
Abstract
Aluminum oxide (Al2O3) nanoparticles are capable of improving the material characteristics if reinforced to soft and low strength material. The major limitation in the utilization of Al alloy 6061 in medium to heavy stress applications such as automobile, defense, transportations, and aerospace is low hardness and strength. In order to overcome the deficiency of Al6061, nano-Al2O3 reinforced Al6061 matrix nanocomposite (AMNC) was successfully fabricated on machinated aluminum stir casting furnace. Al2O3 nanoparticles in 2,4,6 and 8 wt.% were reinforced in the Al6061 matrix and the effect on mechanical and microstructure behavior was investigated by field emission scanning electron microscopy (FESEM), energy dispersive spectroscopy (EDS), hardness, and tensile testing methods. Higher magnification FESEM micrographs revealed that reinforcement of nano-Al2O3 leads to considerable grain refinement and uniform distribution with less porosity. The mechanical properties results showed enhancement in tensile strength (by 130%), hardness (by 156%), yield stress (by 360%) with reinforcement of nano-Al2O3 over the base alloy Al6061. It was observed that the nano size of Al2O3 particles, the quantity of reinforcement, and the stir casting process were effective factors on the microstructure and mechanical properties enhancement.
Export citation and abstract BibTeX RIS
1. Introduction
Nanocomposites are polyphase materials that comprise a matrix and nano-reinforcement, which were developed to satisfy the needs of attractive modern materials. Nanocomposites are categorized into the following major types. Based on matrix constituent they have been classified as metal matrix, ceramic matrix, and polymer matrix nanocomposites whereas on the basis of reinforcement constituent they are fiber-reinforced nanocomposites, laminar nanocomposites, and particulate nanocomposites. Metal matrix nanocomposites (MMNCs) are the most widely used type of nanocomposites in industrial applications, because of their advantages relative to polymer and ceramic matrix [1]. Nanocomposites form usually by reinforcement of nanosized tubes, fibers, particles, or sheets to improve the physical, mechanical, thermal, and electrical characteristics of conventional materials. The use of novel nanocomposites in advanced engineering applications is the key to maintaining pace with technology evolutions, stimulating market changes, and filling up technological gaps by revolutionizing the product line [2, 3]. The aluminum alloy matrix nanocomposites (AMNCs) are the high-strength, low-weight materials capable of replacing conventional materials to a larger extent in advanced applications such as automobile, aerospace, marine applications, defense, recreation industries, and electronic sectors. These nanocomposites can enhance material characteristics like ultimate tensile strength, hardness, density, stiffness, high specific strength, low cost per specimen, improved stability of dimensions, wear resistance, etc. Particle-reinforced nanocomposite can provide desired mechanical properties with aluminum and its alloys [4, 5]. The development of aluminum matrix composites (AMCs) and, more specifically, nanocomposites is in continuous expansion, given the possibility of obtaining materials with low density and excellent specific mechanical properties [6, 7]. These aspects are very relevant in various industrial sectors, especially in transport.
The aluminum (Al) is a silvery-white, soft, lightweight, nonmagnetic, ductile, and non-ferrous metal that offers various characteristics in its alloy form. Aluminum is alloyed with numerous other elements to improve its strength, formability, thermal conductivity, resistance to corrosion, and hardness. Aluminum alloys can provide a huge range of physical, mechanical, thermal, and electrical characteristics, which increased their demand in transportation, construction, aeronautical, automobile, and structural applications [8]. The research studies showed various aluminum alloys have been developed to enhance the targeted material properties. Generally, they are classified as cast and wrought aluminum alloys. Amongst the various Al alloys, the most popular alloy series is AA 6XXX, which consists of silicon and magnesium as major alloying elements [9]. Al 6061 is a versatile alloy in the 6XXX series family due to excellent formability, machinability, weldability, and high corrosion resistance than in other materials, find applications in automobile, marine, defense, aerospace, medical, agriculture, structural, etc. It is an important multifunctional special-purpose, low expensive alloy in the heat treatable aluminum family [10, 11]. The major problem in the use of Al6061 in medium to heavy stress applications such as automobile, aerospace, and transportations is low strength and hardness [12]. The problem can be tackled by introducing hard Al2O3 nanoparticles in the Al6061 matrix which can provide significant strengthening and hardening [13, 14]. The available literature shows, researchers have attempted to explore the impact of nano and microparticles of Al2O3 on aluminum and its alloys especially on Al6061, but remarkable enhancement in mechanical properties such as hardness, strength, and yield stress in reinforced Al6061 is still not achieved. This is due to the unavailability of a well-equipped automatic stir casting furnace, failing to achieve uniform distribution nanoparticles, agglomeration, and porosity. Therefore, careful research on the effect of micro and nano hard particles of Al2O3 on microstructure and mechanical properties of the Al6061 matrix is needed [15]. Nanosize particle reinforcement provides better and interesting results than micro reinforcement.
The aluminum alloy-based composites with different micro and nanosized reinforcements such as graphite [16], CNTs and SiC [17], TiB2 [18], Al2O3 [19], SiO2 [20], ZrO2 [21], and B4C [22] at various weight fractions improve microstructural characteristics and provides a new range of mechanical, physical, thermal, and electrical properties suitable for modern applications [23]. Amongst these advanced nanomaterial families, Al2O3 nanoparticles are characterized by extremely higher strength, hardness, large surface area, and high aspect ratio which attracts researchers towards it [24, 25]. Al2O3 nanoparticles on account of outstanding optical, thermal, mechanical, and electrical properties can bring revolution in the field of novel material and advanced engineering applications. This nanoparticle finds applications in aerospace, automobiles, catalysts, baseboard integrated circuits, ceramics, sodium lamps, windows ROM, cosmetic fillers, packaging, polishing, semiconductor, fluorescent materials, metal and glass products, high strength ceramics, cutting tools, plastics, grinder belts, composite materials, etc [7].
The formation of the nanocomposite materials is emphasized on obtaining new material with predominant characteristics as compared with the conventional material. The major challenge in the formation of nanocomposites is to achieve uniform reinforcement dispersion in fabricating a sound specimen at low porosity. These nanocomposites can be formed by solid and liquid phase metallurgical processes [26]. Solid-phase processes are friction stirring and powder metallurgy whereas squeeze casting, stir casting, spray casting, compo-casting are liquid phase processes [27]. Amongst the above methods, powder metallurgy and stir casting are processes that provide a uniform dispersion of reinforced nanoparticles [28]. Stir casting is easier and less expensive than powder metallurgy and compo casting and achieves uniformity of reinforced particles [29, 30]. In the stir casting process particles are injected over the molten temperature of matrix alloy, whereas during the compo-casting process, particles are reinforced in semi-solid residue temperature of a matrix. During these fabrications, the vortex takes place and the nanocomposites may have more porosity. The stir casting process has advantages over other processes as process simplicity, less processing cost provides better reinforcement and matrix bonding, good control on the matrix structure, and a variety of reinforcement can be used [31]. However, during nanocomposite fabrication by the stir casting researcher has to deal with two major issues. First is the wettability problem as the reinforcements are not wetted easily by molten matrix and secondly, their density difference as the reinforced particles is floated or tries to sink due to their relative density difference with the molten matrix [32]. Also, the issue of obtaining homogeneous dispersion of reinforcement and decreasing the porosity can be dealt with by using pressure casting such as squeeze casting and die casting. The size of nanoparticles and quantity of reinforcement are the major factors affecting the strength and hardness of AMNC [33, 34].
The objective of the research is to find the solution to the deficiency of Al6061 by introducing hard Al2O3 nanoparticles in the Al6061 matrix at 2,4,6 and 8 wt.% separately. A remarkable improvement in tensile strength, hardness, and proof stress is desired. The research aims to provide novel Al2O3/Al6061 nanocomposite to the new material family that improves the strength and hardness of Al6061, prove its mechanical property superiority over other competing alloys and widen the scope of application of Al6061. The fabrication of novel Al2O3/Al6061 metal matrix nanocomposite is achieved by stir casting. Microstructural observations were performed by FESEM and affirmed by EDS. Uniform distribution of Al2O3 nanoparticles, grain refinement, and low porosity were observed. The great enhancement in mechanical properties of Al2O3/Al6061 nanocomposite over Al6061 is achieved. The study of effects of various factors such as (i) various wt.% of the Al2O3 nanoparticles, (ii) nanosize of Al2O3 particles and (iii) type of fabrication process on Al6061 was the main interest of the research.
2. Experimentation
2.1. Raw Materials
2.1.1. Aluminum alloys 6061
In the fabrication of Al2O3/Al6061 nanocomposites, alloy Al6061 manufactured by Hindalco industries limited Mumbai India was taken as a matrix material which was received in the form of Al rods with 19 mm diameter from the manufacturer. Table 1 indicates the composition of Al6061 from the technical sheet of the manufacturer supplied along with alloy.
Table 1. Composition of Al6061.
| Al | Cu | Si | Mn | Fe | Cr | Mg | Zn | V | Ti | Zr |
|---|---|---|---|---|---|---|---|---|---|---|
| 97.70 | 0.260 | 0.670 | 0.1 | 0.150 | 0.08 | 1.001 | 0.006 | 0.001 | 0.02 | 0.001 |
2.1.2. Nano-Al2O3
The α-Al2O3 nanoparticle was supplied by the Ad-Nano technologies private limited India in the form of white nanopowder used as reinforcement. The very high purity and large surface area nanoparticles were synthesized by the sol-gel technique of metal oxide formation with quality checked at various points. A particle size analyzer was used to measure individual nanoparticle size, concentration, and charge with precision. A BET surface area analyzer was utilized to determine the surface area of nanoparticles by the nitrogen gas absorption technique. Al2O3 nanoparticles employed are characterized by anti-corrosive, mechanical strength enhancement, electrically insulating, fracture toughness, wear and creep resistance properties. The technical parameters of the nano-Al2O3 are given in table 2.
Table 2. Technical parameter of Al2O3 nanoparticles.
| Aluminum Oxide | Description |
|---|---|
| Purity | >99% |
| Size | ∼50 nm Diameter |
| Boiling temp. | 2977 °C |
| Melting temp. | 2072 °C |
| Ph Value | 6 |
| Bulk density | 0.5 g cm−3 |
| molecular weight | 101. 96 g mol−1 |
| Surface Area | 35 m2 g−1 |
2.2. Sample preparation
2.2.1. Stir casting furnace
In the sample preparation nano-Al2O3 powder in various wt. fractions were slowly injected and reinforced successfully into molten aluminum alloy 6061 in the well-equipped automatic stir casting furnace manufactured by Swam equip Chennai TN India. The mechanism of stir casting furnace is indicated in figure1(a). The equipment comprises of high-temperature electric furnace rectangular in shape, stirrer arrangement, stainless steel pot for melting with bottom pouring, squeeze casting, rotary centrifugal, and vacuum casting arrangements. The furnace was arranged with a leak-proof lid and lock. The valve was provided at the bottom which facilitates direct pouring of the molten matrix into the die cavity without stopping stirring. The furnace chamber is made from a thick gauge mild steel sheet. The temperature at the inner chamber can be reached up to 1200° C which was formed by a high Al2O3 ceramic muffle. The heat loss between the inner to the outer chamber is reduced to a minimum by the use of densely packed high-density ceramic fibers. The furnace heating element was KANTHAL APM coils wound in spiral form and placed outside the inner muffle in the refractory chamber. The stainless-steel pot is manufactured out of AIS1310 grade heat resistant and corrosive resistant material with lid and suitable holes are provided for stirrer and for adding any other chemicals or powdered substances. At the bottom of the pot suitable stainless-steel tube is provided with an opening for pouring the melt into the die. K-type thermocouple used as temperature sensor connected by compensating cable to the temperature-controlling unit. The furnace control panel also accommodates HRC fuse units, digital ammeter, voltmeter, pilot indicating lights on/off switch, variable speed switch for stirrer, etc. The system is provided with argon and SF6 gas cylinders along with regulator and pipe connections. The mold castings were attached to the furnace at the bottom with a direct pouring facility of a molten matrix to die.
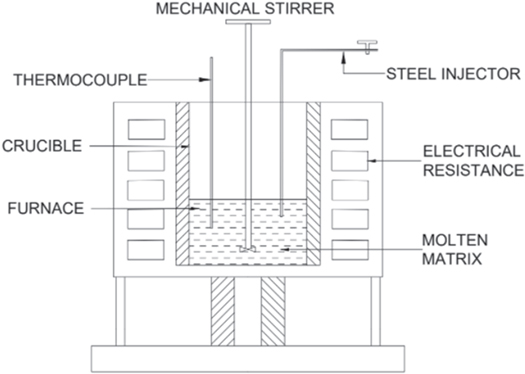
Figure 1. (a) Sketch of the mechanism of the stir casting furnace.
Download figure:
Standard image High-resolution imageThe furnace was equipped with a twin fin blade type mechanical stirrer made of stainless steel 310 grade for uniform distribution, preheater, and bottom pouring facility. Up/down switch press to on switch and limit switches to control the movement of stirrer assembly is mounted on the stirrer assembly for easy operation. Stirring was done continuously for 15 min to achieve uniform distribution and the stainless-steel blade speed chosen was 500 rpm and measured with a non-contact type digital tachometer. Specifications of the stir casting furnace are listed in table 3.
Table 3. Specifications of the stir casting furnace.
| Capacity | — | 2 Kg of Aluminum |
| Max. Temperature | — | 900 °C |
| Speed range of stirrer | — | 0–2000 RPM |
| Operating Voltage | — | 400/440 v, 3-phase, A.C.50 Hz |
| Thermocouple | — | K type |
| Power Consumption | — | 15 KW |
| Casting Type | — | Gravity Casting, Squeeze Casting, Rotary Casting |
| Job Rate | — | 5000/casting |
| Man hr. rate | — | 1000/hr |
| Pouring | — | Motorized control with remote switch |
| Skin Temperature | — | Not more than 75 °C |
| Temperature control | — | Digital Display by PID temperature indicator & controller |
2.2.2. Nanocomposite preparation
The fabrication process adopted for the formation of the nanocomposites is as follows:
- 1.Long bars of aluminum alloys 6061 were cut by an automatic cutter into small cylindrical pieces
- 2.These small cylindrical Al6061 pieces are inserted and melted into the furnace.
- 3.The furnace temperature was kept near about 850 °C i.e., above the molten temperature of Al6061 to melt the alloy completely and was then maintained around 670 °C.
- 4.The furnace lids closed tightly and the air is removed from the furnace by vacuum.
- 5.The argon gas was pumped into a furnace and heated the furnace to 800 °C.
- 6.Al2O3 nanoparticles are preheated into the preheater
- 7.After formation of complete melt of Al6061 mechanical stirrer was taken down and slow feeding of Al2O3 nanoparticles was started
- 8.Al2O3 nanoparticles were slowly injected in molten Al6061 along with continued stirring
- 9.The stirring time was designed for 15 min at 500 rpm.
- 10.Raising the temperature of the mixing to 850 ± 10 °C.
- 11.Meanwhile, funnel and die for pouring was heated
- 12.Funnel is attached to bottom pouring opening of furnace whose other opening is placed on die cavity and molten matrix was poured into the die by activation of the bottom pouring arrangement
In the formation of test specimens of Al2O3/Al6061 nanocomposite, dimensions are finalized using ASTM E8/E8M-13a standard for tensile testing shown in figure 2. For the formation of mold for pouring, dimensions of the cavity are taken by considering machining and shrinkage allowances to the maximum dimensions of the tensile specimen. The mold is prepared from two steel plates whose mating surfaces were finished and held tight by weld spots at different places. Oversize drills are made to form pouring cavities as that of dimensions given by ASTM standard. All cavities are interconnected at the bottom by making slots by milling operations. While during fabrication of casting mold plates are held tight by dowel pins. The sample casting is taken out of the pattern after pouring shown in figure 3(a) and machined test sample for each composition in standard dimensions shown in figure 3(b).
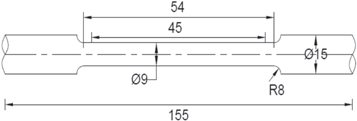
Figure 2. Sketch of shape and dimensions of the tensile test samples.
Download figure:
Standard image High-resolution image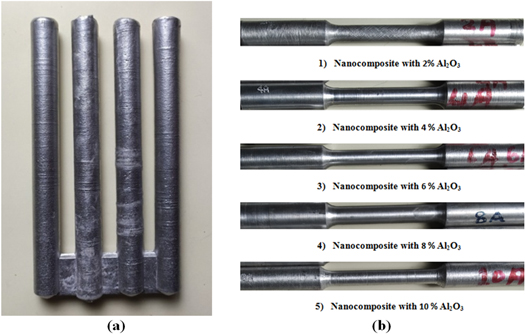
Figure 3. (a) Casting taken out from mold (b) Machined test samples.
Download figure:
Standard image High-resolution image2.3. Microstructure and mechanical properties
In the preparation of test specimens for microstructure analysis, the samples were cut by automatic cutter and grinding done using 600,800,1000 and 1200 grit papers, polished by 3  m diamond paste followed by cleaning. Microstructural observations of the Al2O3/Al6061 nanocomposites were performed by FESEM (Carl Zeiss SIGMA-03–18) which was equipped with an energy dispersive spectroscopy (EDS) that was used to evaluate how well the Al2O3 were distributed in the Al6061 nanocomposites and elemental identification. Mechanical testing was performed in an authorized (NABL accredited) testing lab. The hardness testing was performed on TKB-3000 at 1000 kgf load and 10 mm ball diameter. Whereas tensile testing on UTM (TUF-C-600SERVO).
m diamond paste followed by cleaning. Microstructural observations of the Al2O3/Al6061 nanocomposites were performed by FESEM (Carl Zeiss SIGMA-03–18) which was equipped with an energy dispersive spectroscopy (EDS) that was used to evaluate how well the Al2O3 were distributed in the Al6061 nanocomposites and elemental identification. Mechanical testing was performed in an authorized (NABL accredited) testing lab. The hardness testing was performed on TKB-3000 at 1000 kgf load and 10 mm ball diameter. Whereas tensile testing on UTM (TUF-C-600SERVO).
3. Results and discussions
In order to study the influence of Al2O3 nanoparticles on Al6061, a microstructure study was and mechanical testing was carried out. Tensile strength, hardness, and yield stress obtained during testing are indicated in table 4. The remarkable enhancement in material characteristics is achieved with all wt.% of Al2O3 nanoparticles. Maximum tensile and yield strength was observed in 4 wt.% reinforcement.
Table 4. Mechanical testing results of Al2O3 /Al6061 metal matrix nanocomposite.
| Samples | Content of nano-Al2O3 (wt.%) | Tensile strength (MPa) | Hardness (BHN) | Yield strength (MPa) |
|---|---|---|---|---|
| 1 | 0 | 123.35 | 39.40 | 49.43 |
| 2 | 2 | 273.477 | 93.23 | 218.55 |
| 3 | 4 | 284.537 | 100.67 | 227.578 |
| 4 | 6 | 262.268 | 101 | 209.295 |
| 5 | 8 | 252.581 | 89.73 | 214.391 |
3.1. Microstructure
The morphologies of Al2O3 nanoparticles observed by using SEM (figures 4(a)–(b)) showed they are white-colored nanosized spherical structures attached to each other in the form of clusters. Spherical structured Al2O3 causes enhancement in hardness, strength, and yield stress. High surface area Al2O3 nanoparticles when mixed in small amounts with a base matrix such as metals, plastics, and rubber, improve its mechanical stability. When Al2O3 nanoparticles are introduced in agglomerated form into the Al6061 matrix melt, it is very tough to disparate the clusters form just by stirring during the fabrication of MMNCs due to limited wettability. Therefore, to obtain separation of Al2O3 cluster, preheating of Al2O3 particles and steady release to the melted matrix with continuous stirring was done. Preheating avoids cooling of melt by nanoparticles addition and obtaining a uniform release of nanoparticles in the Al6061. Stirring removes the moisture and increases the wettability of Al2O3 nanoparticles with the molten Al6061 [29–31]. When these nanoparticles are incorporated into the melt, the clusters start to distribute in molten Al6061 that results in the even dispersion of Al2O3 particles and excellent mechanical characteristics.
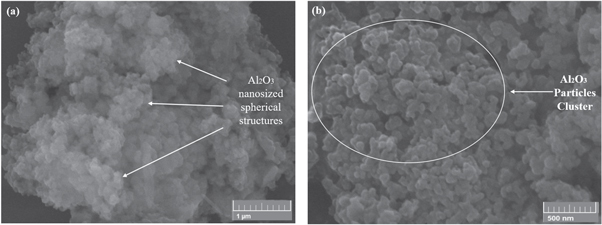
Figure 4. Morphologies of Al2O3 nanoparticles used at (a) 1 μm & (b)500 nm.
Download figure:
Standard image High-resolution imageThe very interesting mechanical testing results of the Al6061 aluminum alloy were observed when mixed with different wt.% of nano-Al2O3 particles by a carefully implemented stir-casting process. The tremendous enhancement in hardness (100.67 BHN), strength (284.537 MPa), and yield stress (227.578 MPa) were observed with 4 wt%. of nano-Al2O3. The micrographs of unreinforced Al6061 and 4% of Al2O3 at different magnification and affirmation by EDS spectra and mapping shown in figure 5.
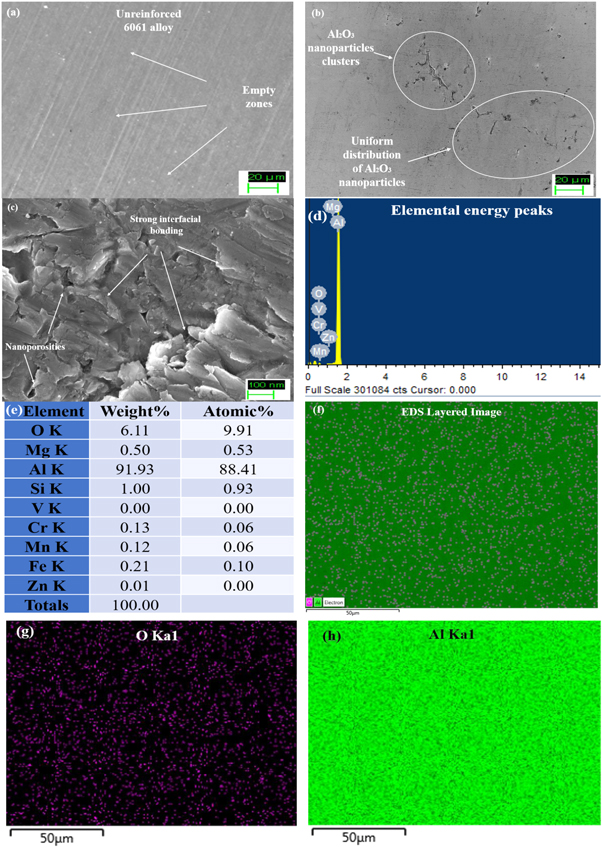
Figure 5. (a) FESEM of unreinforced Al 6061 alloy at 20 μm, (b) FESEM of 4 wt.% of Al2O3 at 20 μm and (c)100 nm (d) EDS analysis (e) weight% and atomic% of elements 4 wt.% Al2O3 (f) EDS overlapped map of oxygen and aluminum (g) Separate EDS map of oxygen and (h) aluminum with 4 wt.% Al2O3.
Download figure:
Standard image High-resolution imageIt was observed that the micrograph of unreinforced Al6061 (figure 5(a)) is a clean surface without the identification of any other elements. In the microstructure of 4 wt.% of Al2O3 at low and high magnification (figures 5(b) and (c)), The Al2O3 particles were found to be irregular in shape, the distributions of Al2O3 particles in the matrix seemed to be a combination of uniform dispersion and clustering at some places without porosities. Uniform dispersion was achieved by preheating of Al2O3 nanoparticles and slow feeding in a molten matrix with simultaneous mechanical stirring. Clustering of Al2O3 was observed at some places due to the limited wettability of Al2O3 nanoparticles caused by density difference and nano size of reinforcement. Some nano porosities are due to gas entrapped during stirring, cooling, and solidification. In the fabricated nanocomposite, reinforcement volume and nano-size of added material were affected on the matrix grain size, and increment in grain boundary area was observed. Also, the grain size is proportional to the reinforced nano size of particles that decreased with particle size so the volume percentage of particles increased (figure 5(c)). This happens because of grain growth prevention due to grain boundary pinning. The reinforced Al2O3 nanoparticles harden and strengthen the Al6061 matrix which is observed in all fabricated compositions and that enhances hardness, and strength and improves the load-bearing capacity of the nanocomposite.
The EDS was employed to characterize Al2O3/Al6061 nanocomposite to separate the x-rays characteristic various elements present into an energy spectrum of the nanocomposite [35, 36]. The fundamental compositional information of the elements present in the matrix and distribution pattern of Al2O3 nanoparticles was shown by analyzing the energy spectrum through the EDS system (figure 5(d)). EDS analysis of the matrix for the selected spectrum is shown in figure 5(d). The EDS analysis of a 4 wt.% Al2O3 particle-reinforced Al6061 nanocomposite fabricated at 670 C, confirms that there is about at 91.93 wt.% and 88.41 atomic% of aluminum as a major element, and 6.11 wt.% and 9.91 atomic% of oxygen due to Al2O3 reinforcement. Similarly, the other elements that exist in the matrix such as Mg, Si, V, Cr, Mn, Fe, and Zn were detected and their weight % shown in figure 5(e).
According to the FESEM micrographs, Al2O3 nanoparticles were uniformly distributed in the Al6061 matrix, which was further affirmed by EDS analysis (figures 5(f)–(h)) at the selected area. The Al2O3 particles were found to be distributed uniformly in the Al6061 matrix. They had high surface energy levels because of their small sizes [37, 38]. From combined EDS mapping figure 5(f), it can be seen that aluminum covers almost the entire surface and the surface in combination with oxygen [39]. Figures 5(g) and (h) depicts the EDS analysis distribution map of oxygen and aluminum respectively.
Figure6(a) shows FESEM micrographs of unreinforced Al6061 nanocomposites for comparison with 2, 6, and 8 %wt. (figure 6(b)–(d)) of Al2O3 reinforced nanocomposite respectively at higher magnification(100nm). The micrographs of 2 wt.% nanocomposites contain primary α-Al dendrites, and nanoparticles are placed at inter-dendritic regions (figure 6(b)). The breakdown of these dendrite-shaped structures was achieved by the continuous stirring of molten before and after inserting Al2O3 nanoparticles to obtain an equiaxed form to enhance the inclusion of the Al2O3 nanoparticles in the molten matrix. The homogeneous particle distribution and strong nanoparticle and matrix bonding were observed in 2 wt.% reinforcement of Al2O3 (figure 6(b)).
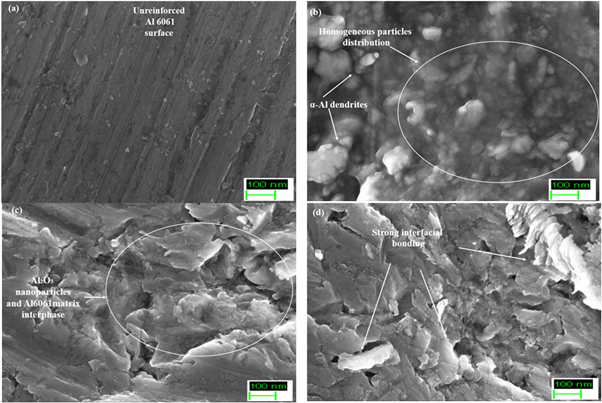
Figure 6. (a)–(d) FESEM of casted unreinforced Al6061 and (b) 2 wt.%, and (c) 6 wt.% and (d) 8 wt.% Al2O3 nanoparticles respectively.
Download figure:
Standard image High-resolution imageIt has been observed for 6 wt.% Al2O3 reinforcement that, if reinforcement is increased, matrix grain refinement occurs, which improved the bond between Al2O3 nanoparticles and the Al6061 matrix (figure 6(c)) which results in an excellent improvement in hardness. As the size of reinforcement decreases from micro to nano, strength and hardness increase. The nanosize of Al2O3 particles affected better on the hardening and strengthening due to a strong interface that occurred between nanoparticles and the Al6061 matrix material that produced resistance to dislocation movements. The FESEM images revealed that the grain size of the aluminum matrix was reduced on account of the reinforcement of nanosized Al2O3 particles. It was seen that the grain size of nanocomposite is less than Al6061 alloy and decreases as reinforcement quantity increases. This was due to Al2O3 nanoparticles inserted into the molten matrix, which worked as heterogeneous nucleating sites when solidification takes place.
In figure 6(d) for the micrograph of 8 wt.% of Al2O3, some nano-porosities were observed in inter-grain regions. The sources of porosities are clustering of nanoparticles, gas entrapment during casting, and low wettability of Al2O3 nanoparticles. Also, porosity was observed, due to an increase in stirrer speed and Al2O3 nanoparticle quantity. High stirrer speed caused turbulence in the melt which causes gas bubbles formation.
3.2. Mechanical properties
The effect of nano-Al2O3 on the mechanical characteristics of Al6061 is depicted in curves (figures 7–9). The enhancement in the mechanical testing results of Al2O3/Al6061 nanocomposites was obtained in comparison with unreinforced Al6061. The improvement in tensile strength, yield strength, and hardness was achieved mainly due to the use of a well-equipped automatic stir casting furnace, uniform distribution of Al2O3 nanoparticles, preheating, slow feeding of nanoparticles, slow, controlled, and continuous stirring, and low porosity.
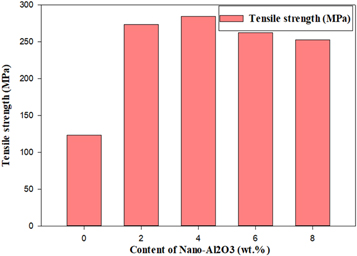
Figure 7. Tensile strength variation with nano-Al2O3wt.%.
Download figure:
Standard image High-resolution image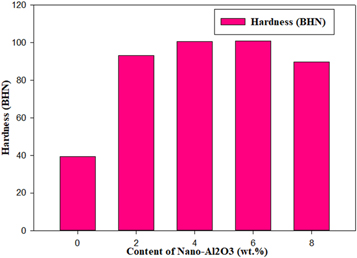
Figure 8. Hardness variation with nano-Al2O3wt.%.
Download figure:
Standard image High-resolution image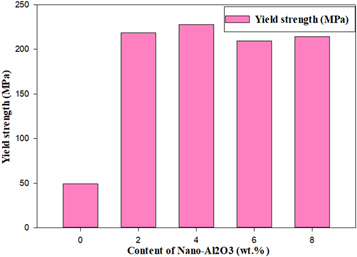
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. Yield stress variation with nano-Al2O3wt.%.
Download figure:
Standard image High-resolution image{kind=link}
3.2.1. Tensile strength
To study the influence of nano-Al2O3 on the Al6061 matrix, the tensile tests were performed according to ASTM standards on the computerized uni-axial universal testing machine. The stress-strain curves of various samples were observed and mechanical properties, such as strength and yield stress were evaluated (table 4). The ultimate tensile strength (figure 7) showed improvement in strength with the reinforcement of nano-Al2O3 for 4 wt.%. High tensile strength was achieved for all reinforcements in comparison to casted Al6061, which is attributable to the grain refinement and particle toughening effect of Al2O3 nanoparticles. The amount of Al2O3 reinforcement is directly proportional to strength and hardness. The nano-size of reinforced particles played a crucial role in strengthening, hardening of the Al6061 matrix due to a better interface between matrix and nanoparticles. This interphase produces resistance to dislocation movement. The strengthening mechanism that occurred in the Al2O3/Al6061 nanocomposites is mainly due to Orowan strengthening and fine-grain strengthening. It was proved that the Orowan strengthening occurs in the composites whose reinforced particle size is less than 1 μm [40, 41]. An enhancement in strength was achieved due to the thermal mismatch phenomenon that occurs in between the Al6061 matrix and the nano-Al2O3, which is the main reason for the Al6061 matrix dislocation density increment, that increased nanocomposite strength. The decrease in strength beyond 4 wt.% of Al2O3 reinforcement is attributed to nonuniform dispersion of nanoparticles, agglomeration, and increased porosity. 4% of Al2O3 reinforcement gives the maximum tensile strength 284.537 MPa which is 130% higher than the strength (123.35 MPa) of the casted 6061 alloys.
3.2.2. Hardness
Figure 8 showed the hardness behavior of the Al6061 the nanocomposites with various wt.% of nano-Al2O3. An outstanding improvement in hardness values (BHN) of the Al6061 matrix was achieved in all compositions considered. The improvement in hardness is clearly showed the fact that the inclusion of hard nanoparticles of Al2O3, enhanced the overall hardness of the soft Al6061 due to uniform nanoparticles dispersion, matrix, and Al2O3 nanoparticles interfacial bond, and low porosity. The maximum hardness achieved is 101 BHN at 6 wt.% of Al2O3 reinforcement which is 158% higher than that hardness (39.40 BHN) of the casted 6061 alloys. In the nanocomposite, particle strengthening occurs due to Al2O3 nanoparticles that acted as a hurdle to the dislocation movements and lead to improvement in hardness. Other reasons for hardness improvement are grain refinement and improved microstructural densification. The ductility and plastic deformation tendency of Al6061 are restricted by the incorporation of harder and stiffer nano-Al2O3 reinforcement, which results in significantly high hardness. The slight drop in hardness after maximum value reached was due to nonuniform nanoparticles dispersion nano-porosity. For all added Al2O3 nanoparticles wt.% from 2 to 8, the hardness was observed as 93.23, 100.67, 101, and 89.73 BHN respectively.
3.2.3. Proof stress
Proof stress (yield strength) is significant in materials like aluminum, magnesium, and similar materials whose yield points cannot be defined easily. Proof stress behavior is identical to tensile strength behavior. The reasons for results of proof stress values achieved are the same that for tensile strength. The highest value of proof stress observed for 4% reinforcement gives the maximum yield stress 227.578 MPa which is 283% higher than yield stress (49.43 MPa) of the casted 6061 alloys(figure 9). At this point, the material shows the maximum amount of plastic deformation or permanent set and high ductility.
3.3. Wear behaviour
The addition of hard brittle reinforcement of Al2O3 nanoparticles imparts hardness of hardness and wear resistance to nanocomposite [42]. Usually, reinforcement particles in form of ceramic powder increase tribological properties [43]. The Al2O3 considerably improved the wear resistance of the Al2O3/Al6061 nanocomposite compared with the base matrix. This is due to hard Al2O3 nanoparticles that act as another body which reduces the penetration in the nanocomposite. The friction between mating surfaces enhances a rise in temperature that leads to oxide formation that leads to a decrement in the coefficient of friction. It was noted that the existence of Al2O3 reinforcements Al6061 matrix restricts friction and plastic deformation in the primary stage of loading [44, 45]. In the research hardness of Al6061 the nanocomposites enhanced for all wt.% of Al2O3 leads to improvement of wear resistance for all nanocomposites as compared with the base metal. This was attributed to the large surface area of Al2O3, low friction coefficient and excellent adherence of Al2O3 to Al6061 matrix and reinforcement and extraordinary steadiness. It is worth mentioning that the existence of Al2O3 nanoparticles reduces the direct bearing load in the Al6061 matrix [46, 47].
3.4. Comparison with A356 and significance of fabricated Al2O3/Al6061 nanocomposites
The important feature of the current research is that the mechanical characteristics considered are highly enhanced by the incorporation of nano-Al2O3 than pure Al6061. The main competing alternative material for Al6061 is A356 alloy as it has 94% of their average alloy composition in common. Due to higher values of mechanical properties of A356 alloy, it is considered as an alternative for Al6061. Experimental values of mechanical properties of A356 are ultimate tensile strength (134 MPa), hardness (67 BHN), and proof stress (82 MPa) using the stir casting process [15]. In comparison with the mechanical properties of alloy A356, the Al2O3/Al6061 nanocomposite exhibits, an enhancement in strength (by 112%), hardness (by 50%), and yield stress (by 177%) respectively. Therefore, these Al2O3/Al6061 nanocomposites can be used in applications where A356 and Al6061 are in need.
Moreover, novel nano-Al2O3/Al6061 nanocomposite can be used in automobile, transportations and aerospace applications on account of improved strength and hardness and inherent corrosion resistance and can be considered as an alternative for Al2024 and Al7075 in some aerospace applications such as fuselages, wings, panel structures and chassis of luxury vehicles [48].
4. Conclusions
In this research, Al2O3 nanoparticles were successfully reinforced in 2,4,6 and 8 wt.% respectively to the Al6061 metal matrix. The mechanical testing was done, microstructural behavior was studied and confirmed by EDS. The major findings of the research are as follows:
- (1)Microstructure showed a fine grain refinement and uniform distribution of Al2O3 nanoparticles with low porosity due to preheating and slow feeding of nanoparticles and controlled stirring of molten mixture.
- (2)The 4 wt.% Al2O3 reinforcement results in enhancement of ultimate tensile strength (by 130%), hardness (by 156%), and yield stress (by 360%), for which EDS showed 91.93 wt.% and 88.41 atomic% of aluminum and 6.11 wt.% and 9.91 atomic% of oxygen.
- (3)The novel nanocomposite can be used in automobiles and fuselages, wings, the inner body of the airplane, and in other applications where lightweight with maximum hardness and strength demanded.
- (4)The microstructure and mechanical properties improved due to the use of an automated mechanized stir casting furnace, optimum quantity reinforcement of hard Al2O3 nanoparticles and their large surface area, low porosity, and the strong bond between matrix and nanoparticles.
- (5)It is concluded that the amount of reinforcement, size of a reinforced particle, and casting process were productive factors on the mechanical properties and microstructure enhancement.
Data availability statement
The data generated and/or analysed during the current study are not publicly available for legal/ethical reasons but are available from the corresponding author on reasonable request.
Funding information
The novel approach presented in this article is self-funded.