
A Practice for the Application of Waste in Road Asphalt Pavements in an Eco-Friendly Way



Department of Civil, Construction and Environmental Engineering, University of Naples Federico II, Via Claudio 21, 80125 Naples, Italy
*
Author to whom correspondence should be addressed.
Appl. Sci. 2021, 11(19), 9268; https://doi.org/10.3390/app11199268
Submission received: 15 September 2021
/
Revised: 30 September 2021
/
Accepted: 30 September 2021
/
Published: 6 October 2021
(This article belongs to the Special Issue Development and Performance of Asphalt Mixtures to Address Environmental Challenges)
Abstract
:The integration of circular economy principles in the design of road pavements raises the problem of obtaining high-performance asphalt mixtures for reduction of waste and environmental pollution compared to traditional solutions. In this study, the base and binder layers of road asphalt pavements were prepared by using reclaimed asphalt pavement and construction and demolition waste as coarse aggregates, while jet grouting waste and fly ash served as fillers. A leaching test was performed for the marginal materials, after which the engineering performances of the designed asphalt mixtures were investigated through laboratory tests. A life cycle assessment methodology was applied to determine the life cycle impacts of one cubic meter of each asphalt solution. Next, a multi-criteria decision analysis (MCDA) was performed for the solutions suggested for the binder and base layers. Finally, a sensitivity analysis was conducted to identify the most suitable MCDA solutions by varying the weights for a total of 24 different weight configurations. The results of this work revealed that the solutions utilizing jet grouting waste (in particular, the hot asphalt mixture for the binder layer and cold asphalt mixture for the base layer) were preferred to other traditional and alternative solutions in most decision-making scenarios.
1. Introduction
One of the seventeen objectives of the 2030 Agenda for Sustainable Development refers to grow quality, reliable, sustainable and resilient infrastructure, strengthening economic development and social well-being [1].
To provide a response to these objectives, in the road pavement sector, the production of more sustainable asphalt pavements is attracting great interest for researchers [2,3]. On the one hand, several waste materials have been employed to enhance the properties of bitumen and asphalt mixtures [4,5]. Those materials include sulphur [6], mineral acids [7] and waxes [8], but the most employed waste materials are the plastics (i.e., polymers) [9,10], which include: Polyethylene Terephthalate (PET) [11], High density polyethylene (HDPE) [12,13], Low Density Polyethylene (LDPE) [14], Polystyrene (PS) [15], Polyurethane (PU) [16,17], Polypropylene (PP) [18], acrylonitrile butadiene styrene (ABS) [19], polyvinyl chloride (PVC) [20,21,22] and ethylene vinyl acetate (EVA) [23,24].
Some of these materials are usually used as bitumen modifiers, whose beneficial performance effects are highlighted in comparison with traditional bitumen and commercial modified bitumen [25,26].
For example, Ren et al. [27] adopted the lignin, the major waste from biofuel and paper industries, as a modifier to enhance the performance of 70/100 penetration grade bitumen. Three different dosages of lignin of 10, 20 and 30% by the weight of binder were analysed. The results showed that the lignin enhances the complex modulus and rutting factor of bitumen; in fact, for a lignin dosage of 30%, the recovery percentage resulted to be 3.87 times higher than that of virgin bitumen, while the related creep compliance decreased by 0.72 times.
Mashaan et al. [28] investigated the impact of using waste PET in binder class C320 by assessing the rheological properties of three modified bitumen with PET contents of 4%, 6% and 8% by the weight of the binder. It was found that 8% is the ideal PET content to reduce the bitumen susceptibility to cracking and deformation at high temperature.
On the other hand, multiple waste materials are analysed as possible aggregates substitutes in asphalt mixes [29,30,31]. There is a wide range, including glass [32], scrap tires [33], concrete [34,35], carbon black [36], ashes [37], ceramics [38], steel slag [39,40,41], recycled brick powder, ref. [42] and others such as jet-grouting waste [43] and fluorescent lamps waste [44].
Zou et al. [45] evaluated the feasibility of replacing natural aggregate in emulsified asphalt mixtures (EAM) with recycled aggregates produced from construction and demolition waste (CDW). The mixture with 80% CDW in the grading curve showed better high-temperature performance but poorer low-temperature performance and moisture damage resistance compared to the traditional mixture made up of 100% natural aggregates.
Acosta Alvarez et al. [46] investigated the effects of reusing a particular type of CDW, namely the recycled concrete aggregates, whose size falls within a range 5–13 mm; four HMAs solutions were investigated with the substitution of 3, 6, 12 and 24% of the limestone aggregates with CDW. The results showed that four innovative mixtures returned an Indirect Tensile Strength Ratio (ITSR) on average 8% higher than a traditional HMA. Benefits of the alternative mixtures may be assigned to the residual inactivated cement of the recycled concrete particles, which activate the self-cement properties in contact with water.
Actually, the most common technology to fabricate asphalt mixtures is the hot process, where the mixing phase (involving the aggregates, bitumen, and filler) occurs at the temperatures of 170–180 °C. With the aim of minimizing the negative impacts on the environment when the asphalt mixtures are produced, new technologies have become established: the warm and cold process [47,48]. These two technologies reduce energy consumption by lowering the temperature at which asphalt mixtures are produced and laid [49]. In fact, the temperatures adopted for the warm process reach 100 °C [50], while the cold technology reaches at most 60 °C [51]. This last process is usually combined with the recycling of waste materials, in particular, the so-called reclaimed asphalt pavement (RAP), namely the waste produced from the removal of existing asphalt pavements.
The most popular pavement rehabilitation method including 100% RAP is Full-Depth Reclamation (FDR). Not always a blend with 100% RAP performs better than a traditional HMA. RAP features significantly influence the service life and performance of recycled pavements [52]. Therefore, the cold recycling of RAP also involves the addition of cement in the mixtures. Some researchers [53] confirmed that the presence of cement improves the indirect tensile strength (ITS) and the ITSR of the final mixture.
Looking at the effect of cement on cold recycled asphalt solutions, Sadoon et al. [54] investigated different contents (0%, 2%, 4%, 6% and 8% by the mass of dry aggregates) and types of cement (ordinary Portland cement, calcium aluminate cements and calcium sulphate) added to a 100% RAP mixture; they found that, when using high quantities of Portland cement, it is possible that some cement remains non-hydrated as a solid powder, especially in the upper parts of specimens. Consequently, that amount of cement does not contribute to the performance of the asphalt mixtures.
Owing to the significant environmental impact of asphalt mixtures, life cycle assessment (LCA) was performed in some works comparing alternative treatments [55]. For example, Santos et al. [56] applied LCA methodology to a 5.9-km road segment to compare two different base layers with a thickness of 13 cm, which contained traditional HMAs and a cold in-place recycled mixture (CIRM) with 100% RAP produced by milling an existing asphalt base layer. A climate change (CC) impact indicator was selected to express the contribution of CO2, CH4 and N2O gases to the warming of Earth’s climate due to human activities. The obtained results showed that the CC indicator of the CIRM solution was 81% lower than that of HMA.
Other research works focused on developing a methodology that could identify the best alternative treatment by performing a multi-criteria decision analysis (MCDA) [57,58]. This strategy has been widely adopted to (a) determine the most suitable technology for reusing RAP in central plant hot recycling, hot in-place recycling, central plant cold recycling and cold in-place recycling applications [59]; (b) compare various asphalt mixtures based on their engineering performance and life cycle cost indicators [60], cost, environmental and social indicators of the life cycle [61] or engineering performance and service life [62].
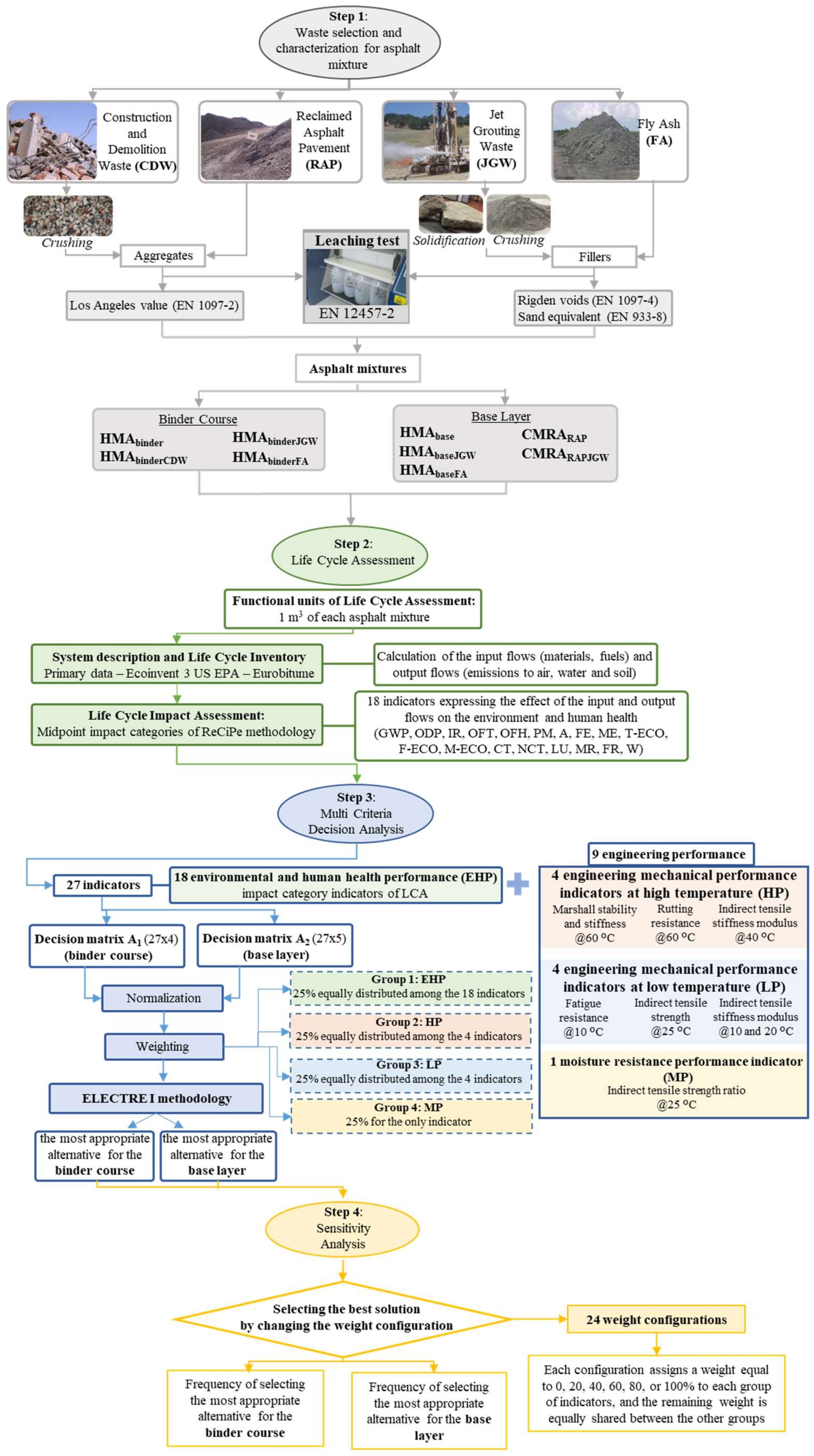
On the basis of the above, a new methodological tool was developed in this study for the selection of the most appropriate asphalt mixture solution containing waste materials in substitution of natural aggregates. The sensitivity analysis based on the results of a multicriteria decision analysis has been performed with the aim to bring together the goals of maximizing asphalt materials’ engineering performance and minimizing both the use of natural resources and the overall environmental impacts of the life cycle evaluated through LCA methodology.
A total of four marginal materials were investigated and reused, such as CDW (waste produced during construction and demolition of houses, building or other structures, made up of concrete, bricks, gypsum and other debris), RAP, JGW (waste produced during soil consolidation works) and fly ashes (FA).
A summary of the research phases is reported in Figure 1.
2. Materials and Methods
2.1. Materials
In this study, for the preparation of asphalt mixtures, four marginal materials were employed replacing both natural aggregates and fillers. The wastes were as follows:
- Jet grouting waste (JGW) obtained from the consolidation works of an underground highway tunnel;
- Construction and demolition waste (CDW) derived from the demolition of buildings;
- Reclaimed asphalt pavement (RAP) originated from the milling of deteriorated asphalt pavements;
- Fly ashes (FA) generated by the coal combustion process to produce electricity;
JGW and CDW required a grinding process of 120 min (after that, no variation in the grading curve arose) to obtain their final size, during which the materials were examined every 30 min. On the contrary, FA and RAP were adopted as replacement of filler and coarse aggregates, respectively, without a grinding transformation.
The environmental compatibility of the four waste materials was assessed by the leaching test in compliance with the EN 12457-2 standard [63] (see Figure S1 in Supplementary Materials). The results of the analysis, as shown in Table S1a in Supplementary Materials, demonstrated the environmental applicability of the four wastes (JGW, CDW, RAP and FA) since the concentration of the pollutant resulted lower than the limits set by the Italian Ministerial Decree of 5 February 1998 [64].
The physical properties in terms of equivalent sand and Rigden voids and the mechanical properties expressed in terms of Los Angeles value of the limestone aggregates and waste materials are reported in Table S1b. The results of these properties allowed to made observations regarding the collocation of the waste into road pavement stratigraphy. Since the RAP exhibited poor Los Angeles value that represents the abrasion resistance of the aggregate, it was decided to use it into the base layer; on the contrary CDW was reemployed for making the binder course. In the case of JGW and FA, their mechanical properties allowed to re-use them in both binder and base layer.
A total of nine asphalt mixtures were designed comprising the four wastes mentioned whose grading curve followed the requirements of the EN 13108-1 standard [65].
Three different binders were adopted; in detail, a 50/70 penetration grade bitumen was used for making hot asphalt mixtures while for the cold one, a cationic bitumen emulsion and a Portland cement 325R were used.
The mechanical investigation of the four asphalt mixtures (see Figure S2 in Supplementary Materials) were evaluated by investigating the engineering performance reported in Table 1 in compliance with the EN standards.
The optimum bitumen content (OBC) was identified in correspondence to the maximum S value [65] (see Table 2, Table 3 and Table 4) for the hot asphalt mixtures of the binder (see Table 2a) and base (see Table 2b) layer, while for the cold asphalt mixtures, designed only for the base layer (see Table 2b), the optimum solution was identified by considering those with the specific gravity and ITS value, assessed at the 28th curing day [72], close to those of HMAbase (see Table 4). Therefore, the optimum cement, water and bituminous emulsion content were 1.5, 5 and 3.75% by the weight of the grading curve for CMRARAP solution, respectively, and 0.5, 5 and 5% for CMRARAPJGW, respectively.
2.2. LCA of Asphalt Road Pavement Mixtures
LCA methodology [73] was employed (using a commercial licensed software for LCA assessments [74]) to assess the environmental impacts of the nine asphalt road pavement mixtures during their life cycles. In this process, one cubic meter of each solution (functional unit) was examined. The LCA procedure consisted of two main parts: life cycle inventory (LCI) and life cycle impact assessment (LCIA).
For the designed binder course and base layer mixtures, LCI was performed to investigate the input flows of different components (including the raw materials used for the construction/maintenance of facilities and machinery) as well as water and fossil fuels, and the output flows of pollutants emitted into the air (CO2, CO, CH4, NOx, SO2, non-methane volatile organic compounds (NMVOCs) and particulate matter) and water (chemical oxygen demand (COD), biological oxygen demand (BOD), nitrogen, sulphur and phosphorus compounds).
Let M be a set of the analysed functional units with M = {1, … p, … o}, o = 9 (the total number of asphalt mixtures). In this case, LCI is evaluated using Equation (1) for each functional unit.
where:
- is the generic entry of the inventory matrix, namely the flow of the r-th component during the v-th process of the life cycle for the p-th asphalt mixture solution;
- r belongs to the range [1; 19] and represents the mentioned inventory flows (5 input flows and 14 output flows);
- v belongs to the range [1; 6] and represents various macro-processes of the life cycle, such as the following:
- (i)
- Supplying secondary raw materials from the recycling facility to the asphalt plant;
- (ii)
- Production of natural aggregates and filler particles and their transport from the quarry to the asphalt plant;
- (iii)
- Production of the binders (bitumen for HMAs, bitumen emulsion and cement for CMRAs) and their transport from the refinery to the asphalt plant;
- (iv)
- Production of the asphalt mixtures and their transport from the asphalt plant to the construction site (except for CMRAs manufactured on site);
- (v)
- Construction and laying of the road pavement;
- (vi)
- Milling and waste disposal at the end of the service life.
- p belongs to the range [1; 9] and represents the asphalt mixture solutions.
After that, the LCIA procedure was performed using ReCiPe methodology [75] which converts the 19 flows of the specified components into 18 midpoint category indicators, where the flow of each component can affect one or more impact categories: global warming (GWP); stratospheric ozone depletion (ODP); ionizing radiation (IR); the negative effects of ozone formation on terrestrial ecosystems (OFT) and human health (OFH); fine particulate matter formation (PM); terrestrial acidification (A); freshwater eutrophication (FE); marine eutrophication (ME); terrestrial, freshwater and marine ecotoxicities (T-ECO, F-ECO and M-ECO); human carcinogenic and non-carcinogenic toxicities (CT and NCT); land use (LU); mineral and fossil resource scarcity (MR and FR); and water consumption (W).
The component flows were converted into the impact category indicators using different characterization (weighing) factors to aggregate heterogeneous inventory flows (e.g., CO2, CO and CH4) into homogeneous impact category indicators (e.g., GWP) expressed by specific measurement units (e.g., kg CO2 equivalent for GWP) and determine the cumulative effect of different components on the environment.
Therefore, each impact assessment matrix of the p-th asphalt solution was calculated from the inventory matrix Fp according to Equation (2).
where CF is the matrix of the characterization factors whose generic entry cft,r converts the r-th component of each process of the inventory matrix into the t-th impact category indicator of the impact assessment matrix.
Finally, the impact assessment matrixes of the nine asphalt mixtures were combined into a single txp global impact assessment matrix IC, whose generic entry ict,p for MCDA is expressed by Equation (3).
where ict,p is the indicator of the t-th impact category for the p-th asphalt mixture, which is obtained by summing up the t-th impact indicators of each of the v mentioned macro-processes of the life cycle (namely, each row of the impact assessment matrix ICp).
2.3. MCDA Procedure
As mentioned above, the four asphalt solutions prepared for the binder course and five asphalt solutions prepared for the base layer were compared using 18 environmental and 9 engineering performance indicators (see Table 2 and Table 3). Let I be the total set of the adopted indicators, such as with l equal to 27. Let M1 and M2 be the separate sets related to the asphalt mixtures prepared for the binder layer ( with m = 4) and base layer ( with n = 5).
By calculating all indicators for each asphalt mixture, two distinct decision matrixes A1 and A2 were obtained, as shown in Equation (4) and Table 2 and Table 3 (see also the flow diagram depicted in Figure 2).
The generic entry a1,ij of A1 represents the value of the i-th indicator related to the j-th asphalt mixture for the binder layer, while a2,ik is the value of i-th indicator related to the k-th asphalt mixture for the base layer matrix (A2).
Afterwards, the decision matrixes (A1 and A2) were normalized according to Equations (5) and (6) depending on the indicator type to obtain the normalized decision matrixes N1 and N2, respectively (see Table S2 and Equation (7)). Specifically, Equation (5) was used to normalize the S, MS, ITSM, ITS, ITSR and Nf indicators (here, 0 represents the worst performance, and 1 denotes the best performance), while Equation (6) was used for RD and all indicators from the environmental impact category (in this case, 0 and 1 have the opposite meanings).
where:
- and are the normalized i-th indicators belonging to the range [1; 27] of the j-th binder solution and k-th base solution, respectively (j belongs to [1; 5], and k belongs to [1; 4]);
- and are the maximum and minimum values of the i-th indicator, respectively, among all solutions suggested for the binder course;
- and are the maximum and minimum values of the i-th indicator, respectively, among all solutions suggested for the base layer.
2.4. ELECTRE I Application
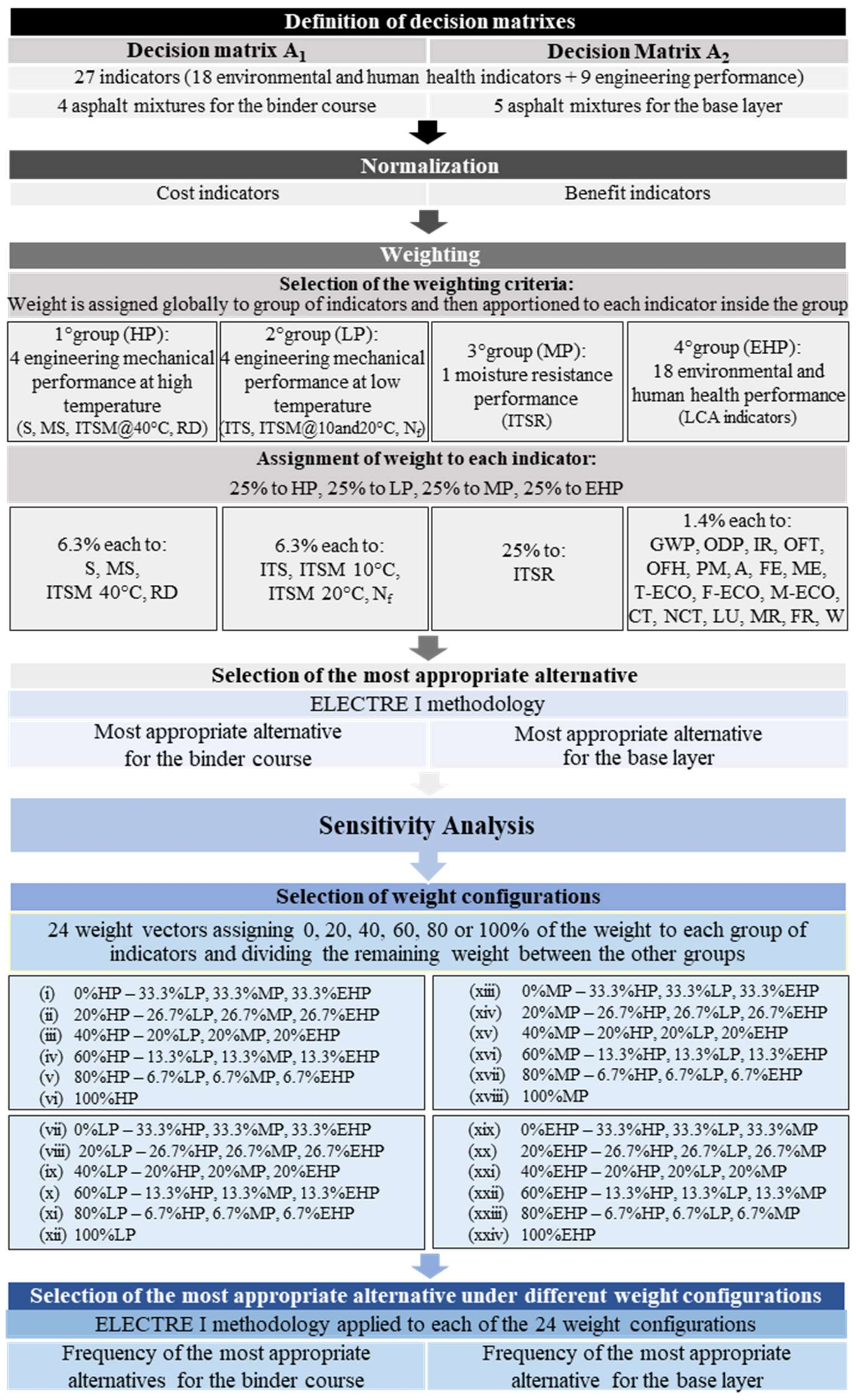
All the utilized 27 indicators were categorized into four groups (four for the solutions suggested for the base layer and four for the solutions belonging to the binder layer) as follows:
- Engineering performance of the asphalt mixtures assessed at high test temperatures (HP) that includes four indicators: S (60 °C), MS (60 °C), ITSM (40 °C), and RD (60 °C);
- Engineering performance of the asphalt mixtures assessed at low test temperatures (LP) that involves five indicators: ITS (25 °C), ITSM (10 and 20 °C), and Nf (10 °C);
- Moisture resistance of the asphalt mixtures (MP) accessed by estimating ITSR at 25 °C;
Environmental and human health performance of the asphalt mixtures (EHP) that involves 18 indicators from the midpoint impact LCA category described in Section 2.2.
The weight vector was determined by assigning equal weights to the four groups of indicators, namely, HP (25%), LP (25%), EHP (25%) and MP (25%). The weight assigned to each group was equally divided among all indicators in this group.
ELECTRE I represented an MCDA method, which considered the interactions between different pairs of alternatives. To compare all such pairs, a concordance index ( for the binder layer, and for the base layer) and a discordance index ( for the binder layer, and for the base layer) were determined. In particular, the concordance and discordance indexes were calculated for each pair (j-th; j’-th) of alternatives for the binder layer by Equations (8) and (9), respectively.
where:
- is the concordance index of the (j-th; j’-th) pair of alternatives of the binder layer with j and j’ belonging to the range [1; 5];
- and are the normalized i-th indicators belonging to the range [1; 27], which are calculated via Equations (6) and (7), respectively, for the j-th and j’-th binder solutions with ;
- is the weight of the i-th indicator with
- is the discordance index of the (j-th; j’-th) pair of alternatives for the binder layer with j and j’ belonging to the range [1; 5];
- and are the normalized i-th indicators belonging to the range [1; 27], which are calculated via Equations (5) and (6), respectively, for the j-th and j’-th binder layer solutions with .
Note that the same concordance and discordance indices were also computed for each pairwise comparison between the k-th and k’-th alternatives of the base layer solutions with k and k’ belonging to the range [1; 4] to obtain the and values.
The concordance and discordance thresholds were initially set to the mean values of all concordance and discordance indices assessed for each layer, respectively. As a result, and were obtained for the binder layer and and for the base layer, and alternative j was preferred to alternative j’ if and for the binder layer and and for the base layer.
If more than one asphalt mixture satisfied the conditions specified above, the concordance threshold was progressively lowered, and the discordance threshold increased until only one optimal solution was obtained.
The next steps involved the sensitivity analysis that played an important role in verifying the MCDA results. In total, 24 different weight configurations were applied to the decision matrices of the binder and base layer in addition to that used for ELECTRE I methodology. Specifically, relative weights of 0, 20, 40, 60, 80 and 100% were assigned to each of the four groups of indicators (HP, LP, MP and EHP), and the remaining weights (100, 80, 60, 40, 20 and 0%, respectively) were divided equally among the other groups. Inside each group, the assigned weight was divided equally among all indicators (see Figure 2). Table S3 lists the 24 weight configurations applied.
Therefore, MCDA was conducted for each of the 24 weight configurations, and the most suitable alternative was selected for the binder and base layers. Subsequently, the frequency of occurrence of the best alternatives was calculated according to ELECTRE I methodology and compared with the value obtained without the sensitivity analysis.
3. Results and Discussion
3.1. Mechanical Performance
The obtained results (see Table 3) show that the asphalt mixtures prepared for the binder layer exhibit better mechanical performance than that of the traditional HMA solutions. In particular, the mechanical properties of HMAbinderJGW are superior to those of HMAbinder (S (+144%), MS (+86%), ITS (+23%), ITSR (+10%), ITSM (+23% on average), RD (−7%) and Nf (+80%)) and the remaining solutions (average 26% improvement of all engineering performance characteristics as compared with those of HMAbinderCDW and HMAbinderFA). Similar results in terms of fracture resistance were found by Fakhri an Ahmadi [76] using a different waste material, namely the steel slag aggregates, added in similar percentage to the asphalt mixture.
For the base layer, the CMRAs exhibited lower RD values than that of the traditional HMAbase. In addition, the other engineering performance indicators were significantly improved after JGW addition (CMRARAPJGW), leading to higher MS, ITS and ITSM (+27%, +10% and +68%, respectively) as compared with HMAbase. These results are easily comparable with those obtained by Gómez-Meijide et al. [77], who used CDW in substitution of natural aggregates; they found that the asphalt mixture with CDW had a significantly lower permanent deformation than that of the traditional one.
3.2. System Description and LCI of Asphalt Mixtures
3.2.1. Natural Aggregate, Sand and Filler Production
Considering the amounts of the coarse aggregates and sand required for preparing the asphalt mixtures solutions (Table 1), the highest savings were obtained by increasing the marginal material contents as follows: HMAbinderCDW saved 7.8 kgCO2/m3 compared to HMAbinder, while CMRARAP and CMRARAPJGW saved 13.7 and 14.9 kgCO2/m3 compared to HMAbase, respectively.
3.2.2. Recycled Aggregate Supplies
JGW, FA, CDW and RAP were added to the binder and base layers in a functional unit (1 m3) of the studied asphalt mixtures (Table 1). First, JGW was produced at the construction site; therefore, it was milled by a mobile ball mill (CMRARAPJGW solution) or directly transported to the asphalt plant located 20 km away followed by milling (HMAbinderJGW and HMAbaseJGW solutions). Meanwhile, CDW was supplied to the asphalt plant from a distance of 20 km and then milled to a desired aggregate size. FA was stored in a dedicated local plant and then transported to the asphalt plant located 100 km away without size reduction actions. RAP was produced by milling the existing asphalt pavement at the construction site without any crushing actions.
Notably, all the waste-containing asphalt mixtures exhibited lower CO2 emissions than those of the traditional mixtures by 7% on average. This advantage was maximized for the cold mixtures, among which CMRARAP decreased the CO2 emissions by 10% as compared with that of HMAbase, and CMRARAPJGW demonstrated a further 13% CO2 emission reduction with respect to that of CMRARAP.
3.2.3. Binder Production
For the asphalt binder production (see Figure S3i for the hot asphalt mixtures and Figure S3i for the cold recycled mixtures), the required parameters were obtained from Eurobitume [78] by considering the binder contents determined in the previous sections (Table 1); the Ecoinvent database [79] was used for the Portland cement production and transportation, while the transportation distances were known in this study. Note that the cement was purchased by the asphalt producer and then transported to the construction site for the cold in-place recycling at a distance of 20 km.
Considering the production of bitumen, bitumen emulsion and cement, CMRARAP lowered the overall CO2 emissions by 16% with respect to that of HMAbase, while CMRARAPJGW with a 1% lower optimum cement content accounted for the further 15% reduction of CO2 emissions.
3.2.4. Production, Laying and Compaction of Asphalt Mixtures
The section describes the inventory flows of 1 m3 of the produced, laid and compacted road asphalt pavement mixtures.
Different processes were considered for the hot asphalt mixtures and cold in-place recycled asphalt mixtures, as described below:
During the hot in-plant production (see Figure S3i), the input and output flows of all HMA solutions were assumed to be the same. The unit processes included the following operations and parameters mainly provided by local contractors: (a) the transportation of coarse aggregates and sand from stockpiles to the mixing equipment using a wheel loader with a productivity of 60 m3/h powered by diesel fuel; (b) the natural gas consumption for drying aggregates in the drum dryer of the production plant was equal to 8.79 m3/t; (c) the electricity consumption during the bitumen storage at 180 °C and mixing the aggregates, fillers and bitumen was equal to 4.37 kWh/t; and (d) the NMVOC emission to air for each ton of the produced hot asphalt mixture was 0.19 g according to the United States Environmental Protection Agency (2004) [80]. The hot asphalt mixtures were hauled over a distance of 20 km to the construction site by trucks. Afterwards, 1 m3 of an asphalt mixture was laid by a paver and compacted by a roller machine (both pieces of equipment had a productivity of 45 t/h). The production and transportation of the hot asphalt mixtures account for the global emission of 15.8 kg CO2/m3, while the laying and compacting operations produce 6.2 kg CO2/m3.
For the cold in-place recycled mixtures (see Figure S3i), the natural raw materials were hauled from the asphalt plant to the construction site by different trucks. The milled RAP was placed over the surface by a motor grader with a productivity of 1815 m2/h. A pulvimixer was utilized to mix and bind together the natural aggregates, marginal materials (RAP or RAP and JGW), cement, water and bitumen emulsion (see Table 2b) supplied at the construction site and then lay the resulting mixture on the pavement surface at a productivity of 750 m2/h. Subsequently, the cold mixture was compacted to a desired bulk density (Section 2.1) using a large pneumatic tire roller and a large vibratory steel wheel roller with productivities of 45 t/h.
In synthesis, the lower heating temperature (60 °C) of the cold in-place recycling operations as compared with that of HMA production (180 °C) required a lower amount of fuel and thus reduced the CO2 emissions by 20 kg CO2/m3 during the laying and compaction operations.
End of Life
The CO2 emissions in the end of life phase that involved the demolition and disposal of the old milled asphalt pavements (Figure S3i,ii) were equal for all the analysed asphalt mixtures (48.4 kg CO2/m3) and, therefore, were not considered further in this study.
3.3. LCA Indicators
The LCIA midpoint indicators of the life cycles of the nine road asphalt pavement solutions are presented in Table 3 for binder layer and Table 4 for base layer. They show that HMAbinderJGW is not significantly different from HMAbinder (−1.5% on average for all impact category indicators) due to the higher optimum bitumen content (+0.75%) that is required to achieve satisfactory engineering performance. However, HMAbinderJGW has on average 8% lower GWP, A, OFT, OFH and FR values than those of HMAbinderCDW.
HMAbinderFA exhibits the best performance among the mixtures for the binder layer characterized by the average 2% reduction of all impact indicators as compared with those of HMAbinder, HMAbinderCDW and HMAbinderJGW due to the lower OBC and absence of the FA crushing phase.
The corresponding hot asphalt solutions for the base layer (HMAbaseJGW and HMAbaseFA) demonstrated better environmental performance as compared with that of the traditional HMAbase (−6% on average for all impact indicators) as well as HMAbinderJGW and HMAbinderFA due to the lower natural filler amount and OBC (−0.7% on average).
Reusing FA produced the HMAbaseFA mixture, which was most suitable among the hot asphalt solutions for the base layer (−2% on average for all impact category indicators) and binder layer (−4% on average for all impact category indicators).
Comparing CMRARAP to HMAbase, the most remarkable reduction of the impact indicators was observed for FE, which decreased by 87% for the first solution due to the lower amount of nitrogen and phosphorus compounds released in water during aggregate production. In addition, OFT decreased by 36% because of the elimination of the hot in-plant mixing phase and related NMVOC emissions.
Finally, CMRARAPJGW was found to be the most environmentally friendly alternative among the prepared hot and cold asphalt mixtures for the base layer (−35% and −4% on average for all impact indicators, respectively). In particular, the impact indicators IR, OFT and MR of CMRARAPJGW are on average 12% lower than those of CMRARAP due to the lower gaseous and particulate air emissions and minerals consumption required to produce the aggregates and cement (see Table 2b). The same results have been demonstrated by Bonoli et al. [81], who showed that the recycling of RAP combined with steel slag aggregates provides benefits by reducing the consumption of virgin bitumen and aggregates and, at the same time, by reducing the CO2 equivalent emissions.
3.4. Performance Evaluation Based on MCDA and Sensitivity Analysis
In this section, ELECTRE I methodology was applied to the normalized matrixes of the analysed alternatives (see Table S2). The obtained results revealed that HMAbinderJGW was the optimal solution for the binder layer, while CMRARAPJGW was the optimal solution for the base layer in terms of the four defined groups (HP, LP, EHP and MP) with constant weights of 25%.
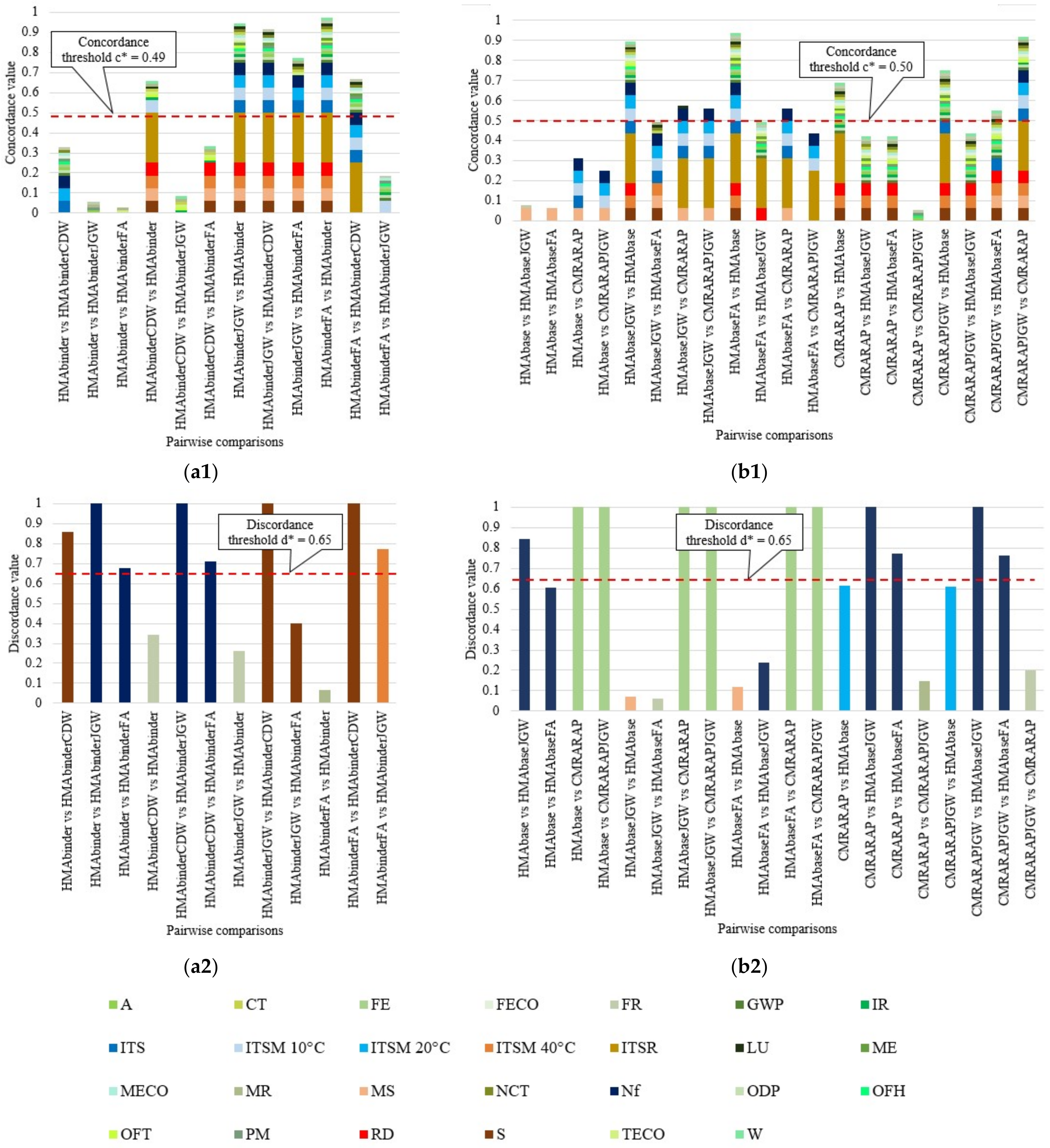
As indicated by the concordance and discordance values determined for the binder layer (Figure 3(a1,a2)) and base layer (Figure 3(b1,b2)), HMAs exhibited the lowest concordance and highest discordance indices as compared to thresholds c* and d*, respectively. Consequently, the HMA solutions were outperformed by the other solutions in all pairwise comparisons.
In terms of the engineering performance evaluated both at high and low temperatures, HMAbinderJGW was often preferred to the other hot asphalt mixtures designed for the binder layer because its concordance and discordance indices were higher than the c* threshold (see Figure 3(a1)) and lower than the d* threshold (see Figure 3(a2)). However, the HMAbinderFA performance was better than that of HMAbinder and worse than the performances of the other mixtures fabricated from the marginal materials. On the contrary, HMAbinderCDW was never preferred to the other hot asphalt mixtures (see Figure 3(a1)), except for HMAbinder due to its higher S value at 40 °C.
Considering the base layer alternatives, the hot asphalt mixtures were less favourable than CMRAs because they reached the highest average values of the discordance indices for the environmental indicators (see Figure 3(b2)). CMRARAPJGW was always preferred to HMAbase, HMAbaseJGW and HMAbaseFA (−34% for all impact indicators on average) as well as to CMRARAP in terms of HP, MP and EHP, as indicated by the concordance indices presented in Figure 3(b1). Meanwhile, the discordance indices of the CMRAs were slightly below or little above the discordance threshold d* as compared to the hot asphalt mixtures in terms of LP (see Figure 3(b2)) and especially ITSM at 20 °C and Nf.
Although the hot asphalt mixtures are outranked by the CMRAs, HMAbaseJGW exhibits the lowest discordance index among the base layer alternatives compared with that of the HMAbaseFA solution, indicating that even its worst indicator (FR) was not very different from the best value obtained for the hot asphalt mixtures.
In general, as opposed to JGW and FA, CDW addition resulted in small environmental benefits and worsened the LP characteristics as compared with that of HMAbinder.
A sensitivity analysis was conducted to corroborate the MCDA results by varying the weights of the four groups of indicators (see Figure 2) to obtain 24 different scenarios, as described in Section 2.3.
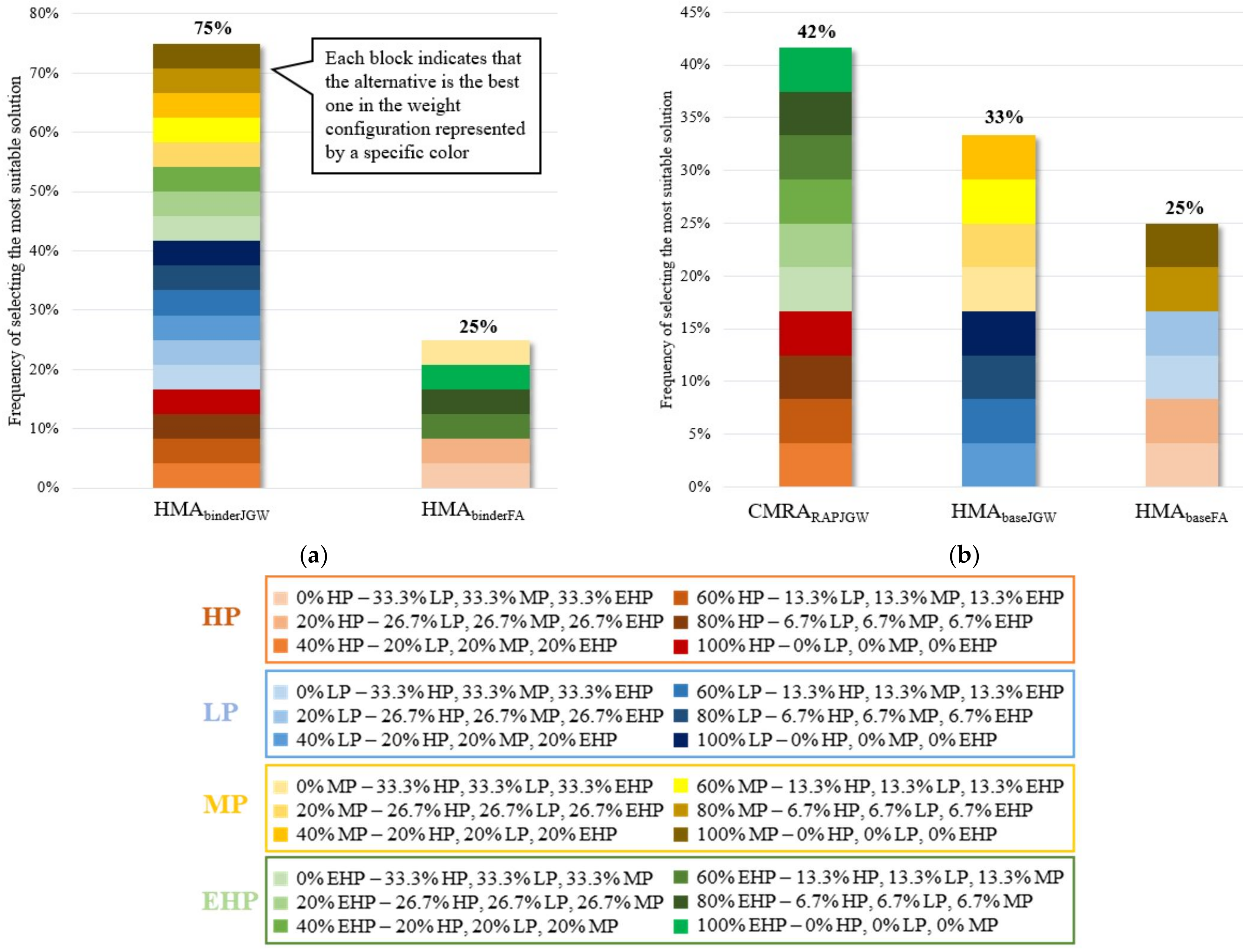
Figure 4a,b shows the solutions selected for the binder and base layers, respectively, at least one time as the best alternatives (their concordance indices were above the concordance threshold, while the discordance indices were below the discordance threshold) with weight configurations that made them preferable to the other solutions. The selection frequency of the best solutions for the p-th alternative (fp) was calculated via Equation (10).
where:
np is the number of times the p-th alternative of the binder layer or the base layer is selected as the best solution; and n is the total number of analyses (24) performed in different weight configurations.
According to the results obtained for the binder layer (see Figure 4a), HMAbinderJGW was the best alternative for 18 out of 24 weight configurations (75% of all cases); HMAbinderFA was selected in the remaining 25% cases, while HMAbinder and HMAbinderCDW were never preferred. The results obtained for the base layer (see Figure 4b) revealed that CMRARAPJGW was selected as the best alternative for 10 out of 24 weight configurations (42%), HMAbaseJGW for 8 out of 24 configurations (33%) and HMAbaseFA for 6 out of 24 configurations (25%), while HMAbase and CMRARAP were never selected as the preferable solutions.
The data presented in Figure 4a for the binder asphalt mixtures can be summarized as follows:
- HMAbinderJGW was the solution that produced the highest concordance and low discordance values; it also represented the best alternative regardless of the weight assigned to the LP group of indicators (the blue shades in Figure 4a) and was selected either when LP was the only criterium of the analysis procedure or when LP was excluded. Because HMAbinderJGW had the best HP group among the binder solutions, it also outranked all other solutions when the weight of this group exceeded 20% (see the dark shades of red in Figure 4a). Hence, HMAbinderJGW can be used at various pavement service temperatures in the range of 10–60 °C. Similar conclusions may be drawn from the yellow shades in Figure 4a, which represent the configurations with MP weights varying between 20% and 100%.
- When the weight assigned to the EHP group is equal to or higher than 60% (the dark shades of green in Figure 4a), HMAbinderFA outranks the other binder alternatives in all pairwise comparisons mainly due to the low values of ecotoxicity (M-ECO and F-ECO) and human toxicity (NCT), which were primarily derived from the limestone filler production; thus, HMAbinderFA stands out when the mitigation of environmental and human health impacts is the main decision criterium. Instead, HMAbinderFA does not produce a good HP group, making it mainly suitable for cold climate regions. The last weight configuration that makes HMAbinderFA the best solution for the binder layer does not take into account the MP group (0% MP); this scenario can arise in dry climates or when the groundwater has little effect on the deterioration of pavement materials.
The results presented in Figure 4b for the base asphalt mixtures can be summarized as follows:
- CMRARAPJGW is preferred to the other base layer alternatives regardless of the weight assigned to the EHP indicators (from 0% to 100%; see the dark shades of green in Figure 4b). In particular, the preference of CMRARAPJGW over the other alternatives for the base layer increases when the weight of these indicators grows in the decision-making scenario (−34% on average for all environmental impact indicators as compared to those of HMAbase, HMAbaseJGW and HMAbaseFA). In addition, CMRARAPJGW is also preferred to the four remaining base layer solutions with HP indicator weights exceeding 40%, especially in terms of the S, ITSM and RD values, which increased by 13% and 26% and decreased by 17%, respectively.
- The hot asphalt solutions containing JGW and FA were always preferred to HMAbase regardless of the weight configuration; at the same time, HMAbaseJGW and HMAbaseFA often failed to outrank the cold solutions due to the high discordance indices (equal to 0.82 for the EHP group on average) and in particular due to the OFH, T-ECO, PM, MR and W impact category indicators whose values determined for both CMRARAP and CMRARAPJGW were much lower than those of HMAbase (−50%), HMAbaseJGW (−48%) and HMAbaseFA (−46%).
- HMAbaseJGW is the preferred alternative when a weight of 40% or more is assigned to the LP group (see the dark shades of blue in Figure 4b), which includes such indicators as ITS, ITSM at 10 and 20 °C and Nf. Moreover, HMAbaseJGW also produces the second best ITSR among the base layer solutions (1% lower than HMAbinderFA); therefore, it is selected as the best alternative when a weight up to 60% is assigned to the MP group.
- HMAbaseFA generally fails to outrank HMAbinderJGW and CMRARAPJGW from the mechanical viewpoint; hence, it is selected as the best alternative only when the engineering performance groups (LP and HP) are not the main decision criteria and have weights of less than 20%. Meanwhile, the highest moisture resistance makes it preferable to other solutions when the weight assigned to the MP group is equal or higher than 80%, which indicates its suitability for extremely wet areas with low traffic volumes.
4. Conclusions
In conclusion, base and binder layers of road asphalt pavements were designed by introducing reclaimed asphalt Pavement and Construction and Demolition Waste as coarse aggregates, while Jet Grouting Waste and Fly Ashes as a filler. A total of four hot asphalt mixtures were investigated for the binder layer and five asphalt mixtures for the base layer, of which two are hot asphalt mixtures and two are cold recycled mixtures. First, a leaching test of the marginal materials was carried out, and their physical properties were assessed to ascertain compliance for reuse in asphalt mixtures.
The results showed the following points:
- HMAbinderJGW solution has the best mechanical properties compared both to the traditional asphalt mixture HMAbinder (increase of S (+144%), MS (+86%), ITS (+23%), ITSR (+10%), ITSM (+13% at 10 °C, +18% at 20 °C and +60% at 40 °C) and Nf (+80%), reduction of RD (−7%)) and to all remaining solutions (improving on average by 26% all the engineering performance compared to both HMAbinderCDW and HMAbinderFA).
- The cold asphalt mixtures for the base layer returned higher resistance to the permanent deformations (lower RD) compared to the traditional HMAbase; in particular, CMRARAPJGW showed the best engineering performance indicators, returning higher stiffness at 40 °C, MS, ITS and ITSM (+27%, +10% and +68%, respectively) than HMAbase.
- In terms of environmental and human health performance of the life cycle, HMAbinderFA has the best performance between the mixtures for the binder layer, bringing on average a 2% reduction of all impact category indicators compared to HMAbinder, HMAbinderCDW and HMAbinderJGW, above all due to lower OBC and the absence of the crushing phase of FA; instead, HMAbinderJGW brings on average 1.5% reduction of all impact category indicators compared to HMAbinder but reaches 8% lower GWP, A, OFT, OFH and FR than HMAbinderCDW.
- CMRARAPJGW is the most environmentally performing alternative compared to all the other hot (−35% on average for all impact indicators) and cold asphalt mixtures (−4% on average for all impact indicators) for the base layer. Specifically, the impact indicators IR, OFT, and MR of CMRARAPJGW are on average 12% lower than CMRARAP due to lower gaseous and particulate emissions in air and minerals consumption to produce the aggregates and cement.
- MCDA and sensitivity analysis made it possible to identify which of the alternatives envisaged represents the most favourable solution in view of the indicators which are taken into account in a decision-making process for the construction and maintenance of a road pavement, such as high and low-temperature engineering performance, moisture resistance and environmental and human health performance. With a view to reducing raw materials consumption, decreasing greenhouse gas emissions and increasing the service life of asphalt pavements, it was possible to state that, when the operative conditions require the best mechanical performance independently from the average service temperature and humidity, HMAbinderJGW results the best alternative. Instead, when decision-makers look for a solution that not only produces the lowest environmental impacts during its useful life but at the same time returns the best resistance to high temperature conditions, the preference is the adoption of the CMRARAPJGW solution.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/app11199268/s1. Figure S1: Leaching test: (a) sample mineralisation, (b) stirring samples, (c) making samples for COD investigation, (d) titration for COD investigation and (e) plasma optical emission spectrometry for the detection of metals. Figure S2: Testing equipment for (a) Marshall test, (b) ITS, (c) ITSM, (d) Fatigue test and (e) wheel tracking test. Figure S3: Flowchart: unit processes of the life cycle of (i) hot asphalt solutions and (ii) cold in-place recycled asphalt mixtures. Table S1: Waste characterisation: (a) leaching test results vs. M.D. 05/02/1998, (b) mechanical properties. Table S2: Normalized engineering performance and environmental indicators for matrix N1 for binder course and N2 for base layer. Table S3: Percentage weight assigned to each indicator for the initial weight configuration and the additional 24 weight configurations of sensitivity analysis.
Author Contributions
Conceptualization, C.O. and F.R.; methodology, C.O. and R.V.; software, C.O.; validation, F.R. and R.V.; formal analysis, F.R.; investigation, R.V.; data curation, C.O., F.R. and R.V.; writing—original draft preparation, C.O. and F.R.; writing—review and editing, F.R. and R.V.; visualization, C.O. and F.R.; supervision, R.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are available on request due to restrictions, e.g., privacy or ethical.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Desa, U.N. Transforming Our World: The 2030 Agenda for Sustainable Development; United Nations: New York, NY, USA, 2016. [Google Scholar]
- Karaşahin, M.; Terzi, S. Evaluation of marble waste dust in the mixture of asphaltic concrete. Constr. Build. Mater. 2007, 21, 616–620. [Google Scholar] [CrossRef]
- Sargın, Ş.; Saltan, M.; Morova, N.; Serin, S.; Terzi, S. Evaluation of rice husk ash as filler in hot mix asphalt concrete. Constr. Build. Mater. 2013, 48, 390–397. [Google Scholar] [CrossRef]
- Farahani, H.Z.; Palassi, M.; Galooyak, S.S. Evaluating the effect of waste material on viscoelastic characteristics of bitumen. Pet. Sci. Technol. 2017, 35, 1601–1606. [Google Scholar] [CrossRef]
- Fauzi, A.; Fauzi, U.J.; Nazmi, W.M. Engineering Quality improvement of kuantan clay subgrade using recycling and reused materials as stabilizer. Procedia Eng. 2013, 54, 675–689. [Google Scholar] [CrossRef] [Green Version]
- Smagulova, N.; Kairbekov, Z.; Ermek, A.; Yermoldina, E. Production of bitumens from coal sources modified by elementary sulfur. Adv. Mater. Res. 2012, 535, 1815–1818. [Google Scholar] [CrossRef]
- Giavarini, C.; Mastrofini, D.; Scarsella, M.; Barré, L.; Espinat, D. Macrostructure and rheological properties of chemically modified residues and bitumens. Energy Fuels 2000, 14, 495–502. [Google Scholar] [CrossRef]
- Tasdemir, Y. High temperature properties of wax modified binders and asphalt mixtures. Constr. Build. Mater. 2009, 23, 3220–3224. [Google Scholar] [CrossRef]
- Wu, S.; Montalvo, L. Repurposing waste plastics into cleaner asphalt pavement materials: A critical literature review. J. Clean. Prod. 2021, 280, 124355. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Viscione, N.; Biancardo, S.A.; Oreto, C. Investigating the rheological properties of hot bituminous mastics made up using plastic waste materials as filler. Constr. Build. Mater. 2021, 270, 121394. [Google Scholar] [CrossRef]
- Chin, C.; Damen, P. Viability of Using Recycled Plastics in Asphalt and Sprayed Sealing Applications; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2019. [Google Scholar]
- Costa, L.M.; Silva, H.M.; Peralta, J.; Oliveira, J.R. Using waste polymers as a reliable alternative for asphalt binder modification–Performance and morphological assessment. Constr. Build. Mater. 2019, 198, 237–244. [Google Scholar] [CrossRef]
- Hınıslıoglu, S.; Ağar, E. Use of waste high density polyethylene as bitumen modifier in asphalt concrete mix. Mater. Lett. 2004, 58, 267–271. [Google Scholar] [CrossRef]
- Cuadri, A.; Roman, C.; García-Morales, M.; Guisado, F.; Moreno, E.; Partal, P. Formulation and processing of recycled-low-density-polyethylene-modified bitumen emulsions for reduced-temperature asphalt technologies. Chem. Eng. Sci. 2016, 156, 197–205. [Google Scholar] [CrossRef]
- Vila-Cortavitarte, M.; González, P.L.; Calzada-Perez, M.A.; Indacoechea-Vega, I. Analysis of the influence of using recycled polystyrene as a substitute for bitumen in the behaviour of asphalt concrete mixtures. J. Clean. Prod. 2018, 170, 1279–1287. [Google Scholar] [CrossRef]
- Salas, M.Á.; Pérez-Acebo, H.; Calderón, V.; Gonzalo-Orden, H. Bitumen modified with recycled polyurethane foam for em-ployment in hot mix asphalt. Ing. Investig. 2018, 38, 60–66. [Google Scholar]
- Salas, M.Á.; Pérez-Acebo, H. Introduction of recycled polyurethane foam in mastic asphalt. Građevinar 2018, 70, 403–412. [Google Scholar] [CrossRef]
- Cheng, Y.; Fu, Q.; Fang, C.; Zhang, Q.; Lu, C. Preparation, structure, and properties of modified asphalt with waste packaging polypropylene and organic rectorite. Adv. Mater. Sci. Eng. 2019, 2019, 5362795. [Google Scholar] [CrossRef] [Green Version]
- Hasan, M.R.M.; Colbert, B.; You, Z.; Jamshidi, A.; Heiden, P.A.; Hamzah, M.O. A simple treatment of electronic-waste plastics to produce asphalt binder additives with improved properties. Constr. Build. Mater. 2016, 110, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Ziari, H.; Nasiri, E.; Amini, A.; Ferdosian, O. The effect of EAF dust and waste PVC on moisture sensitivity, rutting resistance, and fatigue performance of asphalt binders and mixtures. Constr. Build. Mater. 2019, 203, 188–200. [Google Scholar] [CrossRef]
- Abdel-Goad, M.A.-H. Waste polyvinyl chloride-modified bitumen. J. Appl. Polym. Sci. 2006, 101, 1501–1505. [Google Scholar] [CrossRef]
- Behl, A.; Sharma, G.; Kumar, G. A sustainable approach: Utilization of waste PVC in asphalting of roads. Constr. Build. Mater. 2014, 54, 113–117. [Google Scholar] [CrossRef]
- Bulatović, V.O.; Rek, V.; Marković, K.J. Rheological properties and stability of ethylene vinyl acetate polymer-modified bitumen. Polym. Eng. Sci. 2013, 53, 2276–2283. [Google Scholar] [CrossRef]
- González, O.; Muñoz, M.; Santamaría, A.; García-Morales, M.; Navarro, F.; Partal, P. Rheology and stability of bitumen/EVA blends. Eur. Polym. J. 2004, 40, 2365–2372. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Oreto, C.; Biancardo, S.A.; Zhang, W.; Viscione, N. Verifying laboratory measurement of the performance of hot asphalt mastics containing plastic waste. Measurement 2021, 180, 109587. [Google Scholar] [CrossRef]
- Kök, B.V.; Çolak, H. Laboratory comparison of the crumb-rubber and SBS modified bitumen and hot mix asphalt. Constr. Build. Mater. 2011, 25, 3204–3212. [Google Scholar] [CrossRef]
- Ren, S.; Liu, X.; Zhang, Y.; Lin, P.; Apostolidis, P.; Erkens, S.; Li, M.; Xu, J. Multi-scale characterization of lignin modified bitumen using experimental and molecular dynamics simulation methods. Constr. Build. Mater. 2021, 287, 123058. [Google Scholar] [CrossRef]
- Mashaan, N.S.; Chegenizadeh, A.; Nikraz, H.; Rezagholilou, A. Investigating the engineering properties of asphalt binder modified with waste plastic polymer. Ain Shams Eng. J. 2021, 12, 1569–1574. [Google Scholar] [CrossRef]
- Jamshidi, A.; White, G. Evaluation of performance and challenges of use of waste materials in pavement construction: A critical review. Appl. Sci. 2019, 10, 226. [Google Scholar] [CrossRef] [Green Version]
- Canakci, H.; Aram, A.L.; Celik, F. Stabilization of clay with waste soda lime glass powder. Procedia Eng. 2016, 161, 600–605. [Google Scholar] [CrossRef] [Green Version]
- Dang, L.C.; Fatahi, B.; Khabbaz, H. Behaviour of expansive soils stabilized with hydrated lime and bagasse fibres. Procedia Eng. 2016, 143, 658–665. [Google Scholar] [CrossRef] [Green Version]
- Disfani, M.; Arulrajah, A.; Bo, M.; Hankour, R. Recycled crushed glass in road work applications. Waste Manag. 2011, 31, 2341–2351. [Google Scholar] [CrossRef] [PubMed]
- Bueno, M.; Luong, J.; Terán, F.; Viñuela, U.; Paje, S.E. Macrotexture influence on vibrational mechanisms of the tyre–road noise of an asphalt rubber pavement. Int. J. Pavement Eng. 2013, 15, 606–613. [Google Scholar] [CrossRef]
- Arabani, M.; Nejad, F.M.; Azarhoosh, A. Laboratory evaluation of recycled waste concrete into asphalt mixtures. Int. J. Pavement Eng. 2013, 14, 531–539. [Google Scholar] [CrossRef]
- Wong, Y.D.; Sun, D.D.; Lai, D. Value-added utilisation of recycled concrete in hot-mix asphalt. Waste Manag. 2007, 27, 294–301. [Google Scholar] [CrossRef] [PubMed]
- Rafi, J.; Kamal, M.A.; Ahmad, N.; Hafeez, M.; Faizan ul Haq, M.; Aamara Asif, S.; Shabbir, F.; Bilal Ahmed Zaidi, S. Performance evaluation of carbon black nano-particle reinforced asphalt mixture. Appl. Sci. 2018, 8, 1114. [Google Scholar] [CrossRef] [Green Version]
- Becquart, F.; Bernard, F.; Abriak, N.E.; Zentar, R. Monotonic aspects of the mechanical behaviour of bottom ash from municipal solid waste incineration and its potential use for road construction. Waste Manag. 2009, 29, 1320–1329. [Google Scholar] [CrossRef]
- Van de Ven, M.F.; Molenaar, A.A.; Poot, M.R. Asphalt mixtures with waste materials: Possibilities and constraints. In Proceedings of the 10th Conference on Asphalt Pavements for Southern Africa (CAPSA11), KwaZulu-Natal, South Africa, 11–14 September 2011. [Google Scholar]
- Grönniger, J.; Wistuba, M.P.; Cannone Falchetto, A. Reuse of Linz-Donawitz (LD) slag in asphalt mixtures for pavement application. In Proceedings of the International Conference on Industrial Wasted and Wastewater Treatment & Valorization, Athens, Greece, 21–23 May 2015; pp. 21–23. [Google Scholar]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.A.; Ortega-López, V. EAF slag in asphalt mixes: A brief review of its possible re-use. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- Ahmedzade, P.; Demirelli, K.; Günay, T.; Biryan, F.; Alqudah, O. Effects of waste polypropylene additive on the properties of bituminous binder. Procedia Manuf. 2015, 2, 165–170. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.-Z.; Lin, J.-T.; Wu, S.-P.; Liu, C.-H. Utilization of recycled brick powder as alternative filler in asphalt mixture. Constr. Build. Mater. 2011, 25, 1532–1536. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Viscione, N.; Biancardo, S.A. Rheological Properties Comparing Hot and Cold Bituminous Mastics Containing Jet Grouting Waste. Adv. Mater. Sci. Eng. 2020, 2020, 8078527. [Google Scholar] [CrossRef] [Green Version]
- Gedik, A.; Selcuk, S.; Lav, A.H. Investigation of recycled fluorescent lamps waste as mineral filler in highway construction: A case of asphaltic pavement layers. Resour. Conserv. Recycl. 2021, 168, 105290. [Google Scholar] [CrossRef]
- Zou, G.; Zhang, J.; Liu, X.; Lin, Y.; Yu, H. Design and performance of emulsified asphalt mixtures containing construction and demolition waste. Constr. Build. Mater. 2020, 239, 117846. [Google Scholar] [CrossRef]
- Acosta Alvarez, D.; Alonso Aenlle, A.; Tenza-Abril, A.J.; Ivorra, S. Influence of partial coarse fraction substitution of natural aggregate by recycled concrete aggregate in hot asphalt mixtures. Sustainability 2019, 12, 250. [Google Scholar] [CrossRef] [Green Version]
- Gonzalo-Orden, H.; Linares-Unamunzaga, A.; Pérez-Acebo, H.; Díaz-Minguela, J. Advances in the study of the behavior of full-depth reclamation (FDR) with cement. Appl. Sci. 2019, 9, 3055. [Google Scholar] [CrossRef] [Green Version]
- Fedrigo, W.; Núñez, W.P.; Visser, A.T. A review of full-depth reclamation of pavements with Portland cement: Brazil and abroad. Constr. Build. Mater. 2020, 262, 120540. [Google Scholar] [CrossRef]
- Kristjánsdóttir, Ó.; Muench, S.T.; Michael, L.; Burke, G. Assessing potential for warm-mix asphalt technology adoption. Transp. Res. Rec. 2007, 2040, 91–99. [Google Scholar] [CrossRef]
- Capitão, S.; Picado-Santos, L.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Russo, F.; Veropalumbo, R.; Biancardo, S.; Oreto, C.; Scherillo, F.; Viscione, N. Reusing jet grouting waste as filler for road asphalt mixtures of base layers. Mater. 2021, 14, 3200. [Google Scholar] [CrossRef]
- Xiao, F.; Yao, S.; Wang, J.; Li, X.; Amirkhanian, S. A literature review on cold recycling technology of asphalt pavement. Constr. Build. Mater. 2018, 180, 579–604. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Cold asphalt mix with emulsion and 100% rap: Compaction energy and influence of emulsion and cement content. Constr. Build. Mater. 2020, 250, 118804. [Google Scholar] [CrossRef]
- Saadoon, T.; Gómez-Meijide, B.; Garcia, A. Prediction of water evaporation and stability of cold asphalt mixtures containing different types of cement. Constr. Build. Mater. 2018, 186, 751–761. [Google Scholar] [CrossRef]
- Aurangzeb, Q.; Al-Qadi, I.; Ozer, H.; Yang, R. Hybrid life cycle assessment for asphalt mixtures with high RAP content. Resour. Conserv. Recycl. 2014, 83, 77–86. [Google Scholar] [CrossRef]
- Santos, J.; Bryce, J.; Flintsch, G.; Ferreira, A.; Diefenderfer, B. A life cycle assessment of in-place recycling and conventional pavement construction and maintenance practices. Struct. Infrastruct. Eng. 2014, 11, 1199–1217. [Google Scholar] [CrossRef]
- Oreto, C.; Veropalumbo, R.; Viscione, N.; Biancardo, S.A.; Russo, F. Investigating the environmental impacts and engineering performance of road asphalt pavement mixtures made up of jet grouting waste and reclaimed asphalt pavement. Environ. Res. 2021, 198, 111277. [Google Scholar] [CrossRef] [PubMed]
- Nizamuddin, S.; Jamal, M.; Santos, J.; Giustozzi, F. Recycling of low-value packaging films in bitumen blends: A grey-based multi criteria decision making approach considering a set of laboratory performance and environmental impact indicators. Sci. Total. Environ. 2021, 778, 146187. [Google Scholar] [CrossRef]
- Cao, W.; Wang, A.; Yu, D.; Liu, S.; Hou, W. Establishment and implementation of an asphalt pavement recycling decision system based on the analytic hierarchy process. Resour. Conserv. Recycl. 2019, 149, 738–749. [Google Scholar] [CrossRef]
- Jato-Espino, D.; Indacoechea-Vega, I.; Gáspár, L.; Castro-Fresno, D. Decision support model for the selection of asphalt wearing courses in highly trafficked roads. Soft Comput. 2018, 22, 7407–7421. [Google Scholar] [CrossRef] [Green Version]
- Santos, J.; Bressi, S.; Cerezo, V.; Presti, D.L.; Dauvergne, M. Life cycle assessment of low temperature asphalt mixtures for road pavement surfaces: A comparative analysis. Resour. Conserv. Recycl. 2018, 138, 283–297. [Google Scholar] [CrossRef] [Green Version]
- Sousa, N.; Almeida, A.; Coutinho-Rodrigues, J. A multicriteria methodology for estimating consumer acceptance of alternative powertrain technologies. Transp. Policy 2019, 85, 18–32. [Google Scholar] [CrossRef]
- European Standard. EN 12457-2 Characterisation of Waste—Leaching—Compliance Test for Leaching of Granular Waste Materials and Sludges—Part 2: One Stage Batch Test at a Liquid to Solid Ratio of 10 l/kg for Materials with Particle Size Below 4 mm (without or with Size Reduction); European Standard: Brussels, Belgium, 2004. [Google Scholar]
- Ministerial Decree of 5 February 1998: “Identification of Non-Hazardous Waste Subject to Simplified Recovery Procedures Pursuant to Articles 31 and 33 of Legislative Decree No. 22 of 5 February 1997”. Available online: https://www.gazzettaufficiale.it/eli/id/1998/04/16/098A3052/sg (accessed on 17 September 2021).
- European Standard. EN 13108-1 Bituminous Mixtures—Material Specifications—Part 1: Asphalt Concrete; European Standard: Brussels, Belgium, 2016. [Google Scholar]
- European Standard. EN 12697-34 Bituminous Mixtures—Test Methods—Part 34: Marshall Test; European Standard: Brussels, Belgium, 2020. [Google Scholar]
- European Standard. EN 12697-23 Bituminous Mixtures—Test Methods—Part 23: Determination of the Indirect Tensile Strength of Bituminous Specimens; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 12697-12 Bituminous Mixtures—Test Methods—Part 12: Determination of the Water Sensitivity of Bituminous Specimens; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 12697-26 Bituminous Mixtures—Test Methods—Part 26: Stiffness; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 12697-24 Bituminous Mixtures—Test Methods—Part 24: Resistance to Fatigue; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 12697-22 Bituminous Mixtures—Test Methods—Part 22: Wheel Tracking; European Standard: Brussels, Belgium, 2020. [Google Scholar]
- Raschia, S.; Chauhan, T.; Panwar, S.; Carter, A.; Graziani, A.; Perraton, D. Effect of water and cement content on the mechanical properties of cold recycled mixtures (CRM) with bitumen emulsion. In International Symposium on Asphalt Pavement & Environment; Springer: Cham, Switzerland, 2019; pp. 274–282. [Google Scholar] [CrossRef]
- European Standard. EN 14040 Environmental Management—Life Cycle Assessment—Principles and Framework; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- Starostka-Patyk, M. New products design decision making support by simapro software on the base of defective products management. Procedia Comput. Sci. 2015, 65, 1066–1074. [Google Scholar] [CrossRef] [Green Version]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Fakhri, M.; Ahmadi, A. Evaluation of fracture resistance of asphalt mixes involving steel slag and RAP: Susceptibility to aging level and freeze and thaw cycles. Constr. Build. Mater. 2017, 157, 748–756. [Google Scholar] [CrossRef]
- Gómez-Meijide, B.; Pérez, I.P.; Airey, G.; Thom, N. Stiffness of cold asphalt mixtures with recycled aggregates from construction and demolition waste. Constr. Build. Mater. 2015, 77, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Blomberg, T.; Barnes, J.; Bernard, F.; Dewez, P.; Le Clerc, S.; Pfitzmann, M.; Taylor, R. Life Cycle Inventory: Bitumen; European Bitumen Association: Brussels, Belgium, 2011. [Google Scholar]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- United States Environmental Protection Agency. AP-42: Compilation of Air Pollutant Emission Factors (Volume 1: Stationary Point and Area Sources, Chapter 11: Mineral Products Industry 11.1). 2004. Available online: http://www.epa.gov/ttn/chief/ap42/ch11/index.html (accessed on 17 September 2021).
- Bonoli, A.; Degli Esposti, A.; Magrini, C. A case study of industrial symbiosis to reduce GHG emissions: Performance analysis and LCA of asphalt concretes made with rap aggregates and steel slags. Front. Mater. 2020, 7, 572955. [Google Scholar] [CrossRef]
Figure 1.
Workflow diagram of the present research study.

Figure 2.
Workflow diagrams describing the MCDA and sensitivity analysis procedures.

Figure 3.
Comparing alternatives: concordance indices and their relative thresholds determined for the (a1) binder layer and (b1) base layer; discordance indices and their relative thresholds obtained for the (a2) binder layer and (b2) base layer.
Figure 3.
Comparing alternatives: concordance indices and their relative thresholds determined for the (a1) binder layer and (b1) base layer; discordance indices and their relative thresholds obtained for the (a2) binder layer and (b2) base layer.

Figure 4.
Sensitivity analysis results that identified the best solutions for each weight configuration of the (a) binder and (b) base asphalt layers.
Figure 4.
Sensitivity analysis results that identified the best solutions for each weight configuration of the (a) binder and (b) base asphalt layers.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Engineering performance of asphalt mixtures.
| Engineering Performance | Standard | Test Temperature |
|---|---|---|
| Marshall stability (S) | EN 12697-34 [66] | 60 °C |
| Marshall stiffness (MS) | EN 12697-34 [66] | 60 °C |
| Indirect tensile strength (ITS) | EN 12697-23 [67] | 25 °C |
| Indirect tensile strength ratio (ITSR) | EN 12697-12 [68] | 25 °C |
| Indirect tensile stiffness modulus (ITSM) | EN 12697-26-Annex C [69] | 10–20–40 °C |
| Fatigue life (Nf) | EN 12697-24-Annex E [70] | 10 °C |
| Resistance to permanent deformation (RD) | EN 12697-22 Procedure B [71] | 60 °C |
Table 2.
Mix designs of the (a) binders and (b) base layers in the studied asphalt mixtures.
| (a) | ||||||
|---|---|---|---|---|---|---|
| Asphalt Layer | Binder | |||||
| Mixture Identification | HMAbinder | HMAbinderCDW | HMAbinderJGW | HMAbinderFA | ||
| Mix design | Limestone 18/31.50 mm | 0% | 0% | 0% | 0% | |
| Limestone 12/18 mm | 25% | 25% | 23% | 23% | ||
| Limestone 6/12 mm | 33% | 0% | 29% | 29% | ||
| Limestone 3/6 mm | 0% | 0% | 13% | 13% | ||
| Limestone sand | 38% | 21% | 31% | 31% | ||
| Limestone filler | 4% | 4% | 0% | 0% | ||
| JGW | 0% | 0% | 4% | 0% | ||
| FA | 0% | 0% | 0% | 4% | ||
| CDW1 | 0% | 50% | 0% | 0% | ||
| bitumen %wt. (OBC) | 5.00% | 6.00% | 5.75% | 4.75% | ||
| Volumetric properties | % air voids | 4.00% | 5.40% | 5.55% | 5.51% | |
| Bulk density, g·cm−3 | 2.50 | 2.44 | 2.51 | 2.52 | ||
| (b) | ||||||
| Asphalt Layer | Base | |||||
| Mixture Identification | HMAbase | HMAbaseJGW | HMAbaseFA | CMRARAP | CMRARAPJGW | |
| Mix design | Limestone 18/31.50 mm | 9% | 9% | 9% | 16% | 16% |
| Limestone 12/18 mm | 32% | 32% | 32% | 7% | 7% | |
| Limestone 6/12 mm | 31% | 31% | 31% | 0% | 0% | |
| Limestone 3/6 mm | 0% | 0% | 0% | 0% | 0% | |
| Limestone sand | 21% | 21% | 21% | 0% | 0% | |
| Limestone filler | 7% | 0% | 0% | 7% | 0% | |
| JGW | 0% | 7% | 0% | 0% | 7% | |
| FA | 0% | 0% | 7% | 0% | 0% | |
| RAP2 | 0% | 0% | 0% | 70% | 70% | |
| bitumen %wt. (OBC) | 4.50% | 4.85% | 4.25% | |||
| bituminous emulsion %wt. | 3.75% | 5.00% | ||||
| cement %wt. | 1.50% | 0.5% | ||||
| Volumetric properties | % air voids | 4.50% | 5.85% | 5.76% | 9.00% | 9.00% |
| Bulk density, g·cm−3 | 2.50 | 2.52 | 2.53 | 2.49 | 2.51 | |
1 The CDW aggregate size is approximately 1/12 mm corresponding to 50% CDW substitutes, 33% limestone 6/12 mm, and 17% limestone sand. 2 The RAP aggregate size is approximately 0.063/15 mm, which corresponds to 70% RAP substitutes, 25% limestone 12/18 mm, 31% limestone 6/12 mm, and 21% limestone sand.
Table 3.
Mechanical characteristics and LCA parameters reported as the decision matrixes A1 for binder layer adopted for MCDA.
Table 3.
Mechanical characteristics and LCA parameters reported as the decision matrixes A1 for binder layer adopted for MCDA.
| Group | Indicator | Unit | Binder Layer (A1) | |||
|---|---|---|---|---|---|---|
| HMAbinder | HMAbinderCDW | HMAbinderJGW | HMAbinderFA | |||
| HP | S | daN | 771.6 | 1245.3 | 1652.2 | 989.8 |
| HP | MS | daN/mm | 285.78 | 366.26 | 532.97 | 314.22 |
| HP | ITSM 40 °C | MPa | 773 | 1151 | 1236 | 1040 |
| HP | RD | mm | 2 | 1.92 | 1.86 | 1.98 |
| LP | ITS | MPa | 0.77 | 0.66 | 0.95 | 0.92 |
| LP | ITSM 10 °C | MPa | 14,553 | 15,391 | 16,498 | 16,998 |
| LP | ITSM 20 °C | MPa | 8120 | 7563 | 9582 | 9260 |
| LP | Nf | n of cycles | 1.01 × 105 | 9.04 × 104 | 1.81 × 105 | 1.55 × 105 |
| MP | ITSR | % | 93 | 95 | 102 | 96 |
| EHP | GWP | kg CO2 eq | 162.82 | 170.11 | 161.84 | 157.54 |
| EHP | ODP | kg CFC11 eq | 0.062 | 0.063 | 0.061 | 0.06 |
| EHP | IR | kBqCo-60 eq | 6.29 | 5.01 | 6.12 | 5.82 |
| EHP | OFH | kg NOx eq | 0.82 | 0.92 | 0.84 | 0.81 |
| EHP | PM | kg PM2.5 eq | 1.25 | 1.28 | 1.24 | 1.23 |
| EHP | OFT | kg NOx eq | 0.91 | 1 | 0.89 | 0.883 |
| EHP | A | kg SO2 eq | 0.59 | 0.643 | 0.597 | 0.568 |
| EHP | FE | kg P eq | 0.02 | 0.016 | 0.019 | 0.019 |
| EHP | ME | kg N eq | 0.198 | 0.198 | 0.197 | 0.197 |
| EHP | T-ECO | kg 1,4-DCB eq | 1141.73 | 1114.54 | 1138.91 | 1143.5 |
| EHP | F-ECO | kg 1,4-DCB eq | 5.71 | 5.82 | 5.64 | 5.64 |
| EHP | M-ECO | kg 1,4-DCB eq | 8.18 | 8.35 | 8.11 | 8.08 |
| EHP | CT | kg 1,4-DCB eq | 4.35 | 3.96 | 4.26 | 4.28 |
| EHP | NCT | kg 1,4-DCB eq | 95.91 | 112.61 | 92.98 | 93.39 |
| EHP | LU | m2a crop eq | 12.21 | 12.19 | 10.81 | 10.84 |
| EHP | MR | kg Cu eq | 0.539 | 0.452 | 0.544 | 0.548 |
| EHP | FR | kg Oil eq | 167.65 | 204.14 | 185.01 | 161.31 |
| EHP | W | m3 | 2.914 | 2.164 | 2.614 | 2.636 |
Table 4.
Mechanical characteristics and LCA parameters reported as the decision matrix A2 for base layer adopted for MCDA.
Table 4.
Mechanical characteristics and LCA parameters reported as the decision matrix A2 for base layer adopted for MCDA.
| Group | Indicator | Unit | Base Layer (A2) | ||||
|---|---|---|---|---|---|---|---|
| HMAbase | HMAbaseJGW | HMAbaseFA | CMRARAP | CMRARAPJGW | |||
| HP | S | daN | 750 | 864 | 795 | 902 | 956 |
| HP | MS | daN/mm | 340.91 | 320 | 305.77 | 281.88 | 308.39 |
| HP | ITSM 40 °C | MPa | 960 | 1204 | 1108 | 1490 | 1614 |
| HP | RD | mm | 2 | 1.97 | 1.9 | 1.76 | 1.63 |
| LP | ITS | MPa | 0.73 | 0.81 | 0.79 | 0.72 | 0.8 |
| LP | ITSM 10 °C | MPa | 14,700 | 17,895 | 17,050 | 7940 | 8440 |
| LP | ITSM 20 °C | MPa | 8952 | 9826 | 9307 | 3370 | 3431 |
| LP | Nf | n of cycles | 3.16 × 105 | 1.20 × 106 | 9.50 × 105 | 9.20 × 104 | 1.50 × 105 |
| MP | ITSR | % | 93.6 | 95.9 | 97 | 94.4 | 94.6 |
| EHP | GWP | kg CO2 eq | 164.32 | 159.33 | 154.75 | 130.46 | 123.98 |
| EHP | ODP | kg CFC11 eq | 0.065 | 0.06 | 0.059 | 0.04 | 0.038 |
| EHP | IR | kBqCo-60 eq | 7.155 | 6.02 | 5.75 | 4.249 | 3.727 |
| EHP | OFH | kg NOx eq | 0.823 | 0.822 | 0.792 | 0.497 | 0.5 |
| EHP | PM | kg PM2.5 eq | 1.24 | 1.23 | 1.23 | 0.16 | 0.16 |
| EHP | OFT | kg NOx eq | 0.896 | 0.871 | 0.864 | 0.508 | 0.511 |
| EHP | A | kg SO2 eq | 0.589 | 0.589 | 0.552 | 0.395 | 0.403 |
| EHP | FE | kg P eq | 0.021 | 0.019 | 0.018 | 0.015 | 0.013 |
| EHP | ME | kg N eq | 0.198 | 0.198 | 0.197 | 0.197 | 0.197 |
| EHP | T-ECO | kg 1,4-DCB eq | 1153.4 | 1133.78 | 1133.71 | 629.64 | 608.39 |
| EHP | F-ECO | kg 1,4-DCB eq | 5.82 | 5.63 | 5.62 | 4.58 | 4.43 |
| EHP | M-ECO | kg 1,4-DCB eq | 8.48 | 8.1 | 8.07 | 6.44 | 6.22 |
| EHP | CT | kg 1,4-DCB eq | 4.66 | 4.25 | 4.26 | 2.88 | 2.72 |
| EHP | NCT | kg 1,4-DCB eq | 102.06 | 90.82 | 91.96 | 66.75 | 62.9 |
| EHP | LU | m2a crop eq | 13.28 | 10.58 | 10.77 | 10.6 | 10.15 |
| EHP | MR | kg Cu eq | 0.571 | 0.532 | 0.535 | 0.455 | 0.393 |
| EHP | FR | kg Oil eq | 156.75 | 164.49 | 149.19 | 88.61 | 107.12 |
| EHP | W | m3 | 2.56 | 2.427 | 2.234 | 1.388 | 1.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Russo, F.; Oreto, C.; Veropalumbo, R. A Practice for the Application of Waste in Road Asphalt Pavements in an Eco-Friendly Way. Appl. Sci. 2021, 11, 9268. https://doi.org/10.3390/app11199268
AMA Style
Russo F, Oreto C, Veropalumbo R. A Practice for the Application of Waste in Road Asphalt Pavements in an Eco-Friendly Way. Applied Sciences. 2021; 11(19):9268. https://doi.org/10.3390/app11199268
Chicago/Turabian StyleRusso, Francesca, Cristina Oreto, and Rosa Veropalumbo. 2021. "A Practice for the Application of Waste in Road Asphalt Pavements in an Eco-Friendly Way" Applied Sciences 11, no. 19: 9268. https://doi.org/10.3390/app11199268
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.