
Abstract
Conventional practice of brazing titanium (Ti) to copper (Cu) using Ag-28Cu eutectic filler alloy is of limited success because of the generation of brittle Ti-Cu intermetallic compounds (IMCs). The bonding strength is unsatisfactory owing to embrittlement of IMCs, and it is difficult to reproduce the bonding strength as the joint microstructure is highly sensitive to brazing parameters. In the current study, it was demonstrated that the formation of such undesirable IMCs can be suppressed and strong Ti/Cu joint can be obtained by brazing at 850 °C using a refractory vanadium (V) interlayer 15 μm in thickness deposited on Ti substrate, in combination with an Ag-Cu-Ti active filler alloy. The V interlayer successfully blocked the interaction between Ti and filler alloy. Bonding mechanisms of the resultant joint can be deduced to be a synergy of active brazing in the V/Ag-Cu-Ti/Cu half and solid-state diffusion bonding at the Ti/V interface. The thus developed joint was comprised of continuous Ti-V solid solution, unconsumed V interlayer and remaining filler alloy. Attributed to elimination of brittle IMCs at joint interface, excellent bonding strength of ∼220 MPa which is comparable with strength of Cu base metal was achieved. Moreover, since the joint evolution was dominated by sluggish solid-state diffusion at the Ti/V interface and very limited erosion of V interlayer by the Ag-Cu-Ti filler, desirable IMC free joint can be obtained over a wide range of brazing time (2 ∼ 5 min), enabling outstanding reliability of the high bonding strength.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The joining of titanium (Ti) with dissimilar materials such as stainless steel and copper (Cu) is of great technological significance owing to widespread application of such hybrid components in various engineering sections, ranging from Ti sputtering target manufacturing to the heat exchanger fabrication specific to nuclear power generation industry [1–4]. It has been long recognized to be a challenging task to achieve strong and reliable dissimilar joining of Ti and Cu, primarily because of poor metallurgical compatibility and notable mismatch in physical properties of Ti/Cu system [5, 6]. There is very limited mutual solubility between Ti and Cu. And Ti is highly reactive in nature; conventional fusion welding of Ti to Cu would result in formation of huge number of intrinsically brittle Ti-Cu intermetallic compounds (IMC) at the joint interface. In combination with significant residual stress originating from great mismatch in coefficient of thermal expansion, melting point, and thermal conductivity, it is highly susceptible to cracking at the welds, leading to poor bonding strength. Consequently, conventional fusion welding is infeasible for Ti/Cu dissimilar joining. Alternative joining techniques, particularly solid-state ones such as diffusion bonding, friction welding and brazing are preferred [7–11]. Among those methods mentioned, brazing is highly appealing in view of its flexibility, ease of automation and improved bonding strength.
Previous experiences have already demonstrated that the problems encountered in fusion welding of Ti and Cu can be largely mitigated and sound bonds can be obtained by brazing. In general, the commonly used commercial Ag-28Cu (wt%) based alloy is considered as the leading candidate filler for Ti/Cu brazing, considering its excellent wettability on both substrates and availability. Shiue et al reported the brazing of Ti and Cu using Ag-28Cu filler alloy, and infrared heating facility with ultra-rapid heating and cooling rate was employed to finely control the interfacial microstructure. It was found that sound Ti/Cu joint with shear strength up to 207 MPa can be obtained when brazed at 800 °C for 1 min [12]. Such high bonding strength is mainly attributed to the fact that the brittle interfacial Ti-Cu IMCs were minimized owing to the fast heating and cooling rate of infrared heating. However, Ti-Cu IMCs dominated the joint and deteriorate the bonding strength. Another impressive Ti/Cu brazing practice was reported by Lee et al using multicomponent amorphous Zr-T-Cu-Ni-Be filler with low melting point [13]. In this case, a complex joint consisting of alternative Ti2Cu/TiCu and Cu2TiZr IMC phases was fabricated. Ascribed to the crack deflection effect resulting from the presence of populous phase boundaries, tensile bonding strength of 170 MPa, approaching the Cu substrate property was achieved. Reviewing related literatures, it can be concluded that although the strength of brazed Ti/Cu dissimilar joint can be improved to some extent by minimizing the population of IMCs or tailoring the morphology of IMCs for extrinsic toughening, the success was limited as brittle IMCs remained and deteriorated the bonding strength.
Another main downside of directly brazing Ti to Cu is that the joint microstructure is highly sensitive with bonding parameters, and optimized bonding strength can be only obtained within a very narrow processing parameter window. For instance, in the case of brazing Ti to Cu using Ag-28Cu eutectic filler, optimized bonding strength can be only obtained with minimized heat input. To achieve this goal, brazing facility with stringent heating/cooling capability, e.g., infrared brazing furnace is required [12]. This is particularly true when brazing Ti and Cu using an Ag diffusion barrier integral on Ti [14]. It was reported that Ti/Cu joint with bonding strength exceeding strength of Cu substrate can be achieved by depositing an Ag interlayer on faying surface of Ti, because interaction between Ti and Ag-Cu filler, and in turn, formation of brittle Ti-Cu IMCs was suppressed. However, such desirable bonding characteristic can be only achieved within very limited range of conditions (810 °C, 5 ∼ 6 min, infrared heating). Marginal deviation of the bonding duration from 6 min to 7 min would result in excessive erosion of the Ag diffusion barrier, undesirable formation of Ti-Cu IMCs and catastrophic reduction in bonding strength.
From a practical standpoint, it is of great interest to refine the Ti/Cu dissimilar brazing procedure for further improved bonding strength and reliability. Thus, strong Ti/Cu bonds can be obtained with eased tolerance in brazing equipment and condition control. This can be achieved by utilizing suitable interlayer to avoid the formation of brittle IMC at joint interface [14]. According to previous evidences, the intended interlayer should not only be compatible with substrates and filler alloy, but concurrently highly resistant against erosion from molten filler during brazing. In term of compatibility, refractory metals including W, Mo, Ta, Nb and V might be considered as suitable interlayer for Ti/Cu dissimilar brazing. All these metals exhibit considerable mutual solubility with Ti, whilst forming no IMC with Ag-Cu or Cu [15]. In addition, all these metals have negligible solubility in Ag-Cu alloy system, indicating that limited erosion by molten Ag-Cu based filler would take place when these metals are used as interlayer. Among metals mentioned above, V might be considered as the best choice, because of its excellent ductility and good match in thermal expansion coefficient with Ti [16].
Based on above analysis, the current study was conducted with the aim of achieving strong and reliable dissimilar brazing of Ti to Cu by using a V interlayer, specific to applications for manufacturing Ti/Cu hybrid components such as Ti sputtering target where reliable joining of Ti target and Cu back plate is required and Ti-Cu based heat exchanger. Interfacial microstructure characterization and mechanical assessment were carried out to deduce the bonding mechanism of resultant joint. The underlying metallurgical principles for interlayer filtering and filler alloy design were elucidated for the sake of providing a general route for interfacial microstructure control specific to strong and reliable brazing of Ti and dissimilar metallic materials.
2. Materials and methods
Commercially pure Ti and Cu bars with dimension of 20 mm × 20 mm × 35 mm sectioned from as received plates were used as base metals. Convention Ag-28Cu eutectic alloy and Ti doped Ag-35.2Cu-1.8Ti active filler alloy in the form of foil with thickness of ∼100 μm were employed as brazes. The nominal composition of base metals and fillers along with melting points of both brazes were given in table 1. Prior to brazing, faying surfaces of base metals and fillers were grinded using SiC abrasive paper to 800# and subsequently cleaned in an ultrasonic bath of acetone for 5 min.
Table 1. Nominal chemical composition of parent materials and filler alloys (wt%).
| Ti | Cu | Ag | O | C | N | H | Fe | Sb | Pb | S | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CP-Ti | bal. | — | — | 0.13 | 0.04 | 0.04 | 0.01 | 0.23 | — | — | — |
| CP-Cu | — | bal. | — | — | — | — | — | 0.004 | 0.005 | 0.003 | 0.005 |
| Ag-28Cu | — | 28.2 | 71.8 | — | — | — | — | — | — | — | — |
| Ag-Cu-Ti | 1.8 | 35.2 | 63.0 | — | — | — | — | — | — | — | — |
Brazing was conducted in a hot-press sintering furnace, under vacuum condition of 5 × 10−3 Pa. Heating rate of 20 °C/min to pre-determined brazing temperature and furnace cooling after brazing was adopted in all bonding trials. The brazing thermal schedules for two groups were schematically demonstrated in figure 1. For direct brazing, the Ti/Ag-28Cu/Cu assemblies were heated to 800 °C, and kept for durations varied between 1 and 6 min (figure 1(a)). The brazing parameters were empirically extracted from related literatures [12, 14]. Since it was reported that in the case of Ti/Cu dissimilar brazing, it was suggested that low brazing temperature was preferred, brazing temperature of 800 °C which is only 20 °C higher than the melting point of Ag-28Cu eutectic filler alloy was adopted. The bonding duration in the range of 1∼6 min was selected to exploit the reliability of directly brazed joint. In the case of brazing with V interlayer, it is expected that brazing can be readily achieved between V interlayer, molten filler alloy and Cu base metal. However, for the Ti base metal/V interface, the interfacial bonding was expected to be achieved by solid-state diffusion bonding, which is notably sluggish in comparison with brazing. Moreover, excessively long duration at high brazing temperature is suspected to results in undesirable flow out of the molten filler [12]. In this regard, the brazing assemblies were firstly heated to 760 °C which is below the solidus of the filler and kept for 10 min, in order to promote diffusion bonding between V interlayer and Ti base metal before melting of Ag-Cu-Ti filler. Subsequently, samples were further heated to a peak brazing temperature of 850 °C to facilitate active brazing between V and Cu. The brazing temperature of 850 °C was adopted to ensure good wettability of the Ag-Cu-Ti filler alloy on refractory V interlayer. Brazing duration of 2 and 5 min were adopted to evaluate reproducibility of bonding characteristics.
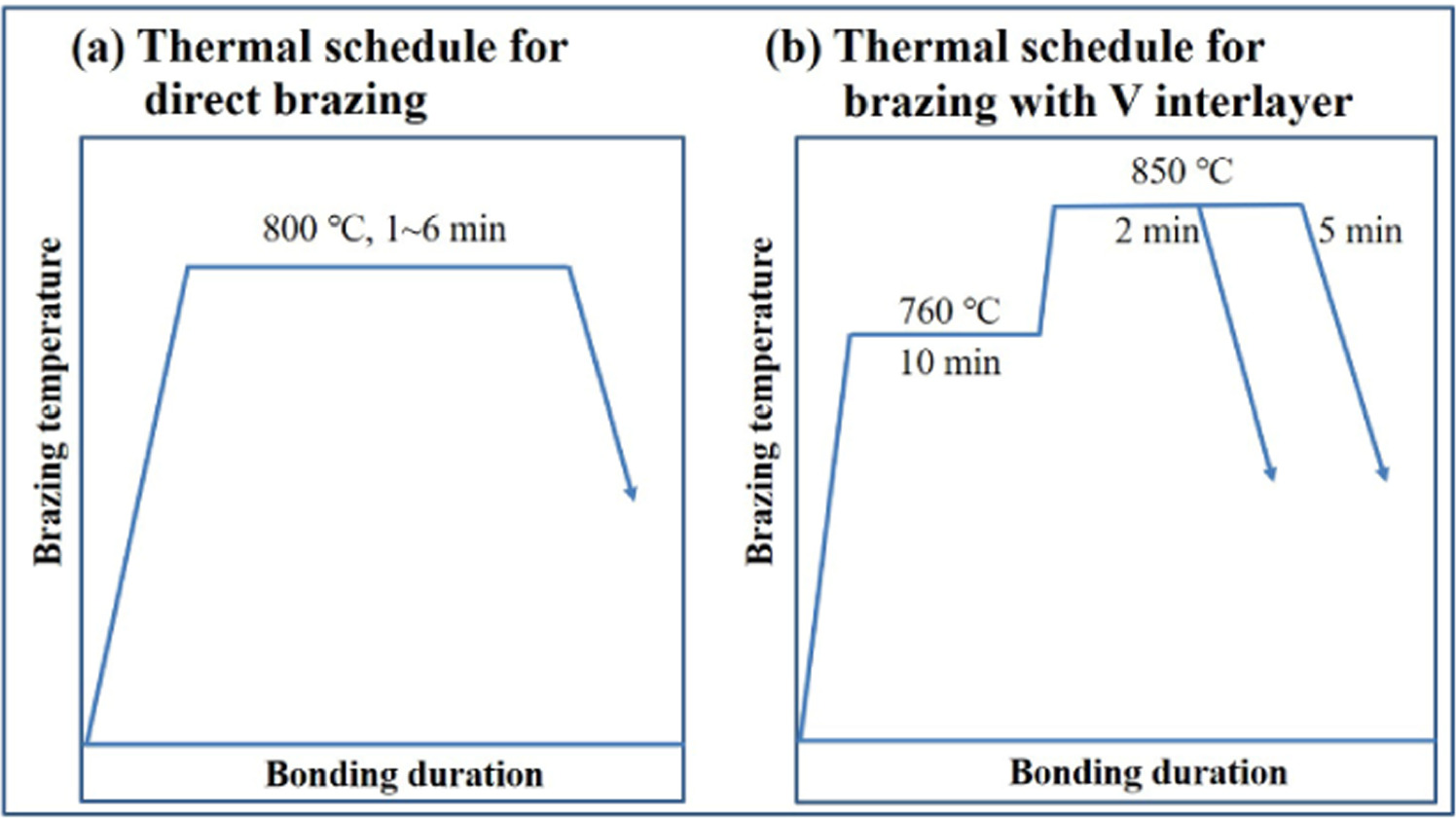
Figure 1. Schematic illustration of thermal schedule for (a) Ti/Cu direct brazing and (b) Ti/Cu brazing with V interlayer.
Download figure:
Standard image High-resolution imageTwo groups of samples were prepared, as schematically illustrated in figure 2. Samples of group A (figure 2(a)) were directly brazed using Ag-28Cu filler, and this was referred to as reference group. In the case of group B, a thin V interlayer was deposited on the mating surface of Ti base metal as diffusion barrier, and Ag-Cu-Ti active braze was utilized as filler, as demonstrated in figure 2(b). The depositing of V interlayer was achieved in a multi-arc ion sputtering facility, under a vacuum condition of 2 × 10−3 Pa. A depositing duration of three hours were adopted to produce a V interlayer with thickness of approximately 15 μm.
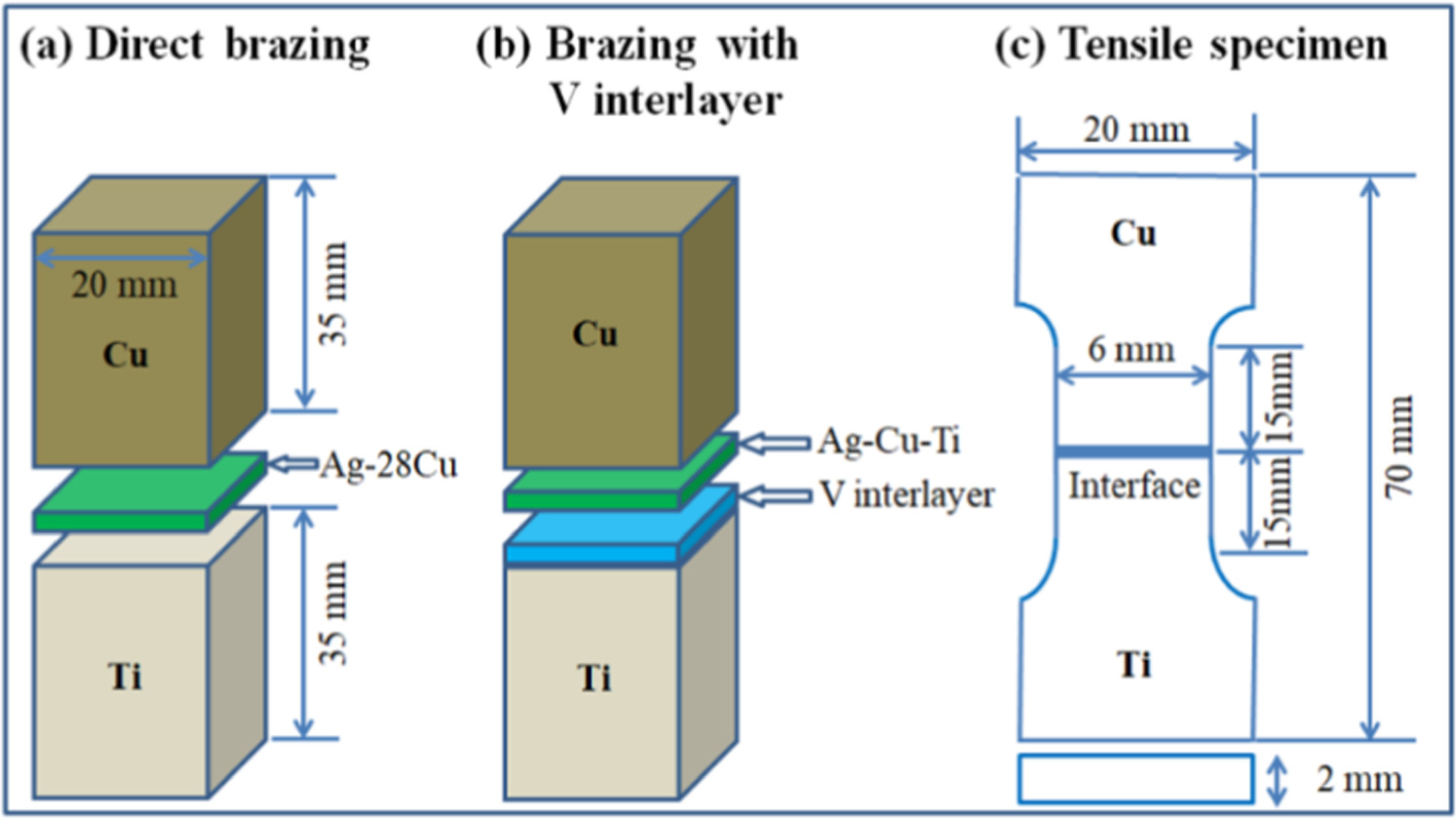
Figure 2. Schematic illustration of the (a) directly brazing Ti/Cu assembly using conventional Ag-28Cu filler, (b) brazing assembly with additional V interlayer and (c) specimen for tensile test.
Download figure:
Standard image High-resolution imageThe resultant joints were sectioned via wire electrical discharge machining, grinded and polished for interfacial microstructural characterization in Zeiss ΣIGMA HDTM scanning electron microscopy (SEM) equipped with energy dispersive spectrum (EDS). The rest of the joints were sectioned into sub-sized specimen with gauge dimension of 2 mm × 6 mm × 30 mm, as shown in figure 1(c) for tensile test. Room temperature tensile tests were conducted in an MTS CMT4204 universal test machine, under a cross-head speed of 1 mm/min. Cross section microstructure inspection and fracture morphology observation of failed specimen was conducted in SEM to verify failure characteristics of the joints upon tensile loading.
3. Experimental results
Figure 3 shows the tensile strength of directly brazed Ti/Cu joint using Ag-28Cu filler alloy at 800 °C as a function of bonding duration. Maximum bonding strength of ∼110 MPa was obtained when bonded for 1 min. Further increment in bonding duration resulted in progressive reduction in bonding strength. Although in the case of increasing bonding duration from 2 min to 3 min, a marginal elevation in bonding strength was observed, an overall trend of declined bonding strength with increased bonding duration can be reasonably concluded from figure 1. At a bonding duration of 6 min, the bonding strength declined to only ∼60 MPa.
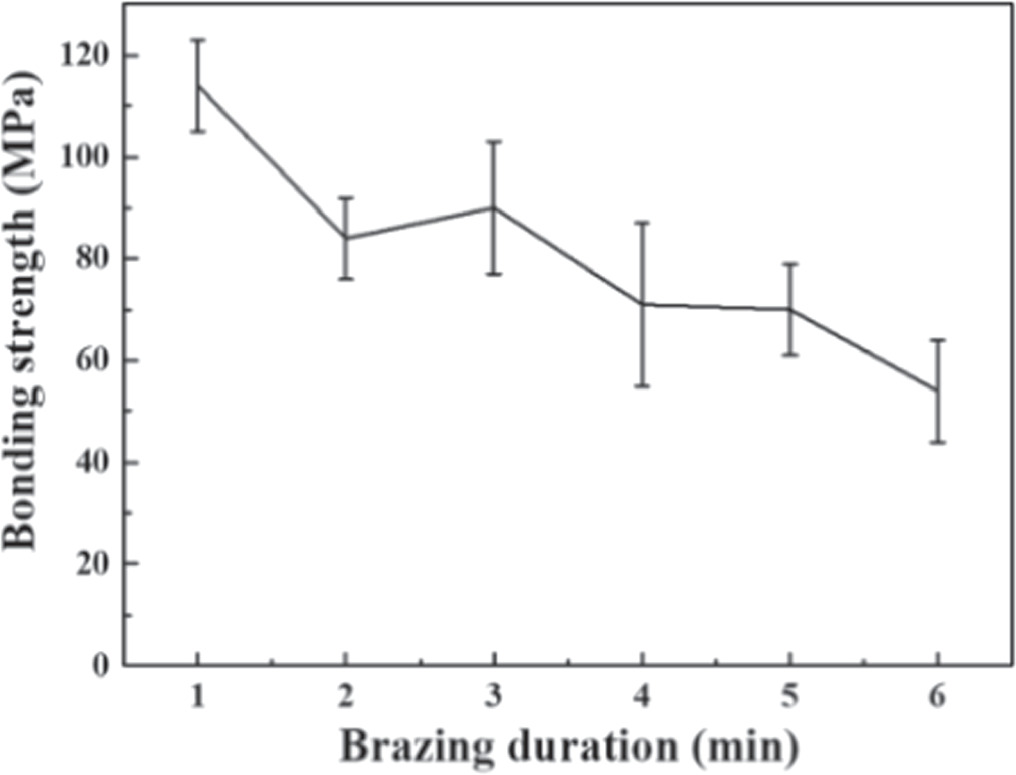
Figure 3. Tensile strength of directly brazed Ti/Cu joint using conventional Ag-28Cu filler alloy.
Download figure:
Standard image High-resolution imageFigure 4 gives the interfacial microstructure of directly brazed Ti/Cu joint under 800 °C for 1 min. Corresponding EDS analysis results of characteristic areas are given in table 2 to reveal chemical composition and phase constituent of interfacial reaction layers. It can be found in figure 4(a) that significant interaction between braze and base metals took place upon brazing cycle and sound joint without cracks or voids was obtained. Dissolution of Cu and Ti into the filler resulted in separation of the original eutectic Ag-28Cu alloy into Cu-rich (marked as 1) and Ag-rich (the white and bright phase) duplex structure, along with occasionally observed Cu4Ti (marked as 2). At the braze/Ti interface, a series of Ti-Cu IMCs, including Cu4Ti, Ti3Cu4, TiCu and Ti2Cu presented in the form of continuous layers, as shown in figures 4(b) and (c). In contact with Ti base metal, an interdiffusion layer consisting of tiny grey lamella distributing on black matrix can be observed (marked as '8'). It is difficult to identify the composition of lamellar phase because of its sub-micro size and limited spatial resolution of SEM/EDS. The overall composition of this layer was revealed to be rich in Ti, along with small quantity of Cu (6.6 at.%). According to Ti-Cu binary phase diagram, this region was deduced to be comprised with Ti2Cu lamella and α-Ti. During brazing, Cu would diffuse toward Ti substrate. Since Cu is a β-Ti stabilizer, the diffusion area would transform into β-Ti at brazing temperature. Upon subsequent cooling, the over saturated β-Ti would decompose into α-Ti+Ti2Cu via eutectoid transformation, owing to reduced solubility of Cu in α-Ti.
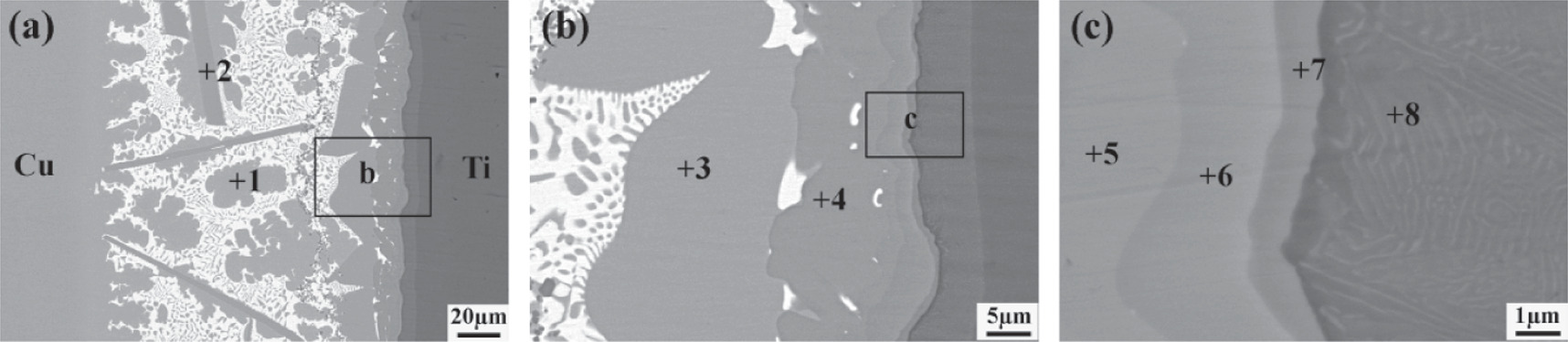
Figure 4. Interfacial microstructure of directly brazed Ti/Cu joint using Ag-28Cu braze under 800 °C for 1 min (a) overall joint, (b) close view of the braze/Ti interface, (c) details of interfacial phases.
Download figure:
Standard image High-resolution imageTable 2. Chemical composition of marked locations in figure 4 (at%).
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|
| Ti | — | 17.3 | 1.2 | 22.4 | 44.8 | 52.5 | 72.3 | 93.4 |
| Cu | 96.3 | 80.1 | 96.7 | 76.0 | 55.2 | 47.5 | 27.7 | 6.6 |
| Ag | 3.7 | 2.6 | 2.1 | 1.6 | — | — | — | — |
| Possible phase | Cu | Cu4Ti | Cu | Cu4Ti | Ti3Cu4 | TiCu | Ti2Cu | α-Ti+Ti2Cu |
Figure 5 shows the SEM graphics of the directly brazed Ti/Cu joint obtained under condition of 800 °C for 6 min. Corresponding EDS analysis results of characteristic areas are collected in table 3. In comparison with the 1 min joint, the amount of Ag-rich phase was significantly reduced, as shown in figure 5(a). This might be ascribed to enhanced diffusion of Ag toward Cu base metal, and leakage of filler out of the joint. Meanwhile, prolonging bonding duration to 6 min resulted in remarkably increased thickness of interfacial reaction layers, as shown in figure 5(b). In addition, Ti2Cu3 phase, which was not detected in the 1 min joint, was observed with appreciable thickness. Combining figures 4 and 5, it can be concluded that when direct vacuum furnace brazing Ti to Cu using Ag-28Cu filler, sound joint can be readily obtained at 800 °C for 1 min, further prolonged bonding duration would result in enhanced growth in interfacial IMC phases.
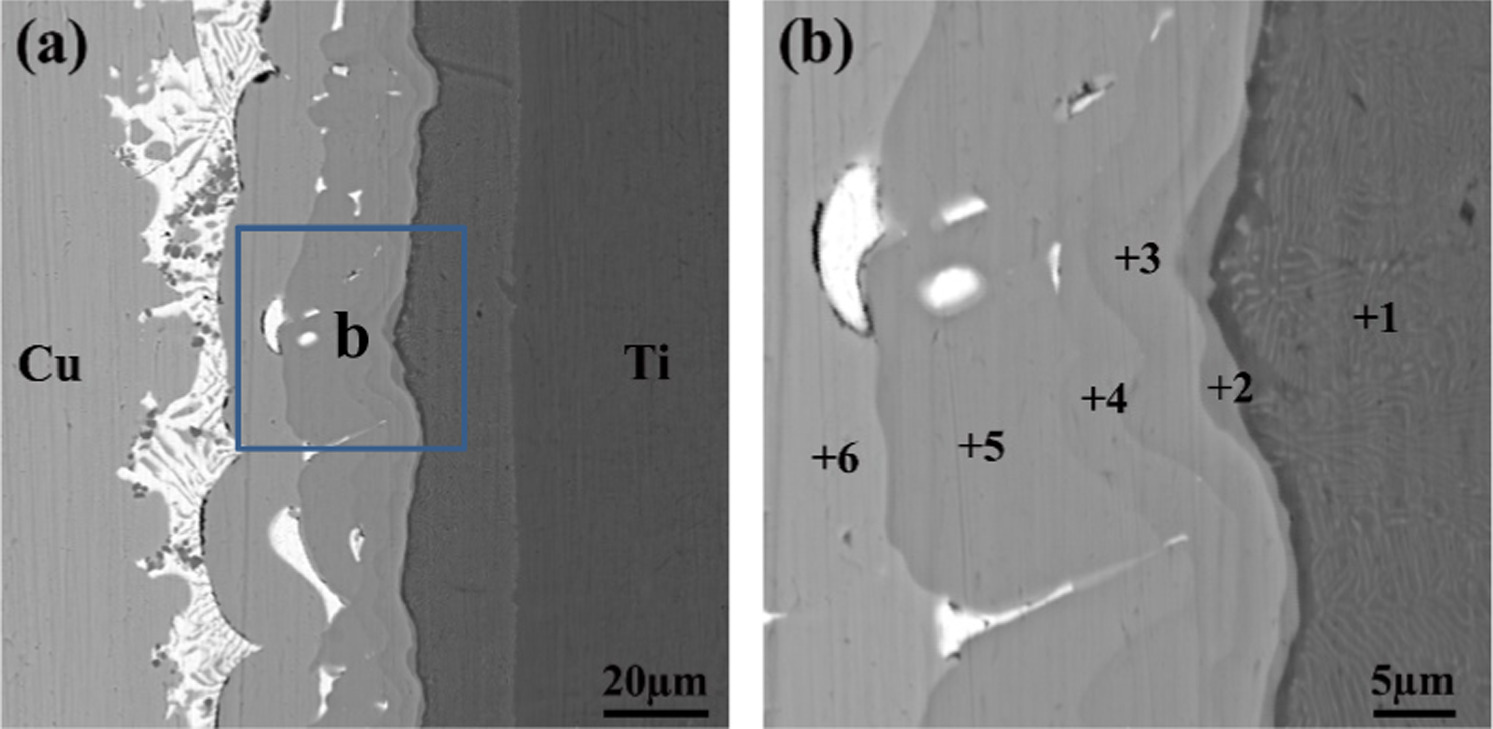
Figure 5. Interfacial microstructure of conventionally brazed Ti/Cu joint using Ag-28Cu under 800 °C for 6 min (a) overall joint, (b) details of interfacial phases.
Download figure:
Standard image High-resolution imageTable 3. Chemical composition of marked locations in figure 5 (at%).
| 1 | 2 | 3 | 4 | 5 | 6 | |
|---|---|---|---|---|---|---|
| Ti | 95.3 | 67.1 | 52.5 | 45.2 | 40.1 | 20.9 |
| Cu | 4.7 | 32.9 | 47.5 | 53.3 | 57.2 | 76.5 |
| Ag | — | — | — | 1.5 | 2.7 | 2.6 |
| Possible phase | α-Ti+Ti2Cu | Ti2Cu | TiCu | Ti3Cu4 | Ti2Cu3 | Cu4Ti |
Figure 6 gives backscattered electron mode (BSE) SEM images of the Ti/Cu brazed joint with an additional V interlayer. As can be seen in figure 6(a), sound Ti/Cu joint without cracks and voids was obtained when brazed at peak temperature for 2 min. The V interlayer remained integral and successfully prevented interaction between Ti base metal and Ag-35.2Cu-1.8Ti filler alloy. In the V/Ag-35.2Cu-1.8Ti/Cu half, owing to dissolution of Cu into the filler, the original filler evolved into Cu-rich phase and remaining Ag-rich filler. Close view of the Ti/V/Ag-35.2Cu-1.8Ti half is given in figure 6(b). It can be found that a diffusion layer formed in contact with Ti base metal. The interface between V interlayer and Ag-35.2Cu-1.8Ti braze is distinctive, without detectable interfacial reaction products. The detail of diffusion layer between Ti base metal and V interlayer is given in figure 6(c). According to the contrast of SEM-BSE images, the diffusion layer was deduced to be a single-phase layer. EDS linear scanning was conducted to reveal concentration profile across this diffusion layer, the resultant spectrum is shown in figure 6(d). Ti and V were detected, and no plateau was observed in concentration profile of both Ti and V, indicating the formation of continuous Ti-V solid solution. This is in well agreement with prediction from the Ti-V binary alloy phase diagram [15]. It is well known that V is a strong β-Ti stabilizing element, and only β-Ti can be read in Ti-V phase diagram. Accordingly, it is concluded that the diffusion layer is β-(Ti, V).
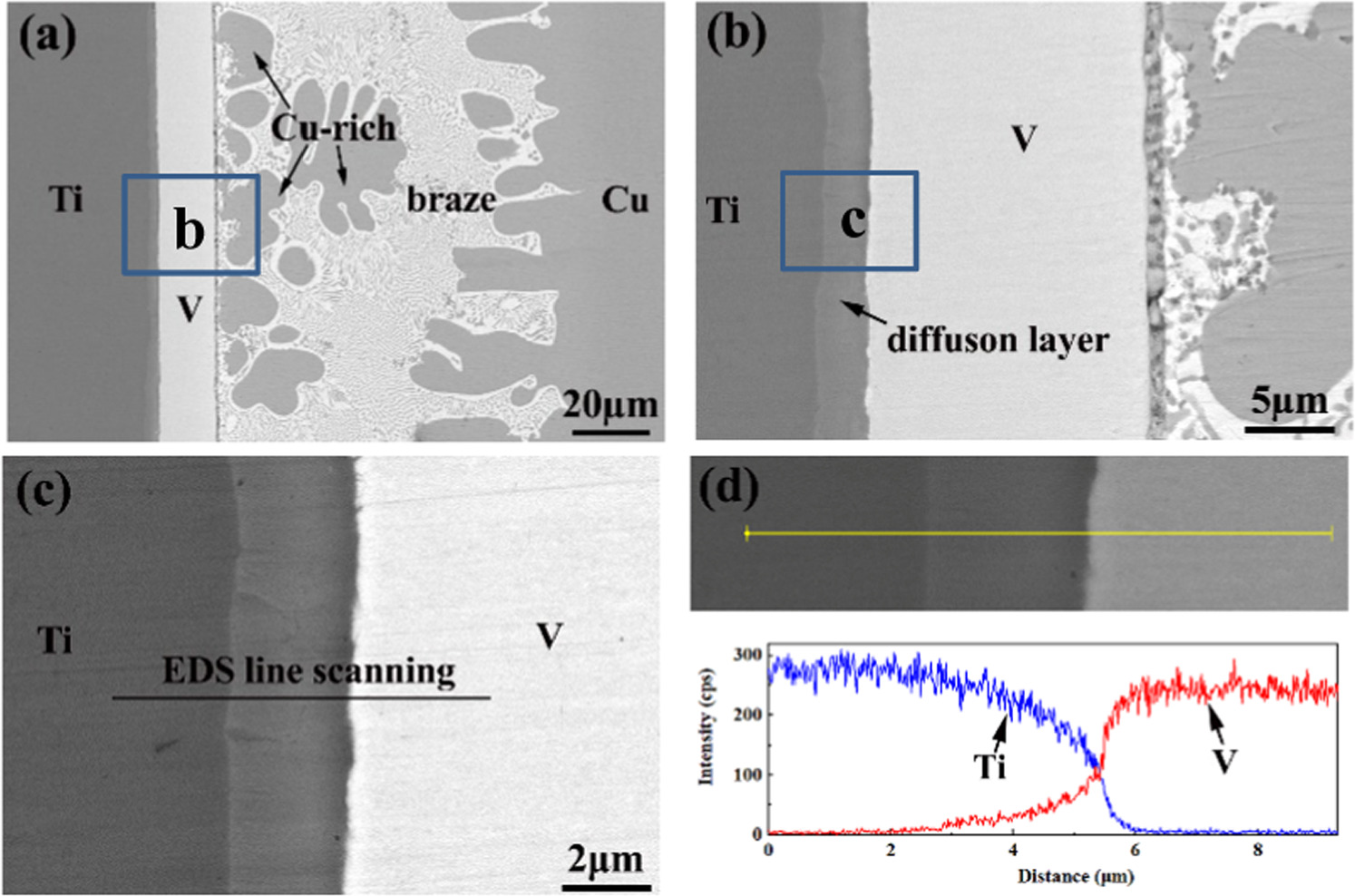
Figure 6. SEM-BSE images of Ti/Cu joint with V interlayer brazed at 850 °C for 2 min, (a) overall joint, (b) Ti-V-braze half, (c) Ti/V interface and (d) EDS line scanning spectrum of Ti/V interface.
Download figure:
Standard image High-resolution imageThe interfacial microstructure of Ti/Cu joint with V interlayer brazed at peak temperature for 5 min resembles the joint bonded for 2 min to a great extent, as shown in figure 7. The V interlayer remained intact, and the majority of the interlayer was unconsumed. No detectable interfacial reaction products were found at the V/Ag-Cu-Ti interface as well. Continuous β-(Ti, V) solid solution was generated between Ti base metal and V interlayer. Statistical results revealed that the average thickness of β-(Ti, V) marginally increased from ∼3.2 μm to ∼5.1 μm, when bonding duration at peak temperature was prolonged from 2 min to 5 min.
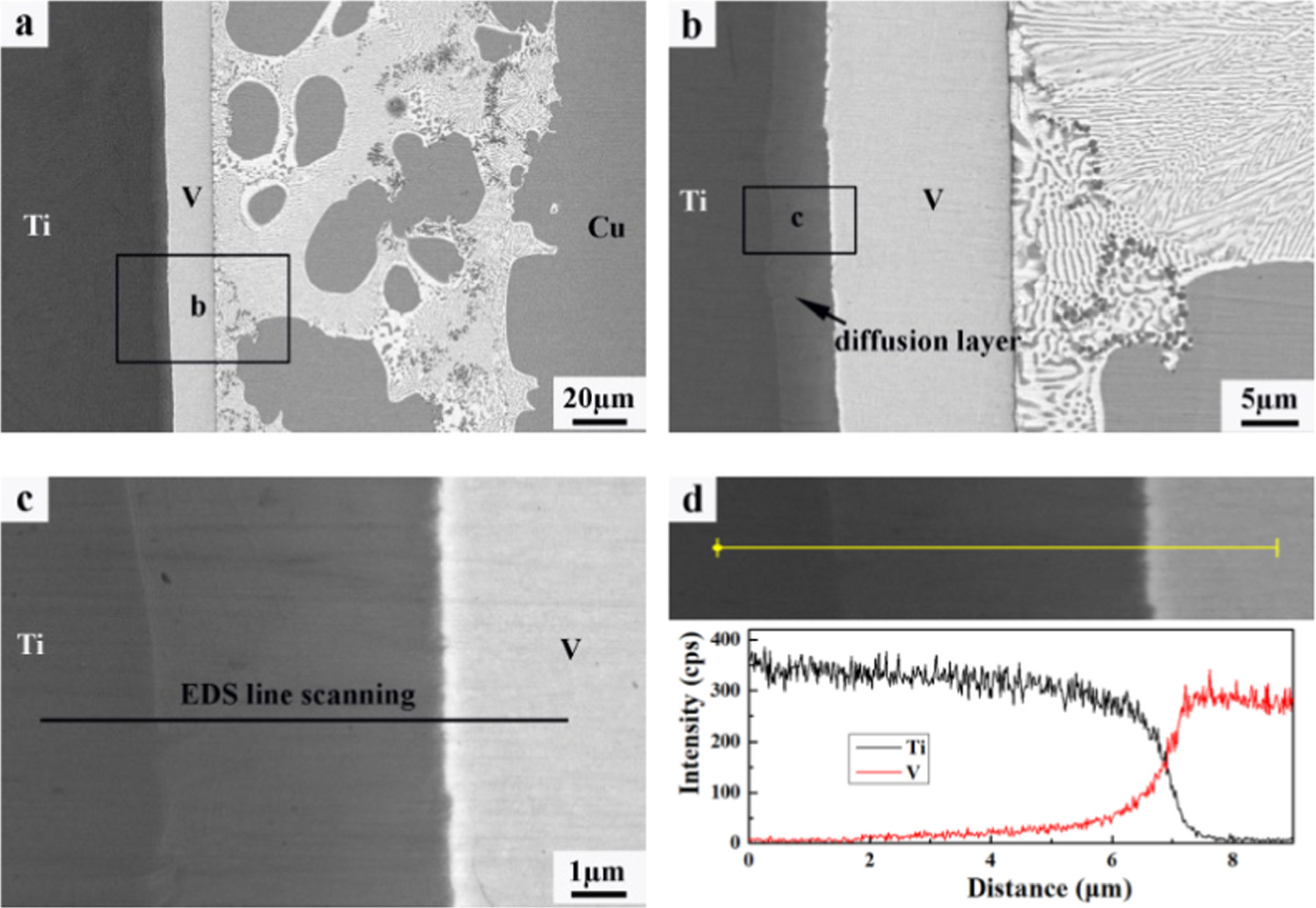
Figure 7. SEM-BSE images of Ti/Cu joint with V interlayer brazed at 850 °C for 5 min, (a) overall joint, (b) Ti-V-braze half, (c) Ti/V interface and (d) EDS line scanning spectrum of Ti/V interface.
Download figure:
Standard image High-resolution imageShown in figure 8 are SEM-BSE images of the V/Ag-Cu-Ti interface of joints bonded at peak temperature for 2 min and 5 min, along with EDS mapping of elements of the joint bonded for 5 min. For the 2 min joint, it seems that a reaction layer was formed in contact with V interlayer, marked as '1' in figure 8(a). However, EDS analysis results given in table 4 indicate a composition similar with the original filler in this area. Some individual particles with dimension less than 1 μm, marked as '2' and '3' can be observed. These particles are characterized to be rich in Ti and Cu. It should be mentioned that the content of Cu and Ag in these particles might be overestimated since their size is below the limitation of spatial resolution of EDS. Accordingly, the phase constituent was roughly deduced to be Ti2Cu3. EDS elemental mapping of figure 8(b) demonstrates that there is negligible interdiffusion between V interlayer and Ag and Cu in the filler. Meanwhile, aggregation of Ti at the interface can be confirmed, as shown by the mapping of Ti. These results indicate that Ti played a crucial role in joining between V interlayer and Cu base metal using Ag-Cu-Ti filler.
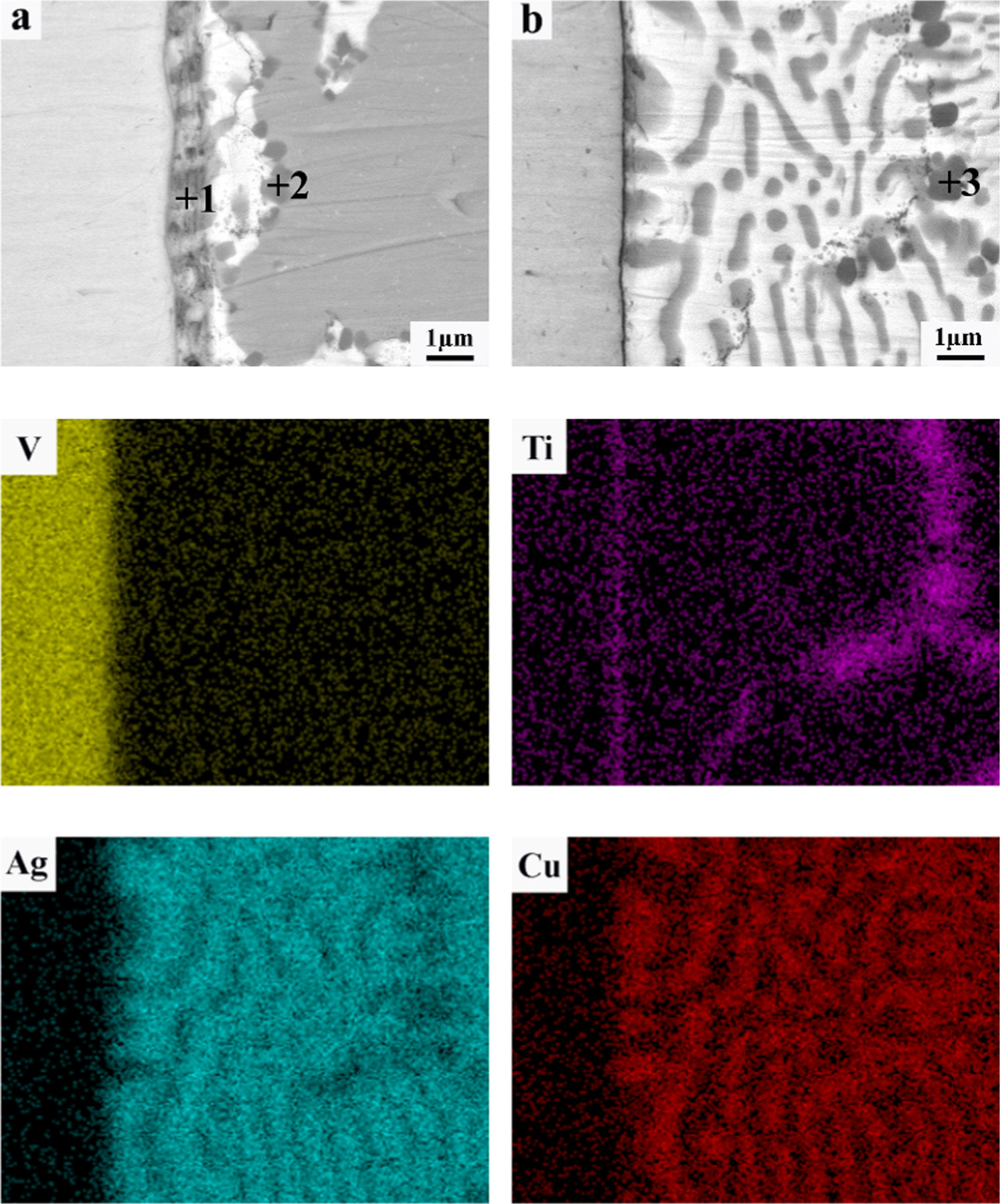
Figure 8. SEM-BSE images showing V/Ag-Cu-Ti interface of joint bonded for (a) 2 min and (b) 5 min, along with EDS elemental mapping of the figure 8(b).
Download figure:
Standard image High-resolution imageTable 4. Chemical composition of marked locations in figure 8 (at%).
| 1 | 2 | 3 | |
|---|---|---|---|
| Ti | 2.8 | 34.6 | 32.5 |
| Cu | 41.8 | 52.2 | 51.8 |
| Ag | 55.4 | 13.2 | 15.7 |
| Possible phase | Ag-Cu | Ti2Cu3 | Ti2Cu3 |
Room temperature tensile test results of Ti/Cu brazed joint with V interlayer are given in table 5. An average tensile strength of ∼220 MPa was obtained in both 2 min and 5 min joints. Such a bonding strength is remarkably improved in comparison with that of the directly brazed counterparts (∼110 MPa). More importantly, in the case of brazed Ti/Cu joints with V interlayer, all samples fractured within the Cu base metal remote from the bonding interface, indicating that the interfacial bonding strength is at least comparable with Cu base metal strength. Representative stress–strain curves of samples selected from two groups were plotted in figure 9. It is can be seen that for the joint with V interlayer, fully developed stress–strain curve was obtained. The Ti base metal and joint remained stable, whilst the relatively soft Cu accommodated the whole plastic strain during tensile test. In contrast, premature fracture took place along the bonding interface soon after yielding of the Cu base metal, leading to inferior bonding strength.
Table 5. Mechanical properties of brazed Ti/Cu joint with V interlayer.
| σ0.2 (MPa) | σb (MPa) | Fracture location | |
|---|---|---|---|
| 2 min | 94 ± 4 | 221 ± 5 | Cu substrate |
| 5 min | 92 ± 5 | 219 ± 3 | Cu substrate |
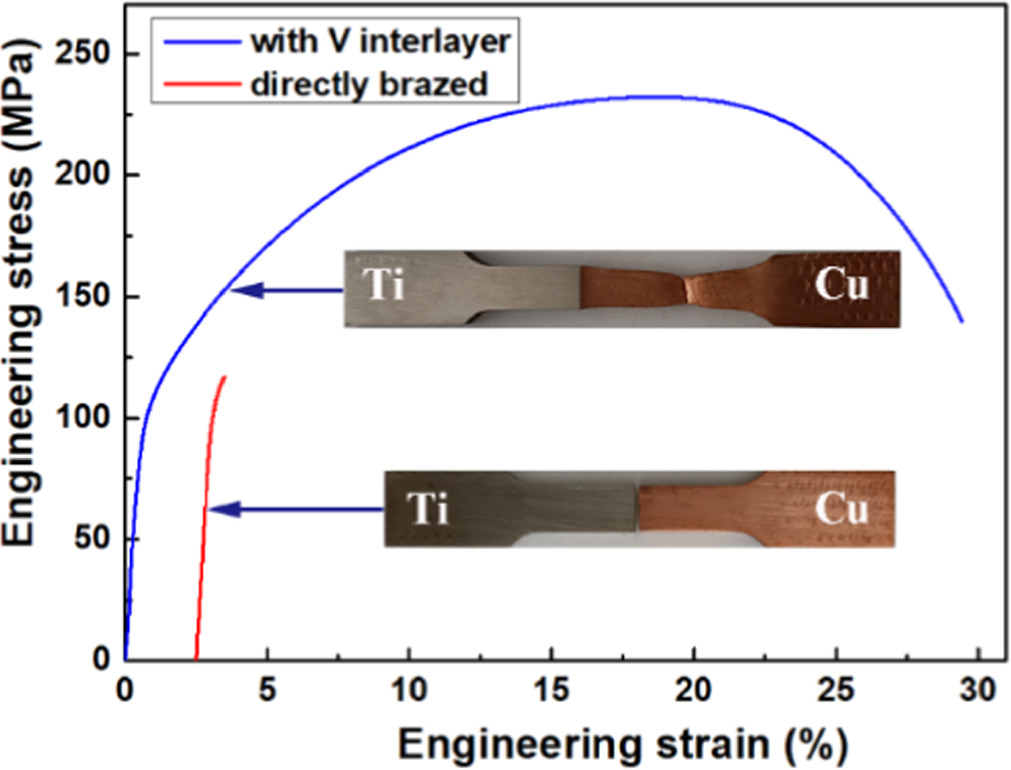
Figure 9. Tensile stress–strain curves of representative samples (Joint with V interlayer bonded at peak temperature for 2 min, directly brazed joint bonded at 800 °C for 1 min).
Download figure:
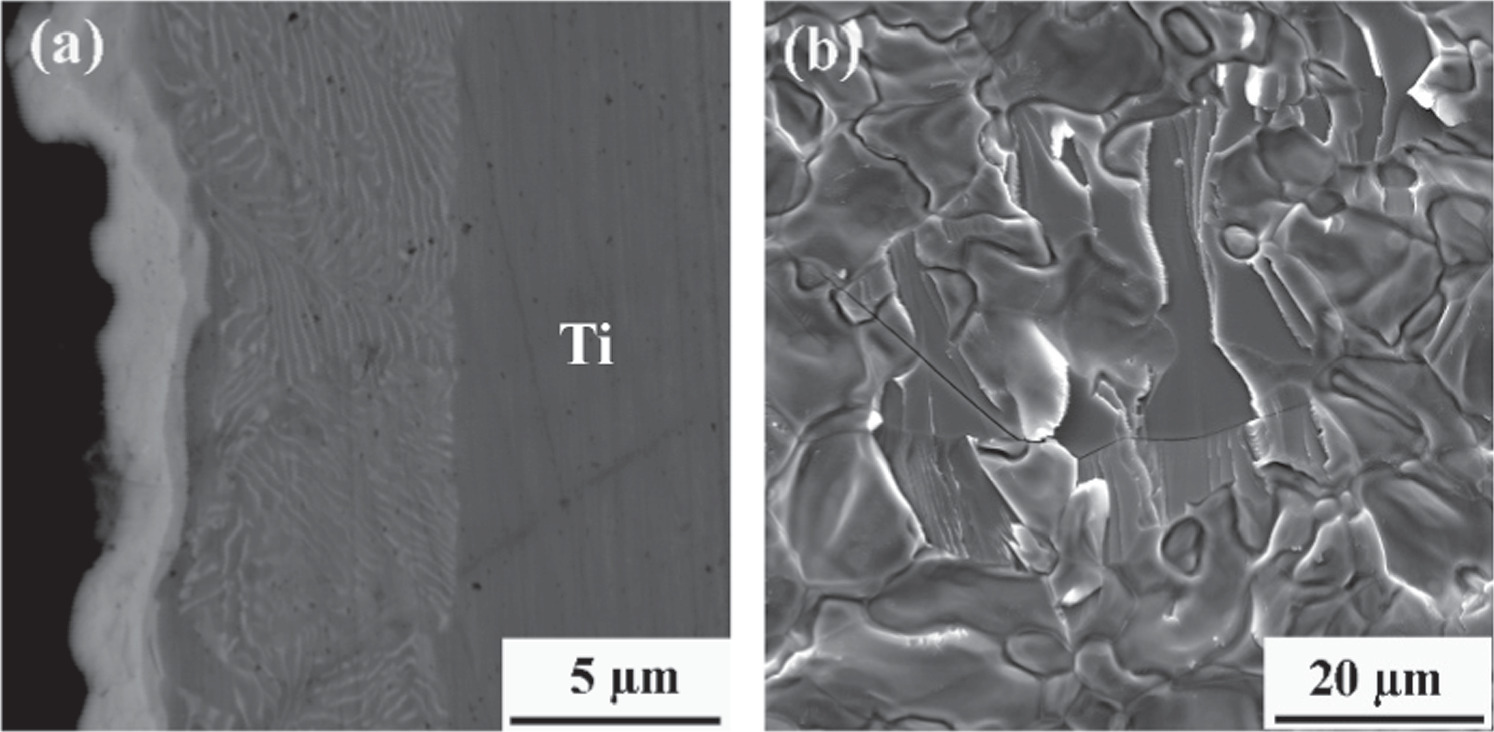
Standard image High-resolution imageCross-section microstructure observation near fracture of directly brazed joint after tensile test was conducted to identify fracture location. As shown in figure 10(a), it is apparent that fracture took place along the interfacial IMC phase. In combination with interfacial microstructural characterization of the joint given in figures 4(b) and (c), it can be reasonably deduced that crack primarily propagated along the TiCu phase upon tensile loading. Fractographic of the joint was given in figure 10(b) as well. A mixture of cleavage patterns, cracks and intergranular fracture characteristics can be observed, indicating that the joint failed in a brittle mode. This is in good agreement with previous investigations on brazing Ti to Cu using Ag-based filler alloys. It has been recognized that Ti-Cu IMCs including TiCu, Ti3Cu4 and Cu4Ti are intrinsically brittle in nature. Upon mechanical loading, such brittle phases would play role of preferential crack initiation site and crack propagating route, leading to premature failure of joint. Consequently, the directly brazed joint exhibited limited bonding strength owing to embrittlement of such IMCs.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. Fracture location (a) and fracture surface morphology (b) of directly brazed Ti/Cu joint under optimal parameters (800 °C, 1 min).
Download figure:
Standard image High-resolution image{kind=link}
4. Discussion
4.1. Limited mechanical properties of directly brazed Ti/Cu joint
Previously, infrared brazing Ti to Cu has already been documented in open literatures [11–14]. It was reported that shear strength of ∼207 MPa can be achieved by brazing at 800 °C for 1 min, using Ag-28Cu filler alloy [12]. In another case, maximum tensile strength of ∼70 MPa was reported when brazing Ti and Cu using Ag-28Cu-2Ti filler at 810 °C for 10 min [14]. Regardless of the discrepancy in bonding strength, general conclusion was drawn in both cases that Ti-Cu IMCs formed along joint interface deteriorate the joint strength. Accordingly, the heat input should be stringently controlled to minimize the population of Ti-Cu IMCs. In this regard, the bonding duration adopted in reference [14] might be considered to be excessively long. Additionally, previous investigations generally employed infrared facility as heating source to provide ultra-rapid heating and cooling rate. This might result in significant difference in microstructure in brazed Ti/Cu joint obtained by conventional vacuum furnace brazing which has been rarely reported. To this end, direct brazing Ti to Cu using conventional vacuum was investigated here to obtain butt joint, and tensile test were conducted to evaluate the bonding strength.
The results are given in figures 3–5, 9 and 10. It is in good agreement with previous investigations that the directly brazed Ti-Cu joint was deteriorated by IMC phases [12–14]. Maximum bonding strength of ∼110 MPa was obtained under optimized brazing parameters (800 °C, 1 min). Upon mechanical loading, crack would preferentially initiate and rapidly propagate along the fragile IMC layer, leading to premature failure of the joint and poor bonding strength. In brief, regardless of the brazing technique, directly brazed Ti/Cu joint using Ag-Cu filler is of limited bonding strength owing to the embrittlement of inevitably formed Ti-Cu IMC phases at joint interface.
4.2. Improving bonding strength of brazed Ti/Cu dissimilar joint using V interlayer
Since the main obstacle to strong Ti/Cu dissimilar brazing is the formation of brittle Ti-Cu IMCs, it is essential to eradicate such undesirable phases by suppressing interaction between Ti base metal and molten braze during brazing. This can be achieved by adopting a diffusion barrier which is concurrently compatible with both Ti base metal and Ag-Cu based filler alloy. Referring to related phase diagrams, it is concluded that refractory metals including W, Mo, Ta, Nb and V meet the requirement of compatibility. On one hand, all these metals exhibit considerable solubility in Ti and only solid solution can be formed when combined with Ti. On the other hand, they would form no IMC when react with Ag-Cu alloy [15]. In this way, the formation of IMC phase which is the biggest concern can be circumvented. Among those metals, V is considered to be the best choice because it is ductile in nature and exhibits negligible difference in coefficient of thermal expansion (CTE) with Ti, where a CTE ratio of Ti: V is 8.5: 8.3 [16].
The effectiveness of V interlayer on avoiding the formation of brittle IMCs in Ti/Cu brazed joint was experimentally validated, as shown in figures 4–9. The V interlayer remained integral all through the brazing process and effectively suppressed the interaction between Ti base metal and Ag-Cu-Ti braze. Owing to the presence of V interlayer as diffusion barrier, the joining was achieved by solid-state diffusion bonding between V interlayer and active brazing in the V interlayer/Ag-Cu-Ti/Cu half. It should be noted that Ag-Cu-Ti active braze, instead of conventional Ag-28Cu filler alloy is required in this case. Since Ag-28Cu filler can hardly wet the refractory metal interlayer owing to immiscibility [17, 18]. By using Ti-doped active filler, the difficult in wetting and building metallurgical bonding can be circumvented. Indeed, as demonstrated by figure 8, Ti ingredient in the filler played a crucial role in promoting robust interfacial bonding between V interlayer and braze. The resultant Ti/Cu joint was free from bulk brittle IMC layers, whilst composed of β-(Ti, V) solid solution, V interlayer and remnant Ag-rich braze. Owing to the eradication of brittle IMC and robust interfacial bonding, excellent joint strength exceeding the Cu base metal property was obtained.
Since the tensile specimen fractured within the Cu mase metal, it was difficult to precisely evaluate the specific bonding strength of the joint. From a metallurgical standpoint of view, the strength of joint was determined by the properties of the phases presented in joint and the interfacial bonding strength. The phases presented in joints were (Ti, V) solid solution, remnant V interlayer and remaining Ag-Cu filler. All these phase constituents are stronger than the soft and ductile Cu base metal. In terms of the interfacial bonding strength, there are two interfacial bonding should be considered: the V/Ag-Cu-Ti filler and Ag-Cu-Ti filler/Cu interfaces. In the case of Ag-Cu-Ti filler/Cu interface, excellent bonding strength has been well documented in previous investigations since Ag-Cu-Ti filler was completely compatible with Cu [14]. As for the V/Ag-Cu-Ti interface, no direct data concerning the interfacial bonding strength can be found in open literature. However, Shiue et al reported the active brazing of Mo using Ag-Cu-Ti filler alloy, and bonding strength of ∼214 MPa was evaluated by shear testing [17]. More importantly, fracture took place within the Ag-Cu based filler instead of the bonding interface, indicating that the interfacial bonding strength was even higher than the Ag-Cu alloy. The V/Ag-Cu-Ti interfacial bonding can be considered to be highly analogous to the Mo/Ag-Cu-Ti case, as both V and Mo are immiscible to Ag and Cu. In both cases the interfacial bonding was achieved via diffusion of Ti. And Ti is highly soluble in V and Mo without forming any intermetallic compounds. In short, although it is difficult to precisely evaluate the bonding strength of actively brazed Ti/Cu joint with V diffusion barrier, it is reasonable to conclude that the joint strength is superior than that of the Cu base metal. Upon tensile loading, the stronger joint would remain stable, whilst the relatively soft Cu base metal would accommodate whole plastic strain, and ultimately resulted in fracture in Cu substrate.
4.3. Improving reliability of brazed Ti/Cu joint via decelerating interfacial reaction
Apart from notably improved bonding strength, another important characteristic of the Ti/Cu brazed joint with V interlayer is that excellent bonding strength can be achieved under flexible brazing conditions. As shown by tensile test results (table 5 and figure 9), bonding strength comparable with Cu substrate properties was obtained under brazing durations of 2 min and 5 min at peak brazing temperature. This can be attributed to sluggish interfacial reaction during brazing, owing to the presence of V diffusion barrier. As discussed above, bonding mechanisms of the V interlayer involved joint were solid-state diffusion bonding between Ti and V, and active brazing in the V/Ag-Cu-Ti/Cu half. Since the dissolution of V interlayer by Ag-Cu-Ti braze was negligible during brazing, the microstructural evolution of joint was actually dominated by diffusion at the V/Ti interface. It is well known that diffusion at solid-state is rather slow. As shown in figures 6 and 7, prolonging brazing duration from 2 min to 5 min resulted in only ∼2 μm in increment of the diffusion layer. In this regard, it is reasonable to conclude that the 15 μm thick V interlayer would remain effective as diffusion barrier, thus desirable IMC free joint can be obtained over a wide range of bonding durations. By contrast, in the case of directly brazed Ti/Cu joint [12] and joint with Ag diffusion barrier [14], optimized bonding strength can be only achieved in a narrow brazing parameter window. In brief, improved reproducibility and reliability of strong bonding can be obtained by adopting a V interlayer in Ti/Cu brazing, ascribed to significantly decelerated interface reaction.
In general, it is difficult to achieve strong and reliable Ti/Cu dissimilar joining, owing to the great affinity of forming brittle Ti-Cu intermetallic compounds. For instance, the laser welded Ti-Cu joint exhibited strength of only 151 MPa. During tensile test, quasi-cleavage fracture occurred at intermetallic compound layers consisting of TiCu, TiCu2, Ti2Cu and Ti3Cu4 [6]. In a more recent study, solid-state diffusion bonding of Ti and Cu with slow cooling rate was conducted. The maximum bonding strength is only 111 MPa, and brittle TiCu, TiCu2 intermetallic compounds formed at joint interface were the primary reason for inferior bonding strength [19]. In order to minimize the detrimental effect of brittle Ti-Cu interfacial reaction products on bonding strength, infrared brazing with fast heating cooling rate was adopted, using various filler alloys including Ag-28Cu, Ag-5Al, Ag-Cu-Ti and amorphous Zr-Ti-Cu-Ni-Be [9, 10, 12, 13]. However, in all these cases, the bonding strength were limited because of the presence of brittle Ti-Cu intermetallic compounds.
In light of above analysis, it is essential to eradicate the negative effect of brittle Ti-Cu intermetallic compounds for enhanced bonding strength. V has been reported to be a suitable interlayer for joining Ti alloy and dissimilar metallic materials such as stainless steel. For instance, dissimilar welding of Ti-6Al-4V and 17–4PH stainless steel using a V interlayer was conducted by N K Adomako et al [20]. In another case, direct energy deposition of Ti-6Al-4V/17-4PH stainless steel using a V interlayer was also reported [21]. V was primarily employed to avoid the direct interaction between V and stainless steel part, thus avoiding the formation of brittle Ti-Fe intermetallic compounds. These strategies were of limited success since although addition of V can circumvent the Ti-Fe intermetallic compounds formation, it would result in generation of new brittle phase such as (Fe, V) σ phase [20, 21]. In a more recent investigation [22], laser melting deposition of Inconel 625/Ti6Al4V bimetallic structure with Cu/V interlayers was reported. Although V/Cu interlayers were anticipated to completely eradicate the formation of brittle intermetallic compounds, laves phase and Ti2Ni remained in the transition zone. To summarize, although V interlayer has been frequently used as interlayer for joining Ti and dissimilar metallic materials, great cautions should be taken as individual V interlayer can hardly prevent the formation of brittle interfacial phases. Moreover, the application of V/Cu interlayer might encounter another challenge as V/Cu binary system exhibits marginal mutual solubility [15], accordingly interdiffusion and metallurgical bonding can be hardly built at the Cu/V interface.
By contrast, the current study validated the feasibility of obtaining strong and reliable Ti/Cu dissimilar joint free from brittle interfacial phases via brazing combining V interlayer and active Ag-Cu-Ti filler. Such high quality joining of Ti and dissimilar metallic materials has been rarely achieved in previous reports. The method developed here is expected to provide guidance for manufacturing of a wide range of industrial components such as Ti sputtering target and heat exchanger used in power plant where both Ti and Cu are involved. In addition, it would also provide a template for other dissimilar joining couples such as Ti/stainless steel and Ti/Ni-based super alloy, for the sake of manufacturing intermetallic compounds free, strong and reliable hybrid components specific to applications in aerospace and nuclear industries.
5. Conclusion
- (1)Directly vacuum furnace brazed Ti/Cu joint was dominated by Ti-Cu IMCs including Ti2Cu, TiCu, Ti3Cu4 and Cu4Ti. Owing to embrittlement of such IMCs, maximum tensile bonding strength of ∼110 MPa can be obtained when brazed at 800 °C for 1 min.
- (2)Formation of brittle Ti-Cu IMCs can be effectively suppressed by using a V diffusion barrier in the joints brazed at 850 °C for 2∼5 min. Thus formed joint with V diffusion barrier was composed of β-(Ti, V) solid solution, V interlayer and Ag-rich braze.
- (3)Dissimilar Ti/Cu brazed joint with V interlayer was formed via active brazing in the V/Ag-Cu-Ti braze/Cu half and solid-state diffusion bonding between V interlayer and Ti base metal.
- (4)Notably improved bonding strength of ∼220 MPa, exceeding Cu base metal property can be obtained under flexible brazing conditions when V interlayer was adopted, ascribed to eradication of brittle IMCs and significantly reduced interfacial reaction rate.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).