
Abstract
In the present study, an austenitic stainless steel (2Cr17Ni13Mo5) was processed by severe cold rolling (SCR) and subsequent annealing. The grain size was severely refined to ∼100 nm after SCR. The yield strength (YS) and ultimate tensile strength (UTS) increased to 1510.5 MPa and 1660.4 MPa, respectively. Nevertheless, the ductility decreased significantly. Full recrystallization was completed after annealing at 800 °C for 1h. However, the ultrafine-grained structure was maintained with the grain size of 780 nm, which is mainly attributed to the pinning effect of χ phase precipitated at the grain boundary during annealing. Good comprehensive mechanical properties with high strength (YS = 977.6 MPa, UTS = 1197.7 MPa) and good ductility (elongation = 17%) were obtained. The high strength is mainly attributed to the ultrafine-grained structure maintaining, while the annihilation of dislocation contributes to the ductility improvement.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The austenitic stainless steel was widely used in chemical, mechanical, marine, and automotive fields [1]. However, the strength of austenitic stainless steel is relatively low due to its intrinsic face-centered cubic structure, which limits its further application. Thus, increasing the strength of austenitic stainless steel is always the research hotspot to meet the increasing demand of the environment [2–5]. Many previous investigations [6–8] have proved that grain refinement is the most efficient method to improve simultaneously the mechanical properties and corrosion properties of austenitic stainless steel. Among many grain refinement methods, severe plastic deformation (SPD) is thought to be the most common method to prepare bulk ultrafine-grained metallic materials [2, 9, 10]. Nevertheless, the high strength is usually obtained with the deterioration of ductility due to the decrease of strength hardening ability after SPD. Annealing treatment is subsequently applied to improve the comprehensive mechanical properties with a good combination of strength and ductility. However, one of the drawbacks of the ultrafine-grained metallic materials is the low thermal stability, and thus the grain size would significantly grow up during the annealing (especially high-temperature annealing). The effect of grain refinement strengthening would be significantly reduced.
Recently, several researchers [11–13] have proposed that precipitating during the annealing could improve the thermal stability of ultrafine-grained structure and maintain the high-level strength. It is well known that several kinds of second phases such as carbide, σ phase, and χ phase would be precipitated with the element addition of Cr, Ni, and Mo in austenitic stainless steel during aging or annealing [14–18]. The precipitating behavior and its effect on the mechanical properties and corrosion resistance have been widely investigated [18–20]. However, little attention [11] has been paid to the pinning effect of second phase precipitating on maintaining the ultrafine-grained microstructure in austenitic stainless steel to the knowledge of authors.
χ phase is common precipitation in austenitic stainless steel, which is usually nucleated at the grain boundary [21]. The main objective of the present study is to maintain the ultrafine-grained microstructure of SPDed austenitic stainless steel after annealing by inducing χ phase precipitation, and thus to further improve the comprehensive mechanical properties. To accomplish this objective, austenitic stainless steel (2Cr17Ni13Mo5) was first processed by severe cold rolling (SCR) to obtain the ultrafine-grained microstructure. Subsequently, austenitic stainless steel was annealed at 800 °C for 1 h to accomplish the recovery, recrystallization, and precipitation. The microstructural evolution and mechanical properties after annealing was characterized and the effect of χ phase precipitation on maintaining ultrafine-grained microstructure was also discussed.
2. Experimental methods
2.1. Materials preparation and procedures
Experimental materials were prepared in a 100 kg vacuum induction furnace and the cast ingots were forged above 1150 °C to dimensions of 150 mm × 100 mm × 60 mm. The chemical composition of austenitic stainless steel used in this study is given in table 1. The as-received sample was solution annealed at 1150 °C for 2 h followed by quenching to room temperature. Subsequently, the homogenized stainless steel was cold rolled from 8.5 mm to 0.5 mm with a thickness reduction of 94% (3%–5% per pass). Then, the SCRed specimens were annealed at 800 °C for 1h followed by water quenching.
Table 1. Composition and content of austenitic stainless steel (wt%).
| C | Si | Mn | P | Cr | Ni | Mo | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.024 | 0.38 | 0.98 | 0.027 | 16.90 | 13.23 | 5.30 | 0.13 | Bal. |
2.2. Microstructure characterization
All samples were ground and polished to observe the microstructure. The samples used in the optical microscopy (OM) were etched at different times in the saturated solution of HCl+FeCl3.The observed sections for optical microscopy were RD-ND planes of the samples. The phase constitution was measured using XMDVM-7.1-W x-ray diffraction (XRD) instrument with CuKα ( λ = 0.1540562 nm) radiation at 40 kV and 30 mA, at a scanning rate of 2 deg min−1. The microstructure was characterized by JEM-6700 field emission scanning electron microscopy (SEM) and energy dispersive spectrometer (EDS). The electron backscatter diffraction (EBSD) characterizations of austenitic stainless steel were investigated by MIR3 high-resolution scanning electron microscopy at 20 kV acceleration voltage after vibratory polishing. Transmission electron microscopy (TEM) was used to characterize the microstructure and precipitate phase of the sample by FEI Tecnai G2 F20 S-TWIN equipped with optical lens corrector and energy dispersive x-ray spectroscopy (EDX) system. For TEM analysis, specimens were first mechanically polished to around 50 μm and then thinned by twin-jet electrochemical polishing in an electrolyte of 5% perchloric acid and 95% ethanol at −30 °C. OM, SEM, and EBSD observations are on cross-section (RD-ND planes) while TEM analysis was conducted on the RD-TD planes.
2.3. Uniaxial tensile test
The tensile testing specimens were cut along the rolling direction and the dimension of the flat dog-bone-shaped tensile samples are 85 mm × 20 mm × 0.5 mm according to the ASTM E8. The gauge length and width of the uniaxial tensile specimen are 25 mm and 3.8 mm, respectively. The tensile tests at ambient temperature were performed on Zwick-100 tensile machine at the strain rate of 1 × 10−3 s−1. The yield strength was measured at proof stress of 0.2%.
3. Results and discussion
3.1. Microstructure evolution
The initial microstructure of austenitic stainless steel shown in figure 1(a) was mainly composed of equiaxed austenite with a grain size of 35 μm. Furthermore, annealing twinning was also observed. After SCR, the grain was flattened and elongated (figure 1(b)), showing a typical rolling microstructure characteristic [22–24]. Figure 1(c) shows the bright-field TEM image and selected area electron diffraction (SAED) pattern of SCRed steel. TEM micrograph exhibits a sufficient homogenous ultrafine-grained structure. High density dislocation remained in the SCRed steel, which is attributed to the high plastic strain applied to the steel. The spots of the SAED pattern arranged in circles indicated a fine equiaxed structure with high angle grain boundaries [25]. The dark field TEM image (figure 1(d)) shows that the grain size was severely reduced and ultrafine-grained microstructure was achieved after SCR. At least 300 gains were used to evaluate the average grain size. The average grain size after SCR was about 99.6 nm.
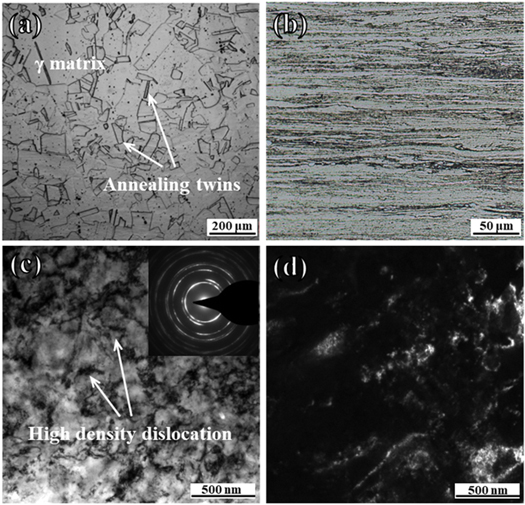
Figure 1. (a) Initial microstructure, (b) optical image and (c) bright-field TEM image and corresponding SAED (d) dark-field TEM image.
Download figure:
Standard image High-resolution imageFigure 2 shows the XRD patterns of austenitic stainless steel after SCR and subsequent annealing. The x-axes and y-axes in figure 2 are the diffraction angle of x-ray (2θ) and intensity of the diffraction peak, respectively. The initial and SCRed samples were shown to be a fully austenitic microstructure, which indicates that no deformation-induced martensite transformation occurred during the rolling process.

Figure 2. XRD patterns of the samples with different processing.
Download figure:
Standard image High-resolution imageAccording to Scherrer's equation, the full width at half maximum (FWHM) of diffraction peak is often used to evaluate the grain size. Compared the XRD pattern of the samples before deformation with its counterpart after deformation, it could be found that the FWHM is broadened which reflects that the grain size was significantly reduced [26]. Generally, it is believed that the alloy comprises fine grain size and high density of dislocation.
Furthermore, the body-centered cubic structure of χ phase was observed after annealing at 800 °C, which is consistent with the TEM results in the latter. No other phase was detected by XRD, which is attributed to the low amount of second phase precipitation or the limited measuring precision of the instrument [27].
Figure 3 shows EBSD-measured grain boundary maps and grain size distribution of specimen annealed at 800 °C. The black line and red line represent the high-angle (HABs, θ ≥ 15°) and low-angle grain boundary (LABs, 5° < θ < 15°), respectively. The annealed steel consists of recrystallized grain with well-defined HAGBs, indicating that full recrystallization was completed after annealing at 800 °C (figure 3(a)). Since the non-uniformity of micro-scale plastic deformation during severe cold rolling, the microstructure exhibit the non-uniformity of microstructure after recrystallization [28]. The average grain size was about 780 nm based on the statistics from at least 300 grains.

Figure 3. EBSD mapping and corresponding grain size distribution of steel annealed at 800 °C.
Download figure:
Standard image High-resolution imageFigure 4 shows SEM micrograph and EDS mapping of the annealed steel. Figure 4(a) shows that the precipitation with the size of several hundred nanometers is uniformly dispersed in the matrix. The Mo, Cr, Fe, Ni, and C elemental mappings are shown in figures 4(b)–(f). The particles are enriched with Mo and Ni. Both the σ phase and χ phase are enriched with Mo and Ni, whereas the Mo content of χ phase is higher than the counterpart of σ phase [15, 16]. The exact structure of precipitation would be revealed by TEM later.
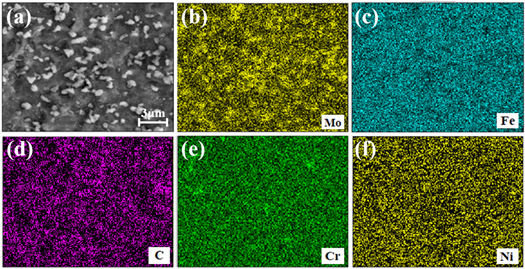
Figure 4. (a) SEM image and (b-f) EDS mapping of the SCRed austenitic stainless steel after annealing at 800 °C for 1h.
Download figure:
Standard image High-resolution imageThe annealed sample was investigated by TEM and its diffraction analysis to reveal the precipitation, which was not possible to identify properly by SEM micrograph and EDS analysis. Figure 5 depicts the TEM image of the annealed steel. The microstructure was fully recrystallized after annealing at 800 °C shown in figure 5(a). The dislocation density was significantly decreased compared with the SCRed steel (figure 1(d)). In addition, two kinds of second phases were precipitated in the annealed austenitic stainless steel as shown in figure 5(b). One kind of the second phase was precipitated inside the grains, while the other was precipitated at the grain boundary. The precipitation inside the grains was spherical morphology, the size of which was about dozens of nanometers. However, precipitation at the grain boundary was polygonal. The SAED pattern is shown in figure 5(b), which could identify that precipitations at the grain boundary are χ phase precipitation. The SAED pattern is oriented close to the [011]χ zone axis.
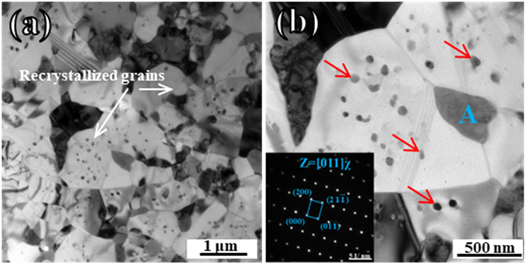
Figure 5. TEM micrograph of the 800 °C annealed sample. (a) Recrystallized microstructure, (b) morphology of precipitations and SAED pattern of the χ phases are shown in (b).
Download figure:
Standard image High-resolution imageTo predict the second phase precipitated during the high-temperature annealing, the equilibrium phase diagram of austenitic steel was simulated by JMatPro shown in figure 6. JMatPro is the relatively mature computation software for phase diagrams of metallic materials, which can calculate the equilibrium phase [29]. The second phase such as carbides, σ, χ, and Laves phase would be precipitated during the annealing. The liquid phase exists above 1430 °C, and the coexistence area of austenite and liquid phase is 1370 °C −1420 °C. It shows that the χ phase starts to precipitate at 1053 °C and some other phases also precipitate below 970 °C. There are many kinds of precipitation below 800 °C, such as σ and Laves phases. The annealing temperature employed in the present investigation is 800 °C and the equilibrium proportion of the χ phase is about 8.4%. According to the equilibrium phase diagram, the weight of the χ phase is obviously higher than other phases at 800 °C. Therefore, it could predict that χ phase is the main precipitation after annealing at 800 °C for 1 h, which is also consistent with the XRD and TEM results (figure 2 and figure 5).

Figure 6. Thermodynamic equilibrium phase diagram of austenitic stainless steel calculated by JMatPro.
Download figure:
Standard image High-resolution image3.2. Mechanical properties
Figure 7 shows the mechanical properties of austenitic stainless steel with different processing conditions. The yield strength (YS) and ultimate tensile strength (UTS) of SCRed steel were 1510.5 MPa and 1660.4 MPa, respectively. The substantial increase in strength is mainly attributed to the ultrafine-grained structure and multiplication of dislocation [30, 31]. However, the ductility was obviously decreased, which exhibited the typical characteristics of severe plastic deformed metallic materials. After annealing at 800 °C, the YS and UTS were both decreased because the grains were fully recrystallized and the dislocation density decreased. Nevertheless, the ductility was substantially improved. A good combination of high strength (YS: 977.6 MPa, UTS: 1197.7 MPa) and ductility (elongation: 17%) was achieved.
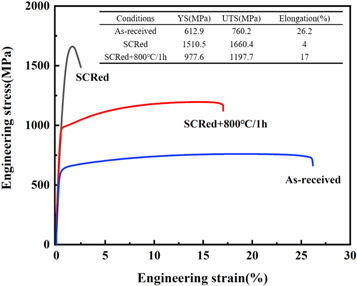
Figure 7. Engineering stress-strain curves of austenitic stainless steel with different processing conditions.
Download figure:
Standard image High-resolution image3.3. Effect of χ phase precipitated on the microstructure and mechanical properties of annealed austenitic stainless steel
Much previous research has been proved that the strength of metallic materials could be improved by severe plastic deformation due to the microstructure refinement, however with the loss of ductility. Annealing treatment is the common approach to improve the comprehensive mechanical properties of SPDed metallic materials. Nevertheless, full recrystallization occurred accompanied by the grain growth during the high-temperature annealing, which significantly weaken the effect of microstructure refinement on the strengthening.
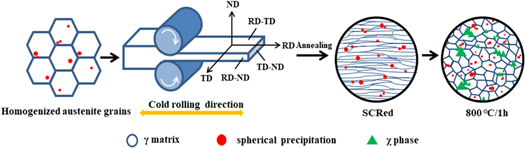
In the present study, the schematic illustration of microstructure evolution during the SCR and subsequent annealing at 800 °C is shown in figure 8. The microstructure was significantly refined after SCR due to the high plastic strain. Full recrystallization was completed after 800 °C annealing. Furthermore, spherical Cr-Mo rich second phases inside the grain and polygonal χ phase at the grain boundary were precipitated in the annealed steel, respectively.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Schematic diagram of microstructure evolution during the SCR and subsequent annealing.
Download figure:
Standard image High-resolution image{kind=link}
The χ phase was mainly precipitated at the grain boundary in the austenitic stainless steel during the annealing, which plays an important role in the inhibition of excessive grain growth. Therefore, the microstructure after annealing maintains the ultrafine-grained structure. Furthermore, χ phase and other Cr-Mo rich second precipitated phases also contribute to the precipitation strengthening. Both the grain refinement strengthening and precipitation strengthening contribute to the high strength of annealed austenitic stainless steel. It is noted that the annealing at 800 °C for 1 h may not be the best processing condition. However, this approach provides a new insight to improve the thermal stability of ultrafine-grained structure through χ phase precipitation, and thus obtain good comprehensive mechanical properties.
4. Conclusion
- (1)Ultrafine-grained microstructure of austenitic stainless steel was fabricated by SCR and subsequent 800 °C annealing. The microstructure was severely refined to the grain size of ∼100 nm after SCR. It still maintained ultrafine-grained microstructure of 780 nm after annealing. The YS, UTS, and elongation of the annealed steel are 977.6 MPa, 1197.7 MPa, and 17%, respectively.
- (2)The annealed steel exhibited high strength and good ductility, which is mainly contributed to the grain refinement strengthening and precipitation strengthening.
- (3)The SCRed steel maintained ultrafine-grained microstructure after annealing at 800 oC due to the χ phase precipitating at the grain boundary, which suppressed the grain growth during the recrystallization.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).
Disclosure statement
No conflicts of interest were reported by the authors.