Abdulhaqq A. Hamid*![]() | Hazim A. M. Aljewaree
| Hazim A. M. Aljewaree![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Particulate Copper Matrix Composites (PCMCs.) are a class of advanced materials that combine copper as the matrix material with a dispersion of particles. These PCMCs. exhibit excellent wear resistance, machinability, cold workability, fatigue resistance, and corrosion resistance, and are capable of operating under extremely harsh conditions. In the current study, ten distinct stoichiometric of PCMCs. were prepared by reinforcing a copper matrix (20 wt.% Cu) with two types of reinforcing particles (namely: CuO and Al2O3) in order to produce particulate composite (Cu-CuO-Al2O3 system). According to the sequence, these samples were subjected to two thermal processes. In the first heat treatment, the samples were exposed to 900℃ for sixty minutes. Then, we subject these samples to a second heat treatment at 1150℃ for 15 minutes. Following each heat treatment, microhardness, diametral compression, and estimated tensile strength were measured. It was found that at cold compaction, the estimated tensile strength, diametral compression strength, and microhardness increase with increasing the weight percentage of aluminum oxide powder and decrease with the weight percentage of CuO powder at constant (20 wt.%) of Cu powder for our composite system. When cold compacted with composite (Cu-CuO-Al2O3) powders with a 50 wt. % addition of alumina (Al2O3), the results indicate that a specimen possesses good mechanical properties, including micro-hardness, surface roughness, tensile strength, and diametral compression strength. It is found that at hot compaction, the tensile strength, diametral compression, and microhardness increase with increasing a percentage of aluminum oxide rather than the copper oxide powder at constant copper powder for the composite system used. The specimen C10, (20% Cu, 30% CuO, and 50% Al2O3), had superior mechanical properties to the other samples after the initial heat treatment. Nonetheless, a second heat treatment revealed that the specimen C7, (20% Cu, 45% CuO, and 35% Al2O3), has a higher value for mechanical properties and a low compact density. Taking into account the aforementioned factors, it was determined from the experimental results that the tensile strength and microhardness, increased during fusion for both types of reinforcing materials used in composite powders. This property improved as the percentage of copper and copper oxide powders increased during hot compaction at temperatures above 1100℃.
particulate copper matrix (Cu-CuO-Al2O3) composites, mechanical properties, heat treatment, powders metallurgy
Recently, new materials have assumed an important role in engineering. These materials satisfy the requirements of nearly all engineering applications due to their exceptional mechanical and physical properties. Presently, numerous scientists and researchers have developed new engineering materials that are inextricably compatible. In every part of the world, various materials have been combined to produce the desired properties, i.e., the development of new materials produces a property that is distinct from their base materials. Since ancient times, this concept has been beneficial to humanity. This concept is realized by composite materials, with reinforcement in the matrix contributing to the material's enhanced properties. Neither the matrix nor the reinforcement alone can fulfill the requirement [1, 2].
A composite material is a combination of two or more constituents or phases whose properties are superior to those of the individual phases. The two components consist of a booster and a matrix. The primary benefits of composite materials are their specific strength and their low density in comparison to bulk materials and the potential for weight loss in the final part. The dimensions of particles used for reinforcement are nearly identical in all aspects. They may be spherical, platelet-shaped, or possess any other regular or irregular geometry. Particulate composites are significantly weaker and less rigid than continuous fiber composites, but are typically much less expensive [1].
Metal matrix composites (MMCs) offer numerous benefits compared to conventional metals and alloys. These include an increased specific modulus and specific strength, superior performance at high temperatures, decreased coefficients of thermal expansion, and improved resistance to abrasion. Due to their characteristics and properties, MMCs are considered for a number of applications. On the liability side, however, they are inferior and more costly than integrated metals. MMCs have superior mechanical properties compared to the majority of polymer matrix composites, such as higher cross strength as well as rigidity, in addition to higher shear, compressive strengths and higher resistance in due to temperature. MMCs also have advantageous physical properties, for example high moisture absorption, flammability, electrical as well as thermal conductivity, and radiation resistance [2]. At least two components comprise MMCs: a metal matrix and a reinforcement. The matrix defines as an uncommon pure metal; alloys are the norm. Certain MMC classes, such as cermet, diamond tools, and hard metals, have numerous applications and are continuously evolving [3-5], despite being considered traditional materials.
MMCs have been researched for decades and are the backbone of aerospace industry aircraft and spacecraft components. In recent years, composites have been widely utilized in the automotive, electronics, and entertainment industries. The use of particulate reinforcements in a copper matrix imparts several desirable properties that are not achievable with the base copper alone. These reinforcements can be in the form of particles, whiskers, or fibers, and they are typically selected based on the specific application and the desired improvements. Commonly used reinforcement materials include ceramics (such as alumina, silicon carbide, or boron nitride), metal powders (like aluminum or tungsten), and carbon-based materials (such as carbon nanotubes or graphene) [6].
Wagih et al. [7] and Yu et al. [8] have conducted to ascertain the compaction procedure's underlying mechanisms. The decrease in real estate costs will depend on the manufacturing process. Powder metallurgy (PM) is capable of producing MMCs across the entire spectrum of matrix and reinforcement compositions without the segregation phenomena characteristic of casting techniques. Typically, experimental pressure and density functions are coupled with the pressure distribution model to determine the green density distribution at each node. This model is strongly influenced by the frictional force acting on the inactive particles and interfaces, resulting in dispersion of the applied stress. Compactness significantly affects the green pressure distribution and intensity [9]. This model appears to perform best with low aspect ratios. The manufacturer meticulously predicts the pressure and density distribution throughout the compaction process [6]. The following objectives has been established as the scope of this study to substantiate the development of research in this area from a scientific and practical standpoint.
Copper matrix composites (CMCs) have been the subject of various research works, particularly due to their potential applications in industries such as automotive, aerospace, electronics, and thermal management. CMCs typically involve the incorporation of reinforcing materials into a copper matrix. Common reinforcements include graphene, carbon nanotubes (CNTs), silicon carbide (SiC), alumina (Al2O3), and various metallic particles. Numerous processing techniques have been explored to fabricate CMCs, including powder metallurgy, stir casting, hot pressing, infiltration, and electroplating. Each technique has its advantages and limitations in terms of achieving desired composite microstructure, mechanical properties, and cost-effectiveness [10-13].
The most promising applications for the Cu-CuO-Al2O3 composite are mechanical machines, electrical contacts that are degrading, electrically discharged machining electrodes, and electric welding. Incorporating a reinforcing phase into the copper matrix to achieve superior mechanical, electrical, and thermal properties has been the subject of numerous studies.
Using powder metallurgy, Xie and Wang [10] fabricated a composite matrix of copper which supported by SiC and graphite. The results indicate that the composite's hardness decreases with increasing graphite content but significantly increases with increasing SiC particle content. By combining carbonized polymer dots with flake copper powder and alumina, Luo et al. [11] produced a novel copper-based composite (Al2O3). The resultant composite has superior tensile strength and hardness compared to a copper matrix.
Zhang et al. [12] developed a copper matrix composite with Iron and reduced graphene oxide nanosheets: As compared to pure copper and compacts with a single Fe addition, the as-sintered compacts possessed significantly greater hardness, compression, and tensile strengths. Madhesh et al. [13] are primarily concerned with the synthesis of copper-metal matrix composites. The composite was manufactured through the process of powder compaction. Among the various mixtures that incorporated copper, the hybrid mixture consisting of 70% copper powder, 15% tungsten carbide powder, and 15% groundnut shell ash was found to be the most favorable. By reinforcing the original composition with an additional 15% tungsten carbide powder and 15% groundnut shell ash, the hardness of the composite was enhanced while its corrosion rate was reduced.
In their research, Franczak and Karwan-Baczewska [14] produced composite powders of Cu-10 wt% TiN using mechanical alloying technique, and sintered them by spark plasma sintering (SPS) technique at different temperatures. A copper matrix reinforced with titanium nitride was obtained by grinding processes for varying durations of time (5, 10, 15, 20, 25, and 30 h, sequentially). The results show that the mechanical grinding process brings plastic copper particles into contact with brittle TiN and promotes the growth of powder particles at the initial stage, leading to the formation of a composite with a homogeneous distribution of TiN particles within the copper matrix after 15 hours of mechanical grinding. The study also indicated a significant decrease in the size of the composite particles after 20 hours of MA (from 100 µm to 16 µm).
Mahdi and Mahmood [15] conducted experiments on cupper-reinforced composites (CMCs). Their studies aimed to understand the effect of adding nano-silver on the mechanical and physical properties of Cu-10 wt% Fe composites prepared by powder metallurgy technology. The results showed that the addition of nano-silver had an effective effect in improving the mechanical and physical properties of the Cu-10 wt% Fe composite. The bulk density, electrical conductivity, and thermal conductivity increased by 1.19%, 46%, and 46%, respectively, when 5% nano-silver was added. Hardness and compressive strength increased by 17.3% and 32.8%, respectively, with the addition of 4% nano-silver, while the corrosion rate was reduced by 13.4% with the use of 4% nano-silver.
Noruzevard et al. [16] prepared CMCs. reinforced with different weight ratios of steel nanoparticles using a casting technique. In this study, the effect of nanoparticle content on the microstructure, mechanical properties, fracture toughness, and electrical conductivity of the composites was explored. The results showed that increasing the reinforcement content to 2.5% by weight in the produced composite led to an increase in yield strength, tensile strength and elasticity by 20%, 49% and 13%, respectively, but they show that the effects of the reinforcement deteriorate after that. With increasing nanoparticle content, the elongation and ductility increase almost continuously. The maximum elongation and Charpy impact energy (crack) of 90 J and 37% were achieved in the study when using the composite reinforced with 8 wt% steel nanoparticles, which are 8.2 and 1.2 times greater than the impact and elongation values of the pure copper sample, respectively. . In addition, the addition of steel nanoparticles showed a slight negative effect on electrical conductivity, but significantly improved the hardness of the composite.
Öksüz and Şahin [17] fabricated a ceramic-reinforced copper matrix, such as Al2O3 and B4C particles, using a powder metallurgy (PM) method, and its microstructure was investigated using SEM and EDS. The results revealed an even distribution of particles in the matrix and good bonding between B4C particles and the matrix. However, the dispersion of Al2O3 particles with large sizes showed some porosity and intermolecular contact in the composites. As a result, the hardness of B4C composites is much higher than that of Al2O3 composites.
Through microscopic study, the researchers [18] found that B4C particles are homogeneously distributed in the copper matrix, and there is good compatibility between B4C and Cu matrix. The microstructure analyzed by FESEM also showed that the interface of the Cu matrix and B4C was clean and no interfacial product was formed. The effect of B4C particles and their weight percentage on the microstructure, mechanical properties and electrical conductivity was also studied. The Vickers hardness value increases with the weight percentage of boron carbide in the copper matrix, as the hardness value increased from 38 VHN for pure copper to 79 VHN for Cu-15 wt% B4C. A maximum relative density of 82% was achieved for the B4C composite of Cu-5 wt., and a maximum compressive strength of 315 MPa for the B4C composite of Cu-15 wt.
The mechanical properties of CMCs are of paramount importance for their structural applications. Previous studies have investigated the effects of reinforcement type, size, volume fraction, and distribution on mechanical properties such as tensile strength, hardness, toughness, and wear resistance. Copper is known for its excellent thermal conductivity, and the incorporation of reinforcements can either enhance or diminish this property. Research in this area focuses on achieving a balance between mechanical strength and thermal conductivity, especially for applications requiring efficient heat dissipation. In many applications, such as electronics and electrical contacts, maintaining high electrical conductivity is crucial. Previous works have examined the impact of different reinforcement materials and processing techniques on the electrical conductivity of CMCs.
Lin et al. [19] successfully prepared a new hybrid composite called SiCw/Cu–Al2O3 by combining powder metallurgy and internal oxidation techniques. The results showed that nano-Al2O3 and micro-SiCw particles were successfully introduced into the copper matrix simultaneously. Good bond interfaces between the copper matrix and Al2O3 or SiCw particles were achieved, which improved the mechanical and arc corrosion resistance of the SiCw/Cu–Al2O3 composite. The ultimate tensile strength of SiCw/Cu-Al2O3 composite is 508.9MPa, which is 7.9 and 56.1% higher than that of Cu- Al2O3 composite and SiCw/Cu composite, respectively. Strengthening mechanism calculations indicate that Orowan strengthening is the main mechanism for the SiCw/Cu– Al2O3 composite. Compared with the Cu- Al2O3 composite, the SiCw/Cu- Al2O3 hybrid composite has the advantage of lower arc time and energy and better arc stability.
Yan et al. [20] reviewed and analyzed the effects of preparation techniques and ceramic particle properties, such as particle content, size, morphology, and interfacial bonding, on the thermal transmittance, electrical conductivity, and mechanical behaviour of CMCs. The corresponding models and influence mechanisms are also detailed in-depth. This review contributes to enhancing the deep understanding of the strengthening mechanisms and microstructural organization of CMCs. reinforced with ceramic particles. Through more precise design and processing of the composite microstructure, the comprehensive properties can be further improved to meet the increasing requirements of CMCs. in a wide range of application fields.
There is currently no comprehensive study available in the open literature regarding the processing parameters-mechanical properties relationship of the novel hybrid particulate Cu-CuO-Al2O3 composite with different compositions fabricated by powder metallurgy rote. This investigation has been focused to fill the gaps mentioned above and additionally, there is a potential to produce innovative Cu-CuO-Al2O3 composite materials that exhibit enhanced mechanical properties. Therefore, the study conducted here focused on achieving a deeper understanding of the relationship between processing parameters (such as composition and heat treatment) and mechanical properties, which may contribute to effectively identifying critical processing factors that influence the properties of these particulate composites.
2.1 Materials
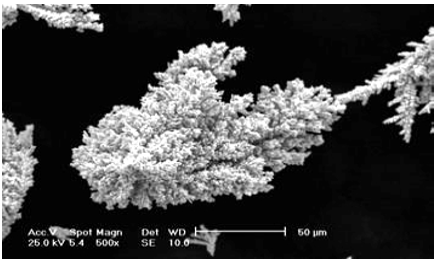
Copper powder was combined with copper oxide and alumina particles to form a copper matrix composite. Twenty five grams of pulverized Cu, CuO, and Al2O3 particles were deposited in the die. The compression machine was equipped with the piston after it was inserted into the die opening. After removing the sample from the die and varying the compacting pressure, the sample was weighed and measured. Copper of high purity (99.7%) and irregular dendrite particle morphology with average particle size of 297 µm, was utilized in this investigation. Figure 1 depicts a SEM photograph of copper dendrites obtained using scanning electron microscope, LEO, Cambridge, England. The SEM studies were carried out with an electron beam accelerating potential of 25 kV.
Figure 2 illustrates an irregularly shaped Copper Oxide (CuO) powder (as received) with a purity of 98.0% and average particle size of 177 µm. The powder contains impurities such as 0.03% iron (Fe), 0.2% chloride (Cl), and sulfide (SO2). And Figure 3 shows Aluminum Oxide (Al2O3) powder is 99.9% in purity with average particle size of 150 µm but lacks a uniform particle shape.
Figure 1. SEM micrograph showing copper particles used
Figure 2. SEM showing of copper oxide particles
Figure 3. SEM showing the alumina (Al2O3) particles
2.2 Composite fabrication
The mixing of three different powders for compaction involve several steps to ensure a homogeneous blend of powders with desired properties. The following step was used: (i)- accurately weighing the individual powders according to the desired composition of compact composite, (ii)- placing the powders in a mixing container of ball milling machine (where the balls was removed from the container), (iii)- mixing the powders for a sufficient duration (about 15 minutes) at speed of 75 rpm, to achieve homogeneity and to break down agglomeration of particles, (iv)- storing the mixed powder in appropriate containers, protected from moisture and environmental contaminants.
Figure 4 depicts typical die cylinders, which were initially manufactured by the authors [21]. A universal hydraulic testing machine (Model 1190, INSTRON Ltd; High Wycombe, UK) fitted with 25 mm stainless steel die was used to applied constant pressure of 620.3 MPa for 2 minutes of duration. Hardened steel (55 HRC) was suggested to be used in perforating cylinder and molds in order to withstand high pressure and to avoidance both sculpting and abrasion. At the end of the experiment, the surface fissures, which resulted from the refined die wall, had depths of less than 0.7 µm and 0.9 µm. Following each compaction measurement, a visual inspection of the die wall is conducted to check for any signs of damage or compromise. After methyl ethyl ketone (MEK) cleansing and ultrasonic scrubbing, the die-honed honing lubricant was eliminated. The substance was purified with ethanol and acetone. In the preponderance of samples, there is a gap of 0.3 mm between the die wall and the perforations. A hollow steel cylinder that measures 11.70 cm in length, has an inner diameter of 2.45 cm and an outer diameter of 5.00 cm with a surface that has been smoothed with fine SiC emery paper (P400). In order to obtain a specimen with an exquisitely elevated surface and to reduce friction during powder compaction and die output sample, the die is cleaned after each specimen fabrication. The mechanical and physical properties of the as received powder materials used in this study are summarized in the Table 1.
Figure 4. Photograph of die assemble used in this study
Table 1. Properties of as received powders
|
Material |
Density (g/cm3) |
Elastic Modulus (GPa) |
Melting Point(℃) |
Supplier |
|
Cu |
7.83 |
110-128 |
1085 |
S.D. Fine–Chem Ltd., Mumbai, India |
|
CuO |
6.31 |
85-96 |
1201 |
|
|
Al2O3 |
3.95 |
380 |
2072 |
The experimental protocol includes cold and hot compaction of all Cu-CuO-Al2O3 compact powder composites. As shown in Table 2, ten specimens of the same weight (25 g) but different compositions are prepared. Unless otherwise specified, the compositions are expressed as a percentage of the total weight. Each composite was evaluated six times for its cold and hot mechanical properties. For hot testing of the Cu-CuO-Al2O3 composite compaction powders, ten compacted specimens are placed in the furnace, as depicted in Figure 5, for 15 minutes at 900℃ to allow powders for greater densification and consolidation after that all composites were cooled by air ($\cong$75℃/min). The rate of cooling of composite was estimated with the help of a chromel-alumel thermocouple placed at the center of the specimen. Then the change in mechanical properties was evaluated. In addition, compressed samples were placed in the convection oven for an additional hour at a temperature of 1150℃ to ensure the melting of copper powder at 1085℃ without reaching the melting point of copper oxide at 1201℃, after that all composite specimens were cooled by air ($\cong$75 ℃/min). This was completed to possibly enhance the material properties of the newly developed composite. The electric induction furnace used in this study is depicted in Figure 5. This furnace can attain a maximum temperature of 1,250 degrees Celsius. A thermocouple is used to calibrate the furnace, and the margin of error is typically less than 10℃.
Table 2. Composite specimens prepared in this study
|
Composite Type |
(Cu), wt.% |
(CuO), wt.% |
(Al2O3), wt.% |
|
C1 |
20 |
75 |
5 |
|
C2 |
20 |
70 |
10 |
|
C3 |
20 |
65 |
15 |
|
C4 |
20 |
60 |
20 |
|
C5 |
20 |
55 |
25 |
|
C6 |
20 |
50 |
30 |
|
C7 |
20 |
45 |
35 |
|
C8 |
20 |
40 |
40 |
|
C9 |
20 |
35 |
45 |
|
C10 |
20 |
30 |
50 |
Figure 5. Furnace used in this study for heat treatments
2.3 Mechanical and physical tests
The measured dimensions of the resulting composite specimens after 24 hours of compaction are recorded in the Figure 6. At least six micro-Vickers hardness measurements were conducted at different positions on the surface of each specimen. The specimens were metallographically polished (according to standard metalogical procedures) and the final polishing of the specimens was carried out on a fine velvet polishing cloth using polishing grade II alumina suspension to achieve a flawless mirror-like finish, resulting in minimal variation in hardness values across different locations on the surface of the as-compacted Cu-CuO-Al2O3 powder samples. This uniform micro-hardness throughout the as-compacted samples indicates consistent densification. By further refining the surface of the samples, the range of measured hardness values can be reduced. To accomplish this, a surface grinder was employed to grind numerous Cu-CuO-Al2O3 composite specimens. They were honed with emery paper and then finished with diamond lapping paste. As shown in Figure 7, the surface roughness of polished specimens was measured using the Talyor Hobson surface roughness measuring instrument (IndiaMART). It's crucial to follow the specific instructions outlined in the user manual for the Taylor instrument, as provide detailed information on the setup, calibration, and operation of the instrument. After the measurement is complete, the instrument will provide data on various roughness parameters, such as Ra (average roughness).
Figure 6. Changes in dimensions after 24 hours of powder compaction (a) for cold powder compaction and (b) for hot treating compaction
Figure 7. Taylor-Hobson surface roughness tester used in this study
In diametral compression testing, also known as the Brazilian Test, a disk-shaped specimen is subjected to diametral loading until failure occurs. Diametric compression tests were performed on cylindrical foam samples with dimensions of 25 mm in diameter and 10 mm in height. These tests were conducted using a displacement-controlled SHIMADZU AG-I universal tension-compression testing machine to ensure accurate results. To mitigate the creation of shear forces due to uneven surfaces, an eccentric compression test plate was employed in all tests. The tests were carried out at a cross- head speed of 2 mm/min, corresponding to a strain rate of 1.8 × 103 s-1. Lubrication was applied to the surfaces of both the test plates and the sample to minimize friction during the compression test. Each set of powder samples underwent a minimum of three tests. The measured strain values were adjusted to account for the compliance of the compression test machine.
2.4 Densities and porosity estimations
The porosity content in the composite was estimated as follows. The volume of the composite, Vc, is given by:
$V_c=V_{C u}+V_{C H O}+V_{A l 2 O 3}+V_p$ (1)
where, VCu is the volume of copper particles, VCuO is the volume of copper oxide particles, VAl2O3 is the volume of alumina particles and Vp is the volume of voids leading to porosity. However, the mass of the composite, Mc, is expressed as:
$M_c=M_{\mathrm{Cu}}+M_{\mathrm{CuO}}+M_{\mathrm{Al} 2 \mathrm{O} 3}$ (2)
where, MCu is the mass of the copper particles, MCuO is the mass of copper oxide particles and MAl2O3 is the mass of alumina particles Therefore, the density of the composite rc may be written as:
$\rho_c=\frac{M_c}{V_c}=\frac{\left(M_{C u}+M_{\mathrm{CuO}}+M_{\mathrm{Al2O3}}\right)}{\left(V_{\mathrm{Cu}}+V_{\mathrm{CuO}}+V_{A / 2 O 3}+V_p\right)}$ (3)
The terms in Eq. (3) may be rearranged to find the volume of porosity in the composite as follow:
$\begin{aligned} & V_p=\frac{\left(M_{C u}+M_{C u O}+M_{A l 2 O 3}\right)}{\rho_c}- \\ & \left(\frac{M_{C u}}{\rho_{C u}}+\frac{M_{C u O}}{\rho_{C u O}}+\frac{M_{A l 2 O 3}}{\rho_{A l 2 O 3}}\right)\end{aligned}$ (4)
where, pc is the density of the composite which was measured by Archimedes (pycnometer method) with Castor oil, pCu is the density of the copper particles, pCuO is the density of the copper oxide particles and pAl2O3 is the density of the alumina particles.
Therefore, the porosity content, %, can be calculated as:
$\phi_c=1-\frac{\rho_c}{\rho_{t h}}$ (5)
where, the theoretical density, ρth is the density of a (practically not attainable) pore-free powder compact.
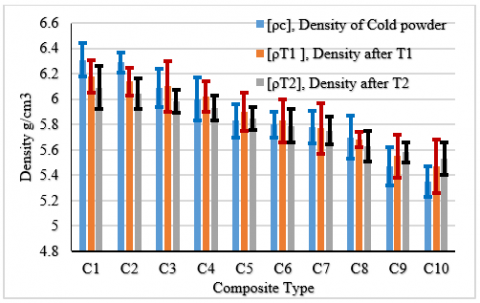
Figure 8 illustrates the average compact densities of the resulting composite. This curve is usually obtained through standard laboratory experiments, where several specimens are produced under constant pressure using a stainless steel die, which has a cylindrical orifice with a diameter of 25 mm. This graph plainly demonstrates that, given a constant Al2O3 powder weight percentage, the compact density decreases with diminishing copper oxide powder weight percentage and increases with increasing copper oxide powder weight percentage.
Figure 9 shows the porosity content, (for compact composite C7), as seen the following of the procedure is described above by section, decreasing significantly with increasing treating temperature from 900℃ to 1085℃.
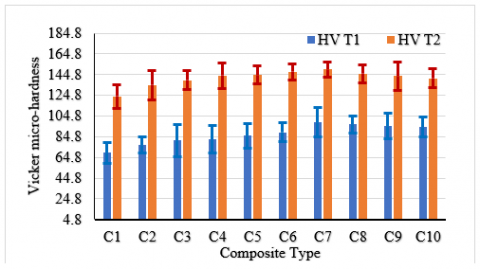
Figure 10 depicts the variation of the average hardness value with different CuO and Al2O3 composite compositions and two types of thermal treatments. In both hot and cold compaction, the average micro hardness varies with the stoichiometry of the Cu-CuO-Al2O3 composite particles. Figure 10 demonstrates that the top height values for composite C7 (20% Cu, 60% CuO, and 20% Al2O3) are 98 for cold powder compaction and 150 for warm powder compaction owing to the outstanding densification of copper powder at 1150℃ and the period of treating.
Figure 8. Densities for different Cu-CuO-Al2O3 particulate composites
Figure 9. Variation of estimated porosity with processes (for composite specimen C7)
Figure 10. Comparison between average Vicker Micro-hardness for different Cu-CuO-Al2O3 particulate composites and for two types of heat treatments
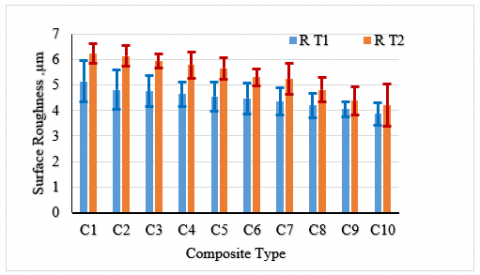
The surface roughness of particle compact coatings and films can impact their solubility, variability, and adhesion. In general, the composite powders of Cu-CuO-Al2O3, for example, surface irregularity was strongly correlated with powder compact variation. There is a correlation between the surface roughness of particles and both powder flow and powder compaction. Smoother particles have been observed to possess improved powder flow and compaction characteristics. Surface roughness can also substantially affect particle adhesion to surfaces and to other particles. Figure 11 illustrates the variation of surface roughness as a function of Cu-CuO-Al2O3 composite composition and two forms of thermal treatment. According to the graph, the range of surface irregularity is between 2.4 and 4 µm, and this value increases with increasing copper oxide and decreasing copper powder for both cold and heated compacts. Copper powder has the greatest influence on the surface roughness value of cold-compacted composite powders, whereas copper oxide has the greatest influence on warm-compaction.
Figure 11. Comparison between surface roughness for Cu CuO-Al2O3 particulate composites and for two types of heat treatment
Generally, the tensile strength in a diagonal compression test is calculated by substituting the ultimate load into Eqn. 6. The tensile strength of a crushed material is affected by its density, which depends on the material modulus which is affected by its density. The indirect tensile strength of Cu-CuO-Al2O3 composites was determined using varying amounts of copper.
The formulas for calculating compressive and tensile stresses are (Eqs. (6) and (7)):
$\sigma_c=\frac{2 P}{\pi \times d \times t}$ (6)
where, σc is the compression strength, P is the compressive load, d is the diameter of composite specimen and t is the thickness. Keep in mind that this formula assumes a uniform stress distribution and idealized conditions. The actual behavior of the material might vary, and other factors like the shape of the loading platens and the friction at the interfaces can affect the results.
Tensile stress in this context is often referred to as the tensile strength across the diameter of the specimen. In the present investigation, the tensile strength σt was estimated using the Germany specification, DIN 50 150, tables and the following Eq. (7) was used:
$\sigma t=3.55 \times H B$ when $(\mathrm{HB}<175), \mathrm{HB}=0.95 \mathrm{HV}$ (7)
where, HV represents the Vickers micro hardness scale and HB the Brinell scale.
Figure 12 illustrates the variation of calculated tensile strength with varying compositions of Cu-CuO-Al2O3 composites and two types of thermal treatments. It is evident from the graph that the composite C7 (20% Cu, 45% CuO, and 35% Al2O3) has the highest value.
Figure 12. Comparison between estimated tensile strength for Cu-CuO-Al2O3 particulate composites and for two types of heat treatments
The compression test results for different composites comprised of compact particles (Cu-CuO-Al2O3) range from 35 to 43 KN for the hot compact and from 40 to 59 KN for the cool compact. These results are illustrated in Figure 13. The highest concentrations of 20% Cu, 45% CuO, and 35% Al2O3 are found in composite C7. In other words, the compression test for heated compactions is dependent on percentage of copper and its oxide, whereas the test for cold compactions is dependent solely on copper powder.
Figure 13. Comparison between compression load for Cu-CuO-Al2O3 particulate composites and for two types of heat treatments
If one compares the mechanical properties in composites after the second heat treatment and that observed in composites after the first heat treatment on the basis of similar compositions, it is evident that the mechanical properties have significant difference in both of the systems. In the context of hardness and strength properties, there are relatively higher properties in composite after the second heat treatment as shown in Figures 12 and 13, compared to that observed in the composite after the first heat treatment as given in the same figures. This could be attributed to the decreasing in porosity content (as shown in Figure 9) and also to the interfacial bonding between the Cu matrix and the reinforcing particles which may be stronger in composite after the second heat treatment. However, from the comparison of results presented above, it clearly reveals the potential of both the composites after the first and second heat treatments.
Therefore, the study undertaken here has achieved a deeper understanding of the relationship between composition, heat treatment and mechanical properties, which may contribute to effectively identifying critical processing factors that influence the properties of these CMCs.
The experiment aimed to investigate the impact of compositions and process conditions on the mechanical properties of fabricated particulate copper matrix composite samples comprising cold and warm compacts of particles. The current study yielded the following key findings:
·Best composite powders for the Cu-CuO-Al2O3 system were discovered at specimen C 10, which contains 20% Cu, 30% CuO, and 50% Al2O3, and which has a high mechanical property value after the first heat treatment at 900℃, But for the second heat treatment at 1150℃, the specimen C7 (20% Cu, 45% CuO, and 35% Al2O3) has the maximum measurement value of all the composites and less density.
·It is found that at cold compaction, the estimated tensile strength, diametral compression strength, and microhardness increase with increasing the weight percentage of aluminum oxide powder and decrease with the weight percentage of CuO powder at constant (20 wt.%) of Cu powder for our composite system.
·It is found that at hot compaction, the tensile strength, diametral compression, and microhardness increase with increasing a percentage of aluminum oxide rather than the copper oxide powder at constant copper powder for the composite system used.
·If the component powders, homogenization procedure, compacting pressure, sintering temperature, atmosphere, and time are properly selected, a high relative density—close to the theoretical one for the Al2O3 content—high uniformity of reinforcing particle distribution in the Cu matrix, and at least a partial divisional interface between them can be obtained.
In summary, PCMCs. are advanced materials that combine the exceptional properties of copper with the benefits of added particle reinforcements. This combination makes them valuable and versatile materials with widespread applications across multiple industries, where high performance and reliability are crucial. Establishing a competitive technology for the elaboration of (Cu-CuO-Al2O3) composites that is significantly less expensive and more dependable than those described in recent publications is being researched. The knowledge base generated through this study is expected to lead to an understanding of the relationship between processing parameters and mechanical properties and it may contribute to the identification of critical factors for processing in order to control the properties of these particulate composites. Moreover, it is, also, expected to offer a better understanding of the potential and limitations of composites which have already emerged as an engineering material.
Challenges such as achieving uniform dispersion of reinforcements, controlling interface bonding, and scalability of fabrication processes are often highlighted. Future research directions may include exploring novel reinforcement materials, optimizing processing techniques, and investigating multifunctional properties of PCMCs.
The authors would like to express our sincere gratitude to the department of Mechanical Engineering, College of Engineering, Mosul University, Mosul–Iraq and the department of Petroleum Engineering at engineering college, in University of AlKitab, Kirkuk–Iraq for their invaluable supports and guidance throughout the completion of this research paper. The depth of knowledge, encouragement, and resources provided by the department played a pivotal role in shaping the outcome of this study.
|
d |
Specimen diameter, m |
|
|
Mc |
Mass of composite material, kg |
|
|
MAl2O3 |
Mass of Al2O3 particles, kg |
|
|
MCu |
Mass of copper particles, kg |
|
|
MCuO |
Mass of copper oxide particles, kg |
|
|
P |
Compacting pressure, N/m2 |
|
|
p |
Applied load, N |
|
|
t |
Specimen thickness, m |
|
|
Vc |
Composite volume, m3 |
|
|
VAl2O3 |
Volume of Al2O3 particles, m3 |
|
|
V Cu |
Volume of Al2O3 particles, m3 |
|
|
VCuO |
Volume of copper oxide particles, m3 |
|
|
Vp |
Volume of porosity content, m3 |
|
|
Greek symbols |
||
|
ρc |
Composite density, kg/m3 |
|
|
ρAl2O3 |
Density of Al2O3 particles, kg/m3 |
|
|
ρCu |
Density of Cu particles, kg/m3 |
|
|
ρCuO |
Density of CuO particles, kg/m3 |
|
|
ρth |
Theoretical density, kg/m3 |
|
|
σc |
Diametric compression strength, N/m2 |
|
|
σt |
Tensile strength, N/m2 |
|
|
φ |
Porosity content, % |
|
[1] Wan, Y.Z., Wang, Y.L., Cheng, G.X., Tao, H.M., Cao, Y. (1998). Effects of processing parameters, particle characteristics, and metallic coatings on properties of Al2O3 copper alloy matrix composites. Powder Metallurgy, 41(1): 59-63. https://doi.org/10.1179/pom.1998.41.1.59
[2] Shehata, F., Fathy, A., Abdelhameed, M., Moustafa, S.F. (2009). Preparation and properties of Al2O3 nanoparticle reinforced copper matrix composites by in situ processing. Materials & Design, 30(7): 2756-2762. https://doi.org/10.1016/j.matdes.2008.10.005
[3] Gaboriault, E.M., (2003). The effects of fill-no uniformities on the densified states of cylindrical green P/M compacts. M.Sc. Thesis, Department of Mechanical Engineering, Worchester Polytechnic Institute, USA.
[4] Nachum, S., Fleck, N.A., Ashby, M.F., Colella, A., Matteazzi, P. (2010). The microstructural basis for the mechanical properties and electrical resistivity of nanocrystalline Cu–Al2O3. Materials Science and Engineering: A, 527(20): 5065-5071. https://doi.org/10.1016/j.msea.2010.04.070
[5] Wagih, A., Fathy, A. (2017). Experimental investigation and FE simulation of spherical indentation on nano-alumina reinforced copper-matrix composite produced by three different techniques. Advanced Powder Technology, 28(2): 1954-1965. http://doi.org/10.1016/j.apt.2017.05.005
[6] Bach, L.X., Van Thuan, D., Thu, V.T.H., Phan, T.B., Vu, N.S.H., Nam, N.D. (2019). An investigation on titania multilayer coatings for enhanced corrosion resistance of carbon steel in simulated seawater by sol–gel dip coating. Journal of Materials Research and Technology, 8(6): 6400-6406. https://doi.org/10.1016/j.jmrt.2019.09.061
[7] Wagih, A., Abu-Oqail, A., Fathy, A. (2019). Effect of GNPs content on thermal and mechanical properties of a novel hybrid Cu-Al2O3/GNPs coated Ag nanocomposite. Ceramics International, 45(1): 1115-1124. https://doi.org/10.1016/j.jallcom.2018.12.042
[8] Yu, G., Wang, H., Chen, S., Wei, L., Huang, J., Yang, J., Zhao, Z. (2020). Interfacial reaction between solid Ni and liquid Al in tens of seconds: Dissolution kinetics of solid Ni and formation of intermetallic compounds. Materials Characterization, 159: 110043. https://doi.org/10.1016/j.matchar.2019.110043
[9] Wagih, A., Fathy, A. (2018). Improving compressibility and thermal properties of Al–Al2O3 nanocomposites using Mg particles. Journal of Materials Science, 53: 11393-11402. https://doi.org/10.1007/s10853-018-2422-1
[10] Xie, N.S., Wang, J. (2012). Study on preparation of copper matrix composites reinforced by SiC and graphite particles. In 2nd International Conference on Consumer Electronics Communications and Networks (CECNet), Yichang, China, pp. 1333-1336. https://doi.org/10.1109/CECNet.2012.6202168
[11] Luo, H., Bao, R., Ma, R., Liu, J., Nie, Y., Yi, J. (2022). Preparation and properties of copper matrix composites synergistically strengthened by Al2O3 and CPD. Diamond and Related Materials, 124: 108916. https://doi.org/10.1016/j.diamond.2022.108916
[12] Zhang, X., He, M., Zhan, Y., Yang, W., Wu, K. (2022). Microstructure, Mechanical and electrical properties of hybrid copper matrix composites with Fe microspheres and rGO nanosheets. molecules, 27(19): 6518. https://doi.org/10.3390/molecules27196518
[13] Madhesh, D., Jagatheesan, K., Sathish, T., Balamanikandasuthan, K. (2021). Microstructural and mechanical properties of copper matrix composites. Materials Today: Proceedings, 37: 1437-1441. http://doi.org/10.7494/mafe.2017.43.2.97
[14] Franczak, A., Karwan-Baczewska, J. (2017). Copper matrix composites reinforced with titanium nitride particles synthesized by mechanical alloying and spark plasma sintering. Metallurgy and Foundry Engineering, 43(2): 97-105. http://doi.org/10.7494/mafe.2017.43.2.97
[15] Mahdi, F.M., Mahmood, O.H. (2021). Effect of adding nano Ag on mechanical and physical properties of Cu–10% Fe prepared by powder metallurgy technique. Tikrit Journal of Engineering Sciences, 28(1): 13-20. https://doi.org/10.25130/tjes.28.1.02
[16] Norouzifard, V., Naeinzadeh, H., Talebi, A., Ebrahimi, Z. (2021). Microstructure, mechanical and electrical properties of copper matrix composites reinforced with steel nanoparticles. Mechanics of Advanced Composite Structures, 8(2): 335-345. https://doi.org/10.22075/macs.2021.20783.1272
[17] Öksüz, K.E., Şahin, Y. (2016). Microstructure and hardness characteristics of Al2O3-B4C particle-reinforced Cu matrix composites. Acta Physica Polonica A, 129. http://doi.org/10.12693/aphyspola.129.650
[18] Prajapati, P.K., Chaira, D. (2019). Fabrication and characterization of Cu–B 4 C metal matrix composite by powder metallurgy: Effect of B 4 C on microstructure, mechanical properties and electrical conductivity. Transactions of the Indian Institute of Metals, 72: 673-684. https://link.springer.com/article/10.1007/s12666-018-1518-2
[19] Lin, H., Guo, X., Song, K., Feng, J., Li, S., Zhang, X. (2021). Synergistic strengthening mechanism of copper matrix composite reinforced with nano-Al2O3 particles and micro-SiC whiskers. Nanotechnology Reviews, 10(1): 62-72. https://doi.org/10.1515/ntrev-2021-0006
[20] Yan, Y.F., Kou, S.Q., Yang, H.Y., Shu, S.L., Qiu, F., Jiang, Q.C., Zhang, L.C. (2023). Ceramic particles reinforced copper matrix composites manufactured by advanced powder metallurgy: Preparation, performance, and mechanisms. International Journal of Extreme Manufacturing, 5: 032006. https://doi.org/10.1088/2631-7990/acdb0b
[21] Hamid, A.A., Al Jewaree, H.A.M. (2023). A practical measurements of friction coefficients during compaction process of different ceramic powders. International Journal on Technical and Physical Problems of Engineering (IJTPE), 54(15): 283-287.