
Abstract
Carbon-based twisted laminar yarns were fabricated by the homogeneous incorporation of titanium and graphene nanoparticles into carbon multi-wall carbon nanotube (MWNT) sheets. The titanium and graphene reacted to form titanium carbide (TiC) within the MWNT host matrix when ignited by heating. The reaction between titanium and graphene within the MWNT results in the generation of 50 J/g of released heat. This indicates a roughly 28% increase in heat discharge compared to the exothermic reaction when only pure titanium and graphene are involved. The produced yarns have a Young’s modulus of 1.9 GPa, indicating ~ 200% enhancement compared to the 0.63 GPa observed for the pristine yarn.
Graphical abstract

Similar content being viewed by others


Introduction
The use of carbon multi-wall nanotube (MWNT) yarns as a building block for laminar composites is an area of active research due to their unique chemical and physical properties.[1] Twisting CNT-fibers into yarns is a method used to improve the performance and durability of the mechanical properties of MWNT composite structures, particularly the Young’s modulus and tensile strength.[2] Previous work has used a twist-based biscrolling process to incorporate one- and two-dimensional nanomaterials into nanofiber yarns.[3] Advanced structural composites with modified optical, mechanical, electrical, and magnetic properties have been made by this and other methods.[4] MWNTs possess remarkable features, such as high surface area, high aspect ratio, low density, excellent thermal stability, chemical inertness, and the ability to maintain their mechanical properties even at high temperatures.[5,6]
In order to utilize the exceptional properties of aligned MWNTs yarns and sheets[7] in applications where high yarn weights are needed, it is necessary for them to be inexpensively available on a larger scale than they are at present. Graphene also possesses remarkable mechanical, thermal, and electrical properties, making it an attractive filler material for composite structures.[8] When used as a filler material, graphene can improve the mechanical properties of composite materials, such as their strength, stiffness, and toughness, while also enhancing their electrical conductivity and thermal properties.[9,10,11]
MWNTs have been modified by nano-TiC using a pressure-less spark plasma sintering technology, and then were added to mesocarbon microbeads to prepare high performance isostatically pressed graphite materials.[12] It was shown that flexural strength and degree of graphitization increased by 70% and 10%, respectively, and the thermal properties were also improved. Such laminar or yarn composite structures potentially can be used in weight-critical applications like aircraft, spacecraft, bullet-proof vests, radiation protection suits, and spacesuits due to their stiffness, strength, and thermal stability.[13] TiC has been used as a reinforcement for metal matrix composites (MMC) by virtue of its excellent properties, such as high melting temperature (3250°C), low density (4.93 g/cm3), high hardness (2895–3200 HV), high chemical stability, good wettability, strong interfacial bonding with a metal matrix, and high Young’s modulus (410–510 GPa).[14]
This study investigates the potential of utilizing MWNT twisted yarns that are integrated with titanium carbides as a composite material for the development of high-strength and lightweight laminar composite structures. The emphasis on these structural composites is primarily motivated by their combination of low weight and impressive mechanical properties. The choice of titanium carbide for reinforcing the carbon nanotube yarns was based on the combustion synthesis's capability to produce TiC rapidly (within seconds) that achieved through the stoichiometric ratio of titanium and carbon nanoparticles. Moreover, titanium carbide is often chosen as a reinforcement material in the field of materials science due to its desirable properties such as hardness, chemical stability, as well as high strength. The combustion synthesis of titanium carbide has been conducted by numerous researchers,[15,16,17] and the Ti-C system is widely regarded as a prototype model system for Self-Propagating High-Temperature Synthesis (SHS) processes.[18] Combustion synthesis offers numerous benefits, including superior product purity and microstructure, efficient use of time and energy, a straightforward process with simple equipment, rapid reaction rates, concurrent formation and densification of the product, substitution of expensive raw materials with more affordable options, and perhaps most significantly, low production cost.[19] Combustion reactions have the capacity to release intense heat that enables rapid synthesis of TiC within tightly wound MWNT yarns. The high temperatures reached during reaction promote rapid diffusion of the reactants to form the final product. This enables synthesis of TiC throughout the MWNT yarns. Leveraging this approach, we have successfully developed nanocomposites consisting of twisted MWNT yarns that incorporate guest-loaded materials composed of titanium (Ti) and graphene (GRN). In this study, the combustion synthesis of titanium and graphene nanoparticles has been selected as an efficient method for the in situ formation of titanium carbide (TiC) within twisted MWNT yarns for their reinforcement.
Experimental methods and procedure
A mixture of titanium (Ti) and graphene powders was prepared by mixing commercial titanium powder (99.9% purity, Sigma-Aldrich Co) and graphene nanoflakes with an average plate size of 12 nm (99% purity, Sigma-Aldrich Co). A Ti-to-Graphene weight ratio of 4 was used, which is derived from the assumed complete reaction between the titanium and carbon. Isopropyl alcohol (anhydrous, 99.5%) was introduced into the mixture to prepare it for the milling process. The mixed powders were placed into the ceramic cylindrical container of the ball-miller with 30 ml of isopropanol as the milling media and the weight ratio of powder mixture and ceramic balls was 20:1. The powder mixture was milled for 8 minutes using a high-speed vibrating ball miller (MSK-SFM-3) at a speed of 1200 rpm to obtain homogeneous powder mixture. The wet mixture sample from the ball-miller was heated in an oven for 30 minutes to evaporate the isopropanol, so that a dried titanium/graphene mixture was obtained.
Well-aligned MWNT sheets, shown in Figure 1(a), were produced by drawing these sheets one at a time from the sidewall of a vertically aligned carbon nanotube forest that was grown on silicon wafers by chemical vapor deposition (CVD). The synthesized carbon nanotube forest had a height of about 280 µm and an outer wall nanotube diameter of ~20 nm. The volumetric density of the synthesized CNT forests was about 63.8 mg/cm3. For properties comparisons with that of MWNT-TiC yarns, 2-cm wide and 7-cm-long MWNT sheets were drawn from a vertically aligned MWNT forest and placed between two fixed rods, as shown in Figure 1(b). The sheets were then twisted 10 times to form a MWNT yarn as shown in Figure 1(c, d).

(a) AFM image of a MWNT sheet. (b) MWNT sheets coated with a Ti/GRN mixture. (c) A Ti/GRN-MWNT sheet being twisted 10 times into a laminar composite yarn, (d) Scanning electron microscope (SEM) image of a Ti/GRN-MWNT yarn.
To form strong TiC/MWNT fibers, 30 sheets were drawn from the forest and stacked on top of each other. These stacked 30 MWNT sheets weighed 1.1 mg. This stack of forest-drawn MWNT sheets was coated with the titanium and graphene powder mixture by applying the below described liquid-powder mixture using a small paint brush to the top of this 30-layer stack of nanotube sheets with the mass ratio of the guest material to MWNT of about 4. This liquid-dispersed powder mixture was prepared by mixing titanium and graphene powder in isopropanol and sonicating for 20 minutes to obtain a homogeneous liquid dispersion. The laminar composite yarn was prepared by twisting 30 layers of MWNT/titanium/graphene sheets with width and length of 0.123 mm and 7 cm, respectively.
The twisted yarn was consequently heated at a constant heating rate of 20°C per minute up to 750°C using a Differential Scanning Calorimeter (DSC) and Thermogravimetric Analyzer (TGA), Q600, TA Instruments to initiate reaction within the MWNT yarns. Heating was performed under an argon atmosphere with a 100 ml/min flow rate. The DSC was pre-calibrated for heat flow curve integration at the used 20°C/min heating rate. The composition and crystal structure of the product at room temperature were evaluated by X-ray diffraction (XRD) with CuKα radiation (λ = 1.54056 Å). The morphology of samples was analyzed using a JEOL 7800F Field Emission Scanning Electron Microscope (SEM) and an Atomic Force Microscopy (AFM), SOLVER Nano NT-MDT. Scanning was carried out in a semi-contact mode. The cantilever model NSG01_ED (manufacturer NT-MDT) was used with the following parameters: resonant frequency 120 kHz, and spring constant 7.5 N/m. The scanning of up to 10 × 10 μm areas was carried out with frequency of 0.8 Hz.
The tensile strength and the Young’s modulus at room temperature were characterized in a Universal Testing Machine (UTM) by using ASTM D3039 standard. The sample dimensions were (width - 0.13 mm, thickness—0.13 mm, length—7.5 mm) with loading capacity of 3.29 N.
Results and discussion
Characterization of MWNT yarns morphology is important for understanding its structure and mechanical properties. The nanotubes within low-twist MWNT yarns are highly aligned along the length of the yarn. This alignment is a result of the high alignment of the nanotubes in the precursor nanotube sheets. However, twist insertion causes the development of a yarn-radius-dependent angle between the nanotube direction and the yarn axis. Sample morphology was analyzed using AFM and SEM, and the results are presented in Figure 2. The images show that MWNT bundles are preferentially aligned in the sheet draw direction, and there are interconnected structures. The formation of TiC through combustion synthesis within the MWNT twisted yarns has been successfully achieved by utilizing a volume combustion reaction, which was monitored and characterized using DSC-TGA measurements. For comparison, the experiment was conducted with a pure mixture of Ti/GRN mixture powders and powder integrated into the MWNT yarns. Figure 3 shows the DTA-TGA graphs of Ti/GRN mixture powder and Ti/GRN mixture integrated into MWNT twisted yarn at the heating rate of 20°C/min under argon environment. In both graphs, the initial endothermic peaks have been observed below 100°C due to loss of absorbed moistures which can present in the titanium and graphene mixture from the surroundings.

(a) AFM and (b) SEM images showing the morphology of 30 MWNT sheets stacked on top of each other; and (c) a 30 MWNT sheet yarn.

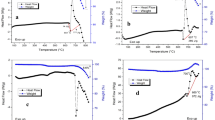
DTA-TG curves of (a) the Ti/GRN mixture powder; and (b) Ti/GRN mixture incorporated into a twisted MWNT yarn. In both cases the heating rate was 20°C/min (under an argon atmosphere).
Subsequently, the system is gradually heated to attain the activation energy necessary to trigger the exothermic reaction between the titanium and graphene to form titanium carbide. As evident from the DTA curve (upper line), ignition initiates at 596°C, and an exothermic reaction becomes apparent at 640°C. This exothermic reaction, occurring between titanium and graphene, releases 39 J/g of heat. Achieving effective ignition of titanium can be challenging due to the natural formation of an oxide layer on its surface. However, the presence of nano-sized graphene flakes, consisting of one to a few layers of carbon atoms, can overcome this hurdle by generating exothermic reaction. This elevated temperature environment facilitates the increased production of titanium carbide (TiC) and the substantial heat release elevates the temperature of the sample mixture to a point where the reaction becomes self-sustaining. Similar DTA data was observed during the heating of the Ti/GRN mixture, which was embedded within a multi-wall carbon nanotube yarn. It is noteworthy that the exothermic reaction in this instance, involving titanium and graphene, releases 50 J/g of heat, signifying an approximately 28 % increase of heat release during the exothermic TiC reaction compared to previous observations. It can be hypothesized that the Ti + C reaction occurring inside the MWNT yarn is more efficient, possibly due to the presence of a greater amount of carbon source, and more contact area between Ti and C inside twisted yarn structure, compared to the reaction involving the Ti/GRN bulk mixture.
The heat generated from this reaction may serve to alleviate internal stresses within the MWNT yarn, potentially contributing to atom rearrangement to enhance structure durability. One possible explanation for this heat release increase could be attributed also to the catalytic activity of the MWNTs during the combustion synthesis of TiC. For example, the catalytic activity of MWNT is well documented for hydrogenation of acetylene to ethylene with high selectivity and no methane formation.[19]
The lower curve in the graphs indicates the thermogravimetric analysis showing the percentage of weight changes of the sample at various temperatures. As can be observed throughout the temperature increase in Figure 3, the thermogravimetric signal remains nearly constant. Only 2.14 % and 3.36 % of weight gain have been observed on the TG curves at 750°C which is insignificant amount corresponding to primary weight of the sample mixture. The reason for this trace amount of weight gain could be formation of TiO2 by oxidization of the Ti with the oxygen that might be present in MWNT/GRN interlayers.
The AFM images and XRD patterns of synthesized TiC integrated into MWNT yarn by combustion synthesis are shown in Figure 4. The in situ synthesized TiC particles are uniformly attached with well-aligned MWNT yarn. The X-ray diffraction graph shows mostly two prominent phases, Ti and TiC, which are observed at their angular positions. This observation suggests that there has been nearly complete conversion of the Ti and graphene mixture into TiC.

(a)—AFM image and (b)—XRD spectra of Ti/GRN integrated into MWNT twisted yarn after combustion; (c)—Tensile stress–strain curves for synthesized TiC/MWNT and pristine MWNT yarns.
Moreover, based on the intensity of the characteristic peaks, the strongest XRD peaks, corresponding to the TiC phase at 2-Theta angles of 36, 39, 42, and 62, indicate that the synthesized TiC possesses high purity and a well-formed crystalline structure.[21] Additionally, Figure 4 reveals the presence of some unreacted Ti particles that remain in the mixture, with their phase being identified at 2-Theta angles of 35, 37, 40, 52, and 62. As indicated by this XRD analysis, it is reasonable to assume that TiC represents the ultimate thermodynamically stable phase in the combustion synthesis of the Ti/GRN and MWNCT system. The presence of unreacted Ti particles may indeed be attributed to the several factors, including diffusion limitation and slow reaction kinetics. The minimum size of coherent scattering regions (the apparent crystallite size) of the synthesized titanium carbide was estimated by the Scherrer equation D = 0.9λ/βCosθB. Where, D is the crystallite diameter, λ = 1.54 Å the wavelength of the Cu filament in the XRD machine, β is the full width at half maximum (FWHM) of its intensity, and θB is the angle of the same peak. The computed crystallite sizes of the titanium carbide were estimated in the range of 12 nm to 27 nm.
From the AFM and SEM images, it has been revealed that MWNT bundles are preferentially aligned in the direction of the sheet with interconnected structures, and the multiwall carbon nanotubes become entangled with each other. This could indicate that the TiC nanoparticles are interconnected with MWNT, possibly forming a complex three-dimensional structure with interlocking configurations.
The mechanical properties of produced laminar yarns can vary based on factors such as the quality of the nanotubes, the yarn’s manufacturing process, and the alignment of the nanotubes within the yarn. Figure 4(c) shows the tensile strength measurement of the pristine MWNT yarn and synthesized MWNT yarn at room temperature. Blue curve represents the stress–strain analysis for the synthesized laminar yarn integrated with TiC and it has been shown that the increment of this curve is linear. The synthesized laminar composite structure exhibits excellent durability, with ultimate tensile strength value of 300 MPa for yarn integrated with TiC, compared to a tensile strength value of 319 MPa for pristine MWNT yarn. It can be concluded from Fig. 4(c) that synthesized yarn retains about 90% of pristine MWNT yarn strength.
Young’s modulus is a material property that quantifies the stiffness or rigidity of a material when subjected to axial or tensile loading. Young’s modulus estimation of the synthesized yarn integrated with TiC equals to \(E=\frac{stress}{strain} Pa=\frac{300}{0.16} MPa=1.9 GPa.\) Young’s modulus for pristine yarn for first linier part is equal to \(E=\frac{102}{0.16} MPa =0.63 GPa.\) From this estimation, it has been shown that Young’s modulus of 1.9 GPa for TiC integrated yarn is ~ 200% greater than the Young’s modulus of 0.63 GPa for pristine yarn. The integrated TiC/MWNT composite yarns have showed a Young's Modulus of 1.9 GPa, marking a significant enhancement in comparison to the Young's Modulus of 0.63 GPa observed in the pristine yarn.
At the interface between TiC and MWNT can be chemical bonding between the atoms of the TiC and the carbon atoms in the MWNT. The carbon atoms on the MWNT may interact with the titanium atoms to form TiC, creating chemical bonds. In addition, hybridization of atomic orbitals can occur at the interface, leading to the formation of strong covalent bonds. This can enhance the structural integrity of the composite by creating a more intimate connection between TiC and MWNT. Moreover, during the combustion synthesis, an interfacial layer may form between TiC and MWNT. This layer could be a result of chemical reactions or interdiffusion of atoms at the interface. The formation of such a layer potentially improves the mechanical coupling between TiC and MWNT.
Conclusions
Ti/GRN mixture incorporated into MWNT twisted laminar yarns by an exothermic reaction between a mixture of titanium and graphene powders inside the MWNT yarn matrix, resulting in a combustion reaction under an argon environment. It’s important to highlight that in this specific case, the exothermic reaction between titanium and graphene inside of MWNT generates 50 J/g of heat release, indicating an approximately 28 % higher heat release output compared to the exothermic reaction involving pure titanium and graphene. One possible hypothesis is that the Ti + C reaction that is taking place within the presence of MWNT yarn is more efficient, potentially due to a higher carbon source concentration, as opposed to the reaction involving only the Ti/GRN mixture. XRD analysis confirmed the nearly full conversion of the Ti/GRN mixture into TiC, despite the presence of some unreacted Ti particles in the Ti/GRN mixture. The unreacted particles are likely due to the high concentration of Ti present in the mixture. The synthesized yarn also exhibited a significantly higher Young’s modulus of 1.9 GPa, which is ~200 % greater than the Young’s modulus of 0.63 GPa for pristine MWNT yarn.
Data availability
Data will be made available on request.
References
Z. Wang, R.H. Baughman, Twisted and coiled yarns for energy harvesting and storage, artificial muscles, refrigeration, and sensing. J. Compos. Mater. 57(4), 805–815 (2023)
J. Di, S. Fang, F.A. Moura, D.S. Galvao, J. Bykova, A. Aliev, M.J. de Andrade, X. Lepro, N. Li, C. Haines, R. Ovalle-Robles, D. Qian, R.H. Baughman, Strong, twist-stable carbon nanotube yarns and muscles by tension annealing at extreme temperatures, Adv. Mater., 28, 2016.
M.D. Lima, S. Fang, X. Lepró, C. Lewis, R. Ovalle-Robles, J. Carretero-González, E. Castillo-Martínez, M.E. Kozlov, J. Oh, N. Rawat, C.S. Haines, M.H. Haque, V. Aare, S. Stoughton, A.A. Zakhidov, R.H. Baughman, Biscrolling nanotube sheets and functional guests into yarns. Science 331, 51–55 (2011)
Zhong Wang, Tae Jin Mun, Fernando M. Machado, Ji Hwan Moon, Shaoli Fang, Ali E. Aliev, Mengmeng Zhang, Wenting Cai, Jiuke Mu, Jae Sang Hyeon, Jong Woo Park, Patrick Conlin, Kyeongjae Cho, Enlai Gao, Gang Wan, Chi Huynh, Anvar A. Zakhidov, Seon Jeong Kim, Ray H. Baughman, More powerful twistron carbon nanotube yarn mechanical energy harvesters, Adv. Mater., 34, 27, 2201826, 2022.
M.A. Hobosyan, P. Martinez, A.A. Zakhidov, C.S. Haines, R.H. Baughman, K.S. Martirosyan, Laminar composite structures for high power actuators. Appl. Phys. Lett. 110, 203101 (2017)
U. Lamichhane, G.C. Dannangoda, M.A. Hobosyan, R.A Shohan, A. Zakhidov, K.S. Martirosyan, Twisted Laminar Superconducting Composite Wires: MgB2 Embedded carbon nanotube yarns, bulletin of materials science, 44, 4, 285, 1–8, 2021.
L. Tong, X. Sun, P. Tan, Effect of long multi-walled carbon nanotubes on delamination toughness of laminated composites. J. Compos. Mater. 42(1), 5–23 (2008)
V. Singh, D. Joung, L. Zhai, S. Das, S.I. Khondaker, S. Seal, Graphene based materials: past, present and future. Prog. Mater. Sci. 56(8), 1178–1271 (2011)
A.D. Moghadam, E. Omrani, P.L. Menezes, P.K. Rohatgi, Mechanical and tribological properties of self-lubricating metal matrix nanocomposites reinforced by carbon nanotubes (CNTs) and graphene-a review. Compos. B Eng. 77, 402–420 (2015)
W. Zhai, X. Shi, J. Yao, A.M.M. Ibrahim, Z. Xu, Q. Zhu, Y. Xiao, L. Chen, Q. Zhang, Investigation of mechanical and tribological behaviors of multilayer graphene reinforced Ni3Al matrix composites. Compos. B Eng. 70, 149–155 (2015)
B.K. Choi, G.H. Yoon, S. Lee, Molecular dynamics studies of CNT reinforced aluminum composites under uniaxial tensile loading. Compos. B Eng. 91, 119–212 (2016)
L. Xiang-bao, Wu. Chen Hui, J.W. Zhi-gang, Li. Run, L. Hong-bo, TiC-modified CNTs as reinforcing fillers for isotropic graphite produced from mesocarbon microbeads. New Carbon Mater. 36(5), 961–970 (2021)
R.A. Shohan, Multi wall carbon nanotube (MWCNT) laminar composite structures reinforced with titanium carbide, M.S. Dissertation, The University of Texas Rio Grande Valley, p. 55, 2020.
H. O. Pierson, (1999). Handbook of chemical vapor deposition: principles, technology and applications. William Andrew.
S.G. Vadchenko, Yu. M. Grigor’ev and A. G. Merzhanov, Investigation of the mechanism of the ignition and combustion of the systems Ti + C, Zr + C by an electrothermographic method, Combust. Explos. Shock Waves, 12, 606, 1976.
Y. Choi, S.-W. Rhee, Effect of carbon sources on the combustion synthesis of TiC. J. Mater. Sci. 30, 4637–4644 (1995)
J.B. Holt, Z.A. Munir, Combustion synthesis of titanium carbide: Theory and experiment. J. Mater. Sci. 21, 251–259 (1986)
A.G. Merzhanov, The chemistry of self-propagating high temperature synthesis. J. Mater. Chem. 14(12), 1779 (2004)
K.S. Martirosyan, A.S. Mukasyan, Combustion Synthesis of Nanomaterials, in Dekker Encyclopedia of Nanoscience and Nanotechnology. (CRC Press, New York, 2014), pp.983–1001
I.B. Bychko, A.A. Abakumov, N.V. Lemesh, P.E. Strizhak, Catalytic activity of multiwalled carbon nanotubes in acetylene hydrogenation. ChemCatChem 9(24), 4470–4474 (2017)
A. Ignaszak, C. Song, W. Zhu, J. Zhang, A. Bauer, R. Baker, V. Neburchilov, S. Ye, S. Campbell, Titanium carbide and its core-shelled derivative TiC@TiO2 as catalyst supports for proton exchange membrane fuel cells. Electrochim. Acta 69, 397–405 (2012)
Acknowledgments
Authors gratefully acknowledge the support received from National Science Foundation under PREM award DMR 2122178 and partial support by the National Science Foundation through the University of Minnesota MRSEC under Award Number DMR-2011401. Dedication to Alex Zakhidov: Alex has contributed a lot in the early research on dry spinable MWNT sheets and twisted yarns in NanoTech Institute at UTD: he has co-discovered the phenomenon of spark light emission and deposition of MWNTs in electric field from vertically oriented forests [A1] and coauthored a patent on this process [A2]. Alex has studied the cold electron emission from MWNT twist yarns [A3] and observed the untwisting of yarns during cold emission. Most importantly Alex is the first author of the study of the modification of electronic properties of MWNTs by ionic EDL charging [A4]. His contributions to CNT research are highly cited and this our present work is inspired by Alex’s spirit of inventing new properties by integration and in situ processing at nanoscale. A1. Alex A. Zakhidov, R Nanjundaswamy, M Zhang, SB Lee, AN Obraztsov, R.H. Baughman, A. Zakhidov, Spark light radiation coupled with the field electron emission from carbon nanotube forests, Journal of Applied Physics 100 (4) 2006. A2. Alex A Zakhidov, R Nanjundaswamy, S Li, A Zakhidov, M Zhang, R.H. Baughman, Method and apparatus for transferring an array of oriented carbon nanotubes, US Patent 7,718,230, 2010. A3. Alex A. Zakhidov, R. Nanjundaswamy, A.N. Obraztsov, M. Zhang, S. Fang, V.I. Klesch, R.H. Baughman & A.A. Zakhidov, Field emission of electrons by carbon nanotube twist-yarns, Applied Physics A, 88, 593–600, 2007. A4. Alex A. Zakhidov, D-S. Suh, A.A. Kuznetsov, J.N. Barisci, E. Muñoz, A.B. Dalton, S. Collins, V.H. Ebron, M. Zhang, J.P. Ferraris, A.A. Zakhidov, R.H. Baughman, Electrochemically Tuned Properties for Electrolyte-Free Carbon Nanotube Sheets, Adv. Funct. Mat. 19, 2266 (2009).
Author information
Authors and Affiliations
Contributions
SS: data collection, analysis and interpretation of results. RS: data collection, analysis and interpretation of results. MAH: data collection, analysis and interpretation of results. UL: data collection, analysis and interpretation of results. MC: Data curation, Validation, Resources. KAM: Data curation, Validation, Resources, Reviewing. AZ: Methodology, Data curation, Validation, Resources, Reviewing, and Editing. ZW: Data curation, Validation, and Editing. RHB: Data curation, Validation, Resources, Reviewing, and Editing. KSM: Conceptualization, Methodology, Supervision, Validation, Resources, Writing, Reviewing, and Editing.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Anvar Zakhidov was an editor of this journal during the review and decision stage. For the MRS Communications policy on review and publication of manuscripts authored by editors, please refer to http://www.mrs.org/editormanuscripts/.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sharifi, S., Shohan, R., Hobosyan, M.A. et al. Carbon-based nanocomposite yarns reinforced with titanium carbide formed by internally reacted titanium and graphene. MRS Communications 14, 190–195 (2024). https://doi.org/10.1557/s43579-023-00512-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43579-023-00512-5