
Abstract
In this research Manihot esculenta (cassava) tuber stem microcrystalline cellulose (MCC) and woven bamboo fiber (WBF) reinforced unsaturated polyester (UP) composites are prepared and tested. The main aim of this study was to synthesis the microcrystalline cellulose from Manihot esculenta tuber stem and investigate the mechanical, wear and hydrophobic properties of UP resin composite made using MCC and WBF. The laminated composites were prepared by the hand layup method and characterized according to ASTM standards. According to the results, the composite containing 40 vol% of WBF increased the tensile strength and modulus, flexural strength and modulus, interlaminar shear strength, Izod impact as well as hardness by 39%, 10%, 42%, 27%, 1%, 91%, and 1%, respectively as compare to pure polyester resin composites. In comparison to all composites, the composite with 4 vol% of MCC exhibits the lowest sp. wear rate of 0.011 mm3/Nm. The water absorption contact angle indicated that all composite designations had a wider contact angle of more than 70°, which indicates a stronger hydrophobicity of composites. The SEM fractography reveals improved bonding and toughness for 4 vol% of MCC and WBF reinforced UP composites. Such mechanically stronger, wear resistance, as well as high hydrophobic composites, could be used in aerospace, automobile, defence and industrial sector.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Polymer composites are not really the latest innovation. The composites are present readily in nature for e.g., wood which contains cellulose fibers as reinforcement and lignin as matrix, also some man-made structures like wall which contains bricks and concrete mixture altogether in a single system. Fiber-built composite materials are applications ranging in domestic and industrial sectors due to their superior properties, which include high stiffness, greater strength, improved fatigue resistances, increased corrosion resistivity, low thermal expansion, reduced energy consumption during fabrication, and non-magnetic properties [1]. The utilization of bio-fibers as an alternative to synthetic fiber (carbon and glass) as fillers in the production of polymer matrix composites has received considerable interest during the previous decade. The characteristics of bio fibers, such as their availability, low density, cost, renewability, superior modulus, non-toxicity, and biodegradability, stimulate the formation of composite materials [2].
Worldwide ecological challenges, like rapidly decreasing petroleum supplies, increasing global temperature, rising sea levels, and diminishing polar ice caps, exert pressure on living beings and industries [3]. In order to encourage sustainable development, green products are increasingly marketed for the following reasons: recently, sustainable development has become an important concern, and the anticipated depletion of oil-based resources will necessitate the use of biopolymer materials derived from renewable resources [4].Significant investigation studies are being conducted across the world to improve the thermal, rheological, and mechanical characteristics of these polymeric biocomposites, which have demonstrated their potential in a diverse variety of applications, involving biomedical, biotechnological, industrial, space and automobile domains [5]. Abilash et al [6] performed experimental study onoptimizing the delamination failure in bamboo fiber reinforced polyester composite. The results from this study shows maximum tensile strength of 52 MPa, tensile modulus of 500 MPa, flexural strength and modulus about 80 MPa and 45 GPa as well as impact test shows 47 kJ m−2. Liu et al [7] investigated the mechanical properties and water resistance of bamboo fiber–unsaturated polyester composites coupled by isocyanatoethyl methacrylate. The tensile strength, flexural strength, flexural modulus, and impact strength of the bamboo–UPE composites were 42–66 MPa, 76–105 MPa, 5,300–6,800 MPa, and 15–19 kJ m−2 , respectively observed from results of this research.This composites shows the superior water resistance as well.
Furthermore, researchers are looking into biofillers as a superior choice for strengthening natural fiber composites. For example, cellulose has biocompatibility, high thermal stability, excellent tensile and modulus strength, and good mechanical properties [8]. Edhirej [9] et al studied the cassava/sugar palm fiber reinforced cassava starch hybrid composites: physical, thermal and structural properties. The incorporation of sugar palm fiber increased the relative crystallinity up to 47%, compared to 32% of the cassava starch film. SEM micrographs indicated that the filler was incorporated in the matrix. The film with a higher concentration of sugar palm fiber (cassava starch-cassava bagasse/sugar palm fiber) showed a more heterogeneous surface. Jumaidin et al [10] investigated the effect of banana leaf fibre (BLF) on the thermal and mechanical properties of thermoplastic cassava starch (TPCS). The results showed that there were significant increments in the tensile and flexural properties of the materials, with the highest strength and modulus values obtained at 40 wt% BLF content. Author also proven by the FT-IR test that observed the presence of O–H bonding in the biocomposite.
Therefore, it is obvious that cellulose could be an important filler for high-performance polymer matrix composites. Cassava tubers can be consumed by both humans and animals, although the stems are primarily implemented as planting material. However, a significant amount of the stems become garbage and are either burned openly or abandoned in the fields, causing environmental issues [11]. Cassava tuber stem cellulose and bamboo-reinforced polyester composites were prepared in this study, taking into account the research gap for these materials as combinations. The stems of the cassava tuber were employed as cellulose since it is easily available as biowaste [12]. The aim of this study to characterize this cassava tuber stem cellulose and bamboo fiber composites for theirmechanical, wear and hydrophobic properties. The laminates were fabricated by hand layup process and characterized according to respective testing ASTM standards. Such economically and ecofriendly, highly strengthen composites could use in furniture, industrial and in electrical sectors.
2. Experimentation
2.1. Base materials
The resin was purchased from Huntsman India Ltd and catalysts were purchased from Merck India. Ltd The bamboo fiber and cassava cellulose were obtained from Metro composites research and development centre, Chennai, India. The fiber was prepared as a plane weaved form by hand loom process. The specifications for the materials are given in figure 1. The surface modifier 3-Aminopropyltrimethoxysilane (APTMS) was purchased from Sigma Aldrich, USA.
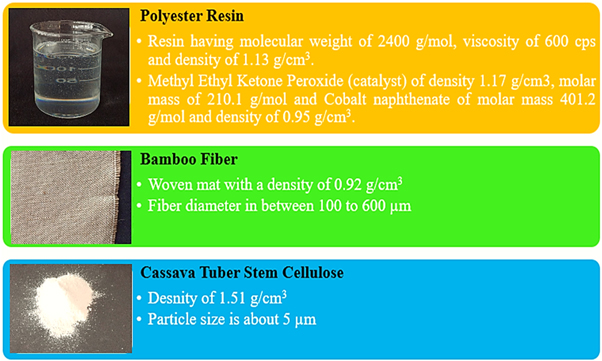
Figure 1. Specifications for materials used.
Download figure:
Standard image High-resolution image2.2. Preparation of cellulose
The stems of the cassava tuber were carefully detached from the tubers and washed with water. The stems were then dried in the Sun and ground into a powder. In the second step, four grams of cassava tuber stem powder were collected for the delignification technique. The dried stems powdered cassava tuber has been mixed with 12 ml of 1 mol. NaOH. The mixture was then blended with 88 ml of distilled water (DW) and stirred for 2 h at 80 °C on a hot plate magnetic stirrer. The stem powder was extracted after delignification with the help of filter paper and dried for 24 h. This powder was bleached as the second step in the cellulose preparation process [13]. The dry powder from the delignification procedure was mixed with 50 ml of Sodium hypochlorite (NaOCl) and 50 ml of distilled water. This mixture was then heated for about 1 h at 80 °C by employing a magnetic stirrer. After one hour, the solution spontaneously cooled. The powder is extracted by pouring solution onto filter paper. The pH of this powder is neutralized by washed it with distilled water [14]. The powder was then dried for three hours in a hot air oven to make cellulose. The x-ray diffraction analysis was shown in figure 2 for cellulose prepared in this study. The diffraction peaks at 2ϴ = 15.8°, 22.4° and 35.24° indicates the presence of a significant crystalline phase with (110), (200) and (004) planes respectively. The X-ray diffraction result displays in figure 2 clearly confirm with their peak values and planes that it is the crystalline structure of cellulose.
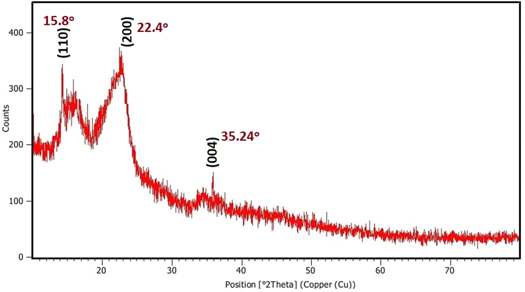
Figure 2. X-ray diffraction analysis of microcrystalline cassava cellulose (MCC).
Download figure:
Standard image High-resolution image2.3. Surface modification process
The surface-treatment on woven bamboo fiber (WBF) and microcrystalline cassava cellulose (MCC) has been performed in 2 steps. In 1st step, by using ethanol + water the silane solution is prepared. The 95% of ethanol and 5% DW was added to a beaker. The resultant solution was then combined with acetic acid to regulate its pH to a range between 4.5 and 5.5. Then, droplets of silane were added progressively to the ethanol-water solution until the desired saturations were achieved. Gradually mixing of the solution was done until every silanol group was blended and the group of methoxy was eliminated within the main component [15]. In 2nd step, the WBF and MCC were separated after 10 min of soaking in a silane solution. To produce a Si–O–Si structure, the fiber and particles were further heated and dwelled for 20 min at 110 °C.
2.4. Composite laminates preparation
The microcrystalline cassava cellulose (MCC) and woven bamboo fiber (WBF) polyester composites were fabricated by hand layup process in two phases. In the first phase, MCC and polyester resin are combined and thoroughly swirled for five minutes to produce a homogenous solution. The resulting solution was subsequently combined with a curing catalyst (Methyl Ethyl Ketone Peroxide) and poured into a wax-coated silica rubber mould. Lastly, 40 vol% of surface-treated bamboo natural fiber woven mat was laid one by one and filled with resin entirely. The composites were cured at room temperature for 24 h and in a hot oven for 4 h at 120 °C [16]. Table 1 displays the composite designations and chemical composition of the biocomposite materials prepared in this experiment. Figure 3 represents the composite laminate fabricated for composite designation P2.
Table 1. Composite designation for various composition of materials.
| Composite designations | Polyester (vol%) | Bamboo fiber (vol%) | Cassava stalk cellulose (vol%) |
|---|---|---|---|
| P0 | 100 | 0 | 0 |
| P1 | 60 | 40 | 0 |
| P2 | 59 | 40 | 1 |
| P3 | 58 | 40 | 2 |
| P4 | 56 | 40 | 4 |
| P5 | 54 | 40 | 6 |
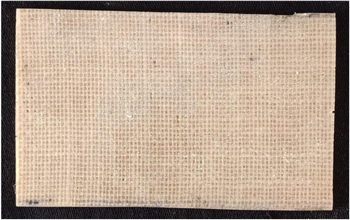
Figure 3. Composite laminate for composite designation P2.
Download figure:
Standard image High-resolution image3. Characterizations
The post cured composites are further trimmed with respect to their respective testing. An abrasive water jet machine (Maxiem water jets, 1515, KENT) is responsible for cutting the samples to their exact dimension. The ASTM and cutting process parameters followed by references [17, 18]. The ASTM used for mechanical testing and wear characteristics were shows in table 2. The specific wear rate was calculated by using equation (1). Similarly, figure 4 shows the specimens prepared as per the respective ASTM standards.

Table 2. ASTM and specification standards for various tests.
| Tests | ASTM | Machines |
|---|---|---|
| Tensile | D-3039 | INSTRON 4855, UK |
| Flexural | D-790–17 | |
| Interlaminar shear strength (ILSS) | D-2344 | Traverse speed of 1.1 mm min−1 |
| Izod impact | D256–10 | Krystal equipment Ltd, India |
| Maximum load capacity of 20 J | ||
| Hardness | D 2240 | Durometer (shore-D) |
| Wear properties | G 99–17 | Ducom instruments Pvt. Ltd, India, Pin-on-disc setup with 165 mm track diameter, having hardness of 24 HRC and abrasion disc material is EN31. The load of 10 kg, track run length of 1500m with 800 rpm was set as process variable |
| Contact angle | — | (HOLMERC, HO-IAD-CAM-01) |
| A sessile dropper method | ||
| SEM | — | TESCAN Vega 3, UK |
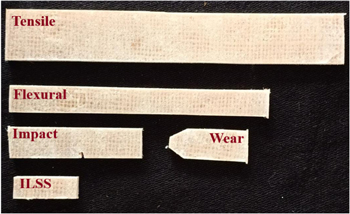
Figure 4. Specimens as per the respective ASTM standards.
Download figure:
Standard image High-resolution image4. Results and discussion
4.1. Mechanical properties
Figure 5 shows the mechanical properties for various composite designations. While figure 5(a) represents the tensile strength and tensile modulus, (b) illustrates the flexural strength and flexural modulus, (c) gives the inter laminar shear strength and (d)presents Izod impact as well as hardness for various composite designation. While figure 6 shows the test samples after testing for the composite designation P3. The composite designation P0 shows the very low values about 43 MPa for tensile strength, 1.63 GPa for tensile modulus, 64 MPa for flexural strength, 1.83 GPa for flexural modulus, 0.32 J Izod impact, 76 shore –D for hardness. This lower value is due to the pure polyester resin as main constituent of composite designation P0 and absences of reinforcements [19].
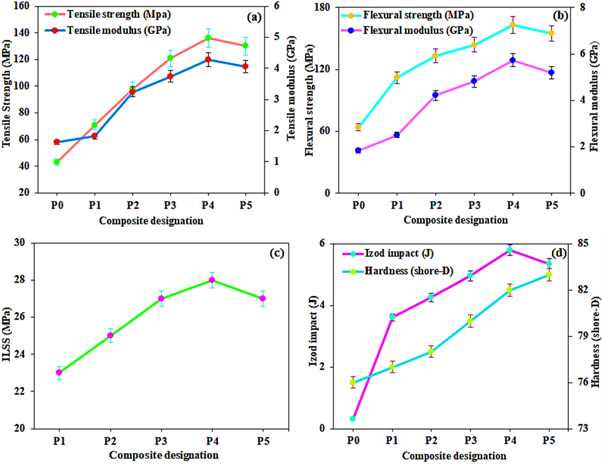
Figure 5. Mechanical properties for various composite designation.
Download figure:
Standard image High-resolution image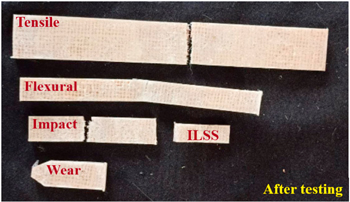
Figure 6. Test samples before testing and after testing for composite designation P3.
Download figure:
Standard image High-resolution imageFurther, inclusion of 40 vol% woven bamboo fiber (WBF) in composite designation P1 improved in tensile strength and modulus, flexural strength and modulus, interlaminar shear strength, Izod impact and hardness values by 39%, 10%, 42%, 27%, 1%, 91%, and 1% respectively. The inclusion of high-fibrillated bamboo fiber in polyester resin evenly distributes the given load across the composite. The existence of an NH2 substituent reacts easily with polyester resin's free OH molecule to form strong bonds [20]. Due to the consistent distribution of load via fibers chemically adhered to the resin material. Moreover, the introduction of microcrystalline cassava cellulose (MCC) by 1.0, 2.0, and 4.0 vol% improves the mechanical properties further gradually for composite designation P2, P3 and P4. MCC were reacted with polyester resin and form strong bonding and toughen the composites. The highest observed outcomes for tensile strength, tensile modulus, flexural strength, flexural modulus, interlaminar shear strength, Izod impact and hardness are up to 136 MPa, 4.28 GPa, 163 MPa, 5.73 GPa,28 MPa, 5.82 J, 82 Shore-D correspondingly for composite designation P4. This is due to the equally dispersed silane-treated MCC and WBF in the polyester matrix absorbing the imparted load, resulting in a lower shear force on the matrix. However, further increased in MCC vol% up to the 6 vol% shows the decrement in mechanical properties for composite designation P5. This composite designation P5 gives the tensile strength, tensile modulus, flexural strength, flexural modulus, interlaminar shear strength, Izod impact and hardness values about 130MPa, 4.05GPa, 155MPa, 5.2GPa, 27MPa, 5.35 J and 83shore-D correspondingly.Improvement of hardness and decrement in other mechanical values is attributes to the formation of linear cross linking density and hydrogen bonding. Figure 7 shows the optical microscope image of interlaminar shear failure composite samples. Figure 7(a) shows highly deformed fiber in the composite for composite designation P1. This indicates lesser ILSS of composite. The composite designations P4 showing lesser delamination after the implication of bending force as shown in figure 7(b). This improved bonding between fiber layers is due to the silane treatment of WBF and MCC shows high toughening effect in matrix. But increase in cellulose vol% leads to brittle fracture as shown in figure 7(c). However, Kamaruddin et al [21] studied the effect of alkali treatment on the mechanical, thermal, water absorption, and biodegradation properties of fiber-reinforced, thermoplastic cymbopogancitratus composites of cassava starch and palm wax. Then author observed maximum tensile and flexural strength about 19.89 MPa and 30.06 MPa respectively. Jumaidin et al [22] performed researched on the effect of cogon grass fibre for its thermal, mechanical and biodegradation properties within the thermoplastic cassava starch biocomposite. The results shows that The addition of CGF fibre was seen to enhance the tensile strength and modulus from 1.9 to 5 MPa and 128.8 to 317.2 MPa correspondingly. But when compared to current experiment both researchers failed to improved properties for cassava tuber cellulose composites as like results shown above. The reason behind this lower values iscombination of fiber and different types of particles with not appropriate vol%.
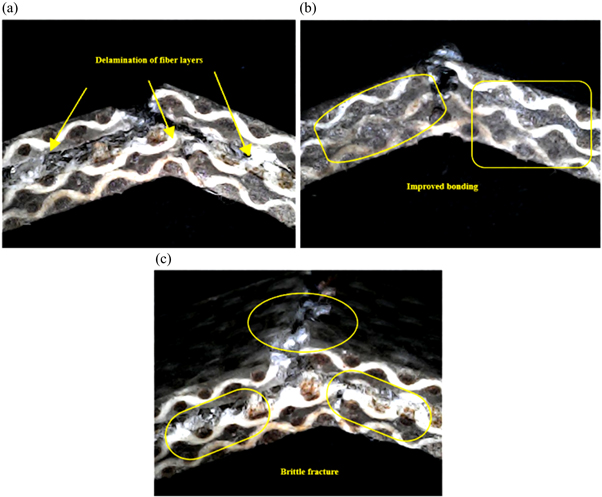
Figure 7. Optical macroscopic images of composite designations (a) P2, (b) P4 and (c) P5.
Download figure:
Standard image High-resolution image4.2. Wear properties
Figure 8 shows the wear properties for various composite designations. The lowest observed wear values of COF (0.73) and sp. wear rate (0.036 mm3/Nm) for composite designation P0. This is due to the plain polyester's brittle nature, which makes it easily wear with disk and losses its molecules [23]. However woven bamboo fiber (WBF) addition by 40 vol% improves the wear properties for composite designation P1. The increased wear resistances was up to 0.61 COF, 0.026mm3/nm for sp. wear rate testing. This improvement in wear resistance is due to the surface-treated WBF included in the epoxy matrix. The WBF within matrix lowers the actual direct contact between polyester resin and abrasion disc, hence decreasing the chance of polyester resin to wear [20]. It is observed that further addition of microcrystalline cassava cellulose (MCC) by 1.0, 2.0 4.0 vol and 5.0% enhances the wear resistances for composite designation P2, P3, P4 and P5 respectively. Compare to all of the composite designation P5 shows the maximum wear resistances about 0.36 of COF and 0.009 mm3 nm−1 of sp. wear rate correspondingly. This enhancement in wear properties due to the surface treated MCC particles which evenly distributes throughout the matrix and adheres strongly with polyester resin molecules. This particle comes in contact with wear disk before resin materials and reduces the abrasion of composite. Similarly, Alshahrani et al [24] studied the mechanical, thermal, viscoelastic and hydrophobicity behaviour of complex grape stalk lignin and bamboo fiber reinforced polyester composite. Author observed that the composite designation having 4 vol% of lignin revealed the improved wear loss stability of 0.007 mm3/Nm (sp. wear rate). Similarly, Anand et al [25] performed an experimental investigation on effect of fiber length on mechanical, wear, and morphological behaviour of silane-treated pineapple leaf fiber reinforced polymer composites. Author concluded that low coefficient of friction equal to 0.74 with a wear rate of 0.014 mm3/Nm for 10N of load. Thus composites prepared with bamboo fiber and cassava cellulose gives the better results than other composite combinations shown in above literatures.
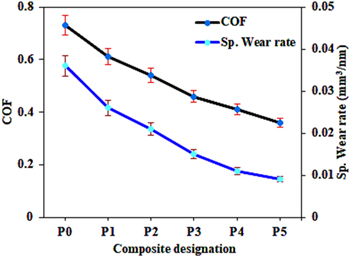
Figure 8. Wear properties for various composite designation.
Download figure:
Standard image High-resolution image4.3. Surface hydrophobicity
Figure 9 shows the surface hydrophobicity of various composite designations. It is observed that the composite designation P0 shows the highest contact angle of 93° due to the pure polyester resin. The stronger bonds of polyester resin the reason behind this higher contact angle. However, further inclusion of woven bamboo fiber (WBF) by 40 vol% decreases it up to the 88° for composite designation P1. As natural fiber are have tendency to attract moisture the reduction is observed but it's near to the pure polyester's readings. Similarly, microcrystalline cassava cellulose (MCC) addition by 1.0, 2.0 4.0 and 5.0 vol% gives the decreased in contact angle values for composite designation P2, P3, P4 and P5 respectively. The lowest observed contact angle is about 82° for composite designation P5. Due to as cellulose is plant derivative material it is hydrophilic in nature and attract the water molecules [26].
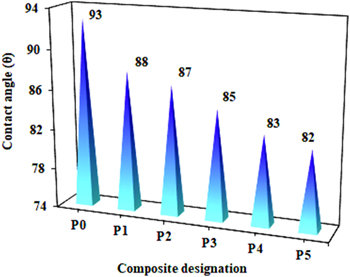
Figure 9. Contact angle of various composite designations prepared.
Download figure:
Standard image High-resolution image4.4. SEM fractography
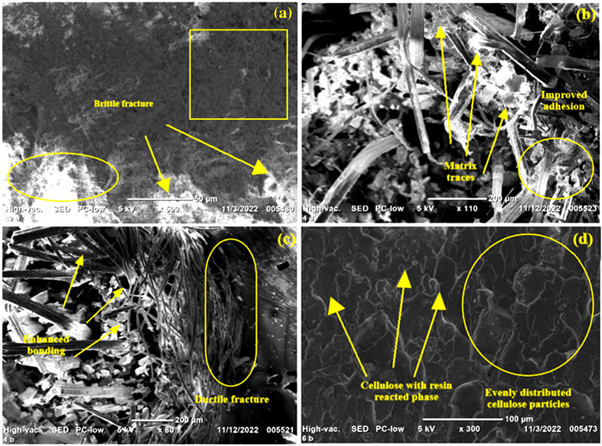
Figure 10 shows the SEM fractography for various composite designations. Figure 10(a) represents the SEM images for composite designation P0 which contains pure polyester resin. As this composite designation has only matrix and absences of reinforcing materials it represents the brittle fracture [27]. While Figure 10(b) gives the SEM images for flexural sample in which fiber breakage is observed but matrix molecules still adheres with the fibers. This also due to the Si–O–Si bond of the silane coupling agent which creates interlocking mechanism between fiber and matrix materials [28]. Figure 10(c) shows the impact specimens after fracture which shows the flat fracture of pure polyester matrix and improved adherences with reduction in voids by fiber and cellulose addition. While figure 10(d) demonstrates the cellulose with resin reacted phase for composite designation P4. As cellulose are surface treated they distributes evenly thought the matrix and reduces the voids which improves the strength of the composite materials [29].
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. SEM fractography of fractured samples.
Download figure:
Standard image High-resolution image{kind=link}
5. Conclusions
The effect of cassava tuber stem cellulose and bamboo fiber woven mats in polyester resins was analyzed in this investigation. The aim of this research was to find the characteristics like mechanical, wear properties and hydrophobicity analysis for the various composite combinations. The laminates were fabricated by hand layup process and characterized according to respective ASTM standards. The detailed outcomes and conclusion of this research are listed below. The mechanical and wear qualities of the epoxy resin were enhanced by the addition of 40 vol% woven bamboo fiber (WBF) by volume. In contrast, the introduction of microcrystalline cassava cellulose (MCC) to the resin improved mechanical wear resistance even further. Incorporating 40 vol% WBF into composite designation P1 increased tensile strength and modulus, flexural strength and modulus, interlaminar shear strength, Izod impact as well as hardness values by 39%, 10%, 42%, 27%, 1%, 91%, and 1%, respectively. Measured maximum values for tensile strength, tensile modulus, flexural strength, flexural modulus, interlaminar shear strength, Izod impact, and hardness for composite designation P4 are 136 MPa, 4.28 GPa, 163 MPa, 5.73 GPa, 28 MPa, 5.82 J, and 82 Shore-D, respectively. Compared to all other composites, P5 exhibits the highest wear resistances of approximately 0.41 of COF and 0.011 mm3/Nm of sp. wear rate, respectively.Due to the plain polyester, composite designation P0 has the maximum contact angle at 93°. Incorporating an additional 40 vol% of bamboo fiber reduces the contact angle to 88° for composite classification P1. The lowest observed contact angle is about 82° for composite designation P5. The water absorption observations indicate that all composite designations had a wider contact angle of at more than 70°, indicating a stronger hydrophobicity. The SEM fractography shows that improved bonding between fiber and matrix materials and surface treated MCC reduces the voids in composites.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).
Declarations
Competing interest
Authors hereby confirming that there are no competing interest.
Conflict of interest
Authors hereby confirming that there are no conflict of interest.
Funding
There is no funding received for this research.