Recent Advances on Coated Milling Tool Technology—A Comprehensive Review


ISEP–School of Engineering, Polytechnic of Porto, 31522 Porto, Portugal
*
Author to whom correspondence should be addressed.
Coatings 2020, 10(3), 235; https://doi.org/10.3390/coatings10030235
Submission received: 25 December 2019
/
Revised: 24 February 2020
/
Accepted: 3 March 2020
/
Published: 4 March 2020
(This article belongs to the Special Issue Coatings for Machining, Stamping, Moulding and Other Tools)
Abstract
:The milling process is one of the most used processes in the manufacturing industry. Milling, as a process, as evolved, with new machines and methods being employed, in order to obtain the best results consistently. Milling tools have also seen quite an evolution, from the uncoated high-speed steel tool, to the now vastly used, coated tools. Information on the use of these coated tools in recent scientific researches was collected. The coatings that are currently being researched are going to be presented, highlighting some novel advances in the nanocomposite and diamond coatings area, as these coatings are seeing a growing use in the industry, with very satisfactory results, with performance and tool-life increase. Wear mechanism of various types of coatings are also a popular topic on recent research, as the cutting behavior of these coated tools provides valuable information on the tool’s-life. Furthermore, analysis of these mechanisms enables for the selection of the best coating type for the correct application. Recently, the employment of coated tools paired with sustainable lubrication methods as seen some use. As this presents the opportunity to enhance the coated tool’s and the process’s performance, obtaining better results, in terms of better tool-life and better surface finish quality, in a more sustainable fashion.
1. Introduction
The machining industry has seen a significant growth in the past five to six years, and it is projected to be a $100B industry by 2025 [1]. This is primarily due to the growing demand for higher-quality products and computer numerical control (CNC) machines, that enable manufacturers to develop these high-quality and high-complexity products at higher speeds. Lately, special attention has been given to the six-axis CNC machine, with the possibility of turning raw metal bars into a complete product being quite applicable to the machining industry, especially for the production of highly complex shapes, from start to finish without needing to stop [2].
In the milling process, the workpiece is stationary, and the tool is rotating. In this machining process, the rotating tool, with multiple cutting edges works across the workpiece to generate a plane or straight surface. The direction of the feed is perpendicular to the axis of rotation of the tool. There are two basic forms of milling, face (vertical) milling and peripheral (horizontal) milling [3]. The tools for milling operation, can also be solid, coated or uncoated, or they can have tool inserts along the cutting edges. These inserts are often coated. These coated tools are considered a necessity on most machining applications. They contribute to the overall process productivity, increasing tool-life and the production quality of the machined pieces. Furthermore, coated tools are also a must, when machining materials that have low machinability [4,5].
Also accompanying the development of new and better machines for the milling process, there has been an evolution regarding cutting milling tools. From solid tools, with varied geometries and multiple cutting edges, to the more recent coated insert milling tools, with lubrication channels, that enable the conduction of lubricant to the cutting area in a more efficient manner. For example, a study carried out by Lakner et al. [6], focused on a traditional manufactured milling tool with straight internal coolant channels, which was compared to an additively manufactured milling tool, with a concentrated cutting fluid supply. The authors reported that the additively manufactured milling tool had shown less tool wear and reached a 67% longer feed travel path, when compared to the traditional milling tool. This milling tool achieved overall longer tool life than the traditional milling tool; additionally, there were no great influences on chip morphology and size. As stated before, coated cemented carbide tools make up for roughly 80% of machining cutting tools. These coated tools, have improved the machining processes greatly, by permitting the machining of certain materials at higher speeds, when compared to regular uncoated tool inserts [7,8]. The coatings are deposited on the surface of the tool in order to confer to the tool a higher wear resistance and have less friction during the machining process. In summary, these coatings improve: tool-life, and overall surface finish quality and they reduce: cutting forces, cutting temperature and tool wear, making them a very appealing choice for the machining industry. There have been recent developments in cemented carbide tools, where these tools are fabricated by having a gradient, where, for example, the outer layers are harder than the substrate [9]. The fabrication of these gradient composite tools will provide tools with more versatility, as the desired properties can be applied on the base tool and improved on the surface, thus increasing their performance. Studies have been conducted, directed to the analysis of the influence of the thickness of these gradient layers, and how this affects the properties of these tools [10]. A study carried out by Xiangkui et al. [11] tested different gradient cemented carbides, with layers of differing thicknesses, and they tested these with different coatings in the high-speed cutting of a titanium alloy. The authors found that the thickness of the gradient layers influenced cutting performance, and these could be controlled by altering the cobalt and cubic carbonitride content of the cemented carbide.
The coatings can be obtained using two different processes, either by Chemical Vapor Deposition (CVD), or by Physical Vapor Deposition (PVD). CVD films are achieved by having a precursor pumped inside a reactor, and the flux is regulated by control valves. The precursor molecules pass by the substrate and are deposited on its surface, achieving a thin hard coating. This process runs at a temperature range from 300 to 900 °C. Additionally, the film thickness is usually uniform throughout the substrate surface [12,13]. PVD consists of different methods, such as, evaporation, sputtering and molecular beam epitaxy (MBE), where DC (direct current) magnetron sputtering is being the most used technique. The PVD process, when compared to CVD, runs at a lower temperature (under 500 °C), and is more environmentally safe due to the type of materials that CVD uses. Additionally, the PVD process is more energy efficient when compared to CVD [14,15,16,17]. When selecting the type of coating desired for a tool, the machining process that is being implemented must be taken into consideration. For example, CVD coatings are usually thicker and better for roughing operations; however, they can only be applied to cemented carbide cutting tools due to the good behavior of these materials under elevated temperatures. Whereas, due to the overall low temperature of the PVD process, it means that this method can be used to coat steel tools, with some studies made on the preparation and evaluation of these coatings [18]. The study performed by Silva et al. [19] evaluates the wear resistance of TiAlSiN coatings deposited by PVD on a steel substrate; the coating was evaluated, including the adhesion of the coating. The authors reported that a good adhesion of the coating to the tool steel was achieved. PVD, being a line of sight process, cannot be applied to substrates with very complex geometries. Moreover, the coating thickness is harder to control throughout the substrate surface. Thus, PVD coatings are usually used for finishing operations due to their overall thickness, these being thinner than their CVD counterpart. PVD is often used for applications requiring a better surface finish on the workpiece due to the sharp edges that this method confers on the tool [20].
Coatings provide the tool with the properties that best fit the machining application, such as wear resistance, thermal dissipation or low friction coefficient. These coatings have different designs; this means they can have multiple layers that provide the cutting tool with enhanced properties, for example, the outer layer may have an elevated wear resistance and the subsequent layer can have as its main function thermal dissipation. This versatility makes coated tools very appealing, as mentioned before. The designs of coatings are as follows:
- single-layer coating;
- double-layer coating;
- gradient coating;
- multilayer coating;
- nanolayered coating;
- nanocomposite coating.
The most used type of coating in the machining industry is the multilayered coating, by combining more than one appealing characteristic of each layer of coating. This way, tool performance is enhanced, making this type of coating a very popular choice [15]. In the study carried out by Kainz [21], multilayered CVD coating (TiN/TiBN) was compared to single-layered TiN and TiBN, concluding that performance was better when opting for the multilayered coating.
These coatings are applied depending on the machining process and based on the process’s pre-requisites. To know which coating to apply and where to apply it, studies have been conducted to evaluate cutting tool behavior. There are many parameters able to affect the cutting performance of the tool, such as, cutting speed, feed, depth of cut, lubrication regimen, tool geometry and even tool coating thickness. Having knowledge of the cutting tool behavior is very important when wanting to optimize any machining process, and milling is no exception. By changing the referred parameters, the process can be controlled, for example, in order to achieve a better surface roughness or to have a better tool life. In a study performed by Kumar et al. [22], the authors used the Taguchi method to optimize the milling operation of AISI 1005 alloy with the objective of achieving lower surface roughness and high material removal rate (MRR). The tool used to machine the steel was a TiN coated tool, and three parameters were considered as input parameters: spindle speed, depth of cut and feed rate. The results obtained from the tests were analyzed by analysis of variance (ANOVA), which indicated that the parameters that contributed the most to the surface roughness and MRR were depth of cut and feed rate, contributing 53.65% and 48.19% respectively to the output parameters. Another study that uses a similar method to optimize a milling process, undertaken by Santhakumar et al. [23], studied the influence of tool coating thickness on a nano coated TiAlN tool, when machining Ti-6Al-4V, in a pocket milling operation. The authors used Taguchi and grey relational analysis to determine the optimal machining parameters, the input parameters were tool coating thickness, spindle speed, feed rate and depth of cut. Otherwise, the output parameters were cycle time, tool wear, surface roughness, MRR and micro hardness. Santhakumar found that the coating thickness was the factor that influenced this machining process the most. The Taguchi method has proven to be a reliable method to optimize machining processes [24], and milling is no exception, There are many studies about optimizing machining processes of certain materials using this method. yielding satisfactory results. As previously stated, tool geometry influences the machining processes and, nowadays, has more complex geometries. There have been recent studies on the design of tools in order to improve the machining processes, such as the study performed by Phokobye et al. [25] that proposed a design and optimization of a carbide milling cutter for the milling of M200 tool steel. The model was designed based on Finite Element Analysis (FEA) using Autodesk software Fusion 360. There was a dynamometer, used for measuring the cutting forces during machining. Additionally, the process was optimized using the Taguchi method, with the input parameters being cutting speed, feed rate, feed per tooth and depth of cut. Optimization was done considering the best surface roughness (output parameter). While the cutting tool in this case was not coated, the authors added that the modelling, optimization and decision support systems can be employed in order to choose the best coating for the machining application. The results show that with an increase in depth of cut there will be an increase in cutting forces. Additionally, the modeled tool can effectively machine the M200 tool steel to a high degree of surface finish. Studies such as these are very important, as they enable the production and design of better cutting tools for the machining processes.
In this paper, a collection of recent information regarding coated tools, applied primarily to the milling process, is organized and presented in a structured way, highlighting the recent advances made in this area by various authors, mentioning the various types of coatings that are currently being researched. This work also intends to highlight the different coated tool’s wear mechanisms and patterns, and how authors are analyzing this wear and making conclusions that ultimately will result in a better optimized process, especially by improving the tool’s-life. There is also a section in this paper (Section 5), that contains the recent studies made in the analysis of cutting behavior of coated tools under advanced coating and lubrication conditions, as this (the pairing of a coated tool with a sustainable lubrication method) is a recent trend that is achieving quite satisfactory results.
2. Coatings for Milling Tools
In this section, the most common and recently used coatings for milling tools are going to be presented, taking into consideration the coating design presented in Figure 1, as well as the deposition method. New tool geometries are also going to be presented, especially new geometries applied to the coating insert substrate in order to improve chip removal/break.
Recent milling tools have, usually, cutting inserts on the cutting edges. These inserts are coated cemented carbide tools. These coatings, deposited either by PVD or CVD, are applied to a base material, called the substrate. Coatings, as previously stated, range from being monolayer and having only one layer deposited on the substrate to nanocomposite coatings, in which a two-phase structure is formed in the coating during its deposition [14,26,27].
In coatings applied to tools, or hard coatings, generally nitrides, carbides, borides and oxides of transition metals are used. Nitrides used as coatings for cutting tools are TiN, TiAlN, CrN, ZrN, TiSiN, TiAlSiN, CrAlN, TiAlCrN and cBN; carbides for coatings are TiC, CrC and WC. For boride coatings, TiB₂ is used due to its chemical inertness, high hardness and good wear resistance. Furthermore, they can be deposited in tool steel with good adhesive capabilities [28,29]. These boride coatings see application in machining processes that are characterized by high amounts of friction, such as micro milling [30]. One of the most widely used oxide coatings is Al₂O₃. Other somewhat common coatings for cutting tools are Diamond-Like Carbon (DLC), MoS₂ and WC-C [14,16].
Because of the large number of studies that still compare coated tools to uncoated tools, it is known that the coatings applied to milling inserts make the milling process in which they are applied more efficient. However, this depends on the material that is being machined and on the parameters that are trying to be achieved, such as a better MRR or a better surface finish quality. In the study presented in [30], a comparison of uncoated and TiAlN-coated tungsten carbide micro-end mills are made when machining Nimonic 75 in order to evaluate the machining characteristics of this material. The cutting performance was determined by the authors, taking into consideration tool wear, slot geometry, buff formation and surface roughness. The authors found that the TiAlN coated tools exhibited overall superior performance when compared to the uncoated tools, suffering the same type of wear as the uncoated tool but taking longer to wear out. Thus, there was better performance when it came to the surface finish quality and slot geometry [28]. Still regarding studies that compare coated tools to uncoated ones, Masooth et al. [29] presented an experimental investigation on the surface roughness, while using uncoated and TiAlN coated carbide tools, to end mill Al6061–T6 alloy. The process was optimized using the Taguchi method and an analysis of variance (ANOVA) was used to determine the most contributing parameter to the surface roughness, which was spindle speed. Process optimization was successful, for the use of uncoated and coated tools. The results report that the surface finish quality was better for the coated carbide end mill. Martinho et al. [31] compared the behavior of identical carbide insert coated tools but provided with different coatings in the X2CrNiMoCu25-6-3-3 duplex stainless-steel facing. The coatings used were PVD (monolayer) AlTiN and CVD (multilayer) TiN/TiCN/Al2O3. The study focused on three main parameters: final machined surface quality, tool wear and level of vibrations recorded by the tool during the cutting process. In that study, the PVD-coated inserts exhibited additional failure problems than the CVD-coated inserts, presenting a more brittle performance. Moreover, it was also clear from this study that CVD coating was best suited for roughing operations, while PVD coating performed better when used in finishing operations. Interestingly, the CVD coating exhibited less wear, but this did not translate into a better surface finish of the machined part. In that study, PVD coatings showed better adhesion to the substrate than CVD coatings, as verified by SEM analysis. The same authors performed another similar study [32] using the same inserts and coatings but using GX2CrNiMoN26-7-4 super duplex stainless steel as material to be machined. For this material, and considering similar machining conditions (roughing), it was found that the PVD-deposited monolayer coating showed more intense wear than the CVD multilayer coating, although this did not result in a higher deterioration of the machined surface quality. It was further found that after the coatings’ wear out, the substrate was more severely affected by the wear.
Some studies focus on more recent deposition methods, such as the study performed by Hosokawa et al. [33], which studied the cutting characteristics of PVD-coated tools achieved by filtered arc deposition (FAD). In this study two new types of films were formed using this deposition method. These coatings were then applied to a high-speed milling process of a prehardened stainless steel. The analyzed coatings were TiCN and VN (vanadium nitride) coatings. The TiCN coatings that were obtained were smooth without any droplets, exhibiting high hardness and good adhesion to the substrate. The authors reported that the TiCN-coated tools were found to be effective in this machining case, when compared to commercially available coated tools, achieved by Arc Ion Plating (AIP) or by Hollow Cathode Discharge (HCD) processes. Regarding the performance of the VN-coated tools, they also exhibited good tribological and mechanical characteristics at high temperatures. The tests showed that the VN-coated tools can be a viable choice when wanting to machine certain materials that are hard to machine.
As previously stated in Section 1, there have been developments on gradient cemented carbide tools. Studies about the influence produced by this gradient and how to control the grain size of the cemented carbide have been conducted [10,11]. These gradient cemented carbides already represent a significant improvement when using uncoated cemented carbide tools. Additionally, these gradient cemented carbides may improve the quality of the coating, making it more adherent to the substrate and even improve tool performance. A paper presented a study regarding CVD coating application on gradient cemented carbide tools of different grain sizes, where it was observed that the coating thickness was related to the carbide grain size, and coating thickness increased with smaller grain sizes [34]. It was also concluded that the adhesion strength of the coating is overall better on gradient cemented carbides, when compared to regular cemented carbides. However, the adhesion strength dropped when the grains of the cemented carbide were finer. A thicker coating may not be ideal for finishing operations; however, for roughing operations, having a thicker coating may be beneficial. This conclusion was also drawn in other works [31,32].
As stated in the previous section, one parameter that influences machining performance is coating thickness. There have been many studies on the influence of coating thickness on machining performance, especially in the area of the nanocoatings. In the study carried out by Skordaris et al. [35], the influence of the film thickness of a nanostructured multilayer coating on mechanical properties and milling performance is analyzed. The coatings were obtained through High-Power Pulsed Magnetron Sputtering (HPPMS) PVD, and these coatings were TiAlN- with a ratio of Ti/Al of 46/54, respectively. The coating structure consisted of successive layers of TiAlN and TiN. These were applied to three cemented carbide inserts, varying the thickness of these coatings. The coatings thicknesses were 2, 4 and 6 µm. The authors found that the tool life increased with the thickness of the coatings. Although it was more expensive to have a thicker coating, the cost was outweighed by the durability that was conferred to the tool, as the coated tool could withstand more machining time. Therefore, decreasing the number of tool replacements that needed to be done during the process.
A recent trend that is being observed is the laser texturing of a substrate in order to promote better performance or better adhesion of the coating to it. The following study conducted by Viana et al. [36] compares the performance of laser textured cemented carbide inserts, coated with TiAlN and AlCrN, with microblasted tools, coated with the same types of coating. Tool life tests were conducted in face milling of compacted graphite cast iron CGI grade 450. Additionally, the adhesion of the coatings to the substrates was analyzed post machining. The test results showed that the laser textured tools removed more volume of material than the microblasted tools. The highest volume of removed material was achieved by a laser textured substrate coated with AlCrN. Furthermore, the laser texture provided a greater mechanical bond to the substrate, when compared to the microblasted tool substrates. There are many studies on coating performance, especially regarding coatings such as TiAlN and AlCrN. Comparisons between coatings are always being made, in order to achieve the most optimized process. The coating choice is of great importance, as can be seen in the study performed by Durmaz et al. [37], in which the authors compare the performance of TiAlN-, AlCrN- and TiAlSiN- coated carbide tools. In that study an uncoated tool was used, as well, in order to serve as a comparison. It was shown that the hardness of the coatings was greater for the AlCrN and TiAlN films, being followed by the TiAlSiN, the latter exhibiting the best wear performance of all the coated tools. However, in terms of critical load support and surface finish quality the TiAlN coating was the best choice. Studies such as these are important to optimize a machining process. As seen from the study results, if the focus is tool life or reduced tool wear, maybe opting for the TiAlSiN coating would be preferred, but if what is trying to be achieved is a better surface finish, then, the choice would be a TiAlN coating.
Regarding TiAlN coatings, in the study carried out by Sahoo et al. [38], the influence of TiAlN coating and limiting flute angles of flutes on the prediction of cutting forces and dynamic stability in micro milling of P-20 steel were analyzed. Sahoo et al. proposed an analytical approach to the prediction of cutting forces by combining Finite Element Analysis (FEA) and mechanistic modeling, taking into consideration tool run out, minimum chip thickness (MCT), elastic recovery, ploughing area and the entry and exit angles of the flutes. The authors state that the proposed model is a viable option to predict cutting forces. These studies are extremely useful to the industry, as they enable the optimization of processes, in this case the micro fabrication processes, by taking the tool coating effect into account.
Many recent studies on coated milling tools, have focued on Diamond-Like-Carbon (DLC) coatings, these coatings have proven to be a great choice for dealing with abrasion problems. These coatings have incredible high wear resistance. In these studies [39,40], the characterization of a three-layer CrN/CrCN/DLC is done, and the properties were assessed. Furthermore, a comparison was made of these coatings against an uncoated surface and a TiAlSiN coating. It was reported that the three-layered DLC coating was 58 times more resistant to wear than that of the uncoated surface. In another study regarding this subject, conducted by Ucun et al. [41], a comparison of tool performance was made in the micro-milling of Inconel 718, while using DLC coated and uncoated ultra-fine carbide tools. The authors determined tool performance in terms of tool wear, surface roughness, burr formation and cutting forces during machining. It was concluded, from the milling that the DLC coated tool had an overall better performance, exhibiting less signs of tool wear early on, conferring the workpiece a better surface finish. Also, due to the low friction of the DLC coating, the cutting forces values for the coated tool test were lower than that of the uncoated tool. In terms of burr formation, at low cutting lengths, there was no significant difference between uncoated and coated tool, however, by increased the length of the cut, the burr formation increases during milling with the uncoated tool.
A recent study on diamond-coated milling tools presents the fabrication of a CVD diamond cutting tool to be used in the micro-milling process of oxygen-free copper [42]. Due to its high hardness, diamond coatings are a promising tool to be applied in the micro-milling process. Zhao et al. [42] proposes a novel process to fabricate these micro-cutting tools by means of laser-induced graphitization and precision grinding. The authors reported that a loose graphite layer was formed, which was easily removed. The performance of these tools was reported to be better than the commercial coated cemented carbide micro-cutting tools that are used for the machining of oxygen-free copper. Moreover, the resultant surface finish was better when using these CVD diamond tools and the cutting forces during the milling process were lower.
Regarding diamond coatings, there have been recent studies conducted on their performance, when applied to the milling process, analyzing various types of diamond coatings. In the study performed by Wang et al. [43], the cutting performances of different diamond coated tools in the high-speed milling of graphite molds were analyzed. The coatings analyzed were microcrystalline diamond (MCD), sub-microcrystalline diamond (SMCD), nanocrystalline diamond (NCD), and an MCD/NCD composite. These coatings were deposited via hot filament chemical vapor deposition (HFCVD), on a WC-Co substrate. It was reported that the coating with the best adhesive properties to the substrate was MCD, and the NCD coating showed a lower friction coefficient when machining. Furthermore, the SMCD coating performance was not satisfactory using these parameters when compared to the MCD and NCD. However, the MCD/NCD composite presented good adhesive strength to the WC-Co substrate. Furthermore, the friction was lower, because the top part of the coating consisted of NCD, which has a lower surface roughness and finer diamond particles. This presents a good case for the use of MCD/NCD composite coated tools in the milling of hot bending graphite molds, and similar materials. Another study on these types of coatings conducted by Wang et al. [44] evaluated the cutting performance and tribological behavior of various diamond coatings: monolayer, bilayer and multilayer coatings, when applied to milling tools for zirconia ceramics. In that study, the evaluated coatings consisted of alternating layers of MCD and NCD applied to a cemented tungsten carbide substrate. These coatings were deposited by HFCVD, as in the study previously presented. The coatings that were created consisted of: monolayer NCD and MCD coatings, bilayer MNCD and NMCD coatings and multilayer MNMN-CD (micro-nano-micro-nano-crystalline diamond) and NMNM-CD (nano-micro-nano-micro-crystalline diamond) coatings. The authors reported that the coatings were deposited in a way that the thickness would not influence the coating performance. As seen in a previous study [43], NCD coatings presented a lower surface roughness, which led to lower friction coefficients when machining. In the study performed by Wang et al. [44] the same phenomenon was reported. When compared to the monolayer MCD coating, the monolayer NCD coating exhibited a lower friction coefficient. The NMNM-CD-coated tools did not perform well in the milling tests, due to the delamination of the coating. This was due to the low adhesive strength to the substrate. However, the MNMN-CD-coated tools exhibited high wear resistance and a high adhesive strength, showing a higher tool life, up to roughly 7.5 times the tool life performed by the monolayer coated tools.
3. Tool Wear Mechanisms
It is well-known that the introduction of coated tools in the machining industry has brought many benefits. They enable the machining of materials at higher speeds, obtaining better results than conventional HSS (High-Speed Steel) and uncoated carbide tools, in terms of tool life, surface finish and overall process stability. The study of these tools is intensive, and to know their cutting behavior throughout tool life is the key to process optimization. Tool wear is related to the performance of the tool and is the main indicator of tool life. These coated tools have different wear mechanisms and patterns, for example, abrasive wear, built up edge, coating delamination or structure failure, adhesive wear and thermal cracks (these coatings are mainly applied in dry conditions, which results in a higher machining temperature). By analyzing these wear mechanisms, an idea on the overall tool life can be formulated. Additionally, the tool wear mechanisms can be an indicator that the process parameters are not well adjusted and having knowledge of these mechanisms can therefore help optimize of the machining process. However, the machining process can also be improved by selecting a different type of coating, or by adjusting the set of parameters to be used.
The main wear types that these coated milling tools are subjected to, are related to thermal-mechanical fatigue. Due to the high temperatures that the tools are subjected during milling (as previously stated, these tools are usually employed in dry machining processes), over the course of many machining cycles. This causes residual stress build-up in the coating, causing cracks (comb cracks) and promoting crack propagation, the latter being the main influencer of the coated tool’s life. Residual stresses caused during the coating process also affect the coated tool’s machining abilities. For example, in multilayer PVD coatings, the residual compressive stresses, contribute to the overall strength of the coating, promoting a thin and strong cutting edge. Thus, increasing the surface finish quality of machined parts, while using these coatings [45].
In this section, recent studies on the wear mechanisms of different coatings applied to the milling process are going to be presented, making note of the different wear patterns that the various coatings suffer in varied machining conditions, and how these are related to tool life and overall coating performance. As the performance of the coatings tends to lower, as the wear goes up, resulting in poor surface finish, higher cutting forces, and ultimately, tool failure [46].
As previously mentioned, residual stresses build in the coating, over the course of many machining cycles. In the study performed by Teppernegg et al. [47], the evolution of residual stresses in arc-evaporated Ti-Al-Ta-N coatings on hard metal milling inserts is investigated. The main cause for the build-up of residual stresses is due to thermal and mechanical loads, that the coated tool is subjected after the machining of multiple workpieces. The authors found that there was a build-up of tensile residual stresses on the tool’s rake face. With continuous use, and after multiple cuts, the formation of comb cracks were noted. The propagation of these cracks was found to be boosted by the tensile residual stresses, which occurred primarily due to thermal fatigue. Additionally, the authors studied the evolution of stresses on a coated tool, which was employed on test where the main damage was due to the mechanical wear. In this case, it was found that the compressive residual stresses were present in the coating before machining. These stresses stayed in the compressive state until the end of tool-life. Studies such as these are important, as they give an insight on how residual stresses influence the coated tool performance. As mentioned previously [45], compressive stresses bring some advantages, such as, a finer cutting edge and a stronger coating. However, tensile stresses promote crack propagation. These types of stresses are usually associated with the CVD process. Still regarding crack propagation, in the study performed by Zhang et al. [48], investigations about the performance of two coatings on the milling of 316L stainless steel were carried out. The wear mechanisms and tool-life were also investigated for each of these coatings. These coatings were a CVD multilayered TiN/MT-TiC0.7N0.3/TiCNO/α-Al2O3 coating, and a PVD nano-multilayered Al0.55Ti0.45N/TiN coating. It was found that the main failure method for these two types of coatings were the same, this being comb crack propagation. Furthermore, the thermal cracks appeared roughly at the same time for both coatings. However, the PVD coatings performed better than the CVD coating, having a tool-life larger by 52%. Due to the nature of the nanolayered coating, the PVD coating had a higher resistance for crack propagation, furthermore the authors report that this coating has a strong stress dissipation ability, thus, contributing to the crack propagation resistance.
There have been studies carried out on the wear behavior of diamond-coated tools, such as the studies conducted by Martinho et al. [49,50] about the wear mechanism of diamond-coated Si₃N₄. The main wear mechanism reported in these studies was abrasive wear, accompanied by adhesive wear. However, due to the high temperature reached during machining, there would be graphitization of the coating in the cutting area, resulting in the removal of the diamond coating on that area, and exposing the substrate. In Figure 2, the abrasive wear and adhesive wear suffered by the diamond coating can be seen.
In the study performed by Liu et al. [51], CrAlN and TiAlN PVD coatings were used on Si₃N₄ cutting inserts, as well as one uncoated insert. These coatings were tested in high-speed face milling, and their performance and wear mechanism were assessed. The conducted tests consisted of face milling of gray cast iron at varied cutting speeds ranging from 600 to 1500 m/min. It was reported that at lower machining speeds, of 600 to 1200 m/min, the tool life decreased rapidly for the coated tools and the uncoated insert. However, at machining speeds of 1500 m/min the coated tool’s life CrAlN and TiAlN increased. The coatings suffered no spalling or delamination during the milling process and the dominant wear mechanism was determined to be abrasive wear, which was accompanied by adhesive wear at the later stages of the tool life, due to the increasing machining temperature. However, in this case the adhesive wear that the TiAlN suffered in the later stages, was more significant than that of the CrAlN coated tool.
The adhesive and abrasive wear these tools suffered is presented by parts of welded material on the tool surface, caused by high machining temperatures (Figure 3), in the case of adhesive wear. In the case of abrasive damage, it usually displays itself as marks on the tools surface, this eventually leading to tool destruction. The abrasion marks on the tools surface indicates the direction of the material that was being cut (Figure 4).
The work carried out by Zuo et al. [52] presents an investigation about the wear mechanisms that a PVD coated tool suffers in the milling of Be/Cu alloy at different cutting speeds. The tools used were cemented carbide tools coated with TiAlN. The cutting speeds used in the tests were: 200 m/min, 400, 600 and 1000 m/min. In the following images (Figure 5, Figure 6, Figure 7 and Figure 8) the results from these tests and the wear mechanisms suffered by the tools can be observed.
With the increase in the machining speed, there was also a steady increase in the cutting temperature, leading to adhesive notch wear on the tool, as it can be seen in Figure 6. There was build up on the edge of the tool at every speed; however there was only adhesive wear when the machining speeds were equal to, or higher than 600 m/min (Figure 6, Figure 7 and Figure 8). The accumulation of adhered material leads to notch wear, causing fluctuations in cutting force, which in turn influences the cutting temperatures on the process. The authors attribute the wear and adhesive effects to the thermal-mechanical effect. Since the machining speeds vary, the maximum cutting temperature is different, which leads to different natural annealing process on the tool. This causes cracking, which will later propagate, thus affecting the tool’s surface strength.
The work performed by Skordaris et al. [53], studies the effect of structural and residual stresses of nano-composite diamond (NCD) and multilayer diamond (MLD) coated cemented carbide tools on the film adhesion, and the wear mechanisms that these develop during milling of AA7075 T6. The main wear mechanism that was developed during milling was coating delamination, explained due by the increase in shear stress on the cutting edge, as the coating was being rounded (due to the milling process).
As previously stated, having knowledge of the wear mechanisms that these coatings can suffer, provides a better understanding of the machining processes, for example, by determining what type of coating is better for what operation, depending on coating design or even deposition technique. In the study carried out by An et al. [54], an investigation on tool wear of PVD and CVD coatings during face milling of Ti-6242S and Ti-555 was conducted. The tools used consisted of uncoated tools and CVD-Ti(C, N) + Al₂O₃+TiN and PVD- (Ti, Al)N + TiN coated tools. Regarding the materials, Ti-6442S has excellent fatigue strength, fracture toughness and thermal stability. Ti-555 is characterized by high strength, toughness and plasticity. When machining Ti-6242S, it was reported that the CVD coating suffered micro-chipping and adhesive wear and the PVD coating suffered the same type of wear, with the addition of diffusion wear. When milling the other titanium alloy, the CVD coating on the tool suffered peeling damage, adhesive wear and the tool presented severe chipping. For the PVD coated tool, the wear mechanisms were adhesive wear and diffusion wear on the rake face and adhesive wear on the flank face. The authors concluded that the PVD coated tool exhibited better wear and fracture resistance when compared to the CVD coated tool, in both titanium alloys, making it more suitable for the face milling of these alloys.
In Figure 9, coating peeling and microchipping wear mechanisms are shown, taken from the study presented previously. The chemical composition of the areas is also shown [54].
In a comparative investigation conducted by Ni et al. [55], the wear mechanism of PVD TiAlN coated cemented carbide is compared when milling Ti-6Al-4V, by conventional milling, ultrasonic vibration assisted milling (UVAM) and this process with introduced MQL. The tests were conducted, and the tools were analyzed at two conditions, one at a length of cut of 113 m (C1) and another at 226 m (C2). The surface finish of the work piece and wear of the tool were then analyzed. Although the ultrasonic vibration assisted milling presented better surface finish than that of conventional milling at C1, at C2 there was barely any difference. However, ultrasonic vibration assisted milling coupled with MQL conferred to the machined material the best quality surface finish, of all the analyzed methods. Additionally, the tool suffered less damage under these conditions. Regarding the wear suffered by these tools, it was noticed that during conventional milling, there was a high amount of adhesive damage (Figure 10), resulting in bits of titanium adhering to the tool’s surface. Furthermore, under these conditions, the chip also adhered to the tool. In the case of ultrasonic vibration assisted milling, the main wear mechanism, as seen in Figure 11, is chipping damage, resulting in the coating peeling off and microcracks on the tool. As previously mentioned, the tool suffered less damage under ultrasonic vibration assisted milling coupled with MQL conditions. Although there is some chipping and adhesive damage (Figure 12), the tool performed better than the others, suffering overall less damage.
The comparative study performed by Gouveia et al. [56], millied a CD4MCuN duplex stainless-steel alloy using commercially available solid PVD-coated carbide tools with AlCrN and TiAlN coatings from four different manufacturers. The tested milled, had four, three and two flutes. The major tool wear failures consisted of flank wear, chipping, cracking and breakage of the cutting edges. However, these phenomena were revealed with different severities in the different tools used throughout that study. Tools that have been fractured at their cutting edges have induced machined surfaces with clear marks of this defect, which translates into a poorer finish and in which roughness is noticeable. The authors concluded that the coating that exhibited overall less wear, was the TiAlN coating, making this coating a viable option when machining hard materials, such as duplex stainless steels. Furthermore, the tools with more cutting edges (four flutes) had less wear of all the tool geometries that were tested, being followed by the mill with three flutes and finally, exhibiting the worst wear, the mills with two flutes. These tools were subjected to various cycles of machining, and, as previously mentioned, the number of flutes is related to the amount of wear that these suffer. In Figure 13, the top view of the end mill with four flutes is displayed. There is chipping and even breakage of the cutting edge. However, when compared to the end mill with two flutes (Figure 13a), the wear that was suffered after the same number of cycles was considerably more severe.
Regarding Figure 13, the endmills were coated with PVD AlCrN and were subjected both to 16 cycles of machining. The endmill with two flutes (Figure 13a) exhibited considerably more damage than the endmill with four flutes (Figure 13b).
Regarding the wear suffered by the end-mill showed in Figure 13. There is practically no coating left on the cutting edge of the tools, thus exposing the substrate underneath. This can also be observed in Figure 11, and on the rake face in Figure 9. By machining with the exposed substrate, not only the tool’s-life was compromised (being reduced significantly, or even being near the end of tool-life), but also the process quality is being negatively influenced. As machining with the substrate exposed has significant drawbacks on the surface quality that is left on the workpiece. Thus, highlighting the importance of works such as these, as they provide a deep understanding of how wear progresses on various coatings, and tool geometries.
There are many studies on the wear behavior of coated tools, especially in the milling of titanium alloys. In the study carried out by Bandapalli et al. [57], the effectiveness of PVD AlTiN and TiAlN coatings in high-speed micro milling of Titanium-Grade 12 were analyzed and compared to uncoated tungsten carbide tools. It was found that, despite the coating conferring the tool with additional wear resistance, the coating delamination was the main wear mechanism and failure mechanism. Moreover, the coated tools also suffered adhesive wear. This result was observed for both the AlTiN coating and TiAlN coating, proving that in this case the uncoated tungsten carbide tool would be a better choice. The coating delamination can be seen in Figure 14, exposing the substrate underneath. In Figure 15, a fracture can be observed. Additionally, the adhesive wear that the coatings suffered, is presented in Figure 16, the material adheres to the tool’s surface, due to high machining temperatures.
The various types of wear mechanisms were presented in this section. The main types of wear mechanisms observed in the various analyzed papers are presented in Table 1, mentioning the potential cause for this wear mechanism to occur, and how the tool would eventually fail.
4. Tool Life
By achieving a higher tool life and reducing the number of tool replacements that need to be done during a machining process, the overall process price lowers, which makes this topic appealing to the machining industry. Many recent studies have been conducted on improving the tool life of certain machining tools. As seen in the previous section, the wear mechanisms of the tools give relevant information when it comes to tool life, providing the option to optimize the process in order to obtain a higher tool life, or a better-quality product [58]. As also seen in Section 3, there are different parameters that influence the wear patterns and mechanisms of tools during the milling process, thus influencing tool life, parameters such as cutting speed, feed rate, machining temperature, vibrations and cutting forces [56,59]. In this section, recent papers published in the field of tool life improvement and in the field of monitoring tool life are going to be presented.
In the work carried out by Sortino et al. [60], the milling of nickel-coated nickel-silver keys is analyzed, using differently coated milling tools. Key manufacturers apply surface coatings to their products in order to increase their wear resistance and to make them aesthetically pleasing. However, applying these coatings to the keys makes them harder to machine, in the sense that this coating negatively influences the milling tools’ life. Sortino tested different coated tools, evaluating their work life. These coatings consisted of monolayer AlCrN, TiSi-based, ZrN and AlCrN films; multilayer AlCrN-based and TiCN; nano-based TiAlN film and a polycrystalline diamond tool (PCD). The PCD exhibited the longer tool life when compared to the other coatings. The maximum values for tool-life (in minutes) obtained for each coating are displayed in Table 2, also, Figure 17. shows the maximum value of tool-life for each of the tested coated tools, with the associated error, obtained by the authors in this research paper.
A recent tend when it comes to novel coatings is the development of nano composite coatings, evidenced by the number of studies done on this subject recently. As in the study performed by Vereschaka et al. [61], a comparison of tool life is made amongst uncoated carbide inserts, commercial TiN and ZrN coatings and multilayer nanostructured Ti-TiN-(Ti,Cr,Al)N and Zr-ZrN-(Zr,Al,Si)N composite coatings. These tools were employed in the end milling of Ti-6Al-4V. It was reported that the tools presenting the nanostructured coatings showed increased tool life by roughly 4 times. The authors added that, in this case, the best results were achieved when using the Zr-ZrN-(Zr,Al,Si)N composite coating, which contained no titanium. Regarding the nanostructured coatings, and nano composite coatings, these have shown to be a viable option when machining difficult materials, especially titanium alloys and structural steel. This is attributed, mainly, to the high strength of these coatings. The thin layers, and high number of interfaces between layers (similar principle to the multilayered coatings), confers high strength to the coating. Increasing the resistance of the coating against crack propagation, as mentioned in Section 3 [48]. The nanolayers thickness also influences the coating resistance. Thinner layers promote the coating’s crack propagation resistance. Additionally, these thinner layers also boost the coating’s resistance against delamination. [62,63].
Regarding the milling of titanium alloys, the study undertaken by Michailidis et al. [64] analyzes the variations in performance of AlTiN cemented carbide coated inserts in the milling of Ti-6Al-4V, and a relation is established to the temperature-dependent coating properties. After the cutting tests, nanoindentations and impact tests were made on the coatings, from temperatures ranging from 25 °C to 400 °C. Additionally, a finite element method investigation of the milling process was conducted, in order to determine the cutting temperatures and stresses, developed during the milling of the titanium alloy. This enabled understanding the cutting behavior of the AlTiN coating in these conditions, enabling a correlation to be made between coating performance and temperature-dependent film mechanical properties. However, this is valid at a lower cutting speed, as for the higher machining speeds, these temperatures induced stresses that exceeded the yield strength of the coating. This proposed methodology allows for a very efficient selection of cutting conditions in controlling the milling process, thus achieving a better tool life. Another study on the milling of this titanium alloy, carried out by Sadik et al. [65], studies the influence of coolant flow rate on the tool life and wear development, under cryogenic (CO₂) and wet milling conditions. The authors reported that, for both cases of coolant use, the flow rate of said coolant retarded the wear development on the tool flank. Moreover, while using cryogenic cooling, lateral propagation of thermal cracks is reduced.
As mentioned before, there are many predictive methods for tool life prediction and analysis. In a recent paper published by Yang et al. [66], an integrated predictive model for tool life prediction is proposed, based on trajectory similarity and support vector regression, that uses information obtained by monitoring the machining condition, and analyzing the cutting force signals that were obtained while milling a TC4 workpiece. The results obtained from the prediction were around 88% accurate, proving this method can be used in the prediction of tool life. However, there are some limitations to this method because it needs to be supported by a robust data-base that previously collected the milling process of the alloys to be studied. With new and more data collected, this prediction method gains accuracy. This is the main solution to overcome the limitations of this method.
Coating Design Influence on Tool Life
As mentioned throughout this article, the coating design process is a critical step. The correct coating must be selected for the correct application, with an incorrect choice being detrimental for the machining process, causing problems such as premature tool failure, or a lower quality product. In this section a comparison of the various coating designs will be made. The mentioned designs will be monolayer, multilayer, nanostructured and diamond coatings, mentioned in Section 1 [15] and throughout this article, comparing them in terms of tool life and performance when machining certain materials.
The coating’s design has a heavy influence on the tool life. These designs range from monolayer coatings, to nanostructured coatings. Of course, coating properties such as mechanical properties and chemical composition will impact the tool’s performance. However, a trend can be noticed when comparing these design types in terms of tool life (e.g., multilayered coatings presenting an overall better tool life when compared to monolayered coatings). In Table 3, the wear behavior and tool life of monolayer, multilayer, nanostructured and diamond coatings are compared (between each other). Although diamond coatings can have monolayer or multilayer designs, they have recently been applied in various applications with positive results. Thus, their comparison with the various coating design performances is quite interesting.
Although the monolayer coating confers the base tool a higher tool life, generally, when compared to the multilayered coatings, these coatings underperform in terms of tool work-life. The multilayered coatings have a higher resistance to crack propagation, this coupled with the multiple layers with various beneficial properties, confers the multilayered coated tool with better wear resistance than the monolayered coated tools.
Regarding nanostructured coatings, these are very novel. Recent studies show that these coatings are even better, in terms of tool life, to the multilayered coatings, as a higher number of interfaces between coating layers, confers excellent mechanical properties to the coated tool. Furthermore, these coatings have increased crack propagation, due to the high number of layers [61].
Diamond coatings, however, have proven to be the coatings with the highest wear resistance, especially due to their high hardness value. There are also recent studies on the creation of multilayered diamond coatings, with varying microstructures, thus achieving a higher tool life [44,61].
The information presented in the previous table (Table 3.) is generally true, however, there are some exceptions where, for example, when compared to multilayered coatings, some monolayered coatings have a higher tool-life [60]. Highlighting the importance of knowing the right coating for the right application.
5. Coated Tools Behavior under Advanced Cutting and Lubrication Conditions
In the present section, attention will be given to coated tools under advanced cutting and lubrication conditions, as this subject as seen some use recently. With ecological trends on the rise, there is a shift to more sustainable machining methods, and the pairing of coated tools with some of these sustainable methods has produced some satisfactory results. Information regarding the recent developments in the use of coated tools coupled with these methods is going to be presented.
Dry machining is one of the most, if not the most, sustainable method of machining. With the use of coatings, the machining of certain materials can be achieved with no lubrication/cooling, obtaining satisfactory results, while being significantly less expensive. The benefits that come with the use of coated tools can be enhanced, by the employment of lubrication methods that use minimal amounts of lubricant, such as MQL. Coatings also enable the use of alternative lubricants, that otherwise could not be used, such as vegetable oils, used to achieve an eco-friendlier process [67]. The use of these techniques requires very low amounts of coolant, when compared to flood machining. Recently, as well, there have been many studies made on milling materials under cryogenic conditions, revealing satisfactory results, regarding machining performance.
Regarding the MQL method, it has seen quite some use not only for its benefits on conferring the workpiece better quality surface finish [55,68], but because it allows for overall lower cutting forces involved, thus increasing the tool life under these conditions. This method has also seen its use recently increased due to the environmental concerns of the global industry, as referred previously. The MQL method provides an eco-friendlier alternative to flood cooling machining, where a large amount of coolant must be used, an unsustainable practice, from an environmental standpoint [69,70]. In a recent study performed by Khatri et al. [71], an analysis of the tool wear mechanisms of an uncoated and TiAlN coated carbide tool is made, while end milling Ti-6Al-4V titanium alloy under flood coolant, dry and MQL conditions. The authors reported that the common wear mechanism to all three condition was abrasive wear. Delamination of the coating occurred in flood coolant and MQL conditions. However, while under MQL conditions the tool suffered considerably less wear when compared to the other cooling methods, making this method a viable option for machining titanium alloys, when compared to the conventional flood coolant and dry methods. Still regarding the machining of Ti-6Al-4V titanium alloys under MQL, Shokrani et al. [72] proposes a hybrid cryogenic/MQL method, for improving tool life in the machining of this alloy. This method was tested against MQL conditions, and the surface roughness of the workpiece and tool life were analyzed. It was found that the best surface finish was attributed to the MQL method. However, the hybrid method, displayed better results in terms of tool life, making this method a strong candidate for application in the milling industry. Furthermore, this method showed increases in productivity of up to 50%. A similar study conducted by Wika et al. [73], employs, as well, a hybrid method of cryogenic supercritical carbon dioxide cooling and MQL, in the milling of AISI 304L. The surface integrity of the steel and tool wear were analyzed, and then compared to flood cooling milling of the same material. It was shown that the tool life increased roughly 324% when using this hybrid method. Additionally, while under flood cooling conditions, the steel surface microstructure suffered changes, a phenomenon that was not verified when using the hybrid method. There are many studies on these hybrid methods, applied to hard to machine materials, that are yielding satisfactory results in terms of tool wear and overall process quality.
A method that is seeing more and more use is the cryogenic cooling, as it can be seen from the paper presented in the previous paragraph. This method as showed great results in terms of tool life when compared to conventional cooling methods or dry machining [74]. In the work performed by Varghese et al. [75], it is investigated the performance of AlCrN and AlTiN coated cemented carbide tools during the end mill of MDN 250 maraging steel under dry, wet and cryogenic lubrication conditions. The coatings proved to be a significant improvement on the machinability, by extending tool life, obtaining better surface finish and overall reducing the cutting forces developed during the milling process. In this case the AlCrN coatings provide better results when compared to the AlTiN coatings, this due to the hardness values and plasticity of the AlCrN coatings being higher than that of the other coating. Regarding lubrication condition, it was found that under cryogenic conditions, the process yielded better results. The resulting cutting forces were lower, the surface quality of the machined workpiece was better, and the tool suffered overall less wear, leading to a higher tool life. Still regarding coated milling tool performance under cryogenic conditions. The following study carried out by Sadik et al. [76], tool performance of uncoated and coated PVD cemented carbide inserts in face milling of titanium alloy Ti-6Al-4V is analyzed. It was reported that the main wear mechanism of the tool under the test conditions were chipping and partial coating destruction. Furthermore, it was found that applying cryogenic cooling conditions using CO₂, would increase tool life up to 6 times when compared to conventional emulsion cooling. In another study conducted by Halim et al. [77], an analysis of tool wear and chip morphology is done, in high-speed milling of hardened Inconel 718 under dry and cryogenic CO₂ conditions. The tools used in the milling is a PVD coated TiAlN tungsten carbide. The authors found that this cryogenic cooling method supplied a consistent cooling effect into the tool-chip and chip-workpiece interfaces, dissipating effectively heat and reducing it by up to 80% when compared to dry machining. Due to cutting temperature being lower, this led to a higher tool life, as the wear suffered by the tool occurred slower, when compared to dry machining, thus improving tool life up to a maximum of 70.8%. These cutting conditions, such as cryogenic, dry cutting, and MQL, lead to a sustainable manufacturing practice, providing a positive impact from an ecological point of view, as well, as overall worker safety [78].
As mentioned in this section, the various lubrication/cooling methods have an influence on the milling process. These methods may confer better surface quality and improve the working life of the tool. Furthermore, although they are sustainable methods, when it comes to machining, their environmental impact is different. The presented table (Table 4.) serves to make a clear comparison of these sustainable machining methods, when it comes to work life of the tool, surface-finish quality and impact on the environment, with the conventional flood cooling method, and between each other.
These methods have proven to be beneficial to the overall quality of the machining process where they are applied. However, it is interesting to see the junction of these methods with the use of coated milling tools. The coating’s life is extended, providing a better-quality process that lasts longer (depending on the lubrication/cooling method that is employed).
6. Concluding Remarks
The aim of this study was to collect and organize information on the recent developments that are currently being made on coated tools, applied primarily to the milling process. The information was organized in various sections, in order to provide an insight on the recent developments of various coatings for milling tools, on the types of wear that these suffer and how this affects tool life. How this tool life is monitored and improved.
Regarding coating’s for milling tools, there are still many studies regarding regular PVD and CVD coatings. Multilayer coatings achieve overall better results in most applications, when compared to mono-layered and uncoated tools. By using these coatings, there is a significant improvement on tools’ life and machining quality. The deposition process is also an important factor, when choosing a coating for a milling application. PVD and CVD processes achieve different types of coating. For example, PVD coatings are usually thinner. These thin coatings provide an excellent choice, when it comes to finishing operations. On the other hand, CVD coatings are usually thicker and more oriented for roughing operations. Also, it is important to note that these deposition methods, confer the coating with different types of residual stress (tensile and compressive), that impact the coating’s behavior when cutting.
DLC coatings are seen in a lot of recent studies and development. In these studies, types of DLC coatings, such as MCD and NCD, are compared with commercially obtained PVD and CVD coatings. These studies have provided a good information of these novel DLC coatings, showing improved adhesion and increased wear resistance, which contributed to a higher tool life, showing the high potential of these coatings in various milling applications, especially in the milling of hard-to-machine materials.
Nanostructured and nanolayered coatings are also a focus of recent research. These have been tested with very satisfactory results, achieving high values of tool-life, rivaling the tool-life of more recent DLC coatings.
Regarding the wear mechanisms and patterns of the coated tools. The main types of these wear patterns for milling tools, is the crack formation/propagation, which is caused by thermal fatigue effects (high machining temperatures). The study of the wear mechanisms and wear patterns that the coated tools suffer is still a big focus of recent research. As this is directly linked with the tool’s-life. Studies on the wear of coatings, provide a valuable insight on new coating development and process optimization. Also, the study of the residual stresses that are installed in the coatings still proves to be very useful, as it provides better understanding of how these stresses influence the coatings performance, and how it affects surface finish quality and overall process performance.
Presently, the industry’s focus remains on the optimization of the machining process, to achieve overall better results, faster and cheaper. Many developments have been made on the optimization of milling processes using the Taguchi Method. This method provides the best parameters to achieve a certain result, such as, a better tool life or a better machined surface quality.
Worth mentioning, is the recent trend to opt for more sustainable machining methods, such as dry machining and other machining methods that employ alternative lubrication/cooling methods. Coatings have enabled the use of some of these more sustainable methods, such as dry machining. However, there are some recent papers, that study the coupling of these coated tools with alternative lubrication/cooling methods, such as MQL. Studies show that the use of these methods, retards the coating’s degradation, enabling the use of the coated tool for longer. Providing good results in terms of surface finish and overall process sustainability.
Author Contributions
Conceptualization, V.F.C.S. and F.J.G.S.; methodology, V.F.C.S.; validation, F.J.G.S.; writing—original draft preparation, V.F.C.S.; writing—review and editing, F.J.G.S.; project administration, F.J.G.S.; funding acquisition, F.J.G.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by ON-SURF Project, grant number NUP POCI-01-0247-FEDER-024521.
Conflicts of Interest
The authors declare no conflict of interest.
References
- CNC Machining Projected to be $100B Industry by 2025. Available online: https://www.thomasnet.com/insights/cnc-machining-projected-to-be-100b-industry-by-2025/ (accessed on 25 October 2019).
- Gabiccini, M.; Bracci, A.; Battaglia, E. On the estimation of continuous mappings from cradle-style to 6-axis machines for face-milled hypoid gear generation. Mech. Mach. Theory 2011, 46, 1492–1506. [Google Scholar] [CrossRef]
- Mikell, P.G. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, 4th ed.; John Wiley and Sons LTD: Hoboken, NJ, USA, 2010; pp. 485–488. ISBN 9780470467008. [Google Scholar]
- Bouzakis, K.-D.; Michailidis, N.; Skordaris, G.; Bouzakis, E. Coated Tools. CIRP Encycl. Prod. Eng. 2018, 1–13. [Google Scholar] [CrossRef]
- Lim, S.C.; Lim, C.Y.H. Effective use of coated tools—the wear-map approach. Surf. Coat. Technol. 2001, 139, 127–134. [Google Scholar] [CrossRef]
- Lakner, T.; Bergs, T.; Döbbeler, B. Additively manufactured milling tool with focused cutting fluid supply. Procedia CIRP 2019, 81, 464–469. [Google Scholar] [CrossRef]
- Lakshmanan, S.; Xavior, M.A. Performance of Coated and Uncoated Inserts during Intermittent Cut Milling of AISI 1030 Steel. Procedia Eng. 2014, 97, 372–380. [Google Scholar] [CrossRef] [Green Version]
- Sokovic, M.K.; Janez, D.; Leszek, M.; Golombek, K.J.; Pakula, D. Cutting characteristics of PVD and CVD-Coated ceramic tool inserts. Tribol. Ind. 2006, 28, 3–8. [Google Scholar]
- Ji, W.; Zou, B.; Zhang, S.; Xing, H.; Yun, H.; Wang, Y. Design and fabrication of gradient cermet composite cutting tool, and its cutting performance. J. Alloys Compd. 2018, 732, 25–31. [Google Scholar] [CrossRef]
- Ji, W.; Zou, B.; Huang, C.; Huang, C.; Liu, Y.; Guo, P. Microstructure and mechanical properties of self-diffusion gradient cermet composite tool materials with different characteristics of surface layer. Ceram. Int. 2016, 42, 19156–19166. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, K.; Li, C.; Wang, Q.; Wu, S.; Liu, J. Effect of ultrafine gradient cemented carbides substrate on the performance of coating tools for titanium alloy high speed cutting. Int. J. Refract. Met. Hard Mater. 2019, 84, 105024. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Fernandes, A.J.S.; Costa, F.M.; Teixeira, V.; Baptista, A.P.M.; Pereira, E. Tribological behaviour of CVD diamond films on steel substrates. Wear 2003, 255, 846–853. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Fernandes, A.J.S.; Costa, F.M.; Baptista, A.P.M.; Pereira, E. Unstressed PACVD diamond films on steel pre-coated with a composite multilayer. Surf. Coat. Technol. 2005, 191, 102–107. [Google Scholar] [CrossRef]
- Chemical Vapor Deposition vs. Physical Vapor Deposition. Available online: https://documents.indium.com/qdynamo/download.php?docid=1958 (accessed on 10 November 2019).
- Caliskan, H.; Panjan, P.; Kurbanoglu, C. 3.16 Hard Coatings on Cutting Tools and Surface Finish. Compr. Mater. Finish. 2017, 230–242. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.J.G.; Porteiro, J.; Míguez, J.L.; Pinto, G. Sputtering physical vapour deposition (PVD) coatings: A critical review on process improvement and market trend demands. Coatings 2018, 8, 402. [Google Scholar] [CrossRef] [Green Version]
- Baptista, A.; Silva, F.J.G.; Porteiro, J.; Míguez, J.L.; Pinto, G.; Fernandes, L. On the Physical Vapour Deposition (PVD): Evolution of Magnetron Sputtering Processes for Industrial Applications. Procedia Manuf. 2018, 17, 746–757. [Google Scholar] [CrossRef]
- Díaz-Parralejo, A.; Macías-García, A.; Díaz-Díez, M.A.; Encinas Sánchez, V.; Carrasco-Amador, J.P. Preparation and characterization of multilayer coatings on tool steel. Ceram. Int. 2019, 45, 16934–16939. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Alexandre, R.J.D.; Baptista, A.P.M. Wear Resistance of TiAlSiN Thin Coatings. J. Nanosci. Nanotechnol. 2012, 12, 9094–9101. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; Fernández-Larrinoa, J.; Lacalle, L.N.L. de, Fernández-Valdivielso, A.; Pereira, O.M. Behaviour of PVD Coatings in the Turning of Austenitic Stainless Steels. Procedia Eng. 2013, 63, 133–141. [Google Scholar] [CrossRef] [Green Version]
- Kainz, C.; Schalk, N.; Tkadletz, M.; Mitterer, C.; Czettl, C. Microstructure and mechanical properties of CVD TiN/TiBN multilayer coatings. Surf. Coat. Technol. 2019, 370, 311–319. [Google Scholar] [CrossRef]
- Kumar, S.; Saravanan, I.; Patnaik, L. Optimization of surface roughness and material removal rate in milling of AISI 1005 carbon steel using Taguchi approach. Mater. Today: Proc. 2019. [Google Scholar] [CrossRef]
- Santhakumar, J.; Mohammed Iqbal, U.; Prakash, M. Taguchi-Grey Relational Based Multi-Response Optimization on the Performance of Tool Coating Thickness in Pocket Milling. Mater. Today: Proc. 2018, 5, 13422–13428. [Google Scholar] [CrossRef]
- Radha Krishnan, B.; Ramesh, M. Optimization of machining process parameters in CNC turning process of IS2062 E250 Steel using coated carbide cutting tool. Mater. Today: Proc. 2019. [Google Scholar] [CrossRef]
- Phokobye, S.N.; Daniyan, I.A.; Tlhabadira, I.; Masu, L.; VanStaden, L.R. Model Design and Optimization of Carbide Milling Cutter for Milling Operation of M200 Tool Steel. Procedia CIRP 2019, 84, 954–959. [Google Scholar] [CrossRef]
- Casais, R.; Martinho, R.P. Baptista, A. Mechanical and Tribological Characterization of TiB2 Thin Films. J. Nanosci. Nanotechnol. 2012, 12, 9187–9194. [Google Scholar] [CrossRef] [Green Version]
- Martinho, R.P. Alexandre, Ricardo Baptista, A. TiB2 Nanostructured Coating for GFRP Injection Moulds. J. Nanosci. Nanotechnol. 2011, 11, 5374–5382. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Swain, N.; Venkatesh, V.; Kumar, P.; Srinivas, G.; Ravishankar, S.; Barshilia, H.C. An experimental investigation on the machining characteristics of Nimonic 75 using uncoated and TiAlN coated tungsten carbide micro-end mills. CIRP J. Manuf. Sci. Technol. 2017, 16, 34–42. [Google Scholar] [CrossRef]
- Masooth, P.H.S.; Vijayarangam, J.; Bharathiraja, G. Experimental investigation on surface roughness in CNC end milling process by uncoated and TiAlN coated carbide end mill under dry conditions. Mater. Today Proc. 2019. [Google Scholar] [CrossRef]
- Bohley, M.; Kieren-Ehses, S.; Heberger, L.; Kirsch, B.; Aurich, J.C. Size limitations and wear behavior of TiB2 coated micro end mills (Ø < 50 µm) when machining cp-titanium. Procedia CIRP 2018, 71, 187–191. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.G.; Martins, C.; Lopes, H. Comparative study of PVD and CVD cutting tools performance in milling of duplex stainless steel. Int. J. Adv. Manuf. Technol. 2019, 102, 2423–2439. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Martins, C.; Lopes, H.; Gouveia, R.M. Machining GX2CrNiMoN26-7-4 DSS Alloy: Wear Analysis of TiAlN and TiCN/Al2O3/TiN Coated Carbide Tools Behavior in Rough End Milling Operations. Coatings 2019, 9, 392. [Google Scholar] [CrossRef] [Green Version]
- Hosokawa, A.; Hoshino, G.; Koyano, T.; Ueda, T. Cutting characteristics of PVD-coated tools deposited by filtered arc deposition (FAD) method. CIRP Ann. 2018, 67, 83–86. [Google Scholar] [CrossRef]
- Tang, J.; Xiong, J.; Guo, Z.; Yang, T.; Liang, M.; Yang, W.; Liu, J.; Zheng, Q. Microstructure and properties of CVD coated on gradient cemented carbide with different WC grain size. International J. Refract. Met. Hard Mater. 2016, 61, 128–135. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.-D.; Kotsanis, T.; Charalampous, P.; Bouzakis, E.; Lemmer, O.; Bolz, S. Film thickness effect on mechanical properties and milling performance of nano-structured multilayer PVD coated tools. Surf. Coat. Technol. 2016, 307, 452–460. [Google Scholar] [CrossRef]
- Viana, R.; de Lima, M.S.F.; Sales, W.F.; da Silva, W., Jr. M.; Machado, Á.R. Laser texturing of substrate of coated tools—Performance during machining and in adhesion tests. Surf. Coat. Technol. 2015, 276, 485–501. [Google Scholar] [CrossRef]
- Durmaz, Y.M.; Yildiz, F. The wear performance of carbide tools coated with TiAlSiN, AlCrN and TiAlN ceramic films in intelligent machining process. Ceram. Int. 2018, 45, 3839–3848. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Singh, V.K.; Gupta, M.K.; Song, Q.; Mia, M.; Pimenov, D.Y. Influences of TiAlN Coating and Limiting Angles of Flutes on Prediction of Cutting Forces and Dynamic Stability in Micro Milling of Die Steel (P-20). J. Mater. Process. Technol. 2019, 116500. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Alexandre, R.J.D.; Baptista, A.P.M. Increasing the wear resistance of molds for injection of glass fiber reinforced plastics. Wear 2011, 271, 2494–2499. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.J.G.; Martinho, R.P.; Baptista, A.P.M. Characterization of laboratory and industrial CrN/CrCN/diamond-like carbon coatings. Thin Solid Film. 2014, 550, 278–284. [Google Scholar] [CrossRef]
- Ucun, İ.; Aslantas, K.; Bedir, F. The performance Of DLC-coated and uncoated ultra-fine carbide tools in micromilling of Inconel 718. Precis. Eng. 2015, 41, 135–144. [Google Scholar] [CrossRef]
- Zhao, G.; Li, Z.; Hu, M.; Li, L.; He, N.; Jamil, M. Fabrication and performance of CVD diamond cutting tool in micro milling of oxygen-free copper. Diam. Relat. Mater. 2019, 100, 107589. [Google Scholar] [CrossRef]
- Wang, H.; Yang, J.; Sun, F. Cutting Performances of MCD, SMCD, NCD and MCD/NCD Coated Tools in High-speed Milling of Hot Bending Graphite Molds. J. Mater. Process. Technol. 2019, 276, 116401. [Google Scholar] [CrossRef]
- Wang, C.; Wang, X.; Sun, F. Tribological behavior and cutting performance of monolayer, bilayer and multilayer diamond coated milling tools in machining of zirconia ceramics. Surf. Coat. Technol. 2018, 353, 49–57. [Google Scholar] [CrossRef]
- Klocke, F.; Krieg, T. Coated Tools for Metal Cutting–Features and Applications. CIRP Ann. 1999, 48, 515–525. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, B.; Wang, J.; Wu, Y.; Huang, C. Effect of the progressive tool wear on surface topography and chip formation in micro-milling of Ti–6Al–4V using Ti(C7N3)-based cermet micro-mill. Tribol. Int. 2019, 105900. [Google Scholar] [CrossRef]
- Teppernegg, T.; Angerer, P.; Klünsner, T.; Tritremmel, C.; Czettl, C. Evolution of residual stress in Ti–Al–Ta–N coatings on hard metal milling inserts. Int. J. Refract. Met. Hard Mater. 2015, 52, 171–175. [Google Scholar] [CrossRef]
- Zhang, L.; Zhong, Z.; Qiu, L.; Shi, H.; Layyous, A.; Liu, S. Coated cemented carbide tool life extension accompanied by comb cracks: The milling case of 316 L stainless steel. Wear 2018. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.G.; Baptista, A.P.M. Wear behaviour of uncoated and diamond coated Si3N4 tools under severe turning conditions. Wear 2007, 263, 1417–1422. [Google Scholar] [CrossRef] [Green Version]
- Martinho, R.P.; Silva, F.J.G.; Baptista, A.P.M. Cutting forces and wear analysis of Si3N4 diamond coated tools in high speed machining. Vacuum 2008, 82, 1415–1420. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Chu, Q.; Zeng, J.; He, R.; Wu, H.; Wu, Z.; Wu, S. PVD-CrAlN and TiAlN coated Si3N4 ceramic cutting inserts-2. High speed face milling performance and wear mechanism study. Ceram. Int. 2017, 43, 9488–9492. [Google Scholar] [CrossRef]
- Zuo, J.; Lin, Y.; Zheng, J.; Zhong, P.; He, M. An investigation of thermal-mechanical interaction effect on PVD coated tool wear for milling Be/Cu alloy. Vacuum 2019, 167, 271–279. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.-D.; Charalampous, P.; Kotsanis, T.; Bouzakis, E.; Lemmer, O. Effect of structure and residual stresses of diamond coated cemented carbide tools on the film adhesion and developed wear mechanisms in milling. CIRP Ann. 2016, 65, 101–104. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Tao, Z.; Ming, W.; Chen, M. Experimental investigation on tool wear characteristics of PVD and CVD coatings during face milling of Ti 6242S and Ti-555 titanium alloys. Int. J. Refract. Met. Hard Mater. 2019, 86, 105091. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L.; Yang, Z. Comparative investigation of tool wear mechanism and corresponding machined surface characterization in feed-direction ultrasonic vibration assisted milling of Ti–6Al–4V from dynamic view. Wear 2019, 436–437, 203006. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Reis, P.; Baptista, A.P.M. Machining Duplex Stainless Steel: Comparative Study Regarding End Mill Coated Tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef] [Green Version]
- Bandapalli, C.; Sutaria, B.M.; Prasad Bhatt, D.V.; Singh, K.K. Tool Wear Analysis of Micro End Mills - Uncoated and PVD Coated TiAlN AlTiN in High Speed Micro Milling of Titanium Alloy - Ti-0.3Mo-0.8Ni. Procedia CIRP 2018, 77, 626–629. [Google Scholar] [CrossRef]
- Dadgari, A.; Huo, D.; Swailes, D. Investigation on tool wear and tool life prediction in micro-milling of Ti-6Al-4V. Nanotechnol. Precis. Eng. 2018, 1, 218–225. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2019, 96, 2509–2523. [Google Scholar] [CrossRef]
- Sortino, M.; Belfio, S.; Totis, G.; Kuljanic, E.; Fadelli, G. Innovative Tool Coatings for Increasing Tool Life in Milling Nickel-coated Nickel-silver Alloy. Procedia Eng. 2015, 100, 946–952. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.; Gurin, V.; Oganyan, M.; Oganyan, G.; Bublikov, J.; Shein, A. Increase in tool life for end milling titanium alloys using tools with multilayer composite nanostructured modified coatings. Procedia CIRP 2019, 81, 1412–1416. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Sitnikov, N.; Oganyan, G.; Sotova, C. Influence of thickness of multilayer composite nano-structured coating Ti-TiN-(Ti,Al,Cr)N on tool life of metal-cutting tool. Procedia CIRP 2018, 77, 545–548. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.; Sitnikov, N.N.; Bublikov, J.I.; Batako, A.D.L. Effect produced by thickness of nanolayers of multilayer composite wear-resistant coating on tool life of metal-cutting tool in turning of steel AISI 321. Procedia CIRP 2018, 77, 549–552. [Google Scholar] [CrossRef]
- Michailidis, N. Variations in the cutting performance of PVD-coated tools in milling Ti6Al4V, explained through temperature-dependent coating properties. Surf. Coat. Technol. 2016, 304, 325–329. [Google Scholar] [CrossRef]
- Sadik, M.I.; Isakson, S.; Malakizadi, A.; Nyborg, L. Influence of Coolant Flow Rate on Tool Life and Wear Development in Cryogenic and Wet Milling of Ti-6Al-4V. Procedia CIRP 2016, 46, 91–94. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Chen, N.; Guo, Y.; Huang, Z.; Li, L.; Jiang, Y.; He, N. Research on the Milling Tool Wear and Life Prediction by Establishing an Integrated Predictive Model. Measurement 2019, 145, 178–189. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production–a review. J. Clean. Prod. 2019. [Google Scholar] [CrossRef]
- Yazid, M.Z.A.; CheHaron, C.H.; Ghani, J.A.; Ibrahim, G.A.; Said, A.Y.M. Surface integrity of Inconel 718 when finish turning with PVD coated carbide tool under MQL. Procedia Eng. 2011, 19, 396–401. [Google Scholar] [CrossRef] [Green Version]
- Marques, A.; Paipa Suarez, M.; Falco Sales, W.; Rocha Machado, Á. Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J. Mater. Process. Technol. 2018, 266, 530–543. [Google Scholar] [CrossRef]
- Elmunafi, M.H.S.; Noordin, M.Y.; Kurniawan, D. Tool Life of Coated Carbide Cutting Tool when Turning Hardened Stainless Steel under Minimum Quantity Lubricant Using Castor Oil. Procedia Manuf. 2015, 2, 563–567. [Google Scholar] [CrossRef] [Green Version]
- Khatri, A.; Jahan, M.P. Investigating tool wear mechanisms in machining of Ti-6Al-4V in flood coolant, dry and MQL conditions. Procedia Manuf. 2018, 26, 434–445. [Google Scholar] [CrossRef]
- Shokrani, A.; Al-Samarrai, I.; Newman, S.T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2019, 43, 229–243. [Google Scholar] [CrossRef]
- Wika, K.K.; Litwa, P.; Hitchens, C. Impact of supercritical carbon dioxide cooling with Minimum Quantity Lubrication on tool wear and surface integrity in the milling of AISI 304L stainless steel. Wear 2019, 426–427, 1691–1701. [Google Scholar] [CrossRef]
- Pittalà, G.M. A study of the effect of CO2 cryogenic coolant in end milling of Ti-6Al-4V. Procedia CIRP 2018, 77, 445–448. [Google Scholar] [CrossRef]
- Varghese, V.; Akhil, K.; Ramesh, M.R.; Chakradhar, D. Investigation on the performance of AlCrN and AlTiN coated cemented carbide inserts during end milling of maraging steel under dry, wet and cryogenic environments. J. Manuf. Process. 2019, 43, 136–144. [Google Scholar] [CrossRef]
- Sadik, M.I.; Isakson, S. The role of PVD coating and coolant nature in wear development and tool performance in cryogenic and wet milling of Ti-6Al-4V. Wear 2017, 386–387, 204–210. [Google Scholar] [CrossRef]
- Halim, N.H.A.; Haron, C.H.C.; Ghani, J.A.; Azhar, M.F. Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 2019, 426–427, 1683–1690. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Gouveia, R.M. Cleaner Production–Toward a Better Future; Springer Nature: Berlin, Germany, 2020; ISBN 978-3-030-23164-4. [Google Scholar]
Figure 1.
Scheme of how different types of coatings look when applied on the substrate [15].
Figure 1.
Scheme of how different types of coatings look when applied on the substrate [15].

Figure 2.
SEM image of typical abrasive and adhesive wear on a diamond coating. [50].
Figure 2.
SEM image of typical abrasive and adhesive wear on a diamond coating. [50].

Figure 3.
SEM image of adhesive wear on coating surface, zoomed in image of the wear on the right. [51]. (Copyright from Elsevier 2017).
Figure 3.
SEM image of adhesive wear on coating surface, zoomed in image of the wear on the right. [51]. (Copyright from Elsevier 2017).

Figure 4.
SEM image of abrasive wear, the white lines indicate the direction of the material. [51]. (Copyright from Elsevier 2017).
Figure 4.
SEM image of abrasive wear, the white lines indicate the direction of the material. [51]. (Copyright from Elsevier 2017).

Figure 5.
SEM image of tool wear suffered from machining at 400m/min (a), with close-up of notch wear on the tool’s edge (b). [52]. (Copyright from Elsevier 2019).
Figure 5.
SEM image of tool wear suffered from machining at 400m/min (a), with close-up of notch wear on the tool’s edge (b). [52]. (Copyright from Elsevier 2019).

Figure 6.
Built-up edge, notch wear and adhesive damage, at 600 m/min machining speed (a), and close-up of the notch wear on the edge of the tool (b). [52]. (Copyright from Elsevier 2019).
Figure 6.
Built-up edge, notch wear and adhesive damage, at 600 m/min machining speed (a), and close-up of the notch wear on the edge of the tool (b). [52]. (Copyright from Elsevier 2019).

Figure 7.
Built-up layer and adhesive damage, at 800 m/min machining speed (a), and close-up of the built-up edge (b) [52]. (Copyright from Elsevier 2019).
Figure 7.
Built-up layer and adhesive damage, at 800 m/min machining speed (a), and close-up of the built-up edge (b) [52]. (Copyright from Elsevier 2019).

Figure 8.
Wear damage suffered at 1000 m/min machining speed (a), and close-up of notche wear on the tool’s edge (b) [52]. (Copyright from Elsevier 2019).
Figure 8.
Wear damage suffered at 1000 m/min machining speed (a), and close-up of notche wear on the tool’s edge (b) [52]. (Copyright from Elsevier 2019).

Figure 9.
Wear suffered by the tool and zone chemical composition (A and B), notice the coating peeling off on the rake face, and evidence of adhesion and micro chipping in the flank face [54]. (Copyright from Elsevier 2019).
Figure 9.
Wear suffered by the tool and zone chemical composition (A and B), notice the coating peeling off on the rake face, and evidence of adhesion and micro chipping in the flank face [54]. (Copyright from Elsevier 2019).

Figure 10.
Tool morphology after conventional milling (a), with magnifications of the colored sections (b) (red) and (c) (blue) [55]. (Copyright from Elsevier 2019).
Figure 10.
Tool morphology after conventional milling (a), with magnifications of the colored sections (b) (red) and (c) (blue) [55]. (Copyright from Elsevier 2019).

Figure 11.
Tool wear damage, suffered during ultrasonic vibration assisted milling (a), detail of the cutting edge (b), a cutting-edge surface (c) [55]. (Copyright from Elsevier 2019).
Figure 11.
Tool wear damage, suffered during ultrasonic vibration assisted milling (a), detail of the cutting edge (b), a cutting-edge surface (c) [55]. (Copyright from Elsevier 2019).

Figure 12.
Tool morphology after ultrasonic vibration assisted milling under MQL conditions (a), and detail of the cutting edge (b) [55]. (Copyright from Elsevier 2019).
Figure 12.
Tool morphology after ultrasonic vibration assisted milling under MQL conditions (a), and detail of the cutting edge (b) [55]. (Copyright from Elsevier 2019).

Figure 13.
SEM image of the damage suffered by the PVD AlCrN coated two-flute end-mill (a), and the four-flute end-mill (b) after 16 cycles of machining [56].
Figure 13.
SEM image of the damage suffered by the PVD AlCrN coated two-flute end-mill (a), and the four-flute end-mill (b) after 16 cycles of machining [56].

Figure 14.
Detailed view of coating delamination. [57]. (Copyright from Elsevier 2018).
Figure 14.
Detailed view of coating delamination. [57]. (Copyright from Elsevier 2018).

Figure 15.
Fracture in the tools edge. [57]. (Copyright from Elsevier 2018).
Figure 15.
Fracture in the tools edge. [57]. (Copyright from Elsevier 2018).

Figure 16.
Image of adhesive wear [57]. (Copyright from Elsevier 2018).
Figure 16.
Image of adhesive wear [57]. (Copyright from Elsevier 2018).

Figure 17.
Maximum tool-life, displaying the obtained error for the different coatings in the machining of the Nickel alloy (graphic made based on information from [60]).
Figure 17.
Maximum tool-life, displaying the obtained error for the different coatings in the machining of the Nickel alloy (graphic made based on information from [60]).


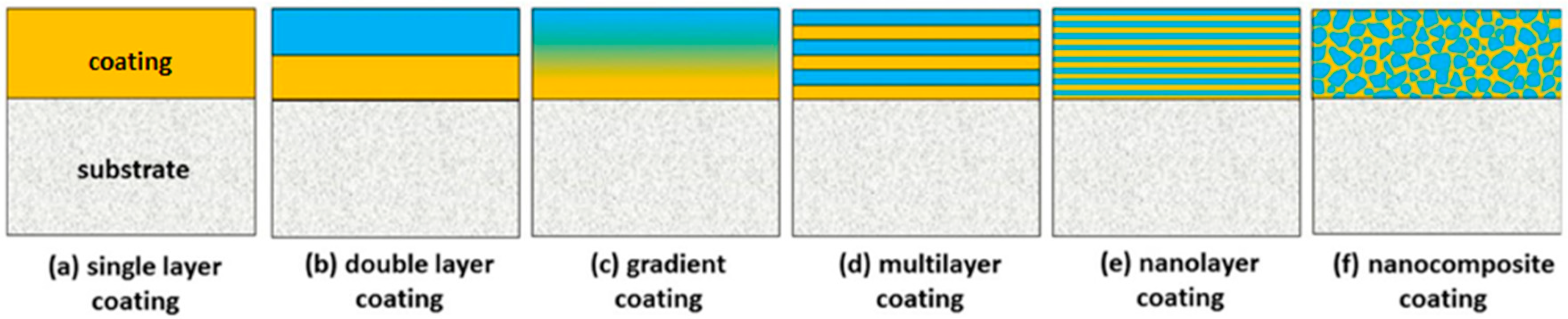{kind=link}
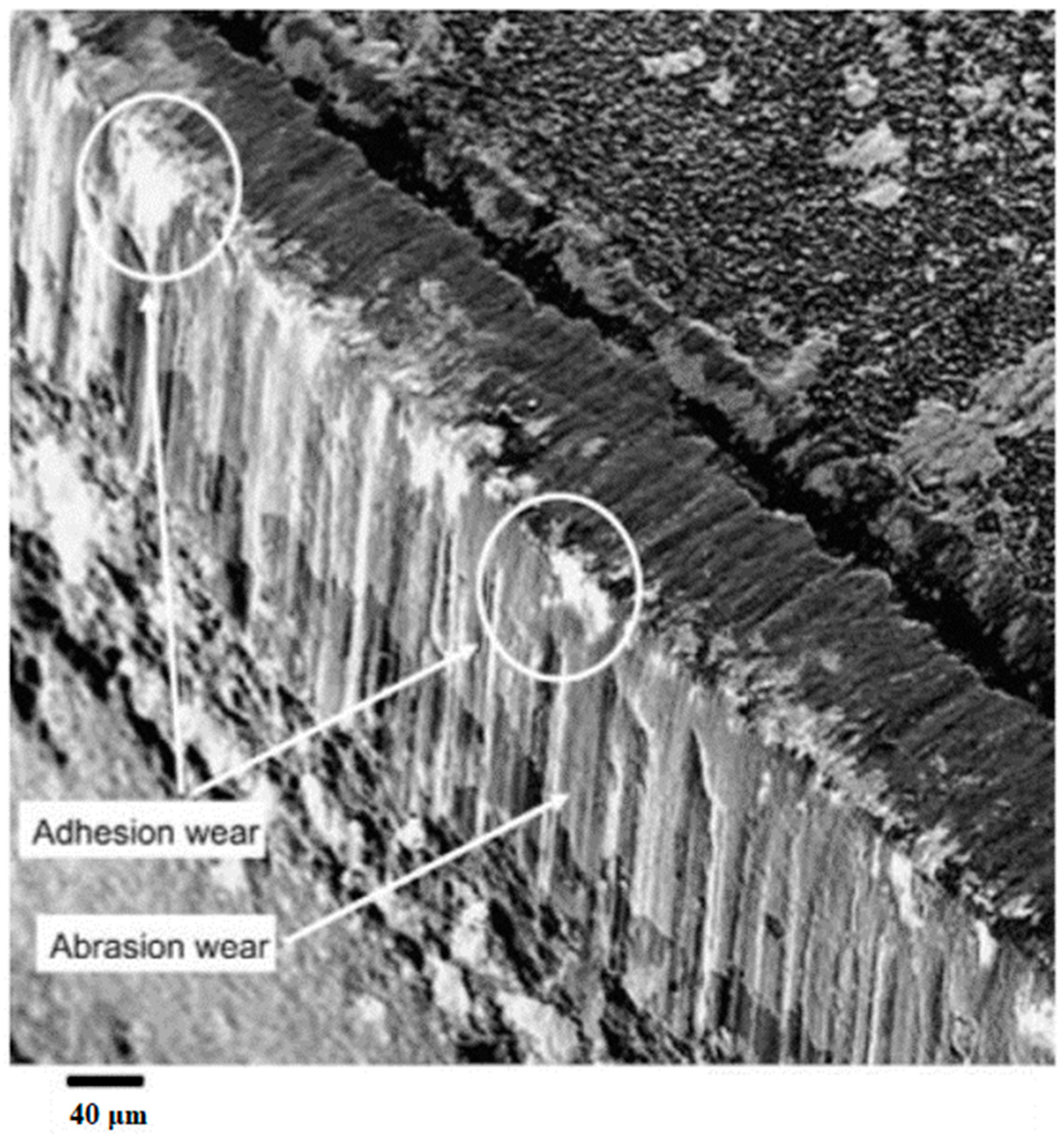{kind=link}
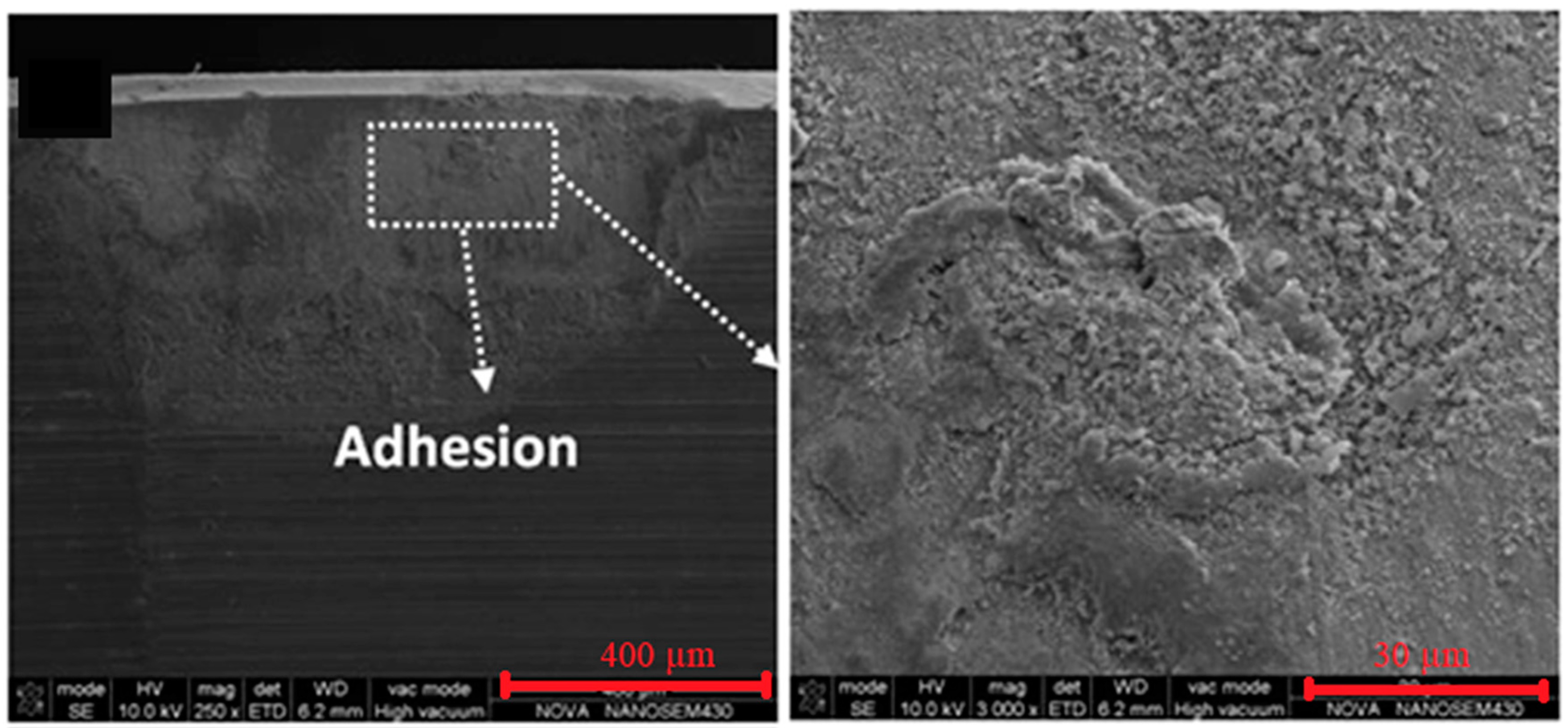{kind=link}
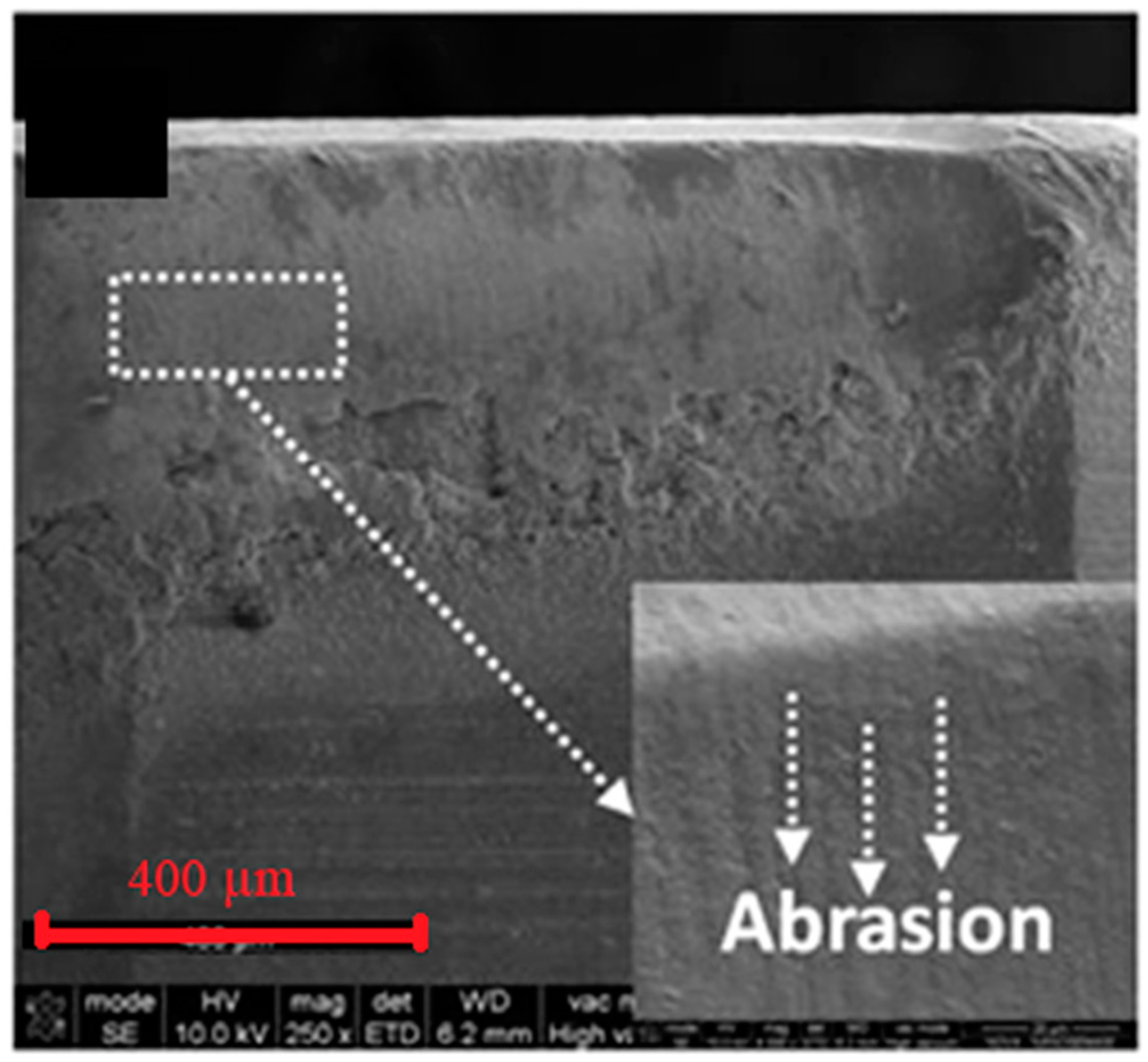{kind=link}
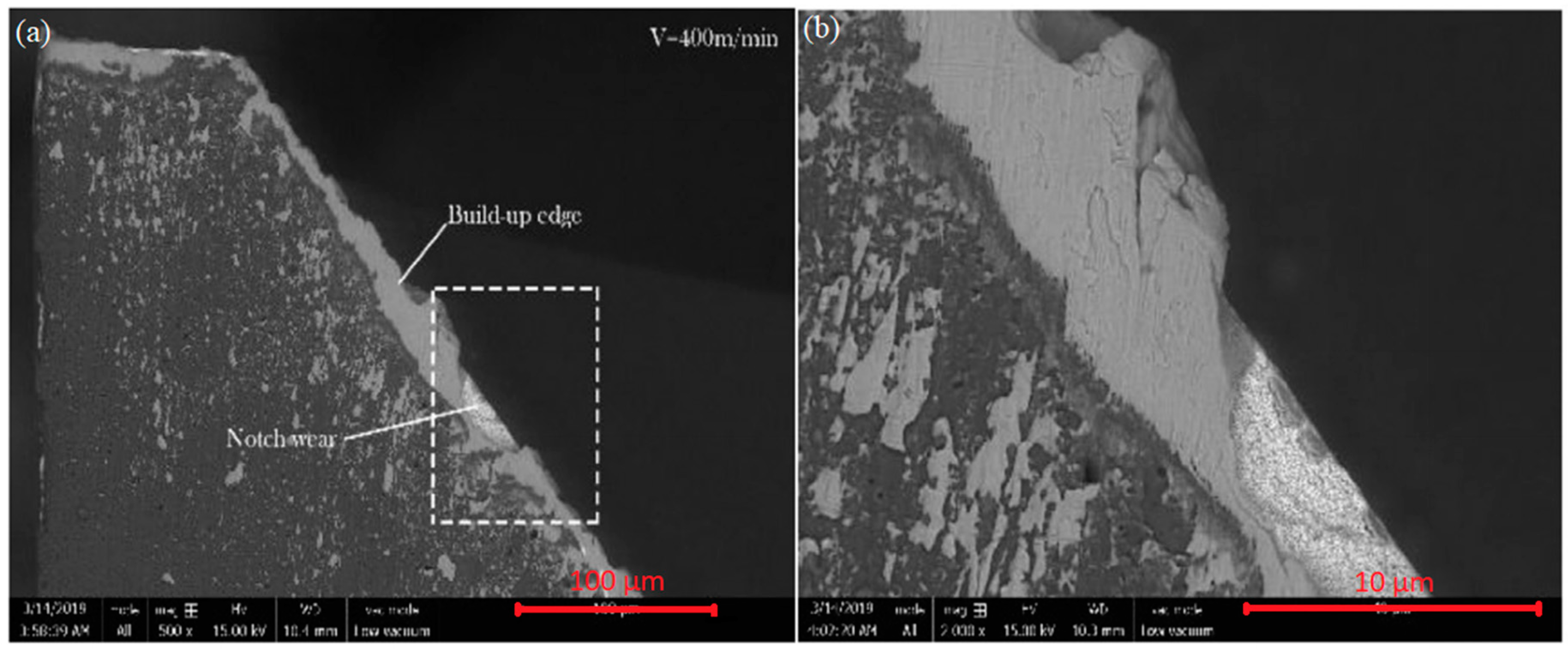{kind=link}
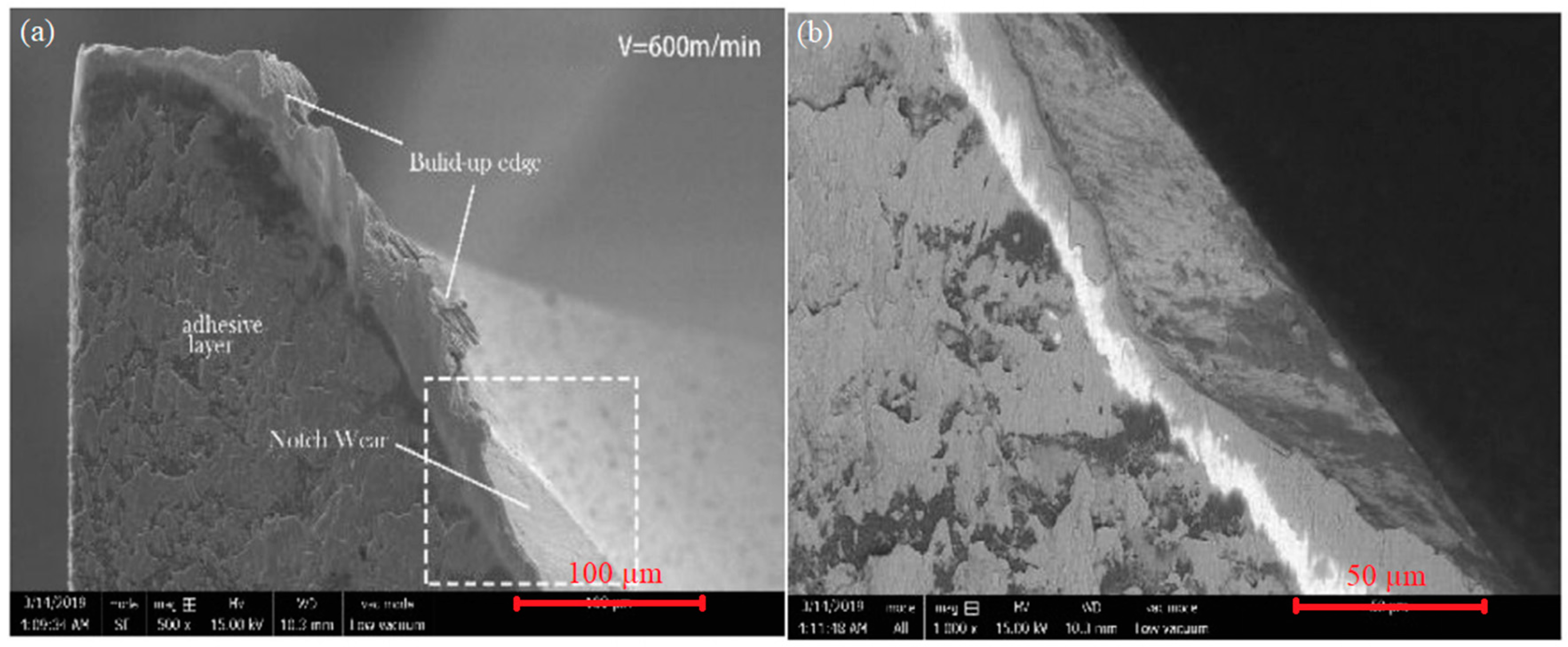{kind=link}
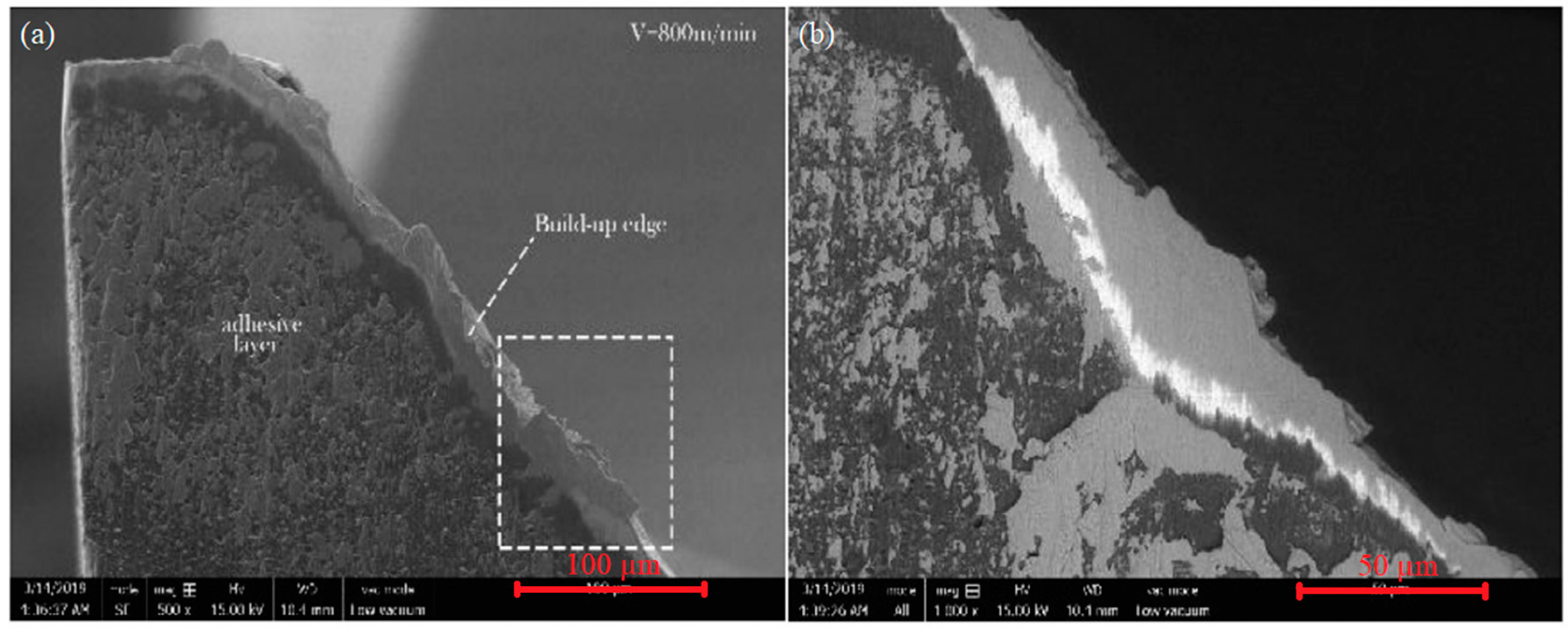{kind=link}
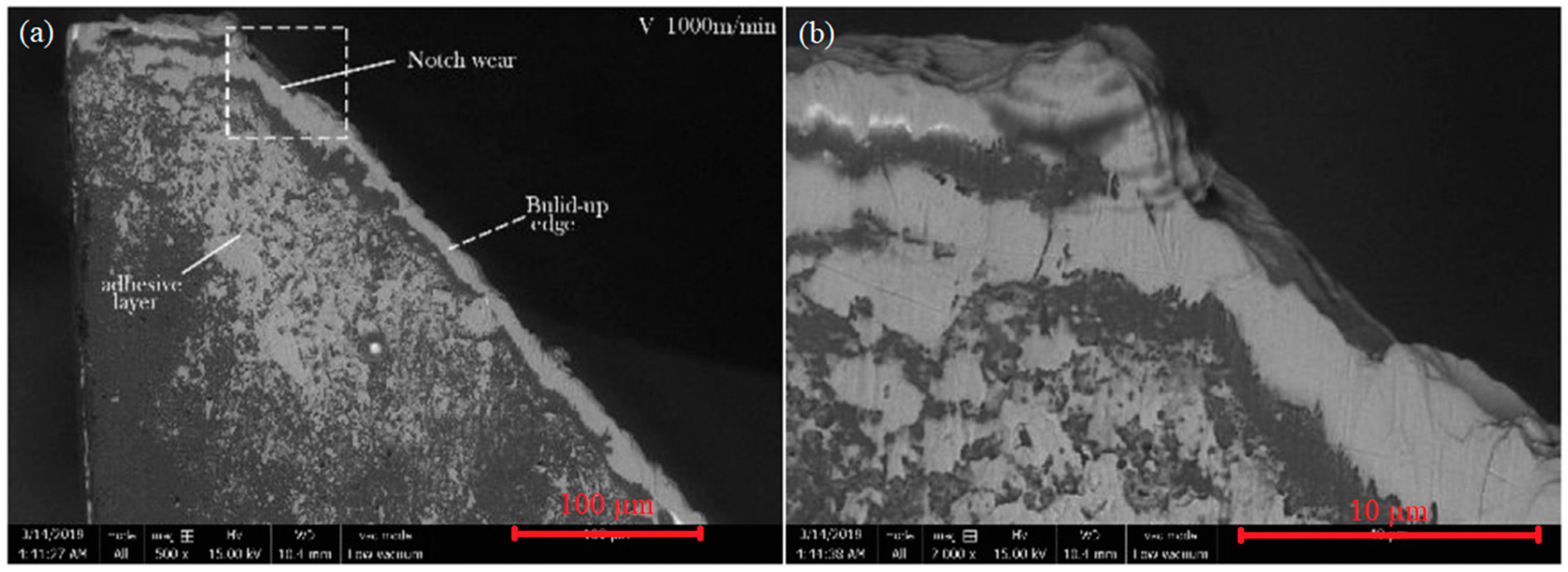{kind=link}
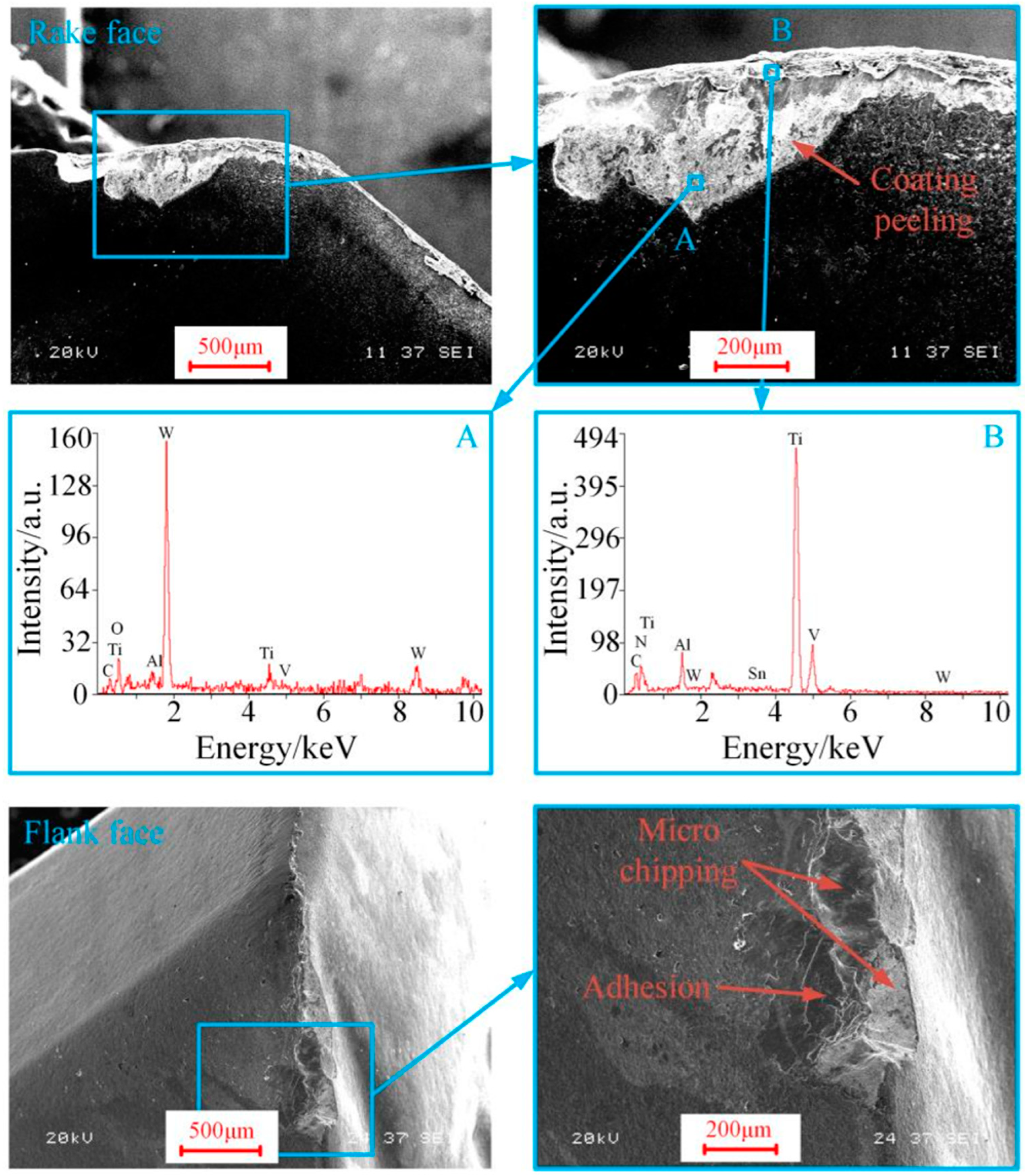{kind=link}
{kind=link}
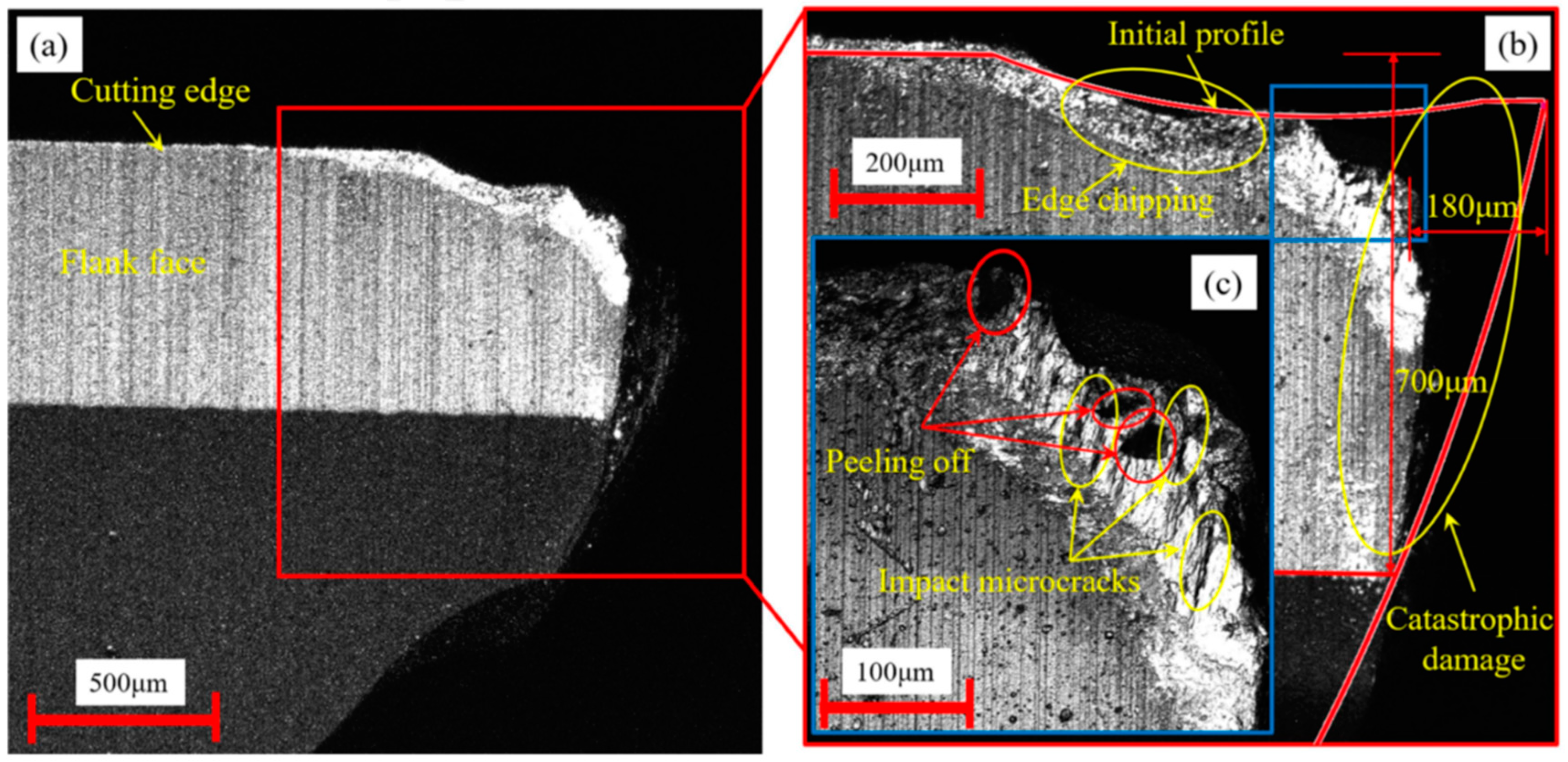{kind=link}
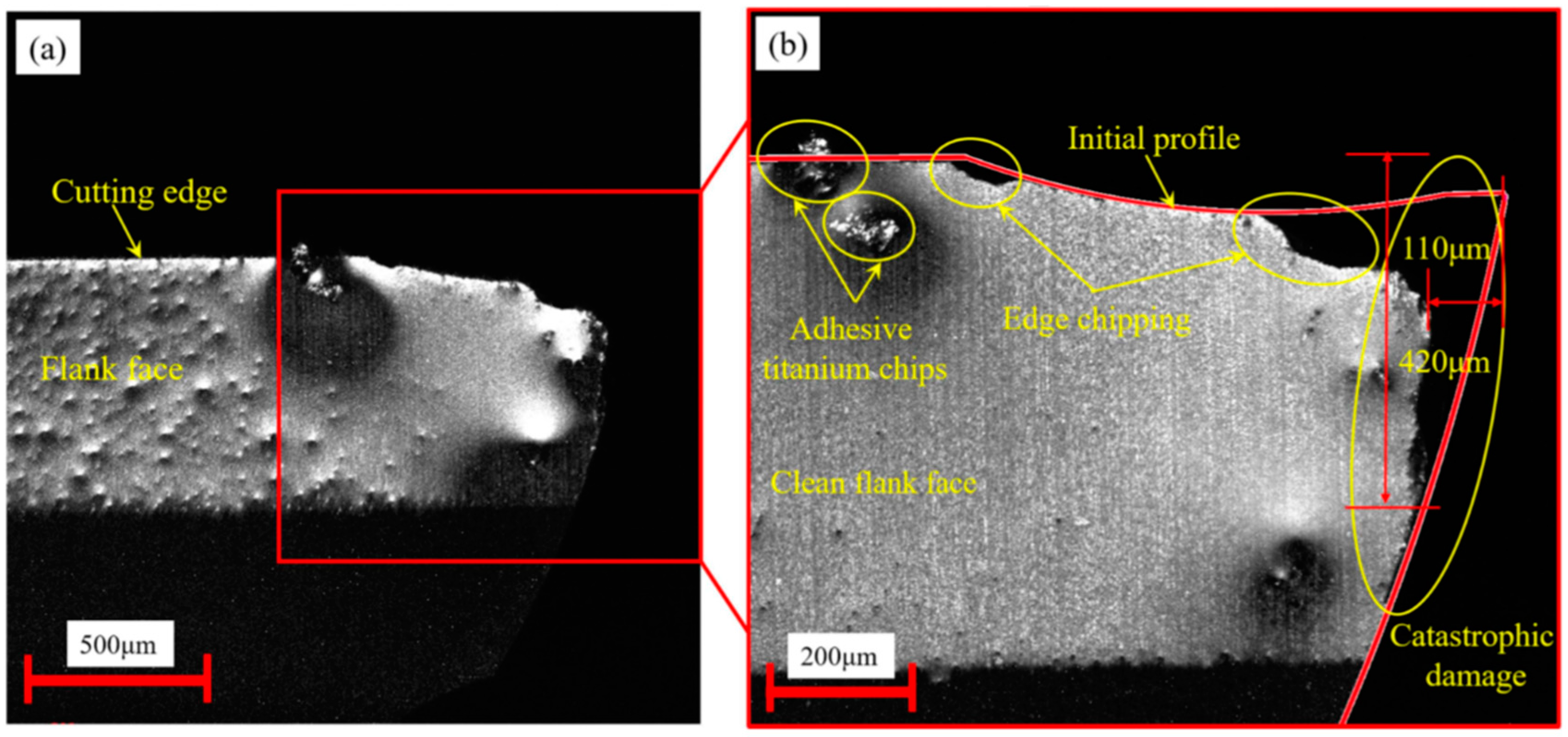{kind=link}
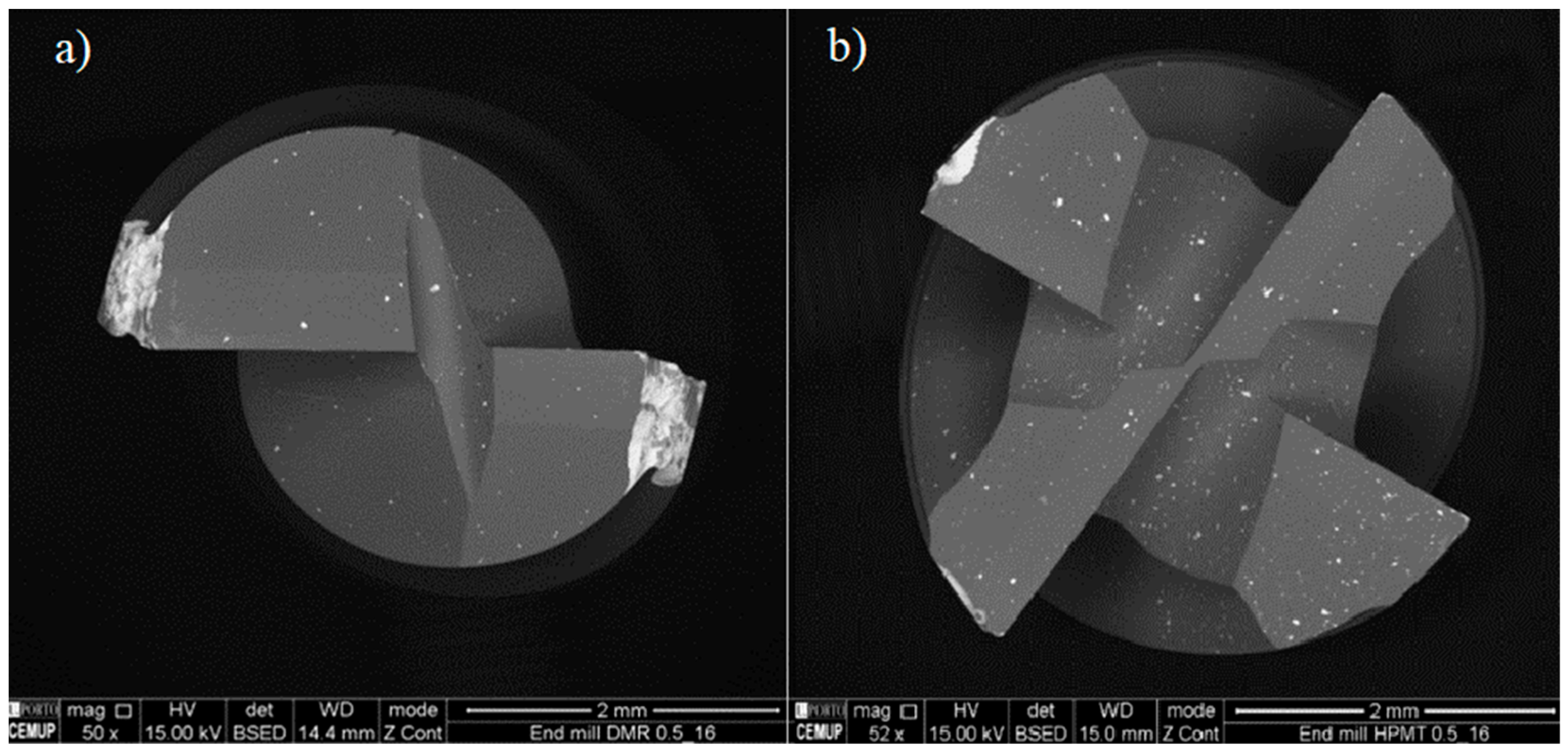{kind=link}
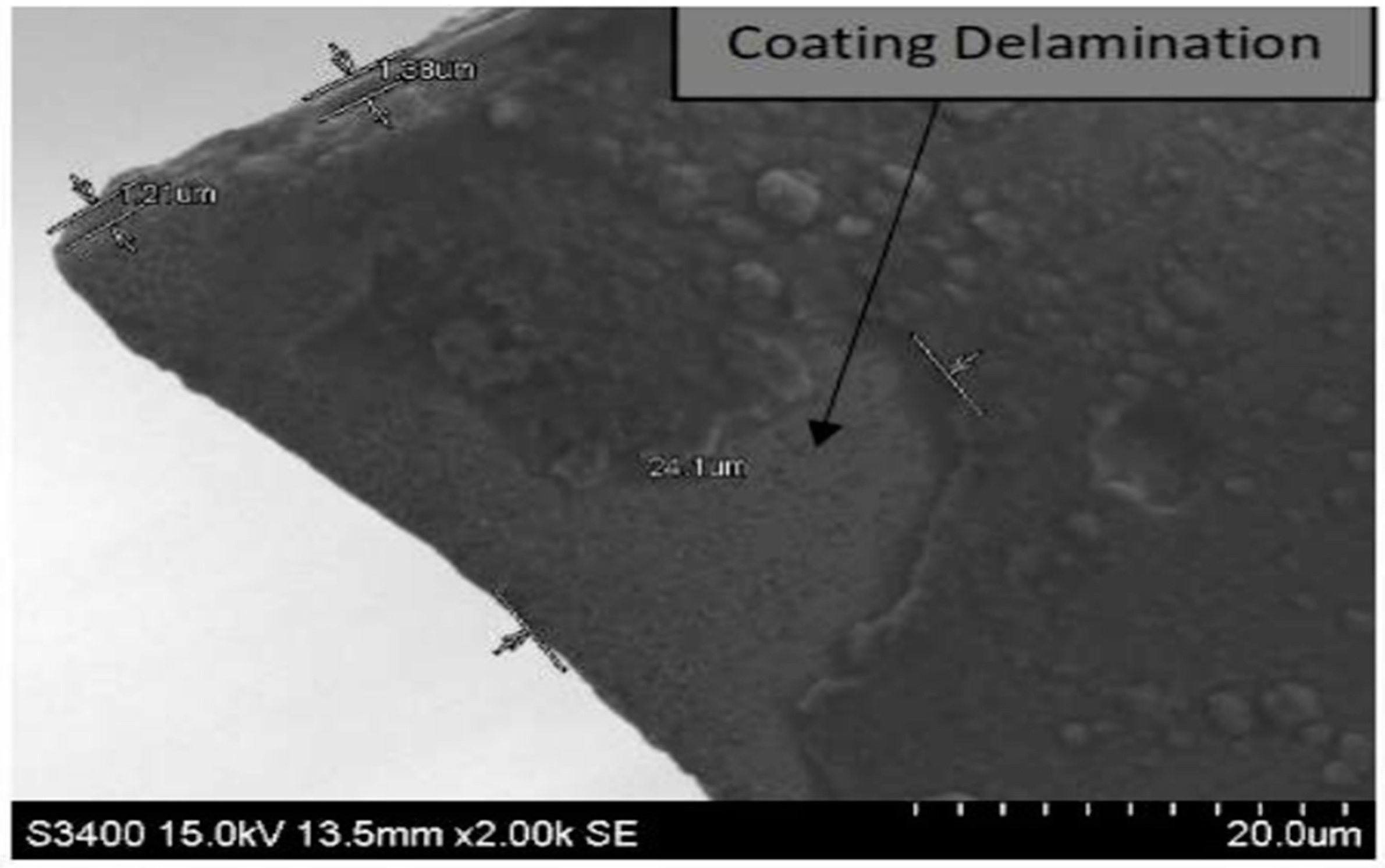{kind=link}
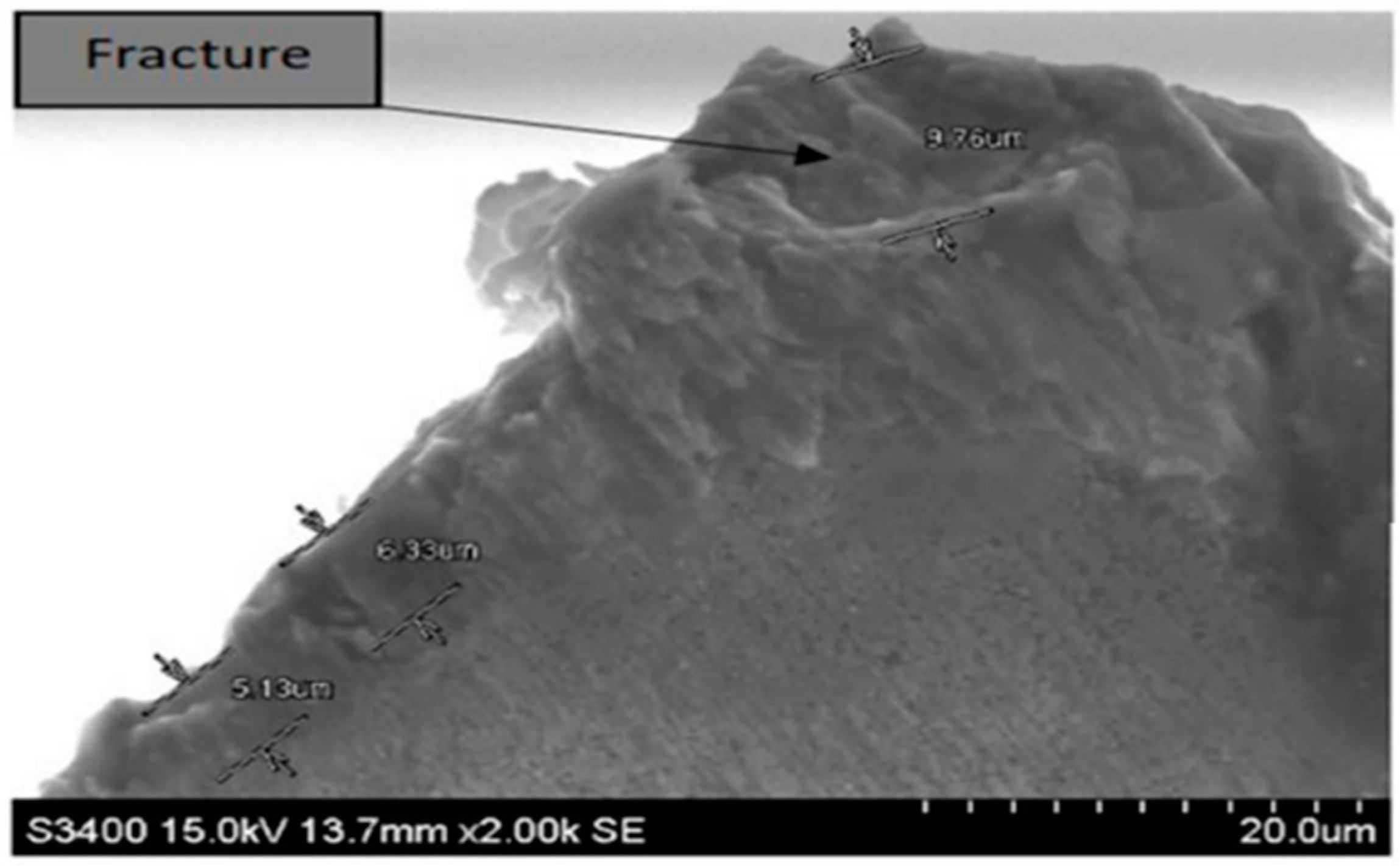{kind=link}
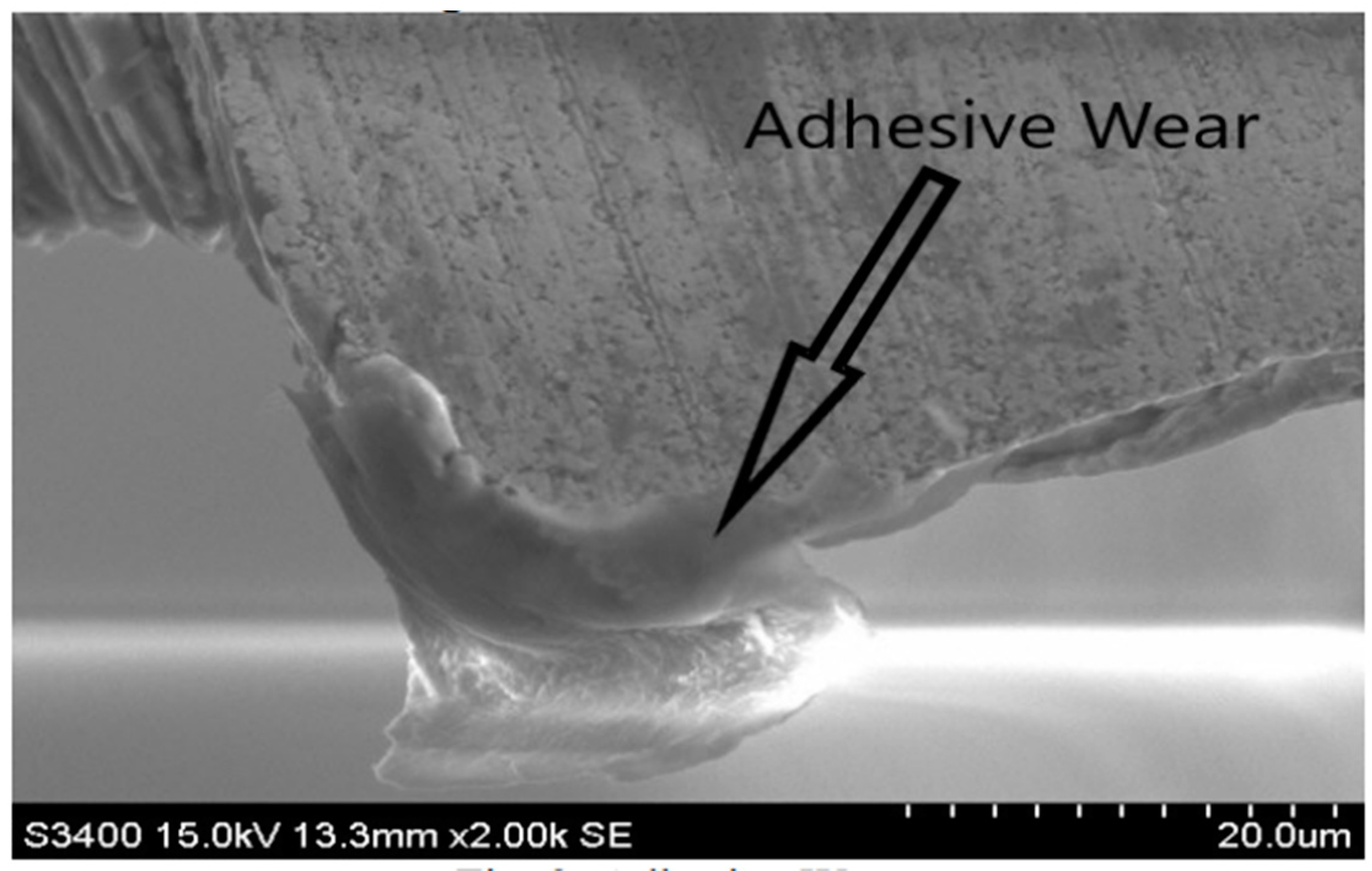{kind=link}
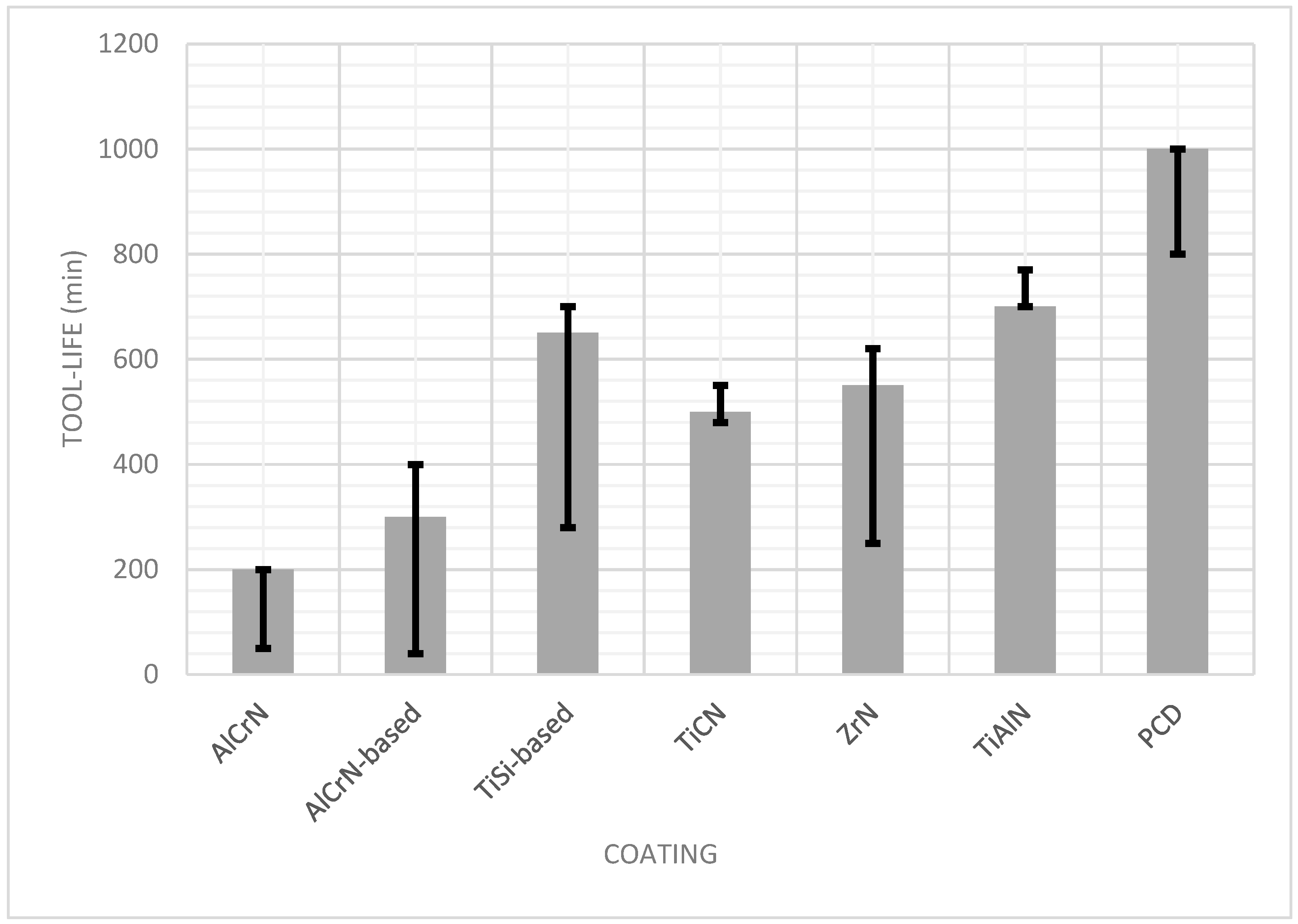{kind=link}
Table 1.
Main types of wear mechanisms and potential causes and failure methods of the tool.
| Wear Mechanism | Potential Cause | Failure Method |
|---|---|---|
| Abrasive wear | High material hardness; Improper lubrication | Fracture; Crater formation; Coating delamination, exposing substrate |
| Coating delamination | Low coating adhesive strength; Crack propagation | Fracture; Coating spalling and substrate exposure |
| Adhesive wear | High machining temperatures | Coating delamination; Edge build up; Spalling; Notch damage |
| Chipping | Improper machining conditions; Improper lubrication; Material Hardness; Crack propagation | Crater formation; Spalling; Tool breakage |
Table 2.
Maximum tool-life, in minutes, for the different coatings (based on the information taken from [60]).
Table 2.
Maximum tool-life, in minutes, for the different coatings (based on the information taken from [60]).
| Coating | No. | Maximum Tool-Life (min) |
|---|---|---|
| AlCrN | 1 | 200 |
| AlCrN-based | 2 | 300 |
| TiSi-based | 3 | 650 |
| TiCN | 4 | 500 |
| ZrN | 5 | 550 |
| TiAlN | 6 | 700 |
| PCD | 7 | 1000 |
Table 3.
Different wear behavior and tool-life for different coating designs.
| Coating Design | Wear Behavior | Tool Life |
|---|---|---|
| Monolayer Coating | Abrasive wear; Adhesive wear; Coating delamination/destruction | Medium tool life |
| Multilayer Coating | Abrasive wear; Adhesive wear; Coating delamination | High tool life |
| Nanostructured Coating | Abrasive wear; Adhesive wear | Very high tool life |
| Diamond Coating | Abrasive wear; Adhesive wear | Very high tool-life |
Table 4.
Influence of sustainable machining methods in the overall surface-finish quality, tool-life and enviornmental impact.
Table 4.
Influence of sustainable machining methods in the overall surface-finish quality, tool-life and enviornmental impact.
| Lubrication Regimen | Surface-Finish Quality | Tool Life | Sustainability |
|---|---|---|---|
| Flood cooling | High surface finish quality | High tool-life | Unsustainable |
| Dry cutting | Average surface finish quality | Low tool-life | High sustainability |
| MQL | High surface finish quality | Average tool-life | Average sustainability. |
| Cryogenic cooling | Very high surface finish quality | Very high tool-life | Average sustainability; High maintenance cost; High initial cost |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. https://doi.org/10.3390/coatings10030235
AMA Style
Sousa VFC, Silva FJG. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings. 2020; 10(3):235. https://doi.org/10.3390/coatings10030235
Chicago/Turabian StyleSousa, Vitor F. C., and Francisco J. G. Silva. 2020. "Recent Advances on Coated Milling Tool Technology—A Comprehensive Review" Coatings 10, no. 3: 235. https://doi.org/10.3390/coatings10030235
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.