
Abstract
The world today has started facing bigger problems related to the concrete industry, especially with concrete becoming the most extensively used construction material in the world. At a time like this, where more eco-friendly substitutions are stringent, it calls for a more comprehensive approach in producing recycled concrete from recycled concrete aggregates (RCA). This study is an extension to previous studies involving composite utilization of pozzolans in treating RCA. It investigates on the possibility of using rice husk ash (RHA) along with other pozzolans as a cement replacement, in both stages of aggregate treatment and concrete production. It was observed that through this treatment, aggregate specific gravity was increased to a value of 2.37 which was earlier 2.18 for untreated RCA, 26% and 59% reductions were obtained for water absorption and porosity of aggregates, respectively. Further the concrete which contained RHA in both stages, attained a high strength of 55.4 MPa, even surpassing the control mix containing natural aggregates. The same mix resulted a 12% increase in its surface resistivity. Rapid Chloride Permeability Test (RCPT) and water permeability results also showed substantial improvements when compared to the reference RCA mix. Similar to previous studies involving composite use of pozzolans, improvements in the microstructure of both the aggregates and concrete through the use of RHA resulted in the amelioration of both mechanical and durability properties of concrete. This evidently indicates the possibility of achieving high strengths, even with the use of RCA derived from parent concretes of lower grades.
Similar content being viewed by others


1 Introduction
Over the years, with the rapid evolution of the construction industry, in particular, infrastructure and building construction related activities have started to impact negatively on the environment and the society. In the long run, these large-scale construction activities have consumed a huge amount of raw materials which has resulted in a huge quantum of waste [1, 2]. Aggregates which are about 70% to 80% of concrete volume add significant disturbances to the ecological system due to its procurement and transportation [3, 4]. It is also expected for the global demand for aggregates to rise at a rate of 3.3% from 2020 to 2027 [5]. Concrete waste alone constitutes a significant proportion of about 40% in Construction and Demolition Waste (CDW) produced worldwide [6, 7]. These together with increased carbon footprint from the cement industry, have made the construction industry, a massive user of natural non-renewable resources and a huge waste producer. Research studies outline that even developed countries with much-developed construction facilities, have now faced a shortage of natural resources and land coverage for disposal of this CDW [8,9,10,11]. This is now evolving to be a global problem with many intensive programs of modernization and reconstruction work happening globally. In fact, civil engineering constructions are now seeking alternative ways, directing the interest to sustainable construction practices [12,13,14].
Apart from all the negative impacts, concrete benefits mankind more effectively than any other building material for it to be the most extensively used construction material in the world [15]. To keep gaining these benefits, the industry has to adapt to sustainable development by minimizing waste generation, reducing energy consumption, and recycling materials for construction. Many of the studies indicate that the most effective way of handling this CDW at the present stage is to, crush, wash, sift and classify, to obtain recycled aggregates (RA) and partially or completely replace the natural aggregate (NA) with RA for preparation of new concrete [16,17,18,19]. Owing to the wide availability and properties superior to those of other waste aggregates, recycled concrete aggregates (RCA) have become the most used type of recycled aggregates. Moreover, since CDW is mostly composed of concrete waste, reuse of recycled aggregate concrete (RAC) makes it possible to reduce the amount of CDW getting accumulated in wastelands [20]. With extensive research being carried out, standards have also been developed on the performance and application of RCA in concrete [21,22,23]. Much of the inferior properties like increased water absorption, low density, and high porosity of RCAs, are mainly due to this adhered mortar on the aggregate surface. This is one of the main reasons to limit many of the practical applications of RCA, mainly in the production of High Strength Recycled Aggregate Concrete (HS-RAC) [24, 25].
Limbachiya et al. [24] have examined the influence of RCA in High-strength concrete (HSC), using concrete samples made from RCA obtained from precast elements with compressive strengths ranging from 50 to 70 N/mm2. Trends have shown that 30% of RCA could be used to produce concrete with strength and durability properties similar to normal concrete (NC), which could be used in a wide range of applications. In HS-RAC prepared by Ajdukiewicz et al. [13] using RCA obtained from original moderate- or high-strength concrete, 2–7 years old, crushed up to 3 months before use, the original granite or basalt aggregates have appeared as a fully useful component for High performance concrete (HPC). Some savings in cement consumption have also been reported. RCA is said to retain some binding abilities from its previous use and incorporation in HSC which enables the use of pozzolans as supplementary cementitious materials (SCMs) to replace cement content, hence resulting in greater savings in cement consumption [13].
In the attempt of overcoming the main drawbacks of RCA, available literature contains various types of methods adopted to improve the performance of RCA by treating the mortar attached. These methods are mainly of two categories, (1) Separation of old mortar and (2) Strengthening of old mortar, out of which strengthening of mortar has proven to be more efficient in achieving desirable properties [26,27,28,29]. Some of these strengthening methods require a lot of equipment and incur high costs in the process. However, the treatments carried out using pozzolanic materials have started to gain much significance for its low cost and economically efficient approach in enhancing the performance of RCA [30, 31]. Soaking RCA in a pozzolan slurry or spraying a pozzolanic material, forming a thin coating of pozzolan around aggregate particles, makes pozzolan particles react with Calcium Hydroxide (CH) in old mortar to form Hydrated Calcium Silicate (C–S–H) gel [30, 32, 33]. In fact the study carried out by Li Long et al. [33] has shown that method of soaking is the best in terms of enhancing mechanical properties and durability.
This additional C–S–H gel that is forming as a result of the pozzolanic reaction and the cement reaction, not only strengthen RCA by filing pores and voids in the adhered mortar but also improves the microstructure of the interfacial transition zone (ITZ), which is quite an influential factor in achieving high strength in concrete [13]. Studies of where normal strength concrete and HSC prepared using RCA have shown results of a higher bond in the ITZ in recycled HPC causing the strength at 90 days to reach that of control concrete [34]. This is because a porous and loose interfacial zone is present between the NC recycled aggregate and the cement matrix, while a dense interfacial zone is present between the HPC recycled aggregate and the cement matrix [14, 35]. Thereby strengthened RCA together with improvements in ITZ can encourage its use in HSC production.
Today high-strength concrete is defined as concrete with a specified compressive strength of 55 MPa or higher [36]. Achieving high strength in concrete can be regarded as one of the key aspects in achieving sustainability in the concrete manufacturing industry. Many of the studies done up to now have investigated on the feasibility of producing HS-RAC with varying replacement levels of RCA, by using different admixtures, different parent materials etc. [13, 24, 37, 38]. However there exists only a very limited number of studies investigating the effect of using pozzolans both in the treatment stage and in the concrete mixes and no attempt has been recorded on producing HSC using low grade RCA, according to the authors knowledge. The use of RHA is encouraged here considering the fact that it is a highly reactive pozzolanic material capable of improving the microstructure of the ITZ [38] and is also an abundant material in Sri Lanka as an agricultural waste product. RHA used in this study is taken directly from the rice mill as direct waste without any extra treatment. Studies that have obtained RHA in a similar manner highlights more cost effectiveness in the process [39, 40]. Further, previous studies incorporating RHA have shown results of increased strength development of both cement mortar and concrete at later stages with improvements in the ITZ [41,42,43,44,45,46]. No study has investigated on the composite effects of using RHA together with other pozzolans in strengthening RCA. This can be mainly attributed to the increased water absorption of RHA compared to other pozzolans. However, the enhancements in RCA similar to other studies and the resulting strength improvements in concrete is where the novelty of this research resides. Hence findings in this study can be considered as a primary step in encouraging the composite use of pozzolans to produce sound concrete even with the use of RCA resulting from poor graded parent concrete.
2 Materials and experimental procedure
2.1 Coarse aggregates
Both natural and recycled coarse aggregates were used in this study. Natural aggregates were sourced from a local quarry and RCA were from crushed precast wall panels of grade 25–30 concrete. A small-scale jaw crusher has been used at the site to crush the concrete. As reported in studies, production of HS-RAC has been possible only when the obtained parent material was of high strength and good quality [47]. Majority of the studies have used higher grade laboratory concrete, crushed under controlled crushing conditions [17].
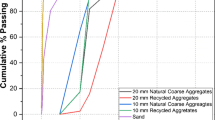
According to BS EN 12,620:2013 [48], coarse aggregates are defined as aggregates retained between 5 mm and 37.5 mm. In attainment of high strength concrete, aggregate sizes and the size distribution are major influential factors. It is discovered that, going more to the finer side, or the coarser side can adversely affect the strength properties. As per earlier findings, a well graded aggregate gradation with nominal maximum size of 20 mm has resulted in desirable properties in concrete production, both using NA as well as RA [49]. Hence this study comprises coarse aggregate sizes ranging from 5 to 20 mm, within the grading limits specified in BS 882 (1992) [50]. The sieve analysis was carried out according to BS 812–103.1 [51]. Figure 1 depicts the particle size distribution for NA and RCA. Similar gradation is seen in both NA and RCA, with the gradation of RCA slightly towards a larger size fraction than NA.

Grading curves for NA vs RCA
2.2 Fine aggregates
Natural river sand obtained locally with a size distribution ranging from 0.075 to 1.18 mm was used as the fine aggregate for all the mixes. It was considered that sand was in surface saturated dry (SSD) state at the time of mixing. Moisture content of fine aggregates was measured at the time of preparation of each trial mix. The grading distribution is illustrated in Fig. 2.

Grading curve for sand used in the study
2.3 Cementitious materials
Ordinary Portland cement (OPC)- CEM I with the strength class of 42.5 N (BS EN 197–1:2011) [52] was used in this experimental procedure together with four other additives to replace cement in both the RCA treatment and concrete preparation stages. Fly ash (FA) and RHA were used to make the pozzolanic slurry for the surface treatment of RCA. Again, RHA and Silica Fume (SF) were used to partially replace cement in concrete preparation.
FA used in this study was a by-product obtained from the coal production process. SF was obtained as an industrial by-product. RHA waste produced under controlled conditions obtained directly from the rice mill plant with minimal incineration (burnt once no grounding), was used. The obtained RHA passing through 75 µm with a high fineness, is expected to have strong pozzolanic properties. Table 1 shows the physical properties of the cementitious materials. The chemical composition of SCMs were analyzed by atomic absorption spectroscopy and the results are as presented in Table 2. It contains 87.4% SiO2 as the major component and the loss on ignition (LOI) was reported as a maximum of 3.9. This indicates low contaminant unburnt fuel, hence contributing to high pozzolanic activity in the obtained RHA. It can also be classified as a type F pozzolan according to ASTM C618 [53].
2.4 Methodology
The first stage in the experimental procedure involved treating recycled aggregates using 2 types of pozzolan slurries that were prepared and properties of aggregates were tested afterwards. Thereafter the second stage was to prepare concrete mixes incorporating untreated and treated aggregates in the mix, together with pozzolans as mineral admixtures.
2.4.1 Recycled aggregate treatment (stage 01)
As discussed above several treatment methods have now been tested and proved eligible to enhance the properties of recycled aggregates, out of which surface treatment using pozzolan slurries have resulted in more desirable properties in aggregates [27]. In many cases natural pozzolan based slurries have been effective in both the cost and its action on RA. Considering that, the main pozzolans used for the treatment process in this study are FA and RHA. Two different slurry types were made (i) FA and cement (1:1 by weight)-type 1 (ii) FA, cement and RHA-type 2. In the study done by Shaban et al. [30], the option of using FA and cement slurry was reported as being advantageous both in its effects and cost, because significant improvements in strength of aggregates were reported compared to other more expensive mechanical treatment methods. Hence in this study to further relate to the concept of sustainability, half of the cement used in type 1 slurry is replaced by RHA in type 2, giving a binder ratio as 2:1:1 of FA:cement:RHA. Properties of the resulting type 2 treated RCA were compared with type 1. This type of procedure was carried out mainly to investigate whether it is possible to use RHA together with other pozzolans to coat the aggregates in the treatment. It is expected that this modification would result in a favorable enhancement of aggregate properties similar to type 1 but with considerable cost savings.
RCA in the size range of 5–20 mm was sieved and noticeable impurities such as brick particles, wood chips and all other unwanted materials were removed before the treatment. The concentration of the strengthening materials to water was taken as 40% by mass, giving a binder:water ratio of 2:5. In the comparison made by Shaban et al., [30] between 3 such concentrations, which out of 20%, 40% and 60%, 40% has given the best desirable effects in aggregate properties compared to other two. Kariapper et al. [32] also recommends a thinner slurry to be used for more renounced property enhancement of aggregates. Hence in making the slurries, the method adopted by Shaban et al., [30] was taken as a reference for its economical simplicity and also due to the fact that it has resulted significant improvements in some aggregate properties. The mixing method involves mixing the binder materials with water, to a ratio of 2:5 for 2 min. RCA (half the weight of water used) were added to each type of slurry (type 1 and type 2) and were soaked for 4 h, which is reported as the optimum duration for the slurry to be fully effective. After that, the soaked RCA had to be passed through a sieve to remove excess slurry. Figure 3 shows the nature of the treated RCA after sieving. It is seen that the surface looks wet, and the slurry layer does not seem to be bonded to the RA. Therefore, they were dried for 3 days at room temperature within the range of 25 °C and 30 °C before using in concrete. Figure 4 gives a schematic representation of the treatment process carried out. Finally, the dried and hardened RCA were sieved again to ensure that the particle distribution was within the limits. For precise comparison purposes, the same particle size distribution for RCA in Fig. 3 was used for the treated RCA in concrete.

a Type 1 treated RCA with FA + Cement after sieving, b Type 2 treated RCA with FA + Cement + RHA after sieving

Surface treatment process for RCA using type 1 & type 2 slurries
2.4.2 Concrete preparation (stage 02)
Table 3 shows details of the calculated proportions in the concrete mix design. The design mix targets for a 28-day compressive strength of 55 MPa in the control mix. Targeting for 55 MPa, which is also the minimum strength specified for HSC in various standards, it is expected that other trial mixes with RAC will achieve the required strength and other desirable properties close to HSC with minimum material proportions. A water to binder ratio (w/b) of 0.35 was used for the control mix with a slump of 100 mm as specified in the design.
As discussed earlier, many of the past research data related to the use of RCA in production of concrete reports of 30% being the optimum replacement ratio of NA by RCA [24]. And the optimum RHA and SF percentages used to partially replace cement has been around 5–10% [45]. Hence a minimum of these optimum percentages was incorporated, in order to investigate on the combined effects of aggregate surface treatment with the use of several pozzolans both in treatment and making of concrete. Two series of concrete were made for 30% and 100% replacement of NA by RCA. Each series consisted of 6 concrete batches, 2 for each type (untreated, type 1 treated, type 2 treated) with 0% and 5% replacement of cement by RHA. Together with the two NC reference mixes, all together it consisted of 14 mix trials. Details of the notations used for the mixtures are presented in Table 4. For example, the notation RA0-30/5 means a mix with 30% replacement of NA by untreated RCA and RHA replacing 5% cement by weight. Likewise, RA 1 and RA 2 are RAC treated with type 1 and type 2 slurries, respectively. Details of the mix proportions used are as indicated in Table 5. The same w/c ratio was used for all the mixes. To account for the higher water absorption of untreated RCA, the superplasticizer (SP) dose added was varied sufficiently to maintain the workability at the used low w/c ratio. Sika Viscocrete 2110 was used as the SP in this study.
3 Test methods
3.1 Pozzolanic activity of cementitious materials
With the increasing interest of using pozzolans as cement replacements, it has become quite important to assess the reactivity of such pozzolans to ensure their suitability as SCMs. Out of the test methods available, Frattini test method involving a simple titration was performed to assess the pozzolanic activity of the pozzolans, especially RHA used in this study. The procedure specified in EN 196–5 [54] was followed, where a mixture of 20 g was prepared consisting of 80% Portland cement (CEM-I) and 20% RHA mixed with 100 mL distilled water. The sample was then kept in a sealed plastic container, in an oven at 40 °C for 8 days. The mixture taken out of the oven after 8 days was filtered through a pore size filter paper and was allowed to cool to ambient temperature. The filtrate was analyzed for [OH−] by titrating against dilute HCl at 0.1 mol·L−1 with methyl orange as the indicator and [Ca2+] was well dosed with Ethylenediaminetetraacetate (EDTA) solution at 0.03 mol L−1, using Patton and Reeders as the color indicator.
3.2 Aggregate testing
Following tests were carried out according to the specified standards, to investigate on the physical and mechanical properties of RCA with NA. Properties of RCA before and after the surface treatment, were used to assess the effects of using the two types of pozzolan slurries on the performance of RCA. Specific Gravity and Water Absorption test was according to; BS 812: Part II [55]. The tests for Aggregate Crushing value and Aggregate Impact value were done according to BS 812–110 [56] and BS 812–112 [57], respectively.
The porosity (n) of aggregates was calculated using Eq. 1 obtained from earlier studies [58]. This uses the data obtained from the specific gravity tests and it was assumed that the aggregates were fully saturated.
WOD and WSSD are the weights of oven dried and saturated surface dried aggregate samples respectively. SGSSD is the saturated and surface dried specific gravity of the aggregates.
3.3 Fresh concrete properties
Tests for the slump and bulk density of fresh concrete were conducted for each batch immediately after mixing and before casting. The slump test to measure the workability of each mix was done according to BS EN 12,350–2:2019 [59], and BS EN 12,350–6:2019 [60] standard was used to measure the density of fresh concrete.
3.4 Hardened concrete properties
3.4.1 Strength properties
Three concrete specimens (150 × 150 × 150 mm cubes) were tested from each batch at each testing age (7 days, 28 days and 90 days) and the average of the three readings was taken as the compressive strength for the particular mix at that age. The test was performed according to BS 1881–118 [61] which is the standard for determining compressive strength of concrete cubes.
3.4.2 Durability properties
Resistivity is one of the keys controlling factors to ensure longevity of concrete by limiting moisture intrusions, likelihood of corrosion and the corrosion rate. Earlier research studies show that the resistivity of concrete decreases with the substitution of NA with RCA [37], mainly due to the porous nature of the attached mortar. Hence assessing of performance in terms of durability is considered vital in producing sustainable RAC. Three widely used test methods namely Surface resistivity (using 100∅ × 200 mm cylinders), Rapid Chloride Permeability Test (RCPT) (using 100∅ × 50 mm cored out samples) and Water permeability test (using 150 × 150 × 150 mm cubes) were used in this study to primarily investigate on the effects of composite application of natural pozzolanic materials as supplementary cementitious materials in both treatment and concrete preparation stages. All the concrete specimens were tested at 90 days of age, allowing the concrete structure to improve overtime to give much realistic results. RCPT and Water permeability test were conducted according to ASTM 1202 [62] and BS EN 12,390–8 [63] standards, respectively.
Surface resistivity was measured using the Proceq’s Resipod meter as in Fig. 5, which uses the concept of 4-point Wenner probe in obtaining the resistivity measurements for concrete as a non-destructive test.

Proceq’s Resipod meter measuring resistivity
4 Test results and discussion
4.1 Frattini test
The results illustrated in the graph in Fig. 6, shows the Ca2+ ion concentration in mmol L−1, which is equivalent to the amount of CaO depending on the concentration of OH− ions expressed in mmol L−1. In the figure it depicts the solubility curve of portlandite and the position of each pozzolan and the control with respect to this curve. Accordingly, it shows that the pozzolans located well below the curve show more pozzolanic characteristics than the control [64]. Hence the Frattini test conducted here shows that RHA has the required pozzolanic activity.

Frattini test results
4.2 Particle density and water absorption of aggregates
Water absorption and density of aggregates are two of the main controlling factors to be considered in producing a good quality high strength concrete mix which also enables to withstand the required structural load on it. Unlike in NA, the porous nature of the attached mortar present in RCA results in increased water absorption and reduced particle density. Past research studies also reveal that there exists an inverse relationship between particle density of RCA and its water absorption [30, 65]. It was noted that the results obtained in this study are also in compliance with the related findings. Below Table 6 includes the results thus obtained.
Aggregates treated with type 1 have values very close to the results obtained in the study by Shaban et al. [30]. Analytically derived porosity values for both type 1 and type 2 treated RCA have reduced by 61% and 59% respectively, compared to untreated RCA. Overall, it can be said that the effects of the surface treatment are also quite notable here, with the increased particle density, reduced water absorption and porosity values obtained for treated aggregates. However, the values are still inferior to NA having much less water absorption and porosity levels. Out of the two treatments, values obtained for type 2 treatment shows a slightly less improvement in the above properties than type 1. It is believed that replacing half of the cement quantity used in type1, by RHA in type 2 may have been the major contributor in this reduction. RHA used here with minimum treatment typically consists of a larger particle size than many of the other pozzolans used here. Hence filling up of pores, in forming the dense slurry coating may have been less consistent with RHA. The lower density of RHA compared to other particles can be another cause for the lower densities in type 2 treated aggregates [66, 67]. Also, slightly higher water absorbing nature of RHA [67] might have caused the diminutive increment in water absorption compared to type 1. However, the particle density in type 2 is much the same as in type 1. This may be due to the higher specific gravity of RHA particles. In justifying the variation of performance in the two treatments, another fact that can be anticipated here is that replacing cement causes a reduction in the lime (Ca(OH)2) content and addition of RHA adds more SiO2, hence altering the Ca(OH)2:SiO2 ratio available for the reaction to form C–S–H gel, which is the main component responsible in strengthening and densifying the mortar coating. According to Kariapper et al. [32] this ratio is not to be exceeded more than 50:50% but in this study it is about 40:60%, which contradicts with the molar ratio needed for the pozzolanic reactions. Although it is the case, the impact seems to be very minimum, as the values obtained are quite similar for the 2 types of treatment. This highlights another important factor here, which is the lacking CH (Ca(OH)2) quantity is taken from the CH that is already in the RCA. This is related to the fact that RCA being considered to have a large amount of CH due to the presence of residual mortar [30]. Hence even with the type 2 treatment more pronounced property enhancement of RAC can be achieved together with more cost savings than type 1.
4.3 ACV & AIV of aggregates
Crushing value and impact value of aggregates determines the resistance to crushing load and sudden impact or shock experienced by aggregates, which in turn gives a measure of the aggregate hardness and toughness. These are essential properties to be tested in aggregates subjected to compressive loads. From previous tests, it is found that a direct and a typically strong correlation exists between aggregate crushing value and impact value [30]. The results of the tests are illustrated in Table 7 where lower values indicate stronger aggregates.
The crushing value and the impact value for NA is 21.82% and 19%, and for RCA it is recorded as 42.01% and 35.85%. Higher values in RCA are mainly due to the weak structure of the attached mortar on aggregates. Since RCA used in this study is derived from grade 25–30 concrete, the interface bond strength and the mortar itself is not strong enough to resist impact loads because the bond between the parent aggregate and the mortar is said to be weaker in concretes of lower grades [47]. However, by adopting a surface treatment, these values are substantially improved. Type 1 treatment has improved the values to 33.2% and 24.26%. Similar improvements were seen in other related previous studies as well [30]. Type 2 gives values of 35% and 26.4%, which is similar as in type 1, meaning both the treatments are having somewhat similar effects on enhancing the aggregate properties. These significant improvements in treated RCA evidently proves how the thin coating formed on the RCA surface acts as a strengthening shell, giving higher resistance against crushing [30]. Moreover, the new hydrates formed through the reaction of CH in the mortar with pozzolans from the treatment, solidifies and enhances the mortar structure by sealing the pores and strengthening the cracks. This enhancement is a bit lacking in type 2 treatment mainly because, in the case of RHA, more pronounced effects are seen in the long-term with pozzolanic activity taking place with time.
4.4 Slump values of fresh concrete
The slump values obtained for mixtures containing treated aggregates were in the range of 80–100 mm, which is reported to be in the acceptable slump height range for HSC production [24, 68, 69]. Initially, somewhat less workability was observed for the mixtures containing RCA due to the higher water absorption of aggregates. This is because no additional water was provided to satisfy the absorption demand of RAs. Similar studies done on RAC reports slump values decreasing with increasing RA replacement ratio, given that no additional water is added to account for absorption [68, 70]. In addition, this study uses crushed RA having more angular and elongated surface rheology which makes the RAC mixes less workable compared to NA mixes. The fact that poor shape properties of RA leading to lower slump values is highlighted in several other studies as well [71, 72]. However, in order to account for the loss of slump, a slightly higher SP dose was used in all mixtures having untreated and treated RCA. Further type 2 treated mixtures had slightly lesser slumps than type 1 treated ones for the same SP dose, owing to the slightly higher water absorbing nature of RHA [45]. Since this study incorporates RHA with high fineness, the higher surface area of particles absorbs more water making the mix more cohesive and less workable. These observations are in good agreement with several other findings in the literature [73]. The information related to the obtained slump values is given in Table 5.
4.5 Compressive strength and density of hardened concrete
Depicted in Fig. 7 are the density values of hardened concrete tested at 28 days of age in SSD condition. Similar to observations from past studies, it is seen that densities of concrete containing RCA are less than ones containing NA and increasing RCA replacement percentage has resulted in lower hardened densities in concrete. This is attributed to the higher porosity of RCA than NA lowering their bulk density, as explained in related literature [41,42,43]. It is observed that concrete containing treated aggregates reports higher density values than concrete containing untreated RCA. These values are much closer to values obtained with concrete containing NA. This is because through the surface treatment, the pozzolan slurry fills in all the pores and cracks, thus reducing the existing porosity. It can be said that effects from the two types of slurries are similar, since resulting aggregate properties obtained, are very much alike for type 1 and type 2. The only slight difference is that inclusion of RHA in the concrete mix has resulted in lowering the hardened density owing to the slight porosity induced by RHA in the concrete mix [39, 66].

Variation in concrete density
As expected, compressive strengths of untreated RAC are inferior to those of NA, due to the presence of weak adhered mortar. It is also seen that slight reductions in strength are resulted when going from 30 to 100% RCA replacement. However, RA2-100/5 containing 100% type 2 treated RCA with 5% RHA in the mix, has given a compressive strength of 41.8 MPa, which is a significant value to achieve with RCA initially derived from grade 30 concrete. All mixes with treated RCA have achieved higher strengths due to the improvements in the ITZ through the pozzolanic reactions. Similar observations were seen in previous studies [74]. It can be said that the use of RHA in both stages has resulted in higher strengths in recycled concrete. RA2-30/5 has achieved a strength of 55.4 MPa at 28 days of age, which is even higher than the NA reference mix without RHA. Figure 8 clearly depicts how strength improvements have occurred in concrete with age. RCA mixes containing RHA have achieved significant enhancements in the long-term (28 and 90 days).

Compressive strength results of different mixtures
At 7 days of testing, the compressive strength of RA2-30/0 and RA2-30/5 has increased by 6% and 12.5% respectively, when compared to the reference NA mix. This kind of increment is not seen in any of the other mixes at 7 days of age. Even with type 1 treatment such pronounced increments are not seen. The reason behind this can be due to the use of RHA in both the treatment phase and concrete making phase. The high pozzolanic activity of RHA has increased the 28-day compressive strength of RA2-30/5 by 66% than the reference RCA mix (RA0-30/0).
4.6 Electrical resistance of hardened concrete
The influence on the resistivity due to the replacement level of RCA and the quality (whether treated or untreated) is clearly seen here. Similar to previous studies, 100% replacement has resulted in lower resistivity values, hence more porous concretes. Regardless of the testing age or the incorporation of RHA, concrete containing treated RCA have resulted in higher resistivity values. This can be attributed to the reduced porosity of treated RCA. In type 2, slightly higher porosity is seen at 28 days with lower resistivity values. Also, the porosity imparted with the addition of RHA in concrete might have caused this initial lowering of resistivities. However, concrete mixtures with RHA in both aggregate treatment stage and in concrete have developed higher values in resistivity, owing to the densification of the microstructure brought about by filling of pores through the pozzolanic reactions happening over time [75]. RA2-30/5 has achieved a 12% increase in its 90 days’ resistivity when compared with the NA control mix. This highlights the significance of using RHA.
As mentioned earlier, the degree of RCA replacement also influences on the resistivity values. As depicted in the Fig. 9, mixtures with 100% RCA have lower resistivity values when compared with the respective 30% replaced mix. This is due to the increased accumulation of inferior properties of RCA affecting the concrete structure with full replacement [76].

Surface resistivity of different mixtures
4.7 Rapid chloride permeability test
The results of the tests performed by applying a 60 V DC on saturated specimens of each trial mix are presented in Fig. 10. As shown, it is the total charge (in coulombs) passed in the specimen considered, with readings taken at intervals of 30 min for a duration of 6 h and 30 min, as specified in the standard. Past research studies have shown that effects of age and grade of concrete influence on the penetrability of chloride ions in concrete [45, 77]. The same trends were observed in this study as well. Analysis of results clearly shows how the resistance to ion penetration increase with the increase in replacement ratio of RCA. Similar to what is observed in literature, 100% replacement by RCA has given lower values of resistance to chloride ions than 30% replacement. However, regardless of that fact, concrete containing treated RCA has anyway resulted in much more reduced permeability values. This can be because, even though concrete containing RCA tend to be more porous, the method of treatment adopted and the use of FA, SF and RHA as pozzolans have resulted in the improvements in concrete matrix containing treated RCA. Composite effects of pozzolanic materials added in both the treatment stage and in concrete are quite notable considering how RCA2-30/5 reports to have the best among all mixes. Incorporation of RHA in concrete has also caused a significant reduction in the charge passed when comparing mixes containing 0% and 5% RHA for the respective categories of concrete containing NA, untreated, type 1 and type 2 treated RCA. For example, in concrete containing 30% of type 2 RCA with 5% RHA has a reduction of 34% in its permeability when compared with its respective mix with 0% RHA. This same trend is observed in other pairs of concrete as well.

RCPT test results (in Coulombs) at 90 days
4.8 Water permeability test
From previous studies, it is seen that penetration depths increase for increasing replacements of cement by of RHA in concrete [78,79,80]. The average values for water penetration depths at 90 days, measured to the nearest mm are presented in Fig. 11. Nevertheless, incorporation of RHA both in the treatment and 5% in concrete has actually resulted in a lower penetration depth compared to the other mixes without RHA in this study. This can be due to the fact of not exceeding the optimum percentage of RHA, so as to not cause any adverse effects on concrete durability, that can happen with increasing porosity. Penetration depths obtained for the series containing 30% RCA are lower than that with 100% replacement, which is another common observation from past studies.

Depth of water penetration at 90 days
In comparing the two treatments, concrete with type 2 treated RCA have permeabilities lower by about 10% than concrete with type 1 treated RCA, when comparing the corresponding type 1 and type 2 mixes in the two series. Additionally, it is seen that the mix containing type 2 treated RCA and with 5% RHA has a permeability, closer to the control mix containing NA (only a 6% increase in RCA2-30/5, when compared to NA0). Meanwhile all the values obtained were less than 50 mm, which means, according to DIN 1045 [81] standards all the concrete mixes can be considered watertight [80]. Hence in conclusion of the outcomes from previous tests, RCA2-30/5 concrete exhibits superior durability properties due to the densified structure of concrete compared to other RAC mixes.
4.9 Investigation on the microstructure of aggregates and concrete
Out of all the factors influencing the concrete microstructure and its properties, the nature of the surface of aggregates can be identified as one of the main factors. This is because many of the concrete properties get defined based on the nature of the interface between the aggregate and the new mortar. When it comes to RAC, there exists three ITZs, one between aggregate and the old mortar, one between aggregate and new cement paste and the other one between the old mortar and the new cement paste. This significant difference in the aggregate surface between of RCA compared to NA results in substantial changes in the ITZ of concrete. Availability of C–S–H gel formed through the pozzolanic reactions and extra pozzolanic material on the surface of the RAs is considered essential when it comes to achieving the required strength both in the aggregate and in concrete. In order to compare and characterize the microstructure around all three types of aggregates, microscopic images were used. For this, images were obtained through a Scanning Electron Microscope (SEM)—Model “Zeiss EVO 18” for the analysis. Surfaces of untreated, type 1 treated, and type 2 treated aggregate pieces were examined under the microscope. The test was done several times using different aggregate pieces for each type to obtain reliable results.
NA aggregate particles mostly consists of smooth and round edges but RAC with the attached mortar, consists of a rough and a very porous structure as depicted in Fig. 12. After using the surface treatment, the surface seems to get covered with a layer of the pozzolanic slurries. In type 1, it is seen that the aggregates are fully coated and almost all the pores that were there before are concealed to a greater extent. The same effect is seen in type 2 as well, but the degree of coating has been to a lesser degree, when compared with type 1. As shown in Fig. 12c the coating of type 2 slurry consisting of RHA has not fully covered some parts of the RCA. However, it is notable that in both the treatments the pozzolanic materials in the slurries have penetrated the surface layer of RCA and has densified the surface layer of RCA through the pozzolanic reactions. SEM images taken to investigate on the microstructure of aggregates provide evidence on the above fact.

a Untreated RCA, b Type1 treated RCA & c Type2 treated RCA
As depicted, it can be seen that the surface treatment has enhanced the surface structure of aggregates when comparing Fig. 13a with Fig. 13b and c. It is noteworthy as to how much the large number of pores on the surface of the untreated aggregate is filled through the surface treatment process. The C–S–H gel particles formed through the pozzolanic reactions are visible on the surface of aggregates in all three types. This is as observed in other work involving pozzolans [82]. Here in this study, the amount formed differ in untreated and treated types. Due to the pozzolanic activity in type 1 and type 2, more C–S–H having a cloudy appearance on the surface can be seen as in Fig. 14b, c. It is the main component that is responsible in filling up the pores, in giving a more densified structure to the aggregates after treatment. In addition, particles which are seen more spherical are the unreacted pozzolanic material, which later react in concrete which is also the reason behind the higher strengths in RAC containing treated RCA. However, in untreated RCA as in Fig. 14a, together with the small amount of C–S–H formed, amounts of unreacted Ca(OH)2 (Portlandite) are seen. From what is observed in previous studies, this is mainly from its’ previous use in concrete [74]. In comparing the two treatments, the main difference is that type 1 treatment does not contain any of the larger pores that were there before, as in the untreated RCA. But in type 2 treatment involving RHA, at some places of the RCA proper coating of the slurry has not taken place, owing to the larger particle size of RHA particles. Regardless of the above fact, improvements were seen in concrete prepared using type 2 treated aggregates similar to type 1 and, in some cases, even more pronounced enhancements were obtained due to the higher pozzolanic activity of RHA with time.

a SEM image showing microstructure of RCA untreated, b Microstructure of type1 RCA, c Microstructure of an area of type2 RCA lacking proper coating

SEM microstructures of a Untreated RCA, b Type 1 treated RCA and c Type 2 treated RCA
Furthermore, as discussed above, it is seen that the addition of RHA in type 2 slurry resulted in an excess of SiO2 than what was needed for the reactions in the aggregate treatment phase. This additional amount later reacts with cement in the new mortar, hence forming additional C–S–H. As a result, adding RHA as a partial replacement of cement not only strengthens the old mortar phase but also enhances aggregate- new mortar and old mortar-new mortar interphases as illustrated in Fig. 15. This is what resulted for RCA2-30/5 to attain higher strength together with a denser structure in concrete than other mixtures.

View of strengthened RCA in concrete
5 Conclusions
Some very important conclusions were drawn out from this research aiming to eliminate the underestimated utilization of RCA in structural applications. The key conclusion is that RAC derived from even lower grades of concretes can be used to produce HS-RAC. A simple treatment method and use of industrial/naturally occurring waste products as pozzolans to replace cement can result in environmentally sustainable and cost-effective options.
-
As expected, in terms of strength properties replacement of NA using RA results in lower values, where approximately 20% and 40% reduction is reported for partial and full replacement, respectively. However, the low-cost environmentally friendly surface treatment method incorporating RHA strengthens RA, enhances the microstructure of concrete better than other treatment methods involving pozzolans. Use of RHA in both treatment and concrete preparation process had some positive effects on the compressive strength of concrete. 30% replaced mix containing 5% RHA in concrete attained a high strength of 55.4 MPa, even surpassing the control mix.
-
The same mix showed surface resistivity, RCPT and water permeability values superior to control mixtures containing untreated RCA, owing to the improvements of the pore structure of concrete containing pozzolans with its’ age at 90 days. Further, it can be concluded that even though both treatment types had somewhat similar effects on enhancing the aggregate properties, concrete containing type 2 treated RCA has resulted in better improvements, in terms of strength properties and durability properties than concrete containing type 1 treated RCA
-
As seen in this study, the composite use of RA with RHA can result in significant variations in fresh properties of concrete, particularly the workability related properties. Studies have proven that fresh properties of recycled concrete mixes comply to the flow parameters of a Bingham fluid. Hence, further analysis is suggested to be carried out in varying the w/c ratio to investigate on the rheology of the recycled concrete mixtures used in this study and their behavior conforming to a Bingham fluid.
-
The combined effects of natural pozzolans proved to be quite significant in reducing the porosity, hence substantially improving the durability properties of concrete. Microscale effects of strengthening the concrete matrix, through the use of RHA in both stages of aggregate treatment and concrete preparation has increased the microhardness of both new and old cement paste around RCA, resulting in property enhancement of both RCA and concrete. However, more quantitative investigation on the porosity content and chemical composition in the ITZ is recommended for future research to further optimize the material proportions.
-
Upon previous investigations of the failure patterns in HSC, it is evident that the failure first initiates and starts to propagate around the ITZ zone. Typically, it is not likely for this damage to go around the aggregate through the cement binder, because achieving high strength would mean that the concrete consists of a very strong cement paste. Hence the obvious path for failure in HSC is through the aggregates. This is where RCA fail to produce HSC, due to the aggregates’ weak structure. Therefore, when it comes to production of HS-RAC, adopting to ways of strengthening the aggregates is considered crucial. In analyzing the economic aspects here, as stated in earlier studies surface treatment method using pozzolan slurries are reported to be one of the most cost-effective treatment methods to yield enhancements in RCA properties. The option of using locally available materials as pozzolans can significantly lower the cost of production of recycled concrete. Using RHA as a locally obtained agricultural waste with fly ash and silica fume as industrial waste products can further maximize the approach to sustainability.
-
Incorporation of RHA indicated considerable enhancements in both aggregates and concrete properties. In fact, use of RHA in the type 2 treatment has resulted nearly a 20% reduction in the cement content as compared to the other treatment (type 1). However, to further optimize its use and to reduce the cement content, detailed experiments should be carried out to determine the maximum optimum percentages to result in a more economical and viable option. Further investigations on the detailed aspects of the treatment process, especially the influence of the degree of coating using composite pozzolans on RCA properties should be thoroughly evaluated.
References
Fadiya OO, Georgakis P, Chinyio E (2014) Quantitative analysis of the sources of construction waste. J Constr Eng 2014:651060. https://doi.org/10.1155/2014/651060
Pavan PS, Babitha RH, Deepika Girish RKM, Vinod PN, Dushyanth V, Babu.R SN, (2018) A study on recycled concrete aggregates. Int J Pure Appl Math 118:3239–3263
Nassar R-U-D, Soroushian P (2012) Strength and durability of recycled aggregate concrete containing milled glass as partial replacement for cement. Constr Build Mater 29:368–377. https://doi.org/10.1016/j.conbuildmat.2011.10.061
Khaliq W, Taimur (2018) Mechanical and physical response of recycled aggregates high-strength concrete at elevated temperatures. Fire Saf J 96:203–214. https://doi.org/10.1016/j.firesaf.2018.01.009
Grand View Research Aggregates Market Growth _ Industry Report, 2020–2027
Awasthi MK, Zhao J, Soundari PG, et al (2019) Chapter 6—sustainable management of solid waste. In: Taherzadeh MJ, Bolton K, Wong J, Pandey ABT-SRR and ZWA (eds). Elsevier, pp 79–99
Gálvez-Martos J-L, Styles D, Schoenberger H, Zeschmar-Lahl B (2018) Construction and demolition waste best management practice in Europe. Resour Conserv Recycl 136:166–178. https://doi.org/10.1016/j.resconrec.2018.04.016
Kabirifar K, Mojtahedi M, Wang C, Tam VWY (2020) Construction and demolition waste management contributing factors coupled with reduce, reuse, and recycle strategies for effective waste management: a review. J Clean Prod 263:121265. https://doi.org/10.1016/j.jclepro.2020.121265
Marinković S, Radonjanin V, Malešev M, Ignjatović I (2010) Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag 30:2255–2264. https://doi.org/10.1016/j.wasman.2010.04.012
Saiz Martínez P, González Cortina M, Fernández Martínez F, Rodríguez Sánchez A (2016) Comparative study of three types of fine recycled aggregates from construction and demolition waste (CDW), and their use in masonry mortar fabrication. J Clean Prod 118:162–169. https://doi.org/10.1016/j.jclepro.2016.01.059
Rameezdeen R, Kulatunga U, Amaratunga D (2004) Quantification of construction material waste in Sri Lankan Sites. Proc Int Built Hum Environ Res Week 1–9
Meyer C (2009) The greening of the concrete industry. Cem Concr Compos 31:601–605. https://doi.org/10.1016/j.cemconcomp.2008.12.010
Ajdukiewicz A, Kliszczewicz A (2002) Influence of recycled aggregates on mechanical properties of HS/HPC. Cem Concr Compos 24:269–279. https://doi.org/10.1016/S0958-9465(01)00012-9
Casuccio M, Torrijos MC, Giaccio G, Zerbino R (2008) Failure mechanism of recycled aggregate concrete. Constr Build Mater 22:1500–1506. https://doi.org/10.1016/j.conbuildmat.2007.03.032
Bremner T, Eng P (2001) Environmental aspect of concrete: problems and solutions. Proceeding First All Russ Conf Concr Reinf Concr
Silva RV, Brito J, Dhir R (2014) Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr Build Mater 65:201–217. https://doi.org/10.1016/j.conbuildmat.2014.04.117
Hamad BS, Dawi AH (2017) Sustainable normal and high strength recycled aggregate concretes using crushed tested cylinders as coarse aggregates. Case Stud Constr Mater 7:228–239. https://doi.org/10.1016/j.cscm.2017.08.006
Kumar R (2017) Influence of recycled coarse aggregate derived from construction and demolition waste (CDW) on abrasion resistance of pavement concrete. Constr Build Mater 142:248–255. https://doi.org/10.1016/j.conbuildmat.2017.03.077
Safiuddin M, Alengaram UJ, Rahman M et al (2013) Use of recycled concrete aggregate in concrete: a review. J Civ Eng Manag 19:796–810. https://doi.org/10.3846/13923730.2013.799093
Zega CJ, Villagrán-Zaccardi YA, Di Maio AA (2010) Effect of natural coarse aggregate type on the physical and mechanical properties of recycled coarse aggregates. Mater Struct 43:195–202. https://doi.org/10.1617/s11527-009-9480-4
Makul N, Fediuk R, Amran M et al (2021) Capacity to develop recycled aggregate concrete in South East Asia. Build 11:234
Oliveira D (2004) Recycled agregate standardization in Brazil. In: International RILEM conference on the use of recycled materials in building and structures, pp 156–165
Noguchi T, Koyama A, Suzuki Y (2007) Japanese industrial standards of recycled aggregate and recycled concrete using recycled aggregate. Concr J 45:5–12. https://doi.org/10.3151/coj1975.45.7_5
Limbachiya M, Leelawat T, Dhir R (2000) Use of recycled concrete aggregate in high-strength concrete. Mater Struct Constr 33:574–580. https://doi.org/10.1007/BF02480538
Etxeberria M, Marí AR, Vázquez E (2007) Recycled aggregate concrete as structural material. Mater Struct 40:529–541. https://doi.org/10.1617/s11527-006-9161-5
Revathi P, Amirthavalli R, Karan L (2014) Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. J Mater Civ Eng 27:4014168. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001128
Shaban WM, Yang J, Su H et al (2019) Quality improvement techniques for recycled concrete aggregate: a review. J Adv Concr Technol 17:151–167. https://doi.org/10.3151/jact.17.151
Kou SC, Poon CS (2010) Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem Concr Compos 32:649–654. https://doi.org/10.1016/j.cemconcomp.2010.05.003
Raman JVM, Ramasamy V (2021) Various treatment techniques involved to enhance the recycled coarse aggregate in concrete: a review. Mater Today Proc 45:6356–6363. https://doi.org/10.1016/j.matpr.2020.10.935
Shaban WM, Yang J, Su H et al (2019) Properties of recycled concrete aggregates strengthened by different types of pozzolan slurry. Constr Build Mater 216:632–647. https://doi.org/10.1016/j.conbuildmat.2019.04.231
Li L, Xuan D, Chu SH, Poon CS (2021) Modification of recycled aggregate by spraying colloidal nano silica and silica fume. Mater Struct 54:223. https://doi.org/10.1617/s11527-021-01815-6
Kariapper A, Karunaratne S, Nanayakkara D (2014) Low cost and effective methodology to improve the physical properties of recycled aggregates with the use of rice husk ash- lime slurry. 4th National Conference on Technology and Management, Sri Lanka Institute of Information Technology, Sri Lanka, December 2014
Li L, Xuan D, Sojobi AO et al (2021) Development of nano-silica treatment methods to enhance recycled aggregate concrete. Cem Concr Compos 118:103963. https://doi.org/10.1016/j.cemconcomp.2021.103963
Pedro D, de Brito J, Evangelista L (2015) Performance of concrete made with aggregates recycled from precasting industry waste: influence of the crushing process. Mater Struct 48:3965–3978. https://doi.org/10.1617/s11527-014-0456-7
Mohammed Ali AA, Zidan RS, Ahmed TW (2020) Evaluation of high-strength concrete made with recycled aggregate under effect of well water. Case Stud Constr Mater 12:e00338. https://doi.org/10.1016/j.cscm.2020.e00338
ACI Committee 363 (1997) State-of-the-Art Report on High-Strength Concrete. Am Concr Inst 92:55
Gonzalez A, Etxeberria M (2014) Experimental analysis of properties of high performance recycled aggregate concrete. Constr Build Mater 52:227–235. https://doi.org/10.1016/j.conbuildmat.2013.11.054
Rattanachu P, Toolkasikorn P, Tangchirapat W et al (2020) Performance of recycled aggregate concrete with rice husk ash as cement binder. Cem Concr Compos 108:103533. https://doi.org/10.1016/j.cemconcomp.2020.103533
Selvaranjan K, Gamage JCPH, De Silva GIP, Navaratnam S (2021) Development of sustainable mortar using waste rice husk ash from rice mill plant: Physical and thermal properties. J Build Eng 43:102614. https://doi.org/10.1016/j.jobe.2021.102614
Selvaranjan K, Navaratnam S, Gamage JCPH et al (2021) Thermal and environmental impact analysis of rice husk ash-based mortar as insulating wall plaster. Constr Build Mater 283:122744. https://doi.org/10.1016/j.conbuildmat.2021.122744
Meddah S (2017) Recycled aggregates in concrete production: engineering properties and environmental impact. MATEC Web Conf 101:5021. https://doi.org/10.1051/matecconf/201710105021
Kenai S (2018) 3–Recycled aggregates. In: Siddique R, Cachim PBT-W and SCM in C (eds) Woodhead publishing series in civil and structural engineering. Woodhead Publishing, pp 79–120
Ozbakkaloglu T, Gholampour AA, Xie T (2017) Mechanical and durability properties of recycled aggregate concrete: effect of recycled aggregate properties and content. J Mater Civ Eng 30:4017275. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002142
Rattanachu P, Karntong I, Tangchirapat W et al (2018) Influence of bagasse ash and recycled concrete aggregate on hardened properties of high-strength concrete. Mater Constr 68:158. https://doi.org/10.3989/mc.2018.04717
Zareei SA, Ameri F, Dorostkar F, Ahmadi M (2017) Rice husk ash as a partial replacement of cement in high strength concrete containing micro silica: evaluating durability and mechanical properties. Case Stud Constr Mater 7:73–81. https://doi.org/10.1016/j.cscm.2017.05.001
Qureshi LA, Ali B, Ali A (2020) Combined effects of supplementary cementitious materials (silica fume, GGBS, fly ash and rice husk ash) and steel fiber on the hardened properties of recycled aggregate concrete. Constr Build Mater 263:120636. https://doi.org/10.1016/j.conbuildmat.2020.120636
Padmini AK, Ramamurthy K, Mathews MS (2009) Influence of parent concrete on the properties of recycled aggregate concrete. Constr Build Mater 23:829–836. https://doi.org/10.1016/j.conbuildmat.2008.03.006
British European Standard, London UK (2013) BS EN 12620:2013
Kang M, Weibin L (2018) Effect of the aggregate size on strength properties of recycled aggregate concrete. Adv Mater Sci Eng. https://doi.org/10.1155/2018/2428576
British European Standard, London UK BS 882 1992 Aggregates For Concrete
British European Standard, London UK (1989) Testing Aggregates Part 103: Methods for Determination of Particle Size Distribution Sec 103.1: Sieve Tests, 85th editi. British Standards Institution (BSI)
British European Standard, London UK (2011) BS EN 197–1:2011, Composition, specifications and conformity criteria for common cements
ASTM International, West Conshohocken P (2019) Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete
British European Standard, London UK (2011) Methods of testing cement. Pozzolanicity test for pozzolanic cement
British European Standard, London UK (1995) BS 812–2:1995 Testing aggregates. Methods for determination of density
British European Standard, London UK (1990) BS 812–110:1990 Testing aggregates. Methods for determination of aggregate crushing value (ACV)
British European Standard, London UK (1990) BS 812–112:1990 Testing aggregates. Method for determination of aggregate impact value (AIV)
Abbas A, Fathifazl G, Fournier B et al (2009) Quantification of the residual mortar content in recycled concrete aggregates by image analysis. Mater Charact 60:716–728. https://doi.org/10.1016/j.matchar.2009.01.010
British European Standard, London UK (2019) BS EN 12350–2:2019 Testing fresh concrete. Slump test
British European Standard, London UK (2019) BS EN 12350–6:2019 Testing fresh concrete. Density
British European Standard, London UK (1983) BS 1881–116:1983 Testing concrete. Method for determination of compressive strength of concrete cubes
ASTM International, West Conshohocken P (2019) ASTM C1202 - 19 Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration
British European Standard, London UK (2019) BS EN 12390–8:2019 Testing hardened concrete. Depth of penetration of water under pressure
Sanou I, Seynou M, Zerbo L et al (2017) Evaluation of Pozzolanic Activity of Illitic and Lateritic Raw Materials from Burkina Faso. Chem Sci Int J 18:1–13. https://doi.org/10.9734/CSJI/2017/30995
Ismail S, Ramli M (2013) Engineering properties of treated recycled concrete aggregate (RCA) for structural applications. Constr Build Mater 44:464–476. https://doi.org/10.1016/j.conbuildmat.2013.03.014
Ahmad M, Ahmad F, Azmi M, Zahid M (2015) Properties of Cement Mortar Consisting Raw Rice Husk. Appl Mech Mater 802:267–271. https://doi.org/10.4028/www.scientific.net/AMM.802.267
Akinwumi I, Awoyera P, Olofinnade O et al (2016) Rice husk as a concrete constituent: Workability, water absorption and strength of the concrete. Asian J Civ Eng 17:887–898
Shing Chai Ngo N (2004) High-strength structural concrete with recycled aggregates. Build 112
Gupta R, Choudhary R, Jain A et al (2020) Performance assessment of high strength concrete comprising marble cutting waste and fly ash. Mater Today Proc 42:572–577. https://doi.org/10.1016/j.matpr.2020.10.647
Azmi N, Sheikh Khalid F, Irwan JM et al (2017) A study on the performance of concrete containing recycled aggregates and ceramic as materials replacement. IOP Conf Ser Mater Sci Eng 271:12081. https://doi.org/10.1088/1757-899X/271/1/012081
Yu L, Huang L, Ding H (2019) Rheological and mechanical properties of ultra-high-performance concrete containing fine recycled concrete aggregates. Materials 12:3717
Lavado J, Bogas J, Brito J, Ahmed H (2020) Fresh properties of recycled aggregate concrete. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2019.117322
Al-Alwan AAK, Al-Bazoon M, Mussa FI et al (2022) The impact of using rice husk ash as a replacement material in concrete: an experimental study. J King Saud Univ Eng Sci. https://doi.org/10.1016/j.jksues.2022.03.002
Poon CS, Shui ZH, Lam L (2004) Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr Build Mater 18:461–468. https://doi.org/10.1016/j.conbuildmat.2004.03.005
Sosa ME, Carrizo LE, Zega CJ, Villagrán Zaccardi YA (2018) Water absorption of fine recycled aggregates: effective determination by a method based on electrical conductivity. Mater Struct 51:127. https://doi.org/10.1617/s11527-018-1248-2
Kurda R, de Brito J, Silvestre JD (2019) Water absorption and electrical resistivity of concrete with recycled concrete aggregates and fly ash. Cem Concr Compos 95:169–182. https://doi.org/10.1016/j.cemconcomp.2018.10.004
Jc M, Pa G (2019) Rapid chloride permeability test on concrete with nano materials. Int J Eng Adv Technol 8:103–109
Hossain MA, Rashid MH, Rahman MM, Laz, OU (2009) Engineering properties and permeability of concrete in presence of rice husk ash. Proceeding of the International Conference on Solid Waste Management: Technical, Environmental and Socio-economical Contexts – Waste Safe 2009, Khulna, Bangladesh, November 2009, Vol 1, pp 387-394
Adnan SH, Loon LY, Rahman IA, Saman HM, Soejoso MW (2008) Water permeability of recycled aggregate concrete. In: Proceedings of the Technology and Innovation for Sustainable Development Conference (TISD2008), Khon Kaen, Thailand, 28–29 January 2008
Skutnik Z, Sobolewski M, Koda E (2020) An experimental assessment of the water permeability of concrete with a superplasticizer and admixtures. Materials (Basel) 13:1–16. https://doi.org/10.3390/ma13245624
Deutsches Institut fur Normung E.V. (DIN) (1996) DIN 1045: Structural use of concrete design and construction
Saran AA, Magudeswaran P (2017) SEM analysis on sustainable high performance concrete. Int J Innov Res Sci Eng Technol. https://doi.org/10.15680/IJIRSET.2017.0606016
Acknowledgements
The author would like to express sincere thanks to INSEE i2i, Sri Lanka for providing the relevant expertise and financial support. Also, would like to acknowledge the technical staff in the Material Testing Laboratory, University of Moratuwa, Sri Lanka.
Author information
Authors and Affiliations
Contributions
Ashani Fernando: Methodology, Formal analysis, Investigation, Data Curation, Writing—Original Draft, Visualization; Kajanan Selvaranjan: Conceptualization, Methodology, Validation, Formal analysis, Investigation, Resources, Data Curation, Writing—original draft, Review & Editing; Gowsijan Srikanth: Data curation, Visualization; J.C.P.H.Gamage: Conceptualization, Resources, Writing—Review & Editing, Supervision, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest in this research.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fernando, A., Selvaranjan, K., Srikanth, G. et al. Development of high strength recycled aggregate concrete-composite effects of fly ash, silica fume and rice husk ash as pozzolans. Mater Struct 55, 185 (2022). https://doi.org/10.1617/s11527-022-02026-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1617/s11527-022-02026-3