
Abstract
This research deals with investigating the effects of amount of hybrid reinforcement, rotational speed and traverse speed on the mechanical and wear characteristics of copper surface composites fabricated via friction stir processing. Aluminum oxide and boron carbide at 1:1 ratio was dispersed onto copper substrate at various volume fractions (5, 10 and 15 vol. %) at different traverse speed (40, 60 and 80 mm min−1) and rotational speed (800, 950 and 1300 rpm). Microstructural characterization of developed copper surface composites dispersed with varying volume fraction of hybrid reinforcement proved reduction in grain size and homogenous distribution of ceramic particles. Results stated that the percentage of particles dispersed, traverse speed and rotational speed have high impact in defining the property of developed copper surface composites. A positive trend in mechanical strength was observed throughout the study. Increase in hybrid reinforcement dispersion and traverse speed increase the microhardness value of developed surface composites while increase in rotational speed leads to reduction in microhardness value.
Export citation and abstract BibTeX RIS
1. Introduction
Copper has always been a promising metal for applications where thermal and electrical properties have been focused to a great extent. These properties have also paved way to the development of copper based composites with enhanced hardness and wear resistance properties [1–4]. Dispersion of hard ceramic particle into copper metal enhances hardness and wear resistance of developed material but non-deformable and hard characteristics of ceramic material would deplete the toughness and ductility of fabricated material [5, 6]. This paved way to the development of copper surface composites wherein hard ceramic particles are dispersed onto copper surface through surface modification techniques, such that a modified composite layer for certain thickness will be developed while properties beneath composite layer remain unchanged. Development of a surface composite layer can be attained through a thermo mechanical processing technique named Friction Stir Processing (FSP) which is a solid state fabrication method and was coined by Mishra et al, [7]. In this fabrication process, a groove will be cut for a defined depth and ceramic particles that have to be dispersed will be compacted into groove. A FSP tool will be allowed to plunge into substrate material and traversed along cut/groove. A schematic representation of FSP is provided in figure 1. During this process, due to friction created between metal and FSP tool, heat will be generated which softens substrate metal and stirring action of pin leads to uniform distribution of ceramic particle into plasticized substrate. This method has been found to be effective in enhancing mechanical properties of alloys and at the same time developing hard surface composites [8–11]. Researchers have successfully fabricated surface composites on aluminum [12, 13], copper [14, 15], magnesium [16, 17], titanium [18, 19], steel [20, 21] etc making this an effectual processing technique which has to be investigated in further aspects.
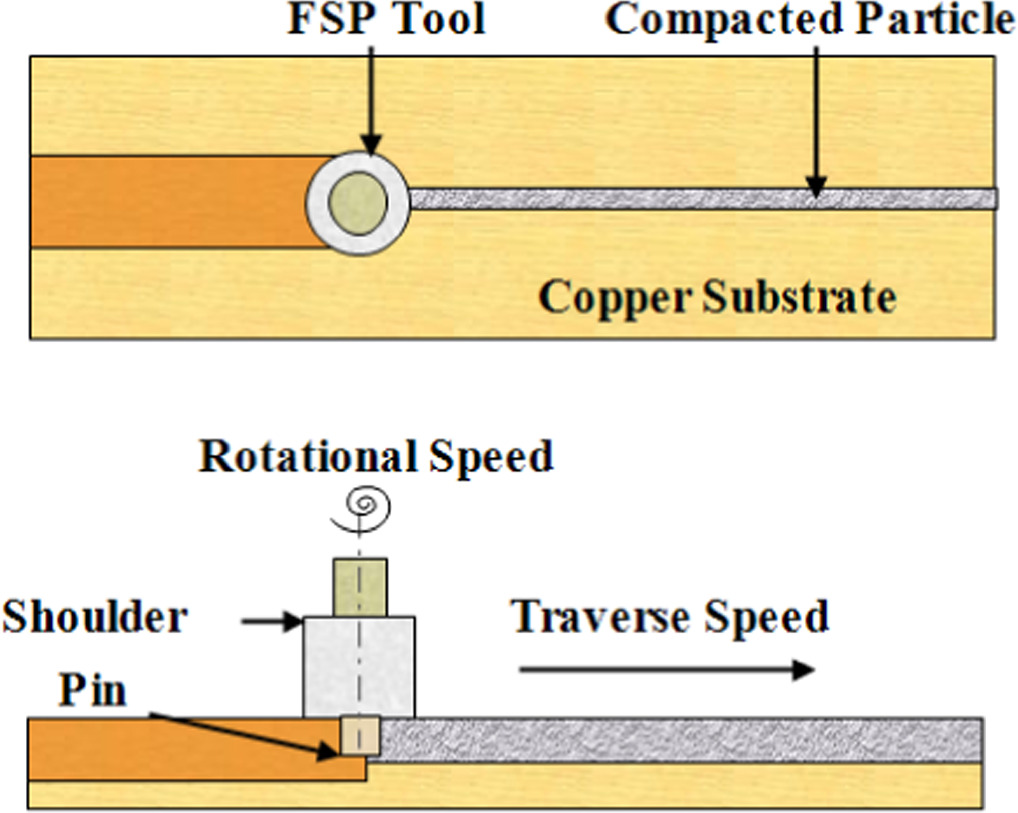
Figure 1. Friction stir processing technique.
Download figure:
Standard image High-resolution imageWhen a surface composite material is considered, process parameters during stirring process along with tool material and design is reliant in distribution of ceramic particles on substrate metal. Based on substrate metal and ceramic particles utilized, rotational speed and traverse speed of tool during processing, axial force or load applied, profile of tool pin, design of grooves and the number of passes are considered to be major process parameters that has to be optimized to attain an ideal microstructure and properties of a developed surface composite [22–24]. This has made researchers to investigate the relationship between processing parameters of FSP and attained properties of a fabricated material. Optimizing process parameters through statistical and machine learning methods have also found to be reported to a great extent.
Ge et al, modified the surface of H65 copper alloy with varying process parameters and analyzed the microstructural and mechanical variations for the same. It was concluded from his study that with increase in rotational speed, the micro hardness of the modified surface tends to decrease [25]. Mazaheri et al, investigated the influence of traverse speed on microstructure and mechanical properties while modifying copper alloy via friction stir processing. Results portrayed a reduction in grain size and increase in micro hardness value with respect to increase in traverse speed [26]. Naik et al, fabricated copper –tungsten surface composites via friction stir processing and analyzed the effect of different traverse speed on the mechanical properties of the developed surface composites. It was concluded from his research that with increase in traverse speed hardness increased to about 130% when compared with unprocessed copper substrate [27]. Raja et al, dispersed silicon nitride of nano size into copper substrate via friction stir processing and proposed that with increase in dispersion of silicon nitride nano particles into copper would increase the mechanical, tribological and corrosion properties of developed surface composites [28]. Rana and Badheka investigated role of rotational speed in dispersing boron carbide particles onto aluminum 7075 and proved that at minimal rotational speed, homogenous distribution can be attained with maximal hardness [29]. AbuShanaba and Moustafa proposed that tool traverse and rotating speeds have significant impact in defining mechanical properties owing to temperature evolution through their study on Aluminium alloy [30]. Addition of aluminum oxide onto the copper substrate via friction stir processing has effectively enhanced hardness, wear resistance and mechanical strength of the thus developed material. Similarly, boron carbide does have a positive impact on the mechanical behavior of the copper substrate when introduced via FSP. In this research to understand the combined effect of aluminum oxide and boron carbide on the copper metal, hybrid combination of both particles at 1:1 ratio is tried out.
Studies have been made on copper alloys to develop surface composites and parametric based studies were also carried out to analyze and understand the effect of process parameters on microstructure and property evolution. However, a minimal number of studies have only been seen in defining the effect of process parameters in microstructure and mechanical properties when hybrid reinforcement particle is dispersed onto copper. This research deals with the effect of variation in traverse and tool rotational speed on dispersing hybrid particles (aluminum oxide + boron carbide) at equal proportion along with volume variation on the microstructure, hardness and wear resistance of developed surface composites.
2. Materials and methods
Pure copper of length 100 mm, width 50 mm and thickness 6 mm was attained and considered for this research. Aluminum Oxide (Al2O3) and Boron Carbide (B4C) of particle size microns were availed from Sigma Aldrich. Al2O3 and B4C particles of average size 50 microns were identified owing to its mechanical and tribological properties. Mixing of ceramic particles was carried out in 1:1 ratio through a chemical based mechanical stirring process with the aid of a magnetic stirrer and acetone solution [31]. For dispersion of reinforcement onto substrate, a square groove was cut on the middle of copper substrate of length 100 mm and depth 5 mm. Dispersion of the particles is regulated by varying the width size (0.3 mm, 0.6 mm and 0.9 mm) based on the volume percentage addition respectively. Friction stir processing involves two stages in this research (i) closing of the groove with the aid of a pin less tool so as to avoid the spilling of reinforcement from the grove and (ii) friction stir processing with the aid of a double tempered H13 steel FSP tool with 20 mm shoulder diameter, 6 mm pin diameter and 5 mm pin length. Studies have proved that the passing of pin less tool above the groove would help in closing the groove thereby compacting particles inside the groove itself [32–36]. Initial stage of compacting of powders through closing the groove was carried out at a rotational speed of 950 rpm for feed rate of 60 mm min−1 with the aid of a milling machine with displacement controlling facility. So as to study the effect of friction stir processing parameters, mainly rotational speed and traverse speed, varying conditions was opted in this study. Exhaustive literature surveys and trial runs were carried out to identifying the range at which a smooth crown appearance will be attained for the surface composites. Along with this, specimens were cross sectioned to evaluate the presence of any defects or pin hole during the trial runs. To study the effect of traverse speed, volume fraction of reinforcement and rotational speed was fixed to be 10% and 950 rpm. FSP was conducted at varying traverse speed i.e. 40 mm/min, 60 mm min−1 and 80 mm min−1. Similarly to effect of rotational speed was analyzed at 800, 950 and 1300 rpm keeping traverse speed (60 mm min−1) and volume fraction (10 vol. %) constant. Based on the results received from the sample trials and varying process parameters conditions specimens with varying groove size was friction stir processed at a traverse speed of 40 mm min−1 and rotational speed of 1300 rpm. Sample images of the copper specimens used in this work, WEDM machined specimens with hybrid reinforcement particles compacted, milling machine with displacement controlling facilities used in this research and the stirring tool used is as provided in figure 2.
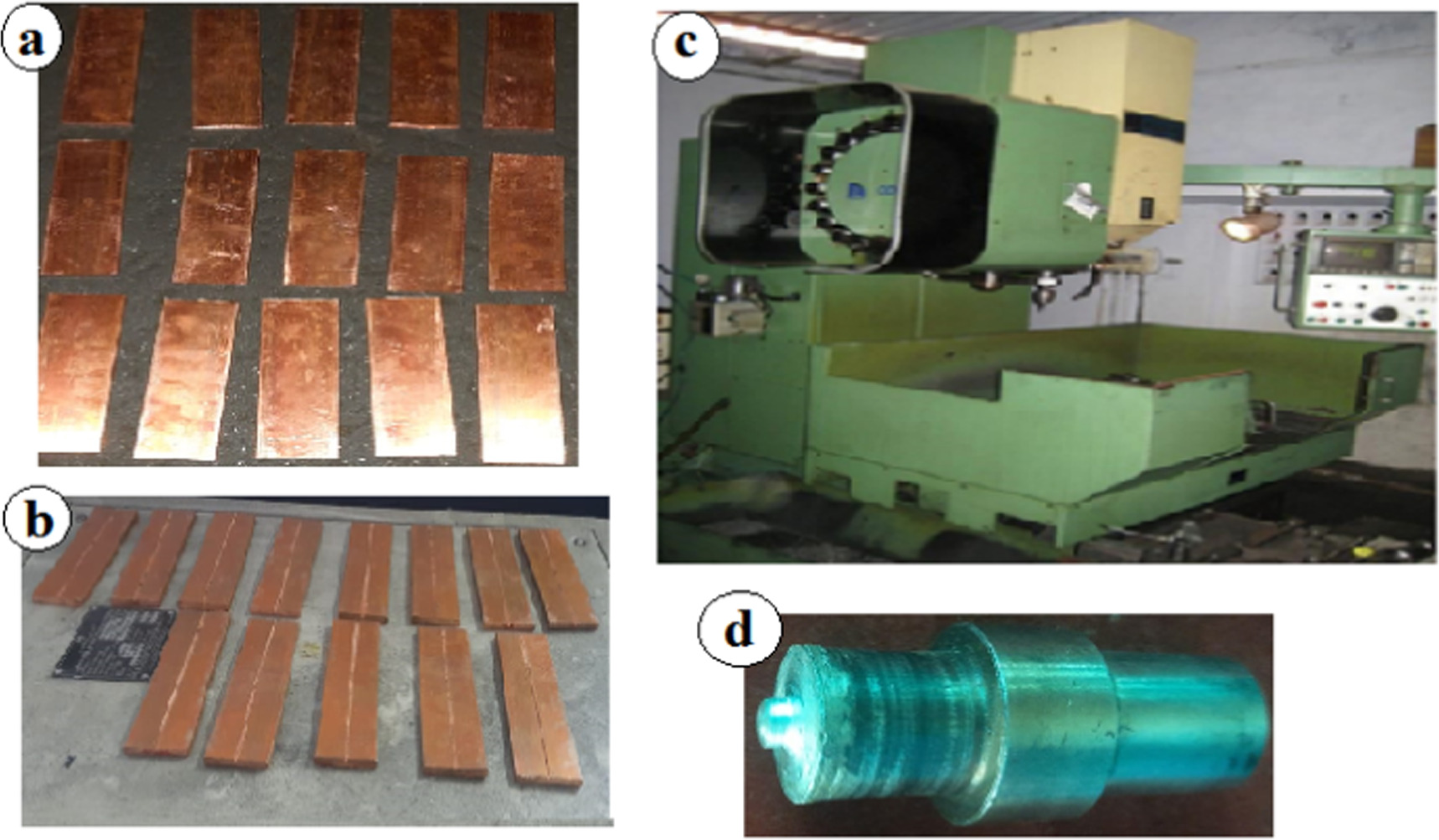
Figure 2. (a) Copper Specimens (b) Copper specimens with Reinforcement Compacted (d) Milling Machine (d) FSP stirring Tool.
Download figure:
Standard image High-resolution imageMicrostructure characterization of the friction stir processes specimens was carried out to study the dispersion of the particles onto the substrate metal with the aid of optical microscope and scanning electron microscope. Specimens for microstructure studies were cut from the friction stir processed area and were prepared as per metallographic standards. Etching was done with a solution comprising of 15 ml H2O2, 2.5 g Fe3Cl and 100 ml distilled water for an optimized time period of 8 seconds. Measurements for micro-indentation hardness of the developed copper surface composites were evaluated in accord to ASTM E384 standards. Micro hardness of the specimen cut from the centre of the friction stir processed area was carried out employing a Vickers hardness tester at 50 gm acting for 15 s at five different positions. An Instron electronic tensile machine was employed to evaluate the tensile strength of the developed copper surface composites and testing was conducted at room temperature at a strain rate of 10−5 s−1. Specimens for mechanical strength evaluation was prepared from the stir zone as per ASTM E8 standards. Wear rate of developed surface composites was evaluated with the aid of a pin-on-disc apparatus as per ASTM standard G99-04. Specimen machined from the stir zone using a WEDM machine of 6 mm × 6 mm × 30 mm dimensions was slide against a hardened chromium steel disc. Dry sliding wear test was conducted for a distance of 1500 m at a sliding velocity of 1 m s−1 with a normal load of 30 N exerted on the specimen. Preperations of specimens for the evaluations were done with the aid of WEDM, as it causes a minimum disturbance in residual stress variations of a workpiece due to abrupt heating and cooling on machining surface [37]. A set of friction stir processed specimens and the test samples for tensile and wear characteristics are as provided in figure 3.
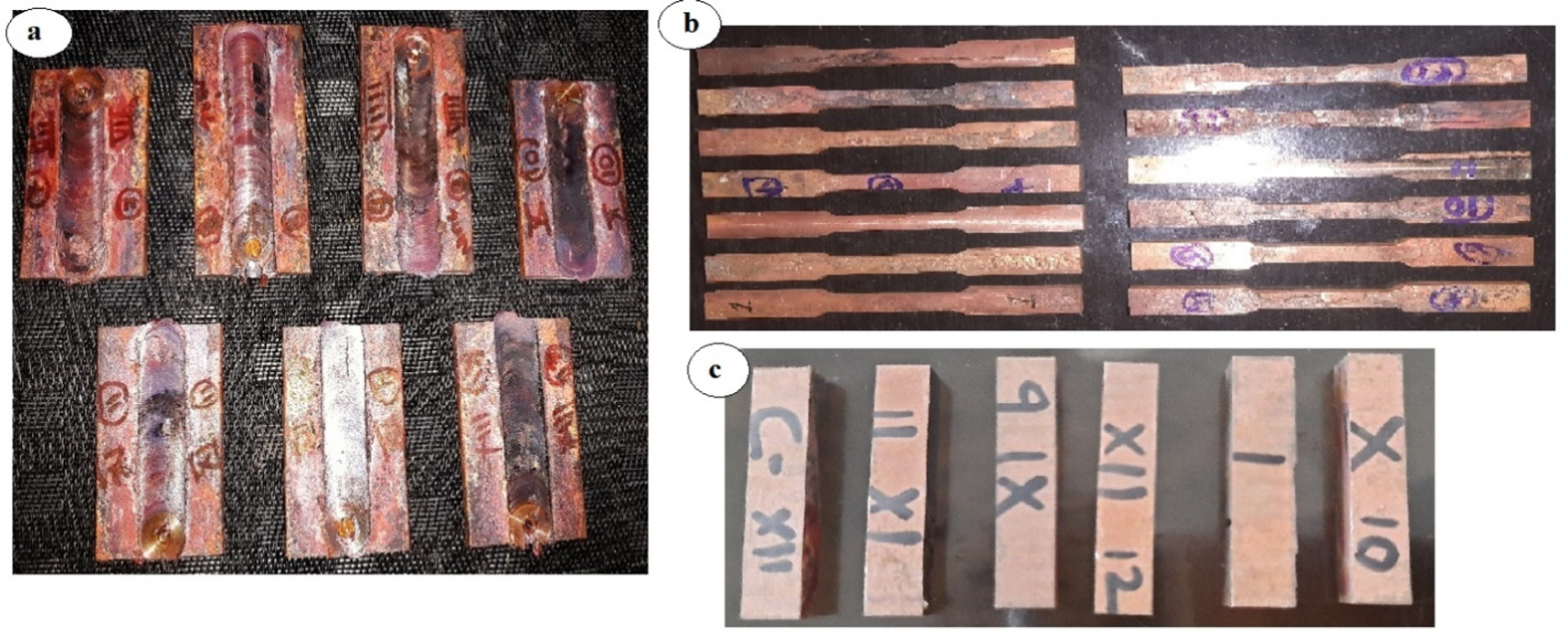
Figure 3. (a) Friction stir processed specimens (b) Tensile test specimens (c) Wear Test specimens.
Download figure:
Standard image High-resolution image3. Results and discussion
3.1. Microstructural characterisation
To study the effect of particles/processing parameters on the developed copper based surface composites, microstructures of the processed specimen has to be taken. In this study optical micrographs and scanning electron microsgraphs of the processed specimens was taken. Optical micrographs of the unprocessed and processed samples with varying volume fractions of dispersed particles are demonstrated in figures 4(a)–(d). Analysis of the grain size for the considered specimens were carried out through Hayn intercept method and results proved a redution in the grain size of the particle with respect to increase in the volume fraction of reinforcement dispersion.
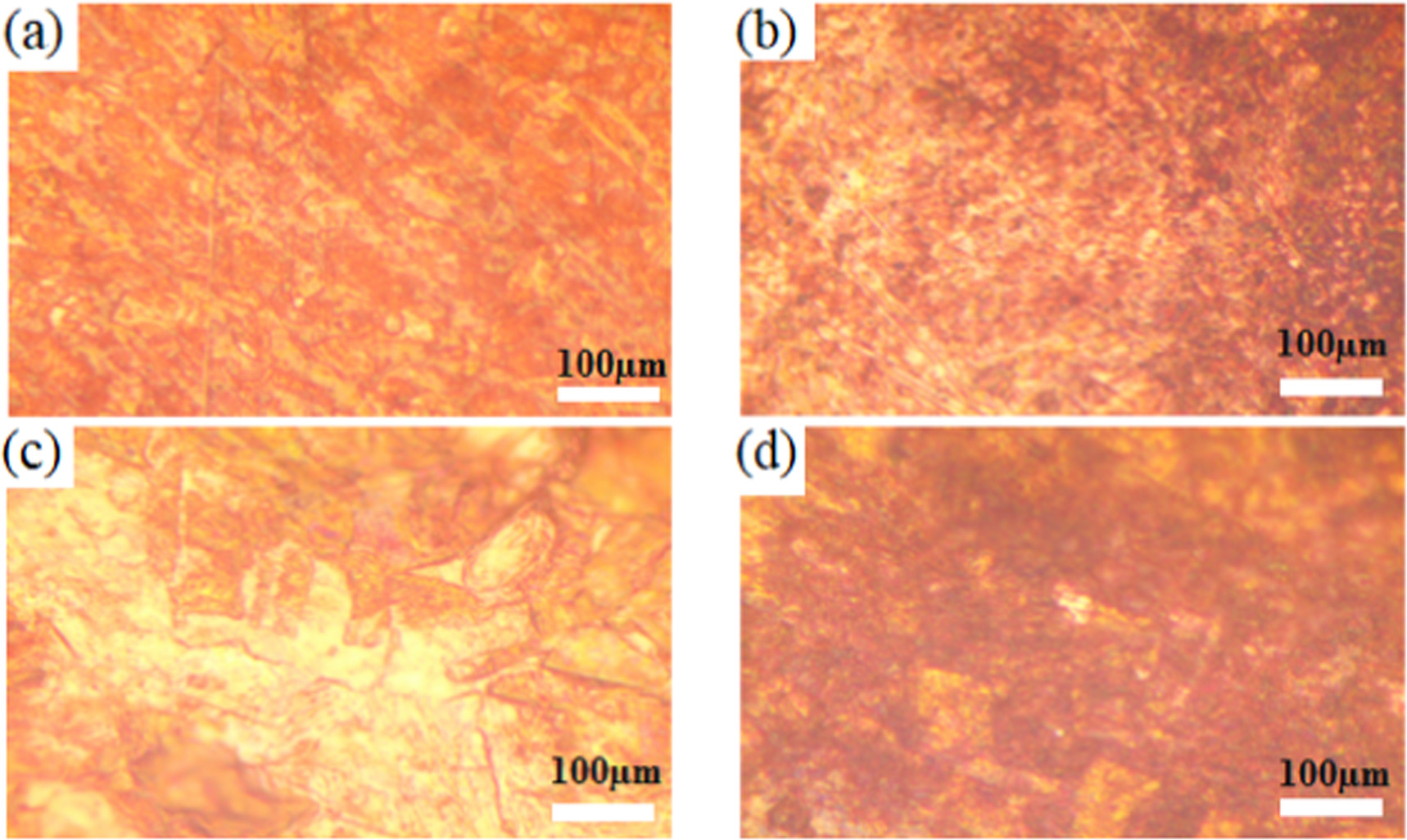
Figure 4. Optical micrograph of (a) Unprocessed Copper (b) Copper + 5 vol.% hybrid particles (c) Copper +10 vol.% hybrid particles (d) Copper + 15 vol.% hybrid particles.
Download figure:
Standard image High-resolution imageReduction in grain size can be attributed to the high friction heat generated during the friction stir processing and thereby leading to high exposure of the substrate metal. Rotation of FSP tool in the substrate metal lead to stirring action which inturn leads to material flow and severe plastic deformation. This can also be a major factor that have reduced the grain size of the developed copper surface composites. Presence of hybrid reinforcement particles (Al2O3 and B4C particles at 1:1 ratio) in copper substrate can also be considered as a factor for grain size reduction.
Scanning electron micrographs as depicted in figures 5 (a)–(c) demonstrates the presence of the aluminum oxide and boron carbide particles on the copper substrate. It can also be observed that, the particles are distributed uniformly throughout copper matrix when friction stir processed at a rotational speed of 1300 rpm and feed rate of 40 mm/min. From the SEM micrographs it is also evident that the dispersed particles has good bonding with substrate metal with nil voids present anywhere near the particles making confirming processing conditions to be an optimal one for developing copper based surface composites. Henceforth it can also be put forward that the developed copper surface will definitely have higher mechanical and tricological properties when compared with the base metal.
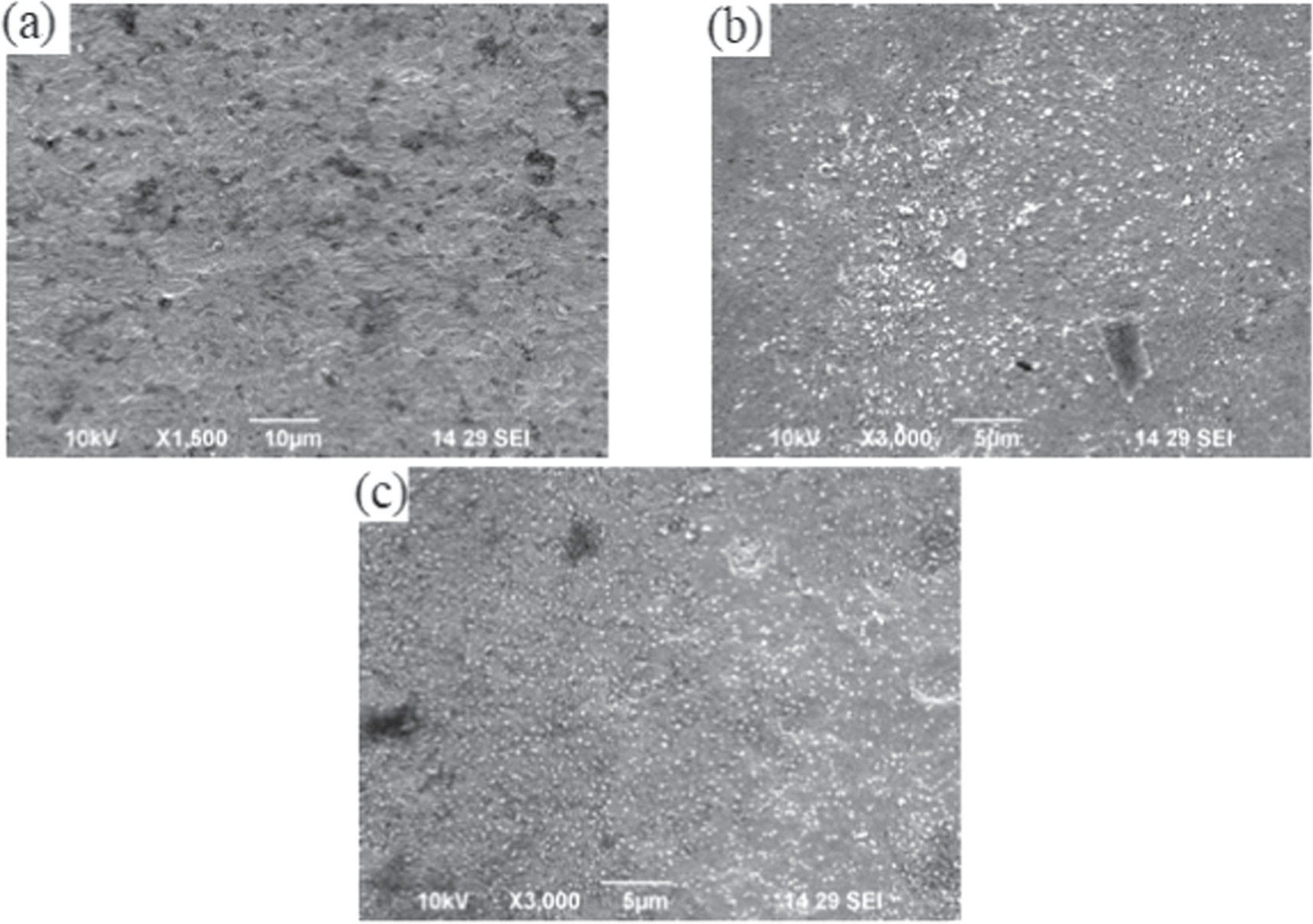
Figure 5. SEM micrograph of (a) Copper + 5 vol.% hybrid particles (b) Copper +10 vol.% hybrid particles (c) Copper + 15 vol% hybrid particles.
Download figure:
Standard image High-resolution image3.2. Effect of volume fraction on properties
Increase in Groove Width/Volume Fraction of hybrid particles increases dispersion of reinforcement particles onto surface of copper substrate which in turn would lead to variation in materials property. Microhardness was found to be increasing with respect to increase in groove width as demonstrated in figure 6(a). This variation in property can be attributed to increase in particle compaction with respect to increase in groove width. As groove width increases, hybrid particles compacted and dispersed on the stir zone tends to increase which in turn enhance hardness characteristics. It is evident from SEM micrographs (figure 5) that hybrid reinforcement particles are dispersed closely and uniformly which lead to increase in hardness of developed composites with respect to groove width enlargement. Studies have also proposed that variation in thermal conductivity of ceramic particles and matrix metal would generate a quenching effect during solidification thereby enhancing hardness value at stir zone. Reduction in grain size as shown in figure 4 can also be attributed as impact for increase in mechanical strength. Hall Petch relationship proposes that with reduction in grain size, hardness of material tends to increases; this can also be put together along with above mentioned mechanisms for hardness improvement.
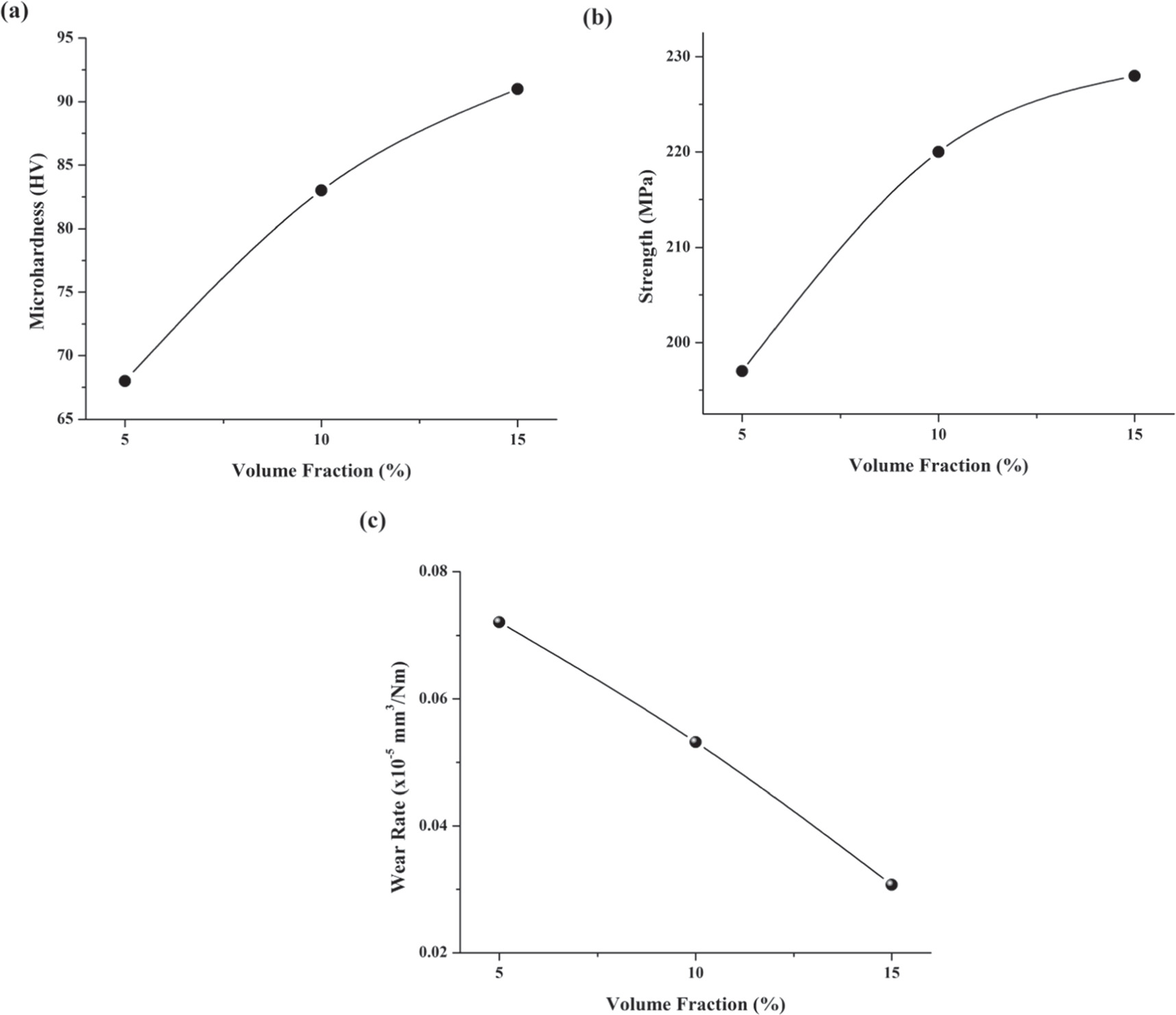
Figure 6. Influence of Volume fraction on (a) Microhardness, (b) Strength, (c) Wear Rate.
Download figure:
Standard image High-resolution imageMechanical strength of surface composites is resolved by various factors including variations in grains and bonding of substrate metal with reinforcement particles. Results in this study proposed that with increase in groove width, mechanical strength of the developed surface composites tends to increase as portrayed in figure 6(b). This increase in mechanical strength can be attributed to the grain size reduction that occurs due to the rigorous stirring action taking place during friction stir process. It is evident from optical images (figure 4) that a reduction in grain size occurs with increase in groove width as these dispersed hybrid reinforcement particles hinders the growth of grain during solidification.
It was observed that with increase in groove width, wear rate of developed copper based surface composites tends to decrease as depicted in figure 6(c). This reduction in wear rate can be attributed to increase in hardness value with respect to increase in groove width. Increase in groove width increases reinforcement dispersion which in turn would take away load during wear test thereby reducing wear of copper matrix.
3.3. Effect of rotational speed on properties
In this research, rotational speed was varied keeping traverse feed constant at 60 mm min−1 for dispersing 10 volume fraction of hybrid reinforcement particles. Results conferred a reduction in microhardness value with respect to increase in rotational speed as evident from figure 7(a).
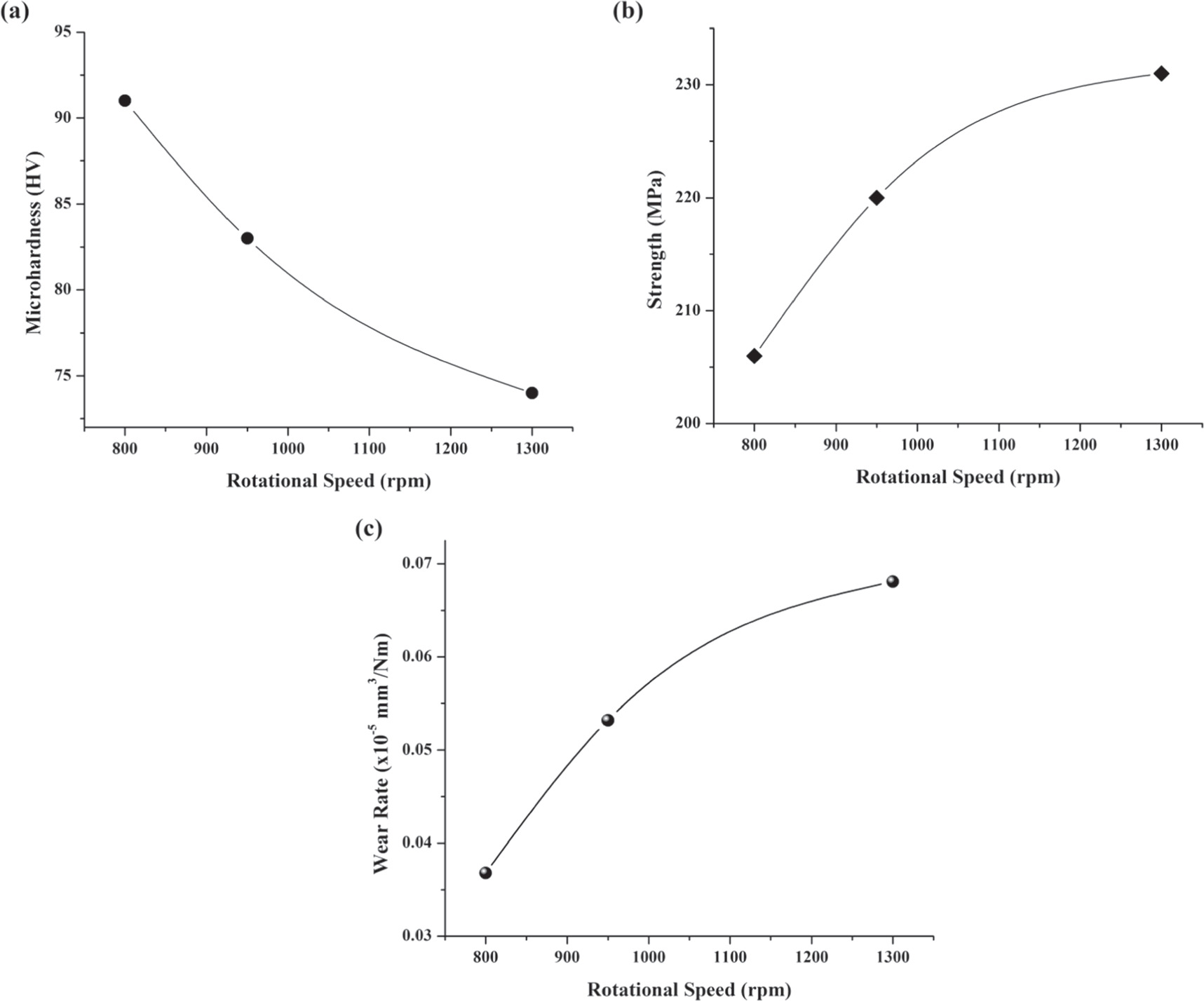
Figure 7. Influence of Rotational Speed on (a) Microhardness, (b) Strength, (c) Wear Rate.
Download figure:
Standard image High-resolution imageWith increase in rotational speed, substrate in plasticized condition increases thereby reducing chances of hybrid reinforcement particles getting agglomerated. Again to this, increase in rotational speed leads to stirring of plastic deformed metal and also increases in stir zone of developed composite. High microhardness value at low rotation speed can be attributed to the probability of indenter resting on agglomerated reinforcement particles during hardness evaluation as at higher rotational speed, tendency of particle agglomeration is minimal.
It is evident from figure 7(b) that with increase in FSP rotational speed, mechanical strength of developed surface composites tends to increase. This increase in mechanical strength with respect to increase in rotational speed can be attributed to homogenous distribution of aluminum oxide and boron carbide particles onto matrix. At lower rotational speed, chances of reinforcement particles agglomeration is there which leads to reduction in mechanical strength of developed surface composites. Increase in mechanical strength of developed copper composites with respect to increase in rotational speed can also be attributed to refinement of grains due to rigorous stirring action during FSP of substrate metal. Along with this it can also be stated that high rotational speed leads to generation of sufficient heat for the creating a defect free stir zone increasing the mechanical strength of the developed surface composites [37, 38].
An increase in wear rate was observed for developed surface composites with respect to increase in rotational speed as shown in figure 7(c). This increase in wear rate is mainly due to reduction in hardness value of developed surface composites. As notified, with increase in rotational speed, inter particle distance between dispersed ceramic particles tends to increase. Due to this, during pin on disc testing of specimens at proposed load, possibility of soft copper matrix coming in contact with hardened disc is more thereby increasing wear rate of surface composites processed at higher rotational speed.
3.4. Effect of traverse speed on properties
With increase in traverse speed, residing time of FSP tool over a particular area decreases thereby reducing generated frictional heat. With diminution in frictional heat, plasticization of copper substrate tends to decrease thereby leading to particle agglomeration and lessen stir zone. Dispersion of hybrid particles on surface composites is mainly dependent on the frictional heat generated and stirring action.
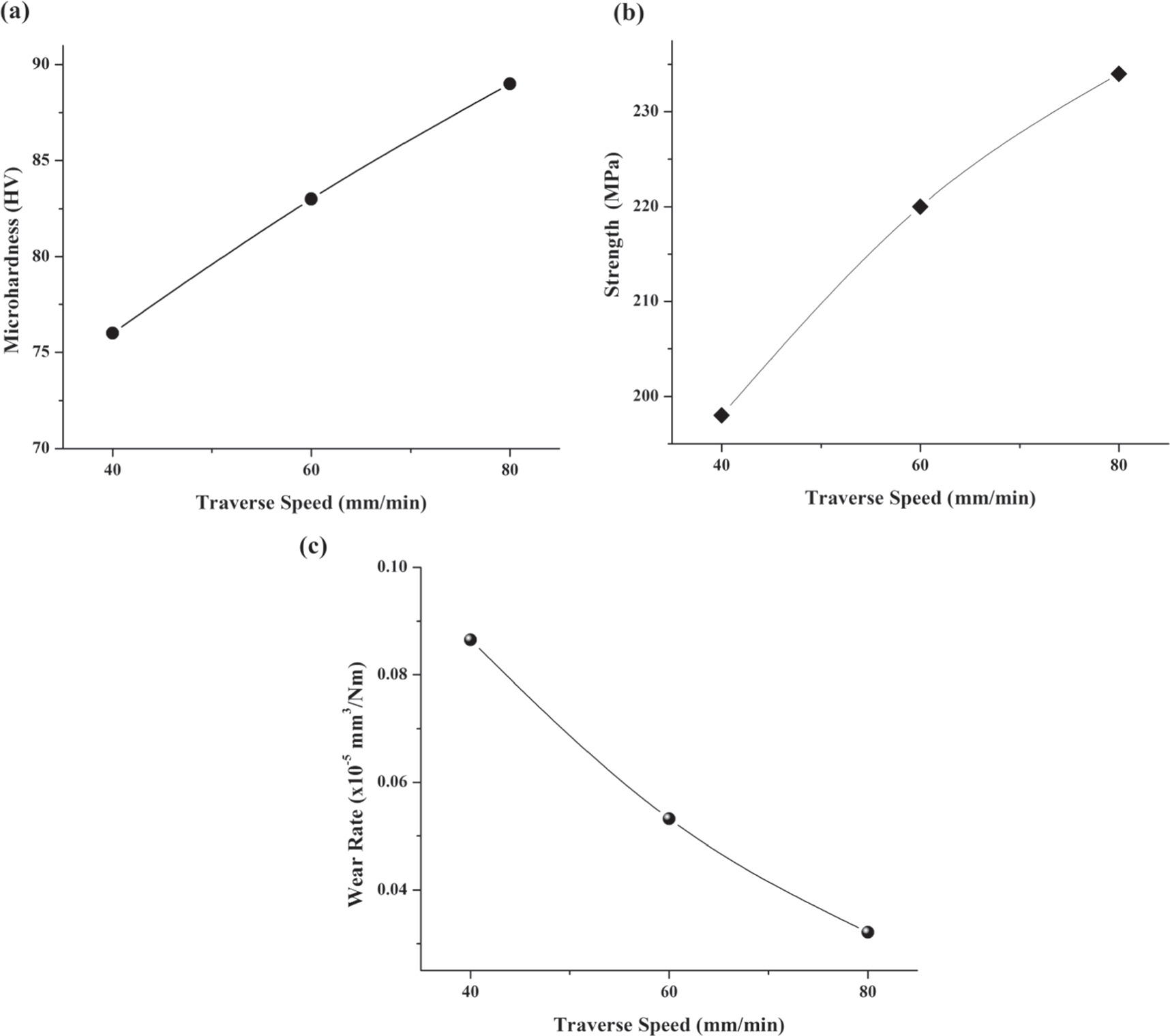
With increase in tool traverse speed, microhardness of developed copper surface composites tends to enhance as demonstrated in figure 8(a). This increase in microhardness with respect to traverse speed can be attributed to deficient in plasticization of copper substrate at higher feed rates. At higher tool traverse speed, insufficient frictional heat is generated due to low residing time of tool which leads to agglomeration of ceramic particles in copper surface. As a result, evaluating hardness at these points will lead to higher hardness value while at lower traverse speed the residing time of tool on substrate will be more leading to high stir zone area thereby increasing high inter particle distance between reinforcement particles.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Influence of Traverse Speed on (a) Microhardness, (b) Strength, (c) Wear Rate.
Download figure:
Standard image High-resolution image{kind=link}
Studies proved that mechanical property of surface composites fabricated via FSP is mainly impacted by cracks, voids, distribution of particles, heat generated etc [39]. In this study mechanical strength was found increasing with respect to increase in traverse speed as shown in figure 8(b). This increase in mechanical strength can be mainly due to heat generated during FSP. At lower traverse speed (40 mm min−1), heat generated due to friction will be comparatively higher when compared with 80 mm min−1 traverse speed [38, 40]. Higher frictional heat generated during FSP of copper surface composites dispersed with hybrid ceramic particles will lead to softening of copper substrate henceforth declining the mechanical strength.
Wear rate of developed copper surface composites dispersed with hybrid particles tends to decrease with respect to increase in traverse speed as shown in figure 8(c). This decrease in wear rate value with respect to traverse speed can be attributed to hardness variation that occurs with respect to traverse speed.
4. Conclusion
Microsized aluminum oxide and boron carbide particles mixed at 1:1 ratio was successfully dispersed onto the surface of copper substrate at varying processing conditions and the results was analysed. Results proved that:
- All the considered processing parameters including volume fraction of particles dispersed/groove width, rotational speed and traverse speed have major impact in defining the microstructure, mechanical and tricbological behaviour of copper surface composite dispersed with hybrid reinforcement particles.
- An increasing trend in microhardness and strength was observed with respect to increase in hybrid reinforcement addition /groove width onto copper matrix while wear rate had an opposite drift.
- With increase in rotational speed of friction stir processing, mechanical strength and wear rate had a positive slope while microhardness tends to decrease.
- Traverse speed was found to be having an impact on defining the frictional force created and henceforth a positive trend was observed for microhardness value and mechanical strength. Wear rate being inversely proportional to hardness follows a negative trend with increase in traverse speed.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).