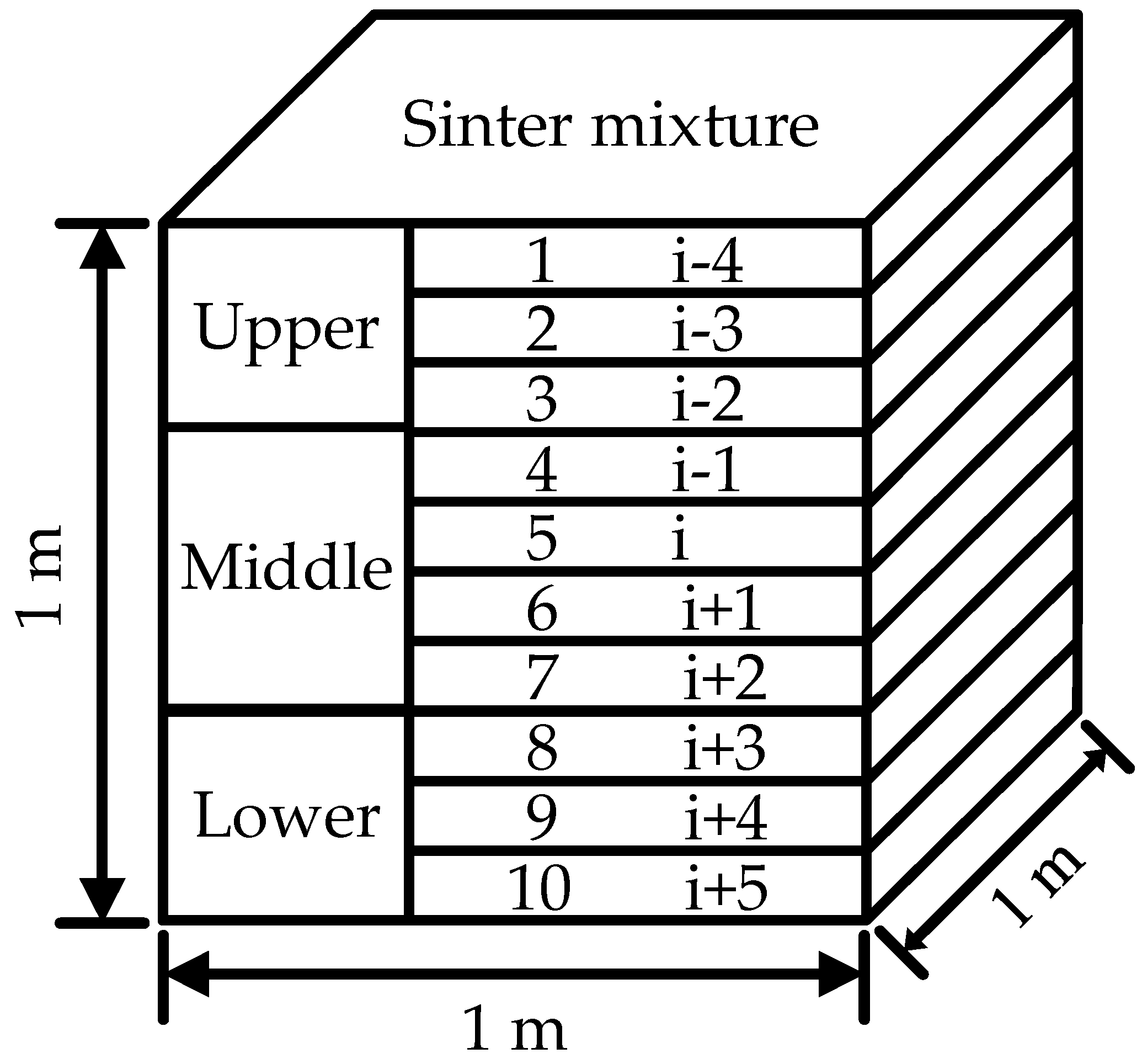
(1) Sinter mixture is loaded into an imaginary cube box of 1 m × 1 m × 1 m shown in Figure 1. The density of the sinter mixture is 1.7 t/m3, so the sinter mass in the box is 1.7 t, and it would produce a finished sinter of 1.16 t. Therefore, material and heat balance changes accordingly.
(2) The sinter bed in the box is equally divided into the upper layer (1–3 units), the middle layer (4–7 units) and the lower layer (8–10 units) along the axis direction.
(3) When sintering reaches the end point, sinter cake temperatures of all units are verified in sequence and shown in Table 1. The heat of sinter cake greatly rises because of the temperature increase.
(4) The heat loss of the first unit is considered to be 15% of its heat inputs, and the heat loss of each unit is 8% in the 2–10 units.
(5) The heat of flue gas is absorbed completely by the next two units where heat absorption of the first unit accounts for 70% and that of the second unit accounts for 30%. For the i unit, the gross heat inputs (, ), heat expenditure (, ), the available heat accumulation () and the available heat accumulation ratio (), the total heat accumulation () and the total heat accumulation ratio () and sinter cake heat () are calculated as:
where: , are the heat of flue gas with subtracting sensible heat of sinter cake in the i − 1 unit and the i − 2 unit, respectively; , are the heat of flue gas without subtracting sensible heat of sinter cake in the i-1 unit and the i-2 unit, respectively.
2.2.2. Sinter Pot Trials
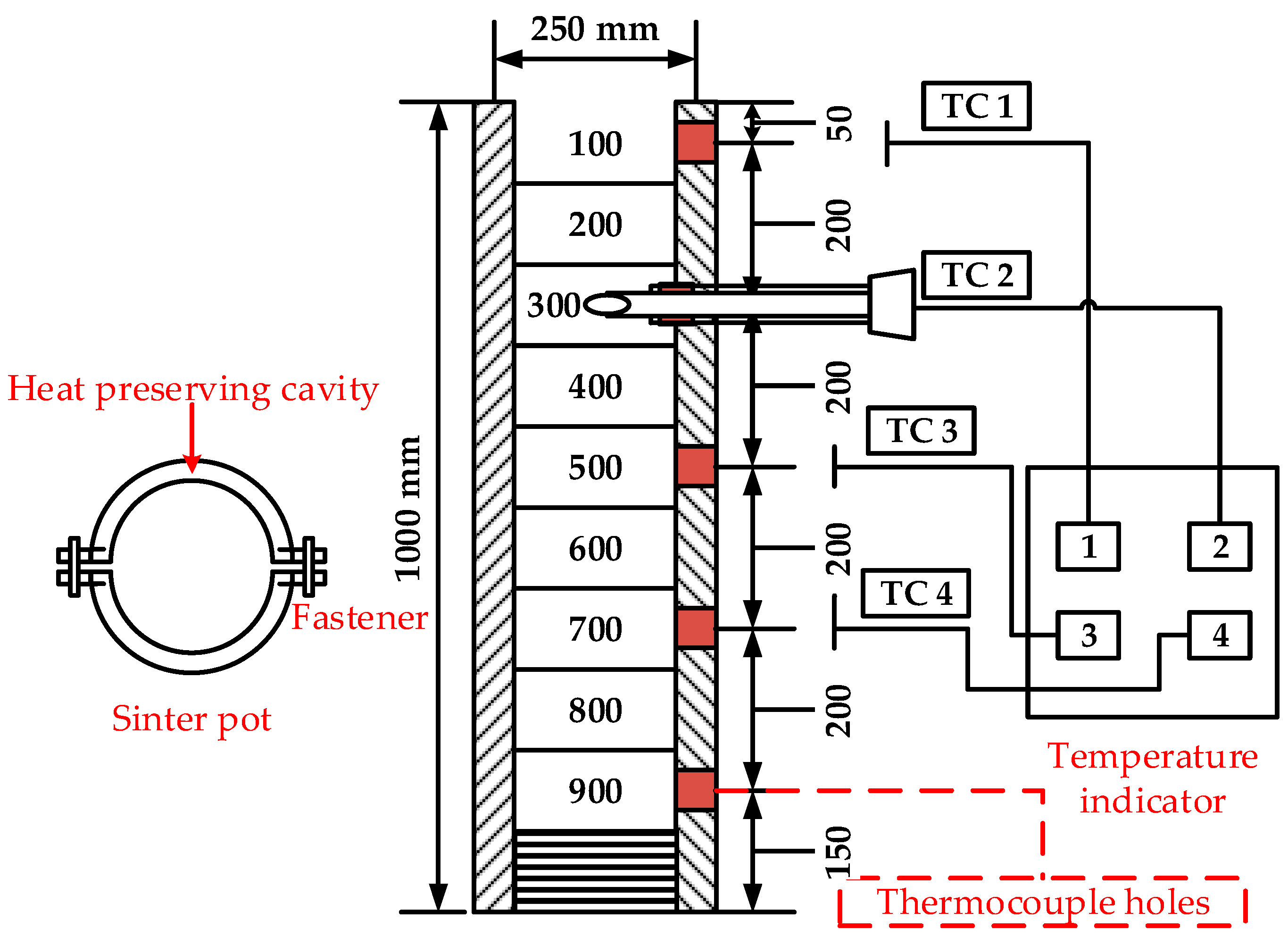
The trials were investigated using a self-designed slightly tapered cylindrical sinter pot. Figure 2 illustrates a schematic diagram of the experimental apparatus. The sinter pot consists of a couple of half hollow cylinders, which were clamped tightly with several fasteners and sealed with asbestos tape to prevent leakage. It was 200 mm in diameter and 900 mm in height. Thermocouples, which were packaged with protective casing, were individually or collectively inserted into holes at the different locations along the axial direction of the bed.
Fine concentrates added with bentonite were pelletized, of which the particle size was 8–10 mm (as pelletized feed). Other raw materials were blended according to the proportions, during which water was added to meet the prescribed level of 7.0%, and then the mixture was charged into a drum granulator with length of 1400 mm and diameter of 600 mm for granulation (as matrix feed). Subsequently, the pellets and granules were manually loaded into the sinter pot and one S-type thermocouple was inserted into the hole when the sinter layer arrived at the specific location where the temperature could be measured. The locations were the distances from bed surface of 50, 250, 450, 650 mm (TC 1, TC 2, TC 3, TC 4). Then we make sure that the temperatures are displayed well on the data board. Finally, temperatures were recorded as sintering proceeds under a suction pressure after ignition. As described in [30], three parameters were introduced for the description and analysis of thermal status, including highest temperature (HT), duration time of melting temperature (DTMT) and melt quantity index (MQI). HT is the maximum value of temperature detected by the S-type thermocouple in each location. DTMT is the holding time of temperature higher than 1100 °C, which is the initial temperature of melt generation. MQI is the integral numerical of enclosed area above 1100 °C, which is expressed as Equation (5):
where: t1 is the starting time of the temperature rise to 1100 °C; t2 is the ending time of the temperature drop to 1100 °C; T is the temperature value.
3. Results and Discussion
3.1. Uniform Distribution of Pelletized Feed in Sinter Bed
Pelletized feed uniform distribution means that the sinter mixtures in each layer are the same, involving pelletized feed proportion, coke breeze dosage, sinter basicity, mixture moisture and so on.
3.1.1. Heat Accumulation Regularity
Automatic heat accumulation is analyzed when the pelletized feed is distributed evenly incomposite agglomeration process. Coke breeze dosage is 4.50% in each unit. The calculation results are shown in Table 2. The heat of flue gas increases to 538.29 MJ and then decreases to 381.64 MJ. The available heat accumulation ratio rises unit-by-unit to 69.38%, but declines slightly as it approaches the bottom. The total heat accumulation ratio constantly goes up to 77.17%. The available heat accumulation increases making the gross heat inputs rise. Large heat inputs gaps are generated, rising from 425.72 MJ in the 1st unit to 773.46 MJ in the 8th unit. Large heat inputs cause too much melt phase production in the lower layer, resulting in uneven sinter structure and quality deterioration.
3.1.2. Sinter Bed Heat-Homogenizing
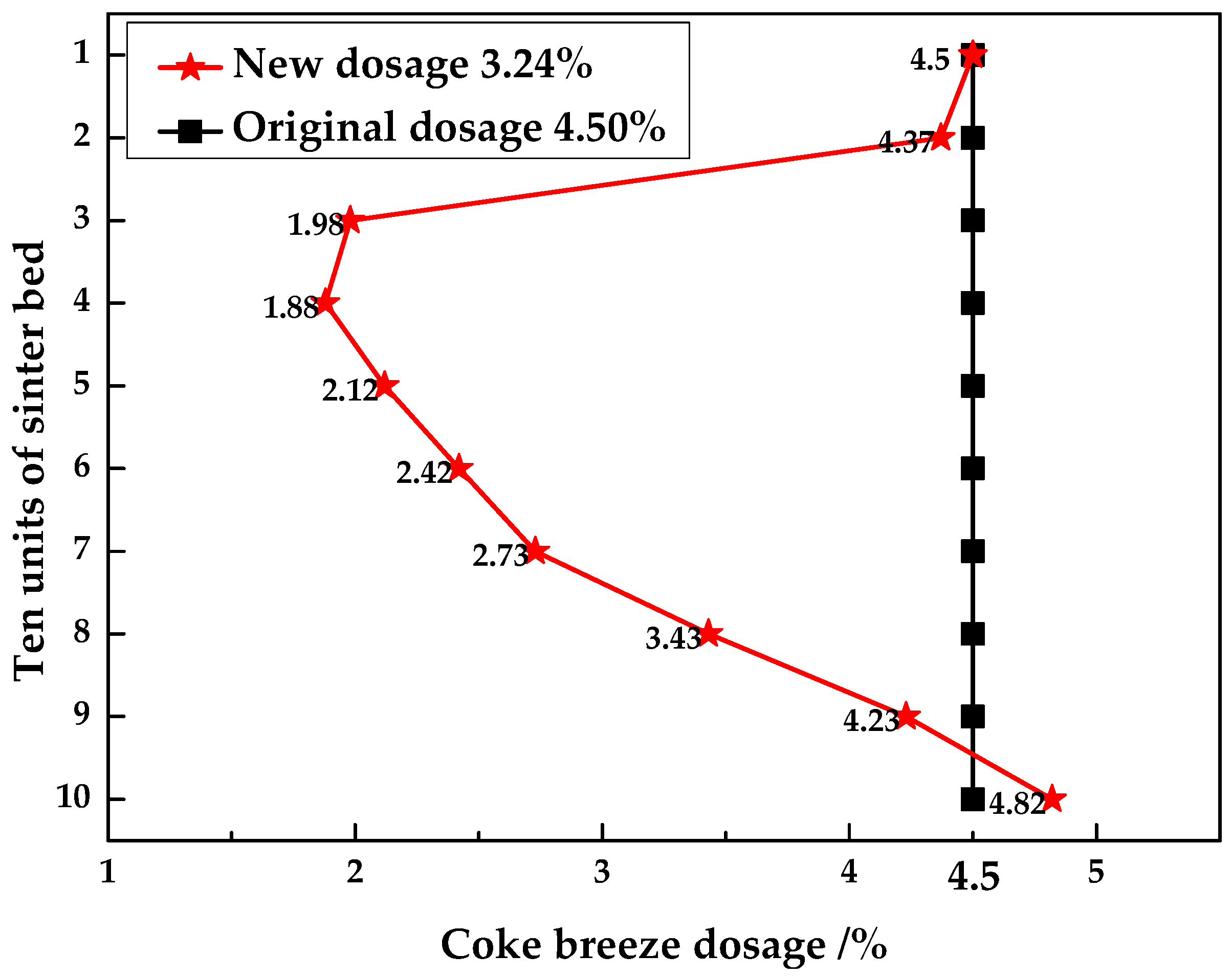
When the pelletized feed is still distributed uniformly, both the gross heat inputs reduction and the available heat accumulation utilization are taken into account to implement heat-homogenization. On the one hand, the gross heat inputs is 425.72 MJ in the first unit, but in fact it is considered to meet the demands for good sintering, so the gross heat inputs of all units are respectively set as 425.72 MJ, constituting formed bed heat-homogenization. On the other hand, the available flue gas heat from the upper layers is regarded as a form of heat resource and calculated into the gross heat inputs, which is used effectively to reduce the coke breeze dosage. The calculation results are shown in Table 3. The coke breeze distribution in the sinter bed is plotted in Figure 3.
As seen in Table 3, the available flue gas heat gradually decreases from the second to the tenth unit because of the equal gross heat inputs but the increased sensible heat of sinter cakes (Table 2). The available heat accumulation ratio increases first to 70.65% and then decreases to 40.75%. At this moment, coke breeze mass in the sinter mixture reduced to 41.08 kg/t, and the new dosage became 3.24%. Figure 3 shows that coke breeze dosage needed in each unit changes a great deal compared with that of 4.50%, which requires a ratio reduction in the upper-middle layer and a ratio increase in the lower-middle layer. For example, it decreases to a minimum value of 1.88% in the fourth unit, which is a reduction by 58.22%. However, coke breeze distribution is too irregular under this situation, which is difficult for sinter plants to accomplish with the existing segregation fabric methods and equipment.
3.2. Optimized Distribution of Pelletized Feed Under the Condition of Bed Heat-Homogenization
In the composite agglomeration process, carbon-free pelletized feed has larger particle size and distributes separately among the sinter mixture, while coke breeze contacts closely with iron ore particles, so it is relatively convenient to control the distribution of pellets into the sinter machine by using a sintering feed system. Under the precondition of achieving bed heat-homogenization, a new thought is presented where the distribution of pelletized feed, as the major objective, is adjusted optimally in order to indirectly change the coke breeze dosage in all units thereby resolving the irregular coke breeze distribution problem.
3.2.1. Heat Accumulation Regularity
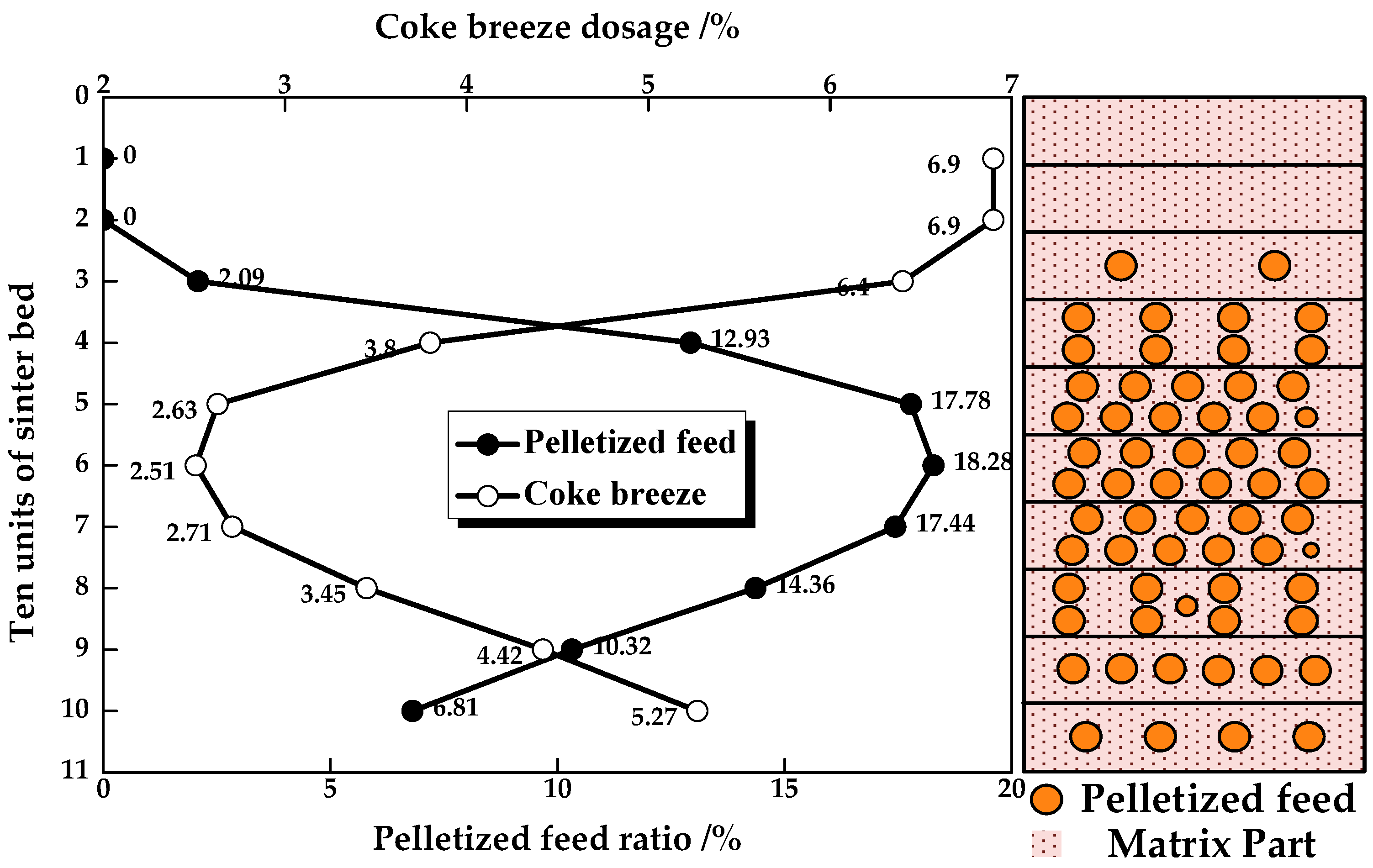
When the coke breeze dosage is still 4.50% and the available heat accumulation is not utilized, the calculation results are shown in Table 4. The pelletized feed ratio and corresponding coke breeze dosage of each unit are plotted in Figure 4.
In Table 4, the gross heat inputs of the 1st and 2nd units are 526.51 MJ and 573.07 MJ, respectively. Then it becomes the same value of 706.84 MJ as pellets are added to the units according to the calculated ratio from the third unit to the end, presenting that eight units have realized the heat-homogenization. The available flue gas heat increases first and then decreases. The maximum values of the available and total heat accumulation ratios are 78.29% and 79.85% in the sixth unit.
As seen in Figure 4, the 1st and 2nd units are not charged with pellets resulting in a 6.90% increase of the coke breeze dosage, which increases by 53.33%. In the whole sinter bed, the pelletized feed ratio increases first and then decreases, while on the contrary, the coke breeze dosage declines first and then rises, which is much lower than that of the 1st and 2nd units. It is worth pointing out that the pelletized feed ratio in the middle layer accounts for 66.43%, indicating that it will be inaccurate to assume that the largest proportion of pellets is distributed in the lower layer of the sinter bed by using the current sintering feed system.
3.2.2. Coke Breeze Dosage Reduction
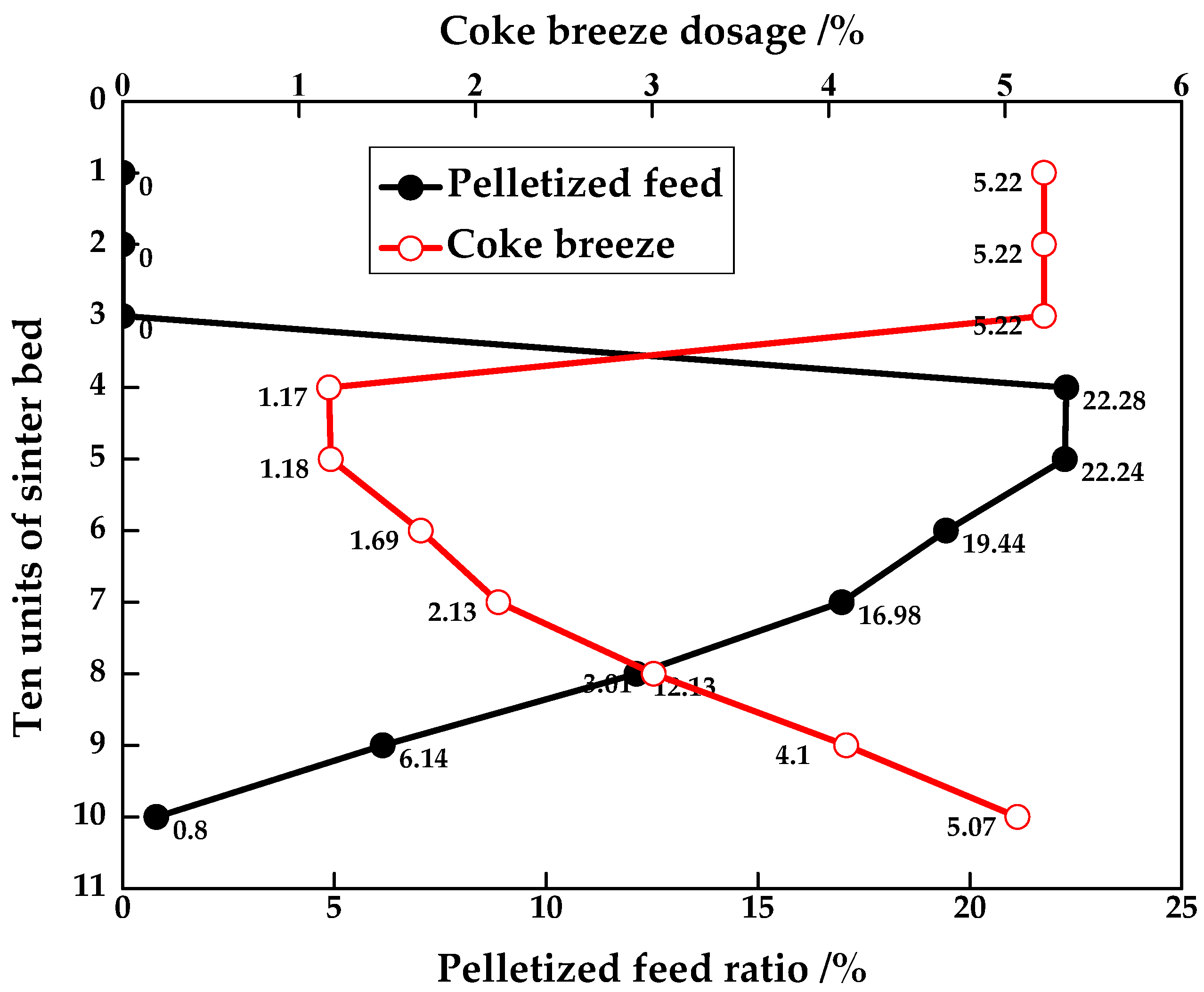
Based on the pelletized feed optimized distribution, the available heat accumulation utilization should be considered at the same time that coke breeze dosage reduction is completed. The goal is set that the gross heat inputs of each unit is minimized to a large extent and equalized in the middle-lower units. After a series of calculations, that is achieved that when the coke breeze dosage of sinter mixture is 3.40% and its mass is 43.02 kg/t. The calculation results are shown in Table 5. The distributions of pelletized feed and coke breeze in sinter bed are plotted in Figure 5.
It can be seen from Table 5 that both the available and total heat accumulation ratio increase rapidly from the third unit to the fourth unit and then decrease from the fourth unit to the tenth unit. The gross heat inputs of the 1st, 2nd and 3rd units are not heat-uniform. As shown in Figure 5, coke breeze dosages in these units without carbon-free pellets decrease to 5.22%, still higher than 4.5%. In the fourth, fifth and sixth unit, the heat of flue gas are the maximum values of 399.03 MJ, 359.49 MJ, and 346.10 MJ, which produce sufficient available heat accumulation. Pelletized feed ratios account for 22.28%, 22.24% and 19.44%, and the corresponding coke breeze proportions are 1.17%, 1.18% and 1.69%, which decrease dramatically. From the seventh unit to the tenth unit, the pelletized feed ratio steadily decreases from 19.44% to 0.81%, coke breeze dosage always rises from 2.13% to 5.07%, and the heat of flue gas is obviously reduced. Finally, the gross heat inputs are all the same at 468.56 MJ from the fourth unit to tenth unit contributing to ensuring bed heat-homogenization.
As shown in the two calculated results, the sinter bed should be charged with no pellets or a bit of pellets but more coke breeze to ensure sufficient heat in the upper layer. This increases the pelletized feed ratio and decreases the coke breeze dosage in the middle layer, because of the abundant heat consisting of the available heat accumulation from the upper layer, the coke breeze combustion heat and the magnetite pellet oxidization heat. This reduces the pellet ratio again due to the available heat accumulation reduction in the lower layer, which results from the reduced available heat accumulation heat provided by the middle layer but the more remnant heat of the sinter cake. In short, the composite agglomeration process achieves more heat in the upper layer and the heat-homogenization of the middle and lower layers with an optimized pelletized feed distribution in the bed.
3.3. Comprehensive Comparison of Heat Accumulation in Two Methods
The coke breeze masses and total heat inputs of sinter bed with uniform pelletized feed and optimized distribution are given in Table 6. When the coke breeze mass is 56.93 kg/t, the total heat input is generally 6422.93 MJ with a pelletized feed uniform distribution, while it increases to 6754.27 MJ and increases by 5.16% with the pellets distributed reasonably. While utilizing the available heat accumulation produced in sinter bed, the coke breeze mass declines to 43.02 kg/t and is reduced by 24.43%, the total heat input decreases to 4756.30 MJ and is reduced by 25.95%, which is higher than the minimum heat requirement of 4257.23 MJ.
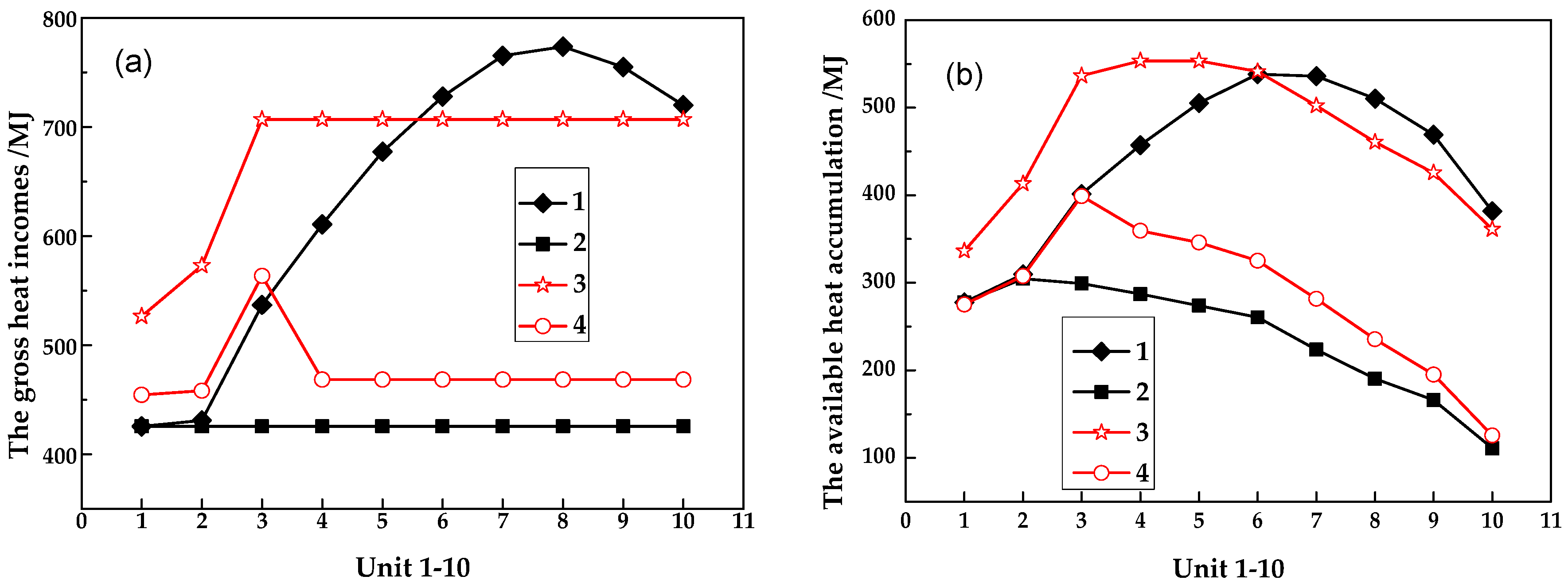
The gross heat inputs and available heat accumulation of each unit are plotted in Figure 6. When the coke breeze masses are 56.93 kg/t, the optimized pelletized feed distribution makes them higher in the middle-upper layers (the 1–5 units) and lower in the middle-lower layers (the 6–10 units).
When the coke breeze masses decrease to 41.08 kg/t and 43.02 kg/t, the gross heat inputs of each unit decrease evidently, but equally to each other, and the available heat accumulation has a downward trend indicating that it is used effectively.
3.4. Effects of Two Methods on Thermal Behavior
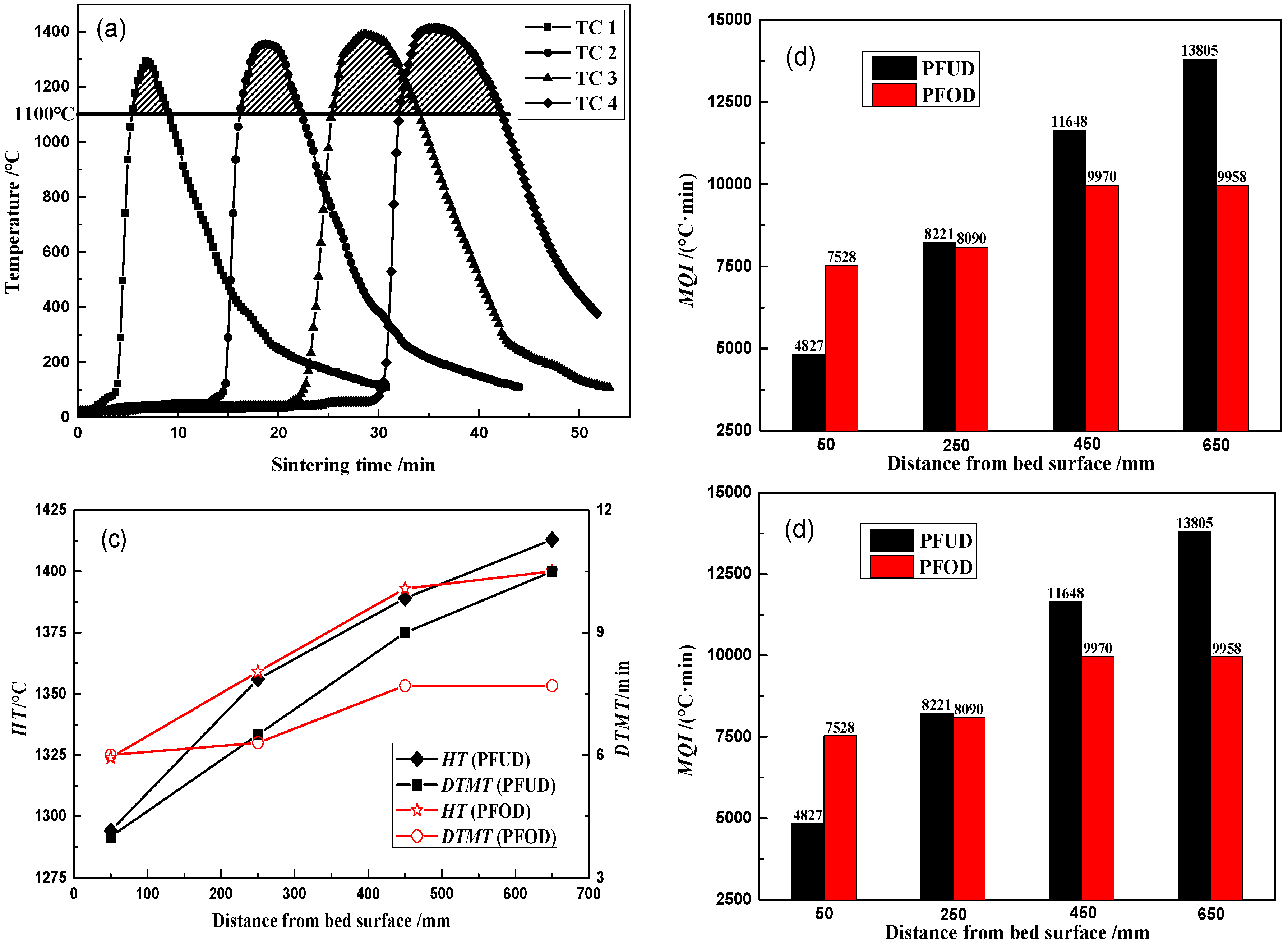
Under experimental conditions of sintering basicity 2.0, the same coke breeze dosage 4.0%, pellets size 8–10 mm and 40% pellet ratio, tests of CAP with pelletized feed uniform distribution (PFUD) and optimized distribution (PFOD) are conducted. Effects of two methods on sinter bed thermal profiles, highest temperature, duration time of melting temperature and melting quantity index are plotted in Figure 7.
As indicated in Figure 7, the temperature variation rules at different positions are all the same. During the time of moisture evaporation and heating, the local temperature of sinter bed remains at a low level. It starts to increase and exceeds 1100 °C rapidly due to coke breeze combustion, rises to the peak value where the melt phases are generated, then drops at a relatively slow speed due to the convective cooling between the hot sinter and cold air. It is noted that both temperature profiles became wider with the distance increase due to sinter bed heat accumulation.
The highest temperature is vital for melt phase generation and fluidity, and it should be lower than 1400 °C to improve sinter reducibility. In Figure 7, the maximum temperatures of the two tests respectively increase from 1294 °C to 1413 °C and from 1324 °C to 1400 °C. Compared to the PFUD test, the maximum temperature of the top layer in the PFOD test increases by 30 °C, chiefly due to the relatively high chemical heat release of coke breeze, but that of the lower layer reduces by 13 °C on account of the gross heat input decrease, which is equal to the temperature required to enhance sinter reducibility. In the middle layer, the maximum temperature difference of the two processes is small.
The duration of the melting temperature (1100 °C) highly affects the amount of melt phase generated, and melt quantity index accounts for sinter strength to some extent. As shown in Figure 7, both of DTMT and MQI rise with distance increase. Compared to PFUD test, the numerical difference of PFOD test decreases remarkably because pelletized feed distributes reasonably adjusting the gross heat inputs in each layer of sinter bed, that is, the gross heat inputs rise in the top part but drop in the lower part. This phenomenon ensures the homogeneity of melt phase generation and sinter strength in the whole bed.
4. Conclusions
This paper analyzes heat accumulation regularity and bed heat-homogenization of the composite agglomeration process with pelletized feed uniform distribution (PFUD) and optimized distribution (PFOD), and then proposes a novel method to achieve bed heat-homogenization by optimized distribution of the pelletized feed to save the energy consumption of CAP. The main conclusions are as follows:
(1) When both pelletized feed and coke breeze are distributed evenly in the bed, great gaps of the gross heat inputs are generated from upstream to downstream. When the pelletized feed is distributed uniformly, the available heat accumulation is utilized to obtain bed heat-homogenization with the smallest gross heat inputs, but the solid fuel is distributed too irregularly.
(2) As for CAP with pelletized feed optimized distribution, more heat of the upper layer together with heat-homogenization of the middle-lower layer is accomplished. The pelletized feed optimized distribution model requires that the sinter bed should be charged with no pellets or a bit of pellets in the upper layer, the majority of pelletized feed ratio in the middle layer and less again in the bottom layer. Meanwhile, the content distribution of solid fuel has the opposite tendency.
(3) For the two composite agglomeration process methods, the total heat input of PFOD rises by 5.16% when the coke breeze dosage is the same. As the available heat accumulation is utilized in PFOD, the solid fuel mass reduced by 13.91 kg/t. For the trial of CAP with pelletized feed optimized distribution, HT, DTMT and MQI of the upper layer are all enhanced, while those of the lower layer are all reduced because the sinter bed almost achieves heat-homogenization.
Author Contributions
Conceptualization, C.L.; Data curation, G.L., C.L. and Z.Y.; Formal analysis, C.L.; Funding acquisition, G.L. and T.J.; Investigation, G.L., Mi.R. and Q.Z.; Methodology, M.R., Z.Y. and Q.Z.; Project administration, Q.Z. and Y.Z.; Resources, Y.Z.; Validation, G.L.; Writing—original draft, C.L. and Q.Z.; Writing—review & editing, T.J.
Funding
National Key R&D Program of China: 2017YFB0304301.
Acknowledgments
All the authors hope to thank the National Key R&D Program of China (2017YFB0304301), for the financial support of this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Loo, C.E.; Dukino, R.D. Laboratory iron ore sintering studies. 1. Process simulation and airflow rate. Trans. Inst. Min. Metall. C 2014, 123, 191–196. [Google Scholar] [CrossRef]
- Yang, W.; Choi, S.; Choi, E.S.; Ri, D.W.; Kim, S. Combustion characteristics in an iron ore sintering bed-evaluation of fuel substitution. Combust. Flame 2006, 145, 447–463. [Google Scholar] [CrossRef]
- Jiang, T.; Li, G.H.; Xu, B.; Zhang, Y.B. An Approach of Quality-improving and Energy-saving for Sintering Process: Heat-Homogenizing and Deep-Bed Sintering. In Proceedings of the 10th Annual Conference of China Iron and Steel-Proceedings of the 6th Baosteel Academic Annual Conference, Shanghai, China, 1 October 2015; pp. 1–10. [Google Scholar]
- Long, H.M.; Zuo, J.; Wang, P.; Li, J.M.; Shi, S.Q.; Wang, A.P. Study on homogeneity of thick layer sintering process in height direction. Sinter. Pellet. 2013, 38, 1–6. [Google Scholar]
- Jiang, Y.; Huang, Z.C.; Xu, B.; Jiang, T. Lower fuel consumption model and air-flow segregation feeding system for sintering. J. Cent. South. Univ. 2011, 18, 1917–1923. [Google Scholar] [CrossRef]
- Yu, Z.W. Researhces on bed structure and mineralization theory of composite agglomeration process (CAP) of iron ore fines and their application. Ph.D. Thesis, Central South University, Changsha, China, June 2016. [Google Scholar]
- Jiang, T.; Hu, Y.M.; Li, Q.; Li, G.H.; Yang, Y.B.; Zhang, Y.B.; Guo, Y.F. Mechanisms of composite agglomeration of fluoric iron concentrate. J. Central South Univ. Tech. 2010, 17, 1190–1195. [Google Scholar] [CrossRef]
- Jiang, T.; Li, G.H.; Wang, H.T.; Zhang, K.C.; Zhang, Y.B. Composite agglomeration process (CAP) for preparing blast furnace burden. Ironmak. Steelmak. 2013, 37, 1–7. [Google Scholar] [CrossRef]
- Jiang, T.; Yu, Z.W.; Peng, Z.W.; Rao, M.J.; Zhang, Y.B.; Li, G.H. Preparation of BF Burden from Titanomagnetite Concentrate by Composite Agglomeration Process (CAP). ISIJ Int. 2015, 55, 1599–1607. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.W.; Li, G.H.; Liu, C.; Zhou, F.; Peng, Z.W.; Jiang, T. Comparison of reduction disintegration characteristics of TiO2-rich burdens prepared with sintering process and composite agglomeration process. Int. J. Min. Met. Mater. 2016, 23, 389–398. [Google Scholar] [CrossRef]
- Zhao, B. Experimental research on the distribution process of hybrid sinter-pellet. Sci. Techno. Baotou Steel Corp. 2009, 35, 21–23. [Google Scholar]
- Jiang, T. Chinese Patent CN200910303235.7, 25 November 2009.
- Jiang, T. Chinese Patent CN200510032095.6, 7 March 2007.
- Machida, S.; Higuchi, T.; Oyama, N.; Sato, H.; Takeda, K.; Yamashita, K.; Tamura, K. Optimization of Coke Breeze Segregation in Sintering Bed under High Pisolite Ore Ratio. ISIJ Int. 2009, 49, 667–675. [Google Scholar] [CrossRef] [Green Version]
- Hou, P.; Choi, S.; Choi, E.; Kang, H. Improved distribution of fuel particles in iron ore sintering process. Ironmak. Steelmak. 2011, 38, 379–385. [Google Scholar] [CrossRef]
- Cheng, Z.; Yang, J.; Zhou, L.; Liu, Y.; Wang, Q. Sinter strength evaluation using process parameters under different conditions in iron ore sintering process. Appl. Therm. Eng. 2016, 105, 894–904. [Google Scholar] [CrossRef]
- Huang, X.X.; Fan, X.H.; Chen, X.L.; Zhao, X.Z.; Gan, M. Optimisation model of fuel distribution in materials bed of iron ore sintering process. Ironmak. Steelmak. 2018, 1–7. [Google Scholar] [CrossRef]
- Oyama, N.; Iwami, Y.; Yamamoto, T.; Machida, S.; Higuchi, T.; Sato, H.; Sato, M.; Takeda, K.; Watanabe, Y.; Shimizu, M.; et al. Development of Secondary-fuel Injection Technology for Energy Reduction in the Iron Ore Sintering Process. ISIJ Int. 2011, 51, 913–921. [Google Scholar] [CrossRef] [Green Version]
- Iwami, Y.; Yamamoto, T.; Higuchi, T.; Oyama, N.; Sato, M.; Sodani, Y. Effect of Oxygen Enrichment on Mineral Texture in Sintered Ore with Gaseous Fuel Injection. ISIJ Int. 2015, 55, 2350–2357. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Z.L.; Wang, J.Y.; Wei, S.S.; Guo, Z.G.; Yang, J.; Wang, Q.W. Optimization of gaseous fuel injection for saving energy consumption and improving imbalance of heat distribution in iron ore sintering. Appl. Energy 2017, 207, 230–242. [Google Scholar] [CrossRef]
- Cheng, Z.L.; Wei, S.S.; Guo, Z.G.; Yang, J.; Wang, Q.W. Improvement of heat pattern and sinter strength at high charcoal proportion by applying ultra-lean gaseous fuel injection in iron ore sintering process. J. Clean. Prod. 2017, 161, 1374–1384. [Google Scholar] [CrossRef]
- Xu, B.; Wang, J.C.; Chang, L.L.; Jiang, T.; Li, Q.; Hou, T. Investigation on Air-Injection Feeding for Sintering of Iron Ores. J. Iron. Steel. Res. Int. 2009, 35, 263–266. [Google Scholar]
- Xu, B. Research on Fundamental and Technology of Heat-Homogenizing Sintering of Iron Ores. Ph.D. Thesis, Central South University, Changsha, China, December 2011. [Google Scholar]
- Huang, Z.C.; Jiang, Y.; Mao, X.M.; Xu, B.; Guo, Y.F.; Jiang, T. Fuel appropriate distribution in iron ore sintering. J. Cent. South. Univ. 2006, 37, 884–890. [Google Scholar]
- Mitterlehner, J.; Loeffler, G.; Winter, F.; Hofbauer, H.; Schmid, H.; Zwittag, E.; Buergler, T.H.; Pammer, O.; Stiasny, H. Modeling and simulation of heat front propagation in the iron ore sintering process. ISIJ Int. 2004, 44, 11–20. [Google Scholar] [CrossRef]
- Yang, W.; Ryu, C.; Choi, S.M.; Choi, E.S.; Lee, D.; Huh, W. Modeling of combustion and heat transfer in an iron ore sintering bed with considerations of multiple solid phases. ISIJ Int. 2004, 44, 492–499. [Google Scholar] [CrossRef]
- Bai, C.G.; Xie, H.; Qiu, G.B.; Lv, X.W.; Xu, G.; Pu, X.D. An accumulation heat model and its application in iron ore sintering. J. Chongqing Univ. 2008, 31, 1002–1007. [Google Scholar]
- Hayashi, N.; Komarov, S.V.; Kasai, E. Heat transfer analysis of the mosaic embedding iron ore sintering (MEBIOS) process. ISIJ Int. 2009, 49, 681–686. [Google Scholar] [CrossRef]
- Wang, J.F.; Wang, Z.; Wang, Y.Z. Heat-balanced sintering method numerical simulation and experimental verification. Sustain. Energy 2017, 7, 18–30. [Google Scholar] [CrossRef]
- Cheng, Z.L.; Yang, J.; Zhou, L.; Liu, Y.; Guo, Z.G.; Wang, Q.W. Experimental study of commercial charcoal as alternative fuel for coke breeze in iron ore sintering process. Energy Convers. Manag. 2016, 125, 254–263. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagrams of divided sinter bed.

Figure 2.
Schematic diagram of the self-designed sintering pot.

Figure 3.
New dosage of coke breeze in each unit of the sinter bed.

Figure 4.
The pelletized feed optimized distribution model.

Figure 5.
Pelletized feed ratio and coke breeze dosage in each unit.

Figure 6.
The comparisons in each unit: (a) The gross heat inputs; (b) The available heat accumulation. (Pelletized feed uniform distribution with coke breeze mass: 1–56.93 kg/t, 2–41.08 kg/t; Pelletized feed optimized distribution with coke breeze mass: 3–56.93 kg/t, 4–43.02 kg/t).
Figure 6.
The comparisons in each unit: (a) The gross heat inputs; (b) The available heat accumulation. (Pelletized feed uniform distribution with coke breeze mass: 1–56.93 kg/t, 2–41.08 kg/t; Pelletized feed optimized distribution with coke breeze mass: 3–56.93 kg/t, 4–43.02 kg/t).

Figure 7.
Influence of two methods on different parameters: (a) Temperature-time profiles of PFUD; (b) Temperature-time profiles of PFOD; (c,d) Change rules of HT, DTMT and MQI.
Figure 7.
Influence of two methods on different parameters: (a) Temperature-time profiles of PFUD; (b) Temperature-time profiles of PFOD; (c,d) Change rules of HT, DTMT and MQI.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Temperature and sensible heat of sinter cake in the different units.
| Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Temperature/°C | 25 | 50 | 100 | 200 | 300 | 400 | 650 | 850 | 1000 | 1300 |
| Sensible heat/MJ | 2.55 | 5.25 | 10.82 | 22.87 | 36.16 | 49.45 | 86.38 | 119.53 | 143.71 | 198.88 |
Table 2.
Heat accumulation calculation results with coke breeze dosage of 4.5%.
| Unit | ||||
|---|---|---|---|---|
| 1 | 425.72 | 277.57 | - | - |
| 2 | 431.15 | 309.66 | 45.06 | 45.29 |
| 3 | 536.89 | 401.38 | 55.88 | 56.34 |
| 4 | 610.72 | 457.25 | 61.22 | 62.04 |
| 5 | 677.34 | 505.25 | 65.03 | 66.48 |
| 6 | 727.70 | 538.29 | 67.45 | 69.73 |
| 7 | 765.23 | 535.89 | 69.05 | 72.27 |
| 8 | 773.46 | 510.31 | 69.38 | 74.28 |
| 9 | 754.84 | 468.99 | 68.62 | 75.93 |
| 10 | 719.86 | 381.64 | 66.87 | 77.17 |
Table 3.
Calculation results for the gross heat inputs of 425.72 MJ in each unit.
| Unit | |||
|---|---|---|---|
| 1 | 277.57 | - | - |
| 2 | 304.67 | 45.64 | 45.87 |
| 3 | 299.10 | 69.65 | 70.05 |
| 4 | 287.05 | 70.65 | 71.54 |
| 5 | 273.76 | 68.28 | 70.32 |
| 6 | 260.47 | 65.24 | 69.20 |
| 7 | 223.54 | 62.12 | 68.66 |
| 8 | 190.39 | 55.11 | 66.67 |
| 9 | 166.21 | 47.06 | 65.58 |
| 10 | 111.04 | 40.75 | 66.39 |
Table 4.
Calculation results with coke breeze dosage of 4.50%.
| Unit | ||||
|---|---|---|---|---|
| 1 | 526.51 | 336.33 | –– | –– |
| 2 | 573.07 | 413.32 | 41.08 | 41.27 |
| 3 | 706.84 | 536.44 | 55.21 | 55.56 |
| 4 | 706.84 | 553.55 | 70.67 | 71.21 |
| 5 | 706.84 | 553.32 | 77.59 | 78.48 |
| 6 | 706.84 | 541.36 | 78.29 | 79.85 |
| 7 | 706.84 | 502.17 | 77.10 | 79.65 |
| 8 | 706.84 | 460.75 | 72.71 | 77.42 |
| 9 | 706.84 | 425.68 | 66.94 | 75.04 |
| 10 | 706.84 | 361.08 | 61.71 | 73.77 |
Table 5.
Calculation results with coke breeze dosage of 3.40%.
| Unit | ||||
|---|---|---|---|---|
| 1 | 454.52 | 275.15 | –– | –– |
| 2 | 458.26 | 307.70 | 42.03 | 42.25 |
| 3 | 563.59 | 399.03 | 52.86 | 53.33 |
| 4 | 468.56 | 359.49 | 79.31 | 79.88 |
| 5 | 468.56 | 346.10 | 79.25 | 80.48 |
| 6 | 468.56 | 325.27 | 74.72 | 77.36 |
| 7 | 468.56 | 281.73 | 70.75 | 75.41 |
| 8 | 468.56 | 235.54 | 62.91 | 71.80 |
| 9 | 468.56 | 195.23 | 53.23 | 68.59 |
| 10 | 468.56 | 125.69 | 44.25 | 67.07 |
Table 6.
The total heat inputs and coke breeze masses in sinter bed.
| Pelletized Feed Distribution with Coke Breeze Mass/kg/t | Uniform Distribution | Optimized Distribution | ||
|---|---|---|---|---|
| 56.93 | 41.08 | 56.93 | 43.02 | |
| Total heat inputs/MJ | 6422.93 | 4257.23 | 6754.27 | 4756.30 |
| Percentage variation of heat inputs/% | 0 | −33.72 | 5.16 | −25.95 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, G.; Liu, C.; Yu, Z.; Rao, M.; Zhong, Q.; Zhang, Y.; Jiang, T. Energy Saving of Composite Agglomeration Process (CAP) by Optimized Distribution of Pelletized Feed. Energies 2018, 11, 2382. https://doi.org/10.3390/en11092382
AMA Style
Li G, Liu C, Yu Z, Rao M, Zhong Q, Zhang Y, Jiang T. Energy Saving of Composite Agglomeration Process (CAP) by Optimized Distribution of Pelletized Feed. Energies. 2018; 11(9):2382. https://doi.org/10.3390/en11092382
Chicago/Turabian StyleLi, Guanghui, Chen Liu, Zhengwei Yu, Mingjun Rao, Qiang Zhong, Yuanbo Zhang, and Tao Jiang. 2018. "Energy Saving of Composite Agglomeration Process (CAP) by Optimized Distribution of Pelletized Feed" Energies 11, no. 9: 2382. https://doi.org/10.3390/en11092382
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.