

Abstract
The transition in temperature and associated stress induced during machining, may affect the structural integrity of the Al7075-T6 alloy. In the present study, Steinberg Guinan material parameters were used to investigate the dynamic behaviour viz chip morphology (fracture mechanism), temperature change and flow stress in the elasto-visco material Al7075-T6. An explicit algorithm, was adopted to investigate the outcomes. Results showed chip formation and the mode of fracture was closely related with depth of cut and can influence the temperature and flow stress during the machining process. Work hardening and edge dislocation slip in the secondary shear zone was observed to have a notable influence. An optimal machining condition was found between 0.6 and 0.7 mm depth of cut.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The usage of metal matrix composites (MMCs), is increasing at a high rate, due to their wide range of applications and enhanced properties [1, 2]. Aluminum alloys are ideal candidates for fast machining applications due to their availability, mechanical and thermal properties. Aluminum alloys reinforced with ceramic particles such as nano Al2O3 and SiC have been found to exhibit improved strength, wear resistance, high temperature properties and corrosion resistance [3, 4]. The alloy Al 7075 and its composites show enhanced properties as compared to other Aluminum alloys [5, 6]. Certain earlier studies on microstructural and residual stress, have indicated the requirement of modeling during the machining process [7, 8]. The finite element method has effectively been incorporated to determine the wear of material, during the turning operation [9, 10].
Firas T Al-Maliky et al [11] have done KufaSat structural analysis using the FEA technique on the various grades of Aluminium alloy and found that Al7075 is more stiff and stable compared to other grades. An experimental and Finite element analysis technique was adopted to study the deformation, corrosion, and wear behaviour of hardened anodized Al7075 and it was found to exhibit enhanced corrosion resistance and resulted in improved life compared to normal Aluminium alloy [12]. Experimental work was carried out considering machining conditions viz the speed, feed, and depth of cut were changed to investigate the chip morphology of Al7075 [13].
In this study, the chip formation and temperature rise have been studied when an elasto-visco material Al7075-T6 was turned with a rigid body tool, using the Finite element method.
2. FEA modelling and boundary conditions
An ideal Al7075-T6 alloy has been used to investigate the chip forms, residual stresses and temperature rise in the orthogonal turning simulation study. The simulation study was carried out using an academic license of Ansys v.19 software. A detailed discussion has been earlier done, on the elasto-visco model [14]. The elasto-visco material properties and other allied properties have been directly taken from the Ansys software material database and are shown in table 1. The turning of Al7075-T6 alloy was carried out at different depths of cut viz 0.5, 0.6, 0.7, and 0.8 mm and a rake angle of 12° degrees was assigned to the tool in the numerical investigations. The tool acts as a rigid body. The thickness of the workpiece was considered to be 2 mm. The finite element mesh model and the important tool specifications are shown in figures 1(a) and (b) respectively. The rotational speed of the workpiece was maintained at 300 m s−1 and the tool (rigid body) was held in its position. Twenty-five thousand seven hundred and four elements were used.
Table 1. Steinberg guinan material constants for the workpiece and other properties taken from the ansys material database.
| Parameters | |
|---|---|
| Density, Kg/m3 | 2804 |
| Specific Heat, J/kg/°C | 848 |
| Shear Modulus, Pa | 2.67e10 |
| Melting Temperature °C | 946.85 |
| Steinberg Guinan Material Constants | |
| Initail Yield strength Pa | 4.2e8 |
| Maximum Yield strength Pa | 8.1e8 |
| Hardening Constant β | 965 |
| Hardening Exponent n | 0.1 |
Derivative  Ǵ
Ǵ

| 1.741 |
Derivative  G'T Pa/C G'T Pa/C | −1.645e7 |
Derivative  Ǵ
Ǵ

| 0.02738 |
| Gruneisen Coefficient | 2.2 |
| Parameter C1 m/s | 5200 |
| Parameter S1 | 1.36 |
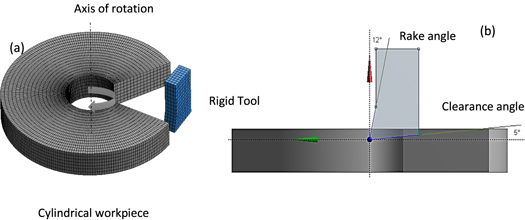
Figure 1. Schematic of (a) meshed model workpiece -tool configuration (b) tool specifications.
Download figure:
Standard image High-resolution image2.1. Steinberg guinan material constant
The Steinberg Guinan equation is based on the assumption that if the strain rate reaches the critical state (∼105 s−1) , materials become independent of strain rate due to strain rate saturation [15]. The parameters are pressure (P), temperature (T), compression (η) (a dimensionless parameter), and strain (ε). This model was considered, being the expansion of the first-order Taylor expansion in temperature and pressure with a work hardening factor and a small correction for compression. The mathematical expressions are shown in equations (1)–(3), with its usual notation as follows: σ -material strength or flow stress (GPa), σ0 -ambient strength,  -shear modulus, Ǵ
-shear modulus, Ǵ
 and Ǵ
and Ǵ
 are the partial derivatives of shear modulus with pressure and temperature, respectively [15].
are the partial derivatives of shear modulus with pressure and temperature, respectively [15].



3. Results and discussion
3.1. Chip characterization in the elasto-visco-material (Al7075-T6) at varying depth of cut
Chip formation history helps in understanding the process mechanism under quasi-static conditions [16]. In the simulation study, two distinct types of chip form was noticed in the orthogonal turning operation of Al7075-T6 alloy, at different depths of cut, namely tearing chips and shearing chips. Tearing chips or rupture chips were found to be formed at 0.5 and 0.6 mm and shearing chips formed at 0.7 and 0.8 mm depth of cut. An earlier study has reported that tearing chips most often formed in a low formable material like lamellar graphite cast iron [17]. At a low depth of cut (0.5–0.6 mm), tearing chips were identified as irregular fractured interfaces generated rapidly between the workpiece and the tool rake face (refer figures 2(a) and (b)). It has been understood that the fragmented tearing chips are formed in the shorter shear plane in the secondary shear zone along the length of the chip. The other reason for the formation of a short length chip is due to crack nucleation at twin intersections [18]. At a higher depth of cut (0.7–0.8 mm), relatively longer chips were formed and were characterized by alternate shear bands in the continuous shearing chips. The important characteristics related to the shearing chip have been identified and mainly resulted from the edge dislocation refer figures 2 and 3. [19].
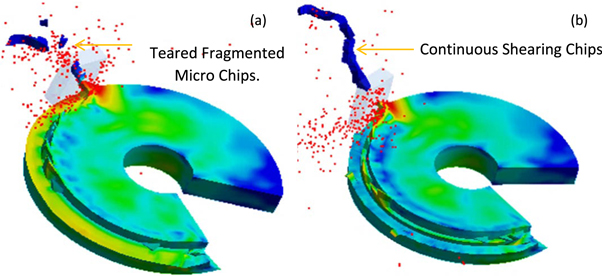
Figure 2. Chip forms in elasto-visco-material: (a) tearing chip (b) shearing chip at 0.6 and 0.7 mm depths of cut respectively.
Download figure:
Standard image High-resolution image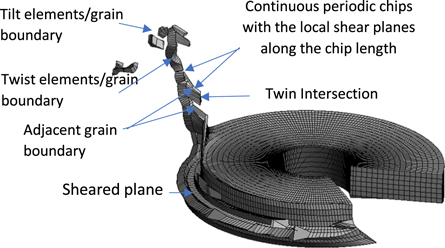
Figure 3. Chip morphology in the shearing chips at 0.7 and 0.8 mm depth of cut resulted from edge dislocation.
Download figure:
Standard image High-resolution image3.2. Temperature characterization in elasto-visco-material (Al7075-T6) at varying depth of cut
In the present study, an attempt has been made to predict the temperature history at different depths of cut, ranging from 0.5 to 0.8 mm. It has been noticed that there was no significant rise in temperature up to 0.7 mm depth of cut. However, a sudden rise in average temperature ∼551.59 °C was found at 0.8 mm depth of cut in the secondary shear zone figure 4(a). It has been noticed, with the increasing depth of cut, there was an increase in temperature, with a rise up to 586.22 °C at 0.8 mm depth of cut (figure 5(d)). The major temperature concentration was found to be near the tool-chip interface in the secondary shear zone. The escalation in temperature at this depth of cut can be attributed to the movement of the dislocation slips caused by the movement, accumulation, and agglomeration of bulk grains (here FEA elements) at the local shear boundaries. This occurred majorly in the secondary shear zone, which resulted in greater work hardening. This leads the bulk material/grains to behave stiffer, linked with a local rise in the stress field. The variation of residual stress at different depths of cut is shown in figure 4(b). The local rise in temperature can be also understood as follows: At a higher depth of cut, a dislocation slip was found to be initiated within the secondary shear plane, with the same burger vector, repelling each other and serves as a mutual barrier for their individual motion during the plastic deformation. The highly compressed region in the secondary shear zone was found to suffer a maximum strain hardening effect. The strain hardened region was mainly found to carry a maximum load in the present machining process. An envelope over which plasticity was found to be sustained for a long duration of time supplemented with a sudden local rise in temperature, was noticed mainly at 0.8 mm depth of cut. Not much change in temperature was observed from 0.5 to 0.7 mm depth of cut (figure 4(a)). Moreover, dislocation of the grain boundary was assisted by the rise in localized stresses due to compression and elongation of grains in the secondary shear zone. This mechanism was found to facilitate more fracture energy dissipation in the material compared to any other shear zone. Similar reasons were noticed in the study of steel grades, AISI S-1006, S-7, and S-4340, based on the Johnson–Cook Model [20]. The temperature change, equivalent stress and total deformation history of the Al7075-T6 alloy has been shown in figure 5.
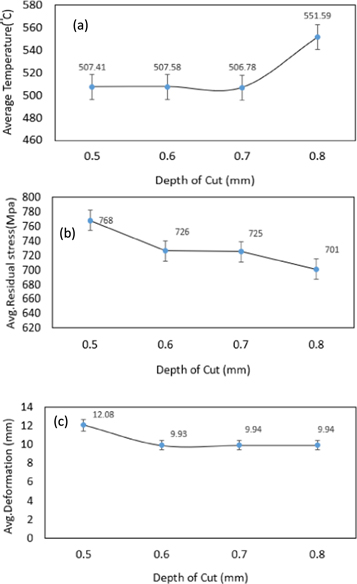
Figure 4. Variation of (a) average temperature °C (b) average residual stress and (c) average deformation with respect to depth of cut (mm).
Download figure:
Standard image High-resolution image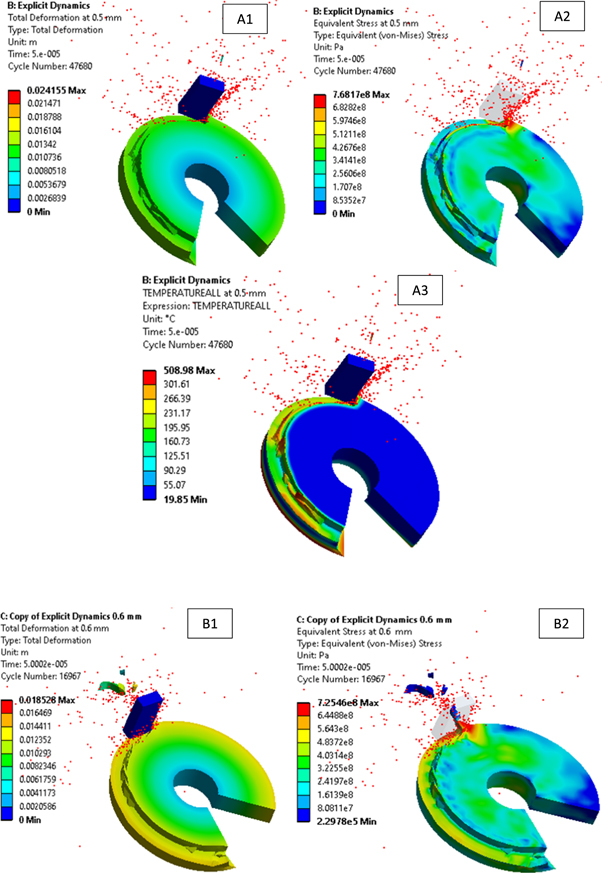
Download figure:
Standard image High-resolution image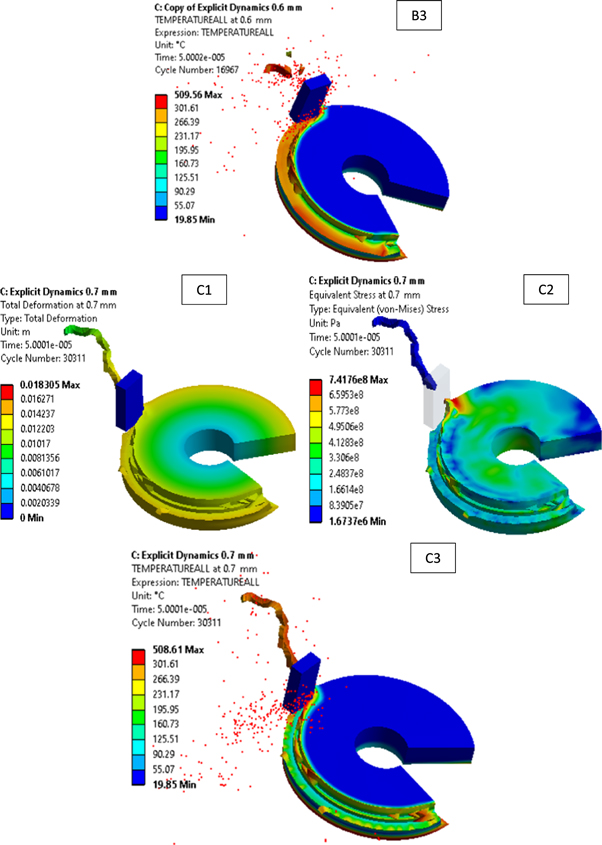
Download figure:
Standard image High-resolution image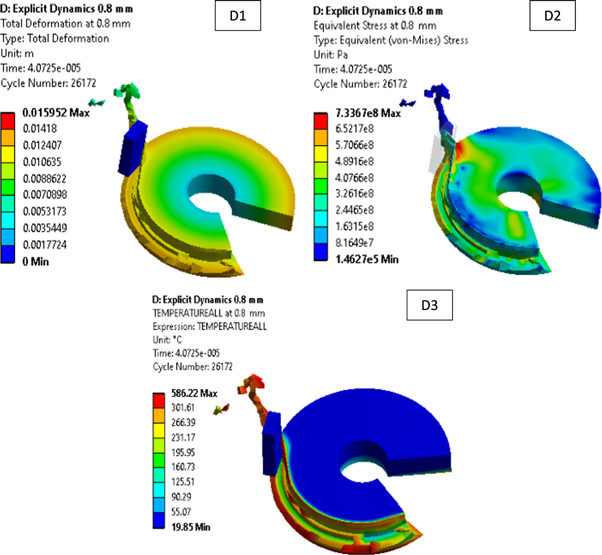
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 5. Schematic of total deformation, equivalent stress/residual stress & temperature rise in Al7075-T6 alloy for (A1) (A2) (A3), (B1) (B2) (B3), (C1) (C2) (C3), and (D1) (D2) (D3), at 0.5,0.6.0.7, and 0.8 respectively.
Download figure:
Standard image High-resolution image{kind=link}
At a lower depth of cut (0.5 mm), it was noticed that flow/residual stresses had a much higher value (7.68 × 108 Pa) compared to 0.8 mm depth of cut, with a least value of 7.33 × 108 Pa (figure 5). Approximate constant flow stress behaviour can be anticipated during the actual machining process that has been observed between 0.6 to 0.7 mm in the simulation study. An average deformation and residual stress in the material flow was found to be maximum at 0.5 mm and found to be constant from 0.6 mm depth of cut refer figures 4(c) and (b) respectively. An inverse relationship was found to exist between average temperature change and residual stress at a given rake angle 12°. As the temperature increases, the flow stress decreases. The reason for such behaviour is attributed to softening of material at 551.59 °C, which facilitated easy gliding of slip dislocation in its own slip plane.
4. Conclusions
- 1.The formation of tearing chip is more likely to occur at lower depth of cut, between 0.5–0.6 mm. It may be beneficial thermodynamically, as it quickly dissipates the heat along with the fragmented chips. Periodic shearing chips are found to be formed at 0.7 to 0.8 mm depth of cut and may carry heat along with the chip.
- 2.At a higher depth of cut of 0.8 mm, more elasto-plastic deformation occurred along with work hardening, that resulted in rise in average temperature of about 78 °C.
- 3.It has been understood that the directional rigidity (high material density) in the secondary shear zone was found to offer high resistance to dislocation, accompanied with dissipation of a large amount of heat at 0.8 mm depth of cut.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary information files).
Disclosure statement
No potential conflict of interest was reported by the authors.