
Abstract
Now a days, the Zn-Al-Cu alloy-based composites have great impact on modern trends for bearing applications because of its reliable mechanical performance. In this paper the mechanical characteristics of as cast Zn-Al-Cu alloy-based hybrid metal matrix composites have been investigated, as well as the influence of reinforcements Silicon Carbide (SiC) and Titanium Diboride (TiB2) on the composite. The ultrasonic assisted stir casting technique has been adopted for fabricating the composites with the addition of dual reinforcements like 5 wt% of SiC as constant and by varying the wt% of TiB2 as 0 wt%, 5 wt% and 10 wt%. The ceramic particles SiC and TiB2 are taken with 20 and 30 microns in size. The ASTM standards were used to conduct the different tests, and the findings demonstrate the significance of adding reinforcements to alloy and also noticeable increase in mechanical performance in terms of hardness, tensile strength, young's modulus and impact strength. As cast Zn-Al-Cu/5 wt.% of SiC/10 wt.% of TiB2 hybrid composite gives the minimum density as 4.79 g cc−1 and maximum hardness as 156Hv.
Export citation and abstract BibTeX RIS
1. Introduction
In the past few years, the researchers have been emphasizing on the hybrid metal matrix composites due to the progress in the mechanical properties like hardness, tensile and flexural strength. These developments countered with reduction of ductility and toughness. There is a great extent in enhancement of the properties of composites reinforced with particulate but the disadvantage is non-uniform distribution of particulate within the matrix by processed conventionally.[1, 2].
The zamak alloys are widely used among the zinc cast alloys in the past few years. There are numerous industrial applications have been identified by the researchers because of having low casting temperature with high strength leads to good mechanical properties and castability when compared to copper-, nickel- and aluminum alloy-based composites [3]. In comparison to the parent matrix alloys, studies were reported that the zinc-based alloy composites with various reinforcement particles revealed that the composites have exceptional wear resistance, improved hardness and strength [4].
The uniform distribution of reinforced particles determines the composite's strength. The uniform dispersion of reinforced particles throughout matrix material has been significant and ensures the balance between reinforcements and its intergranular distance leads to improvement in its creep and yield strength [5]. The uniform distribution of reinforcements in matrix material was an expensive and time consuming process. Components with complex forms are challenging to make using solid state processes [6]. It's challenging fabrication method to get a homogeneous composite by using liquid state processes like stir casting, squeeze and vacuum casting. Using liquid metallurgy process, researchers developed the ultrasonic probes to assist the conventional stir casting process in order to avoid agglomerations and get a good wettability of the composite with uniform distribution of reinforcements in the matrix material. This method gives the acoustic streaming and cavitation with the help of ultrasonic energy. Small transient zones were formed in the molten metal during the ultrasonic cavitation process. Significant pressures and temperatures are experienced in the tiny zones. The shock force interacts nearby high temperatures, disintegrating clusters and cleaning the surface of reinforcements [7].
Out of the four zamak alloys (ZAMAK-8, ZAMAK-12, ZAMAK-27, and ZAMAK-43), Zn27Al Alloy has really shown superior tensile strength and wear resistance to the typical cast aluminium alloys [8–12]. Because of their mechanical and tribological properties, these alloys have also been explored for numerous applications in commercial aspect. They also effectively challenging with copper, aluminium and nickel-based alloys. The development of oxides formation on the surface of the bearing results in a good multiphase structure, which is attributed to these characteristics [13].
Among the zamak alloys, ZA27 have low creep resistance with resistance to high temperatures. The temperature of alloy is increasing above the ambient temperature, it was rapidly losing their energy, necessitating the development of new structures. However, to improve the properties of the ZA alloy, the hard ceramic reinforcements has been added and mechanical properties of the hybrid composites were examined and compared at room temperature only [14]. The SiC and TiB2 ceramic reinforcements gives the moderate results because of TiB2 having more ductility [15, 16].
From the literature, the Zn-Al-Cu alloy plays an important role in bearing applications and the previous studies were all about single reinforcements. However, there is no such work reported on SiC and TiB2 hybrid reinforcements with Zn-Al-Cu matrix material. Hence, the objective of the present research focus on preparing and studying the mechanical characteristics of the as cast Zn-Al-Cu alloy and also the influence of hybrid reinforcements as SiC-TiB2 on the as cast Zn-Al-Cu alloy hybrid metal matrix composite by varying its wt.% (0,5 and 10).
2. Materials and methods
2.1. Matrix
As cast Zn-Al-Cu alloy has been considered as base alloy material for this research. The as cast Zn-Al-Cu alloy ingots of rectangular in shape with dimensions 150 × 150 × 25 mm were prepared through liquid metallurgy route as per ASTM B669-82 standard and the chemical composition of this alloy is given in table 1 [17]. The purity of zinc as 99.90%, aluminum as 99.98% and copper as 99.00%. aluminum and copper were taken into crucible and heated upto 650 °C and then zinc was added. The stirring process was taken place for a period of 5 min and also added the degassing agent C2Cl6 [18]. No grain refinement treatment was performed during this process.
Table 1. According to ASTM B669-82 the chemical Composition of as cast Zn-Al-Cu alloy.
| Material | Zinc | Aluminum | Copper | Magnesium |
|---|---|---|---|---|
| Percentage Composition(wt.%) | Balance | 25–28 | 2.0–2.5 | 0.01–0.02 |
2.2. Reinforcement
Commercially available ceramic particles i.e., Silicon Carbide and Titanium Diboride of average particle sizes 20 microns and 30 microns with 99.00% purity were procured from the Nano shell, India. The details of ceramic particles presented in table 2.
Table 2. Properties of reinforcement materials.
| Reinforcement | Density (g cc−1) | Melting point (°C) | Young's modulus (GPa) | Tensile strength (MPa) |
|---|---|---|---|---|
| SiC | 3.21 | 2730 | 137 | 625 |
| TiB2 | 4.52 | 2970 | 575 | 754 |
2.3. Preparation of the composites
As shown in figure 1, the ultrasonic assisted stir casting was used to produce the composites. As cast Zn-Al-Cu alloy has been taken into the graphite crucible and heated upto 680 °C with a period 15 min. To improve the wettability 2.7 wt.% of Hexafluoro titanate salt (K2TiF6) was added into the molten alloy [19]. The 5 wt.% of SiC and X wt.% TiB2 (X = 0, 5, 10) particles were added into the molten alloy. Before adding these ceramic particles to the molten alloy was preheated to 800 °C and maintained for a period of one hour. The molten alloy was then conventionally mixed with the mechanical stirrer at 85 rpm and also rotating speed was maintained constant for 15 min to ensure appropriate composite. The ultrasonic probe, manufactured of titanium alloy, was then submerged 3/4 th of height of the molten slurry in the crucible.
A 20 kHz ultrasonic processing frequency was employed for sonication. To disintegrate the clustered reinforcing particles, the molten alloy along with reinforcements was next destroyed with an ultrasonic energy pulse for 22 min [20]. After the sonication process, the graphite crucible taken out from furnace and hybrid metal matrix composite in molten form has been poured into mould of mild steel material.
The casting mould has been preheated to 560 °C and then filled with molten zinc-aluminium- copper alloy. The Wire cut Electric Discharge Machining (WEDM) machine has been used to produce composite samples for testing in accordance with ASTM standards. Table 3 shows the materials composition of the as casted samples and its designation used further in this paper.
Table 3. Wt.% of the composite specimens.
| S. no | As casted Zn-Al-Cu- Alloy (Wt.%) | SiC (Wt%) | TiB2 (Wt.%) | Designation |
|---|---|---|---|---|
| 1 | 100 | 0 | 0 | C0 |
| 2 | 95 | 5 | 0 | C1 |
| 3 | 90 | 5 | 5 | C2 |
| 4 | 85 | 5 | 10 | C3 |
3. Preparation of samples for testing
3.1. Microstructure
For the metallurgical studies the microstructures of the hybrid composite have been examined with the help of an optical microscope. The mounted composite specimens were well-polished with a disc polishing machine with different grit sizes of papers for the metallographic analysis, and etching was done on the specimen's surfaces using kellers solvent according to ASTM E3-11 standard [21].

Figure 1. Stir casting machine with Ultrasonic setup (1) Controller, (2) Generator, (3) Inert gas cylinder and (4) Furnace controller.
Download figure:
Standard image High-resolution imageOptical micrographs of metallographically polished as cast Zn-Al-Cu alloy and its composite samples were taken with the microscope and also captured by image capturing device affixed to that. The interconnected computer was used for further evaluation.
3.2. Density and porosity
The theoretical density of as cast Zn-Al-Cu alloy-based hybrid metal matrix composites was estimated using the rule of mixture, and the experimental density value was calculated using the displacement technique i.e. Archimedes principle for different reinforcement weight percentages. In the water displacement technique, specimens with diameters of 8 mm and heights of 20 mm were preheated in a furnace for 1 h at 120 °C [22]. The weights of the composites were then determined. The sample surfaces are then coated with a polymeric gel to seal any surface porosities. Specimens were suspended in double-distilled water at 25 °C, and their weight was calculated using a four-digit balance. This weight was considered as the specimen's volume. The density was determined using the formula shown below.

where  is the composite specimen density. Wair, Wwater are composite specimen weight in air and water respectively. The loss of weight in water column is Wair-Wwater.
is the composite specimen density. Wair, Wwater are composite specimen weight in air and water respectively. The loss of weight in water column is Wair-Wwater.
From the obtained theoretical density and experimental density values of composites with different wt.% of reinforcement gives the percentage of porosity by using the given equation (2).

where 
 are the theoretical density and experimental density of composites specimen respectively.
are the theoretical density and experimental density of composites specimen respectively.
3.3. Hardness test
Hardness is the measure of material's resistance to indentation, scratching, and cutting. The as casted Zn Alloy and its composite specimen's hardness was determined by the Vickers hardness testing machine, as per the ASTM E-384-04a standard, a load of 0.50 kgf was applied with a dwell time 15 s [23]. The diamond indenter was for the indentation on each sample to get the reading. Each sample was indented three times in various locations, with the average of the three values, the hardness results reported.
3.4. Tensile test
The tensile strength was obtained by conducting tensile tests on composite samples in accordance with ASTM requirements using a universal testing machine (Model: PC2000). Test samples were cut from a flat-casted plate by using wire cut EDM according to the ASTM E8. The test was conducted with a constant speed 0.29 mm min−1 of crosshead [24]. The dimensions of the testing samples are given in figure 2 in accordance with the standards.
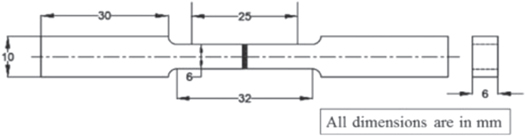
Figure 2. Standard tensile test specimen geometry.
Download figure:
Standard image High-resolution image3.5. Flexural test
The three-point bend test has been conducted on the universal testing machine to get the flexural strength. The flexural test specimen samples were prepared from as cast zinc-based alloy and its composites with the dimensions of 125 × 12.7 × 3.2 mm, as per ASTM D790 Standard [25].
3.6. Impact test
The impact strength was tested using Charpy impact testing equipment. The impact test was performed at room temperature with the pendulum blowing, and testing specimens were manufactured with Wire EDM from cast samples and prepared according to ASTM E23 specifications with a square cross sectional specimen dimensions of 55 mm × 10 mm × 10 mm and 45° V-notch cutting at the specimen's mid span. A single hammer blow was executed at the specimen's midpoint. A single blow is all it takes to bend the composite specimen in the middle. The impact energy has been measured and reported in joules.
4. Result and discussions
4.1. Micro structure
Figure 3 revealed the micrograph of the as cast Zn-Al-Cu alloy and its composites. In interdendrtic regions, the as cast alloy possesses a dendritic structure with dendrites surrounded by α+η eutectoid, residual phase, and metastable η phase. While the white portions are rich in Zinc (α phase), the black parts are rich in aluminium η phase).

Figure 3. Optical Microimages of (a) as casted Zn-Al-Cu, (b) as casted Zn-Al-Cu + 5 wt% of SiC, (c) as casted Zn-Al-Cu + 5 wt% of SiC + 5 wt% of TiB2, (d) as casted Zn-Al-Cu + 5 wt% of SiC + 10 wt% of TiB2.
Download figure:
Standard image High-resolution imageThe grey colour represents a phase combination. The micrographs in figure 3 clearly illustrate the homogeneous distribution of the 5 wt.% SiC + X wt.% TiB2 in the Zn-Al-Cu matrix alloy. In the case of 5% and 10% TiB2, a uniform distribution was also obtained. Bonding between the interphase of alloy and reinforcements are TiB2 grey in colour and SiC as dark black can be seen in figures 3(c) and (d) with fine cored dendrites of Aluminium rich (η) solution and zinc rich (α) phase.
4.2. Density and porosity
Figure 4 illustrates the comparison in theoretical and measured densities of as casted Zn-Al-Cu/SiC/TiB2 hybrid composites with varying the weight percentages of the hybrid reinforced ceramic particles. The densities of hybrid composites follow a similar pattern and are almost identical. The decrease in density values indicates that particle breaking may not have a significant influence on the produced composites. This can also be attributed to enhanced matrix reinforcement bonding and uniform dispersion of TiB2 particles. The ultra-sonic assisted stir casting process, it may be observed, is perfect for the efficient production of composites. However, the density of the as casted Zn-Al-Cu + 5% SiC + 10% TiB2 composite deviates greatly from the predicted density, which might be due to TiB2 particle clustering or porosity growth.
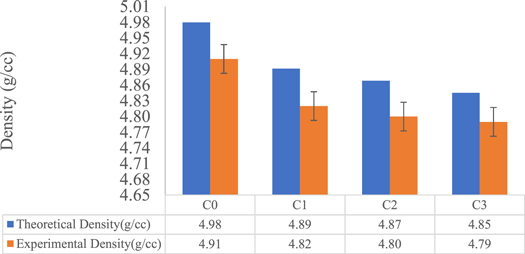
Figure 4. Theoretical and experimental densities.
Download figure:
Standard image High-resolution imageFigure 5 shows that the porosity values of the produced composites are higher than those of the matrix alloy. This increase in porosity of SiC composites containing as casted Zn-Al-Cu + 5 wt.% of the SiC, the increase in contact surface area owing to the introduction of reinforcement into molten Zn-Al-Cu alloy can be attributed to this. Increases in reinforcing content may cause particle agglomeration, resulting in greater porosity. Porosity is also increased when the reinforcing particulate weight percent is reduced. Porosity is also affected by the casting method used for hybrid metal matrix composites manufacture. During the stirring phase of stir casting, a volume of gases may become trapped in the molten composite, resulting in an increase in porosity content.

Figure 5. Hardness and porosity % versus wt% reinforcement.
Download figure:
Standard image High-resolution image4.3. Hardness
The hardness of the specimens containing varied quantities of TiB2 is shown in figure 5. Hardness refers to a material's resistance to indentation under conventional testing conditions. It can be shown that as the TiB2 component of the composite material grows, so does its hardness. When the TiB2 concentration is raised from 0% to 15%, the specimen's hardness improves by just 5%. This restricted rise in hardness is owing to the fact that SiCp is a tougher dispersoids than TiB2, which may have slowed the hardness enhancement.
4.4. Ultimate tensile strength
The stress versus strain curves obtained from the tensile test and figure 6 shows the tensile strength and elongation percent of an Aa cast Zn-al-Cu alloy/SiC reinforced with varying wt.% of the TiB2 particles. The tensile strength of the composite sample increased as the percentage of reinforcement in the sample increased. Earlier studies had similar findings, which proved to validate the current findings [26, 27].

Figure 6. Ultimate strength and % of elongation versus wt% of reinforcement.
Download figure:
Standard image High-resolution imageFigure 6 illustrates that whenever the wt.% of the reinforcement in the sample increased, the percent of elongation of the composite sample decreased. The presence of TiB2 particles in the composite caused the composite should become brittle. Other researchers who accompanied the findings of the current study [27] had similar experiences. The addition of hard reinforcing particles (SiC and TiB2) to the matrix strengthened the composite by improving the bonding within the matrix and reinforcement, as seen in figure 6. The addition of TiB2 particles to the composite made it brittle, as the percent of elongation reduced and the tensile strength increased. Which can be seen in the graph, the load sharing capability of both matrix and reinforcement for a 10 wt% TiB2 reinforced composite is somewhat considerable.
4.5. Flexural strength
Figure 7 demonstrates how the volume percent of varied particle reinforcement affects the flexural strength of Zn-Al-Cu–5% SiC–TiB2 composites determined with the three point bending attachment on UTM equipment. The test has been carried out for various composite compositions by testing four samples for each composite composition, and average of the results were shown in a bar chart, as shown in figure 7. The flexural strength shows that, a noticeable decrease with increasing the reinforcing weight fraction in the composites, which gives a maximum value for the as cast Zn-Al-Cu + 5 wt% SiC + 10 wt% TiB2 composite is 374 MPa.

Figure 7. Flexural strength versus % of Reinforcement.
Download figure:
Standard image High-resolution image4.6. Impact strength
The impact test was carried out for various weight percent of reinforced composites by taking four samples for each composite composition, and the average values were shown in a bar chart as shown in figure 8. It is clear that increasing the reinforcing weight fraction enhances the impact strength of the composites, which gives the maximum value as 63 J for the as cast Zn-Al-Cu + 5 wt% SiC + 10 wt% TiB2.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Impact strength versus % reinforcement.
Download figure:
Standard image High-resolution image{kind=link}
5. Conclusions
The ultrasonic assisted stir casting method has been used to adequately fabricate the newly designed as cast Zn-Al-Cu + 5 wt% SiC + X wt% TiB2 hybrid metal matrix composites under optimum processing parameters. The effects of different weight fractions of SiC and TiB2 reinforcements in the as cast Zn-Al-Cu alloy matrix on grain refinement and mechanical characteristics were evaluated in this work.
- The optical micrograph shows that the increase in wt.% of SiC and TiB2 particulates in as cast Zn-Al-Cu alloy results the acceptable grain enhancement and improves the modification of grain structure. It reveals that the composites had a homogenous distribution of dual particle reinforcements.
- The inclusion of reinforcement gives the improvement in hardness, and there was a maximum improvement of 13.77% in hardness at 5% SiC + 10% TiB2.
- The tensile strength of hybrid composites has been improved significantly with an increment of 20.69% by increasing the wt.% of TiB2.
- The flexural test results indicate that increasing the weight percent of dual reinforced particles results in decrease in flexural tensile strength.
- Increasing the wt.% of the TiB2, increases the energy absorption rate. The maximum impact energy obtained 63 Joules with 5% SiC + 10% TiB2 reinforced composite.
Acknowledgments
The Authors would like to thank Department of Mechanical Engineering, Andhra University, Visakhapatnam, for supporting this research.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).