

Abstract
In order to improve the tribological characteristics of Si3N4 friction pairs at high temperature, graphite powder, h-BN powder and MoS2 powder with excellent lubricating properties were added between the friction pairs. The friction and wear experiments of different powder adding stages (initial adding stage and stable friction stage) and different temperature gradients (25 °C, 100 °C, 200 °C, 300 °C, 400 °C) were carried out on the friction and wear tester. After the experiment, the worn surface was observed by SEM and ultra-depth microscope, and the lubricating powder before and after friction was analyzed by XRD. Combined with the friction coefficient recorded during the experiment, the friction reduction mechanism of powder lubrication under different conditions was analyzed and summarized. The results show that the three kinds of powder all have the best lubrication effect at the initial stage of addition. With the increase of temperature, the film-forming ability of graphite powder and h-BN powder decreases, and MoS2 powder is little affected. Therefore, the key to lubrication and wear reduction is to form a dense, stable and not easily damaged lubricating film during friction. How to form the lubricating film more easily and how to improve the performance of the lubricating film will become the next research focus.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
List of abbreviations
| C | Graphite |
| COF | Coefficient of Friction |
| Cu | Copper |
| Fe | Iron |
| h-BN | Hexagonal Boron Nitride |
| HIP | Hot Isostatic Pressing |
| MoO3 | Molybdenum Trioxide |
| MoS2 | Molybdenum Disulfide |
| MoSe2 | Molybdenum Diselenite |
| PI | Polyimide |
| PTFE | Polytetrafluoroethylene |
| Si3N4 | Silicon Nitride |
| Sn | Stannumsis |
| SnS | Tin Sulfide |
| SEM | Scanning Electron Microscope |
| XRD | X-ray Diffractometer |
| ZnO | Zinc Oxide |
1. Introduction
With the increasingly harsh working environment of mechanical parts, such as high temperature, radiation, vacuum, etc, solid lubrication has become an important means to solve friction and wear [1]. Polymers such as PTFE and PI are widely used as solid lubricating liners for sliding contact parts because of their unique molecular structure [2, 3]. However, they have the upper limit of the highest temperature, which is 260 °C and 300 °C respectively, and their wear rate increases linearly with the increase of temperature [4–7]. Even through modification and fiber reinforcement, the improvement of their high temperature resistance is not obvious [8–12]. In addition, metal composites containing solid lubricants can be obtained by powder metallurgy, such as Cu-based materials containing MoS2 and MoSe2 [13], Fe-Cu-Sn alloy containing graphite [14], nickel-based composites containing MoS2 and graphite [15], and M50-steel-based composites containing nano-ZnO and SnS [16, 17]. All of the above metal composites have good lubrication and wear-reducing effects, but there are certain restrictions on the molding methods of the materials, which are suitable for liquid solidification molding materials. With the deeper understanding of structural ceramics such as silicon nitride, Si3N4 has a very wide application prospect because of its excellent wear resistance, high hardness, high strength and stable chemical properties. Therefore, it is necessary to explore a lubrication method suitable for Si3N4 friction pair at high temperature.
Powder lubrication refers to the direct introduction of solid materials into the friction pair in the state of particles or powder, without any restrictions on the materials of the friction pair. The contact between two surfaces in relative motion is reduced by micro-motion of tiny particles such as friction, deformation, collision, extrusion and sliding roll, and finally plays the role of lubrication and protection [18, 19]. At the same time, researchers have carried out a series of research and experiments on particle lubrication. Sawyer [20] and Tian [21] used powder lubricants for casting and stripping respectively. It was found that the powder had good heat insulation and lubrication effect, and the surface quality of the workpiece was obviously improved. Shaji [22], Agarwal [23] and Saleem [24] respectively used graphite, molybdenum disulfide and boric acid powder in the field of grinding. The results show that the machining quality of the workpiece was better than that of conventional coolant. In order to better study the mechanism of particle lubrication, researchers introduced it into the clearance of sliding pair of pin-disk friction and wear tester. Wang and Kong et al [25, 26] observed the surface of the specimen dynamically using an optical microscope with a digital camera, and then summarized the failure forms of the powder layer into the following five stages: complete stage, local area failure stage, local area diffusion stage, powder adhesion stage and complete failure stage. Wang and Meng et al [27, 28] established the mathematical model of particle lubrication based on discrete element method, and studied the influence of particle film thickness, inclined plane angle and moving speed on bearing distribution. The results showed that the bearing capacity of particle lubrication was proportional to the inclined plane angle and speed of slider and inversely proportional to the thickness of particle film. In addition, external factors such as particle size [29], friction load and speed [30, 31] and surface roughness of friction pair [32] have also been studied. The results show that these external factors have an optimal value, and the influence trend on lubrication performance is U-shaped.
The above research did not highlight the characteristics that powder lubrication is suitable for high-temperature environment, nor did it apply in high-temperature environment, and its wear mechanism at different stages of powder failure was not clear. Therefore, in this paper, silicon nitride pin-disk was used as friction pair, and graphite powder, h-BN powder and MoS2 powder are used as research objects. The tribological characteristics and lubrication mechanism of them in two different lubrication stages of powder addition stage and stable stage and five different temperature gradients from room temperature to 400 °C were explored, which provided a reference for the application of powder lubrication in silicon nitride material pair at high temperature.
2. Experimental
2.1. Materials
In this experiment, silicon nitride pins and disks were provided by Beijing Zhongxing Shiqiang Ceramic Bearing Co., Ltd (Beijing, China). The size of the upper specimen pin is Ф5 mm × 10 mm, the size of the lower specimen disk is 40 mm × 20 mm × 5 mm, and the contact surface roughness is Ra0.1 ± 0.02. Physical and mechanical properties of silicon nitride are shown in table 1. Graphite powder is provide
Table 1. Physical and mechanical properties of Si3N4 ceramic samples.
| Sintering method | Volume density (g·cm−3) | Elastic modulus (GPa) | Hardness (HV) | Compressive strength (MPa) | Fracture toughness (MPa·m1/2) | Thermal expansivity (10−6·K−1) |
|---|---|---|---|---|---|---|
| HIP | 3.2 ∼ 3.3 | 300 ∼ 320 | ≥1500 | ≥3500 | 7.0 ∼ 8.0 | 3.1 ∼ 3.3 |
2.2. Tribotests
This experiment was carried out on the Rtec high-temperature friction tester (MFT-5000, United States), using reciprocating friction. The structure and principle of the experiment are shown in figure 1. The experimental one-way friction stroke is 10 mm. The experimental friction frequency is 3Hz, and the load is 30N. The initial thickness of powder layer is about 2 mm, and the ambient humidity is 39 ∼ 41%.
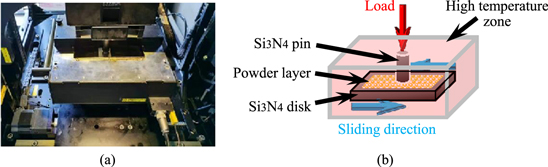
Figure 1. Structure image (a) and principle image (b) of friction tester.
Download figure:
Standard image High-resolution imageThis experiment is divided into two parts. The first part was carried out at room temperature (25 °C) for 30 min In the first 15 min, powder is added every 5 min, and the rest 15 min are not actively added. After the experiment, SEM (S-4800, Japan) was used to observe the morphology of the worn track of the specimens at the 15th minute (it is necessary to finish the experiment in advance and save the specimen samples) and at the end of the experiment. The purpose of this part of experiment is to explore the lubrication and wear reduction mechanism of powder in different lubrication stages.
The second part of the experiment was carried out at respectively 100 °C, 200 °C, 300 °C and 400 °C for 15 min, and only one powder addition was carried out at the beginning of the experiment. After the experiment, the morphology of the worn track of the specimen was observed by SEM and ultra-depth microscope (VHX-1000, Japan), and the powder after each friction experiment was analyzed by XRD (XRD-7000, Japan). The purpose of this part of experiment is to explore the lubrication and wear reduction mechanism of powder at different temperatures.
Before the experiment, the friction pair was ultrasonically cleaned with acetone for 5 min and dried with a blower. The specific experimental scheme and parameters are shown in table 2.
Table 2. Experimental scheme and parameters.
| Powder type | Experimental load | Sliding speed | Experimental duration | Experimental temperature |
|---|---|---|---|---|
| Graphite MoS2 | 30N | 0.6m·s−1 | Room temperature 30 min (Note: actively add powder every 5 min within the first 15 min) | 25 °C100 °C |
| h-BN | High temperature 15 min (Note: add powder only once at the beginning of the experiment) | 200 °C300 °C400 °C |
The friction coefficient in this experiment was recorded in real time by the friction and wear tester at intervals of 0.02 seconds, and the error rate was not higher than 0.5%. After the test, in order to obtain a good appearance of the worn surface, the worn surface was bombarded with 10KV electron beam by SEM. Because silicon nitride is non-conductive, gold spraying treatment was needed before. The depth-of-field synthesis function of ultra-depth microscope is used to synthesize the 3D map of wear marks, and the depth and width of wear marks are measured. Before and after the friction experiment, the lubricating powder was tested by XRD, and the surface of the sample was characterized with Cu Ka radiation at 40 mA and 30 kV at 0.01 ° s−1 as a scanning speed to identify the structures of different phases in the fabricated samples.
3. Results and discussion
3.1. Tribological characteristics at different lubrication stages
The friction coefficients of the three kinds of power at different lubrication stages are shown in figure 2. It is not difficult to find that graphite powder has the best lubrication effect at room temperature, followed by MoS2 powder and h-BN powder is the worst. The friction coefficient curves of graphite powder and MoS2 powder are more stable and less fluctuating than those of h-BN powder. In addition, it can be clearly seen that the friction coefficients of the three kinds of power have a cliff-like decline in each powder addition stage. The difference is that graphite and h-BN rise rapidly and remain relatively stable within tens of seconds just after the addition, while MoS2 maintains a low-friction running time of about 100 seconds after the addition, and then slowly rises to the stable stage. This is because MoS2 itself has good adhesion, which can be firmly adhered to cotton cloth or fiber, or directly applied. So it can be inferred that as long as the powder is continuously replenished or activated, the friction coefficient can always be kept low.
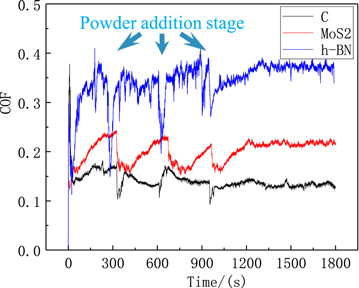
Figure 2. Friction coefficient of three kinds of power at different lubrication stages at room temperature.
Download figure:
Standard image High-resolution imageFigure 3 are the SEM images of the worn surface of three kinds of power in two different lubrication stages. It can be found that there are a large number of free power in the contact area of the three kinds of power in the addition stage. At this time, the powder layer is relatively soft and has not been fully extruded, showing a 'fish scale' small bulge. It is easy to produce shear and slip, which helps to reduce friction [36]. In the stable stage at the end of the experiment, the powder layers of the three kinds of power are relatively flat and obviously compacted, and the h-BN powder layer is even 'glazed' and cracked, which leads to a slight increase in the shear strength of the powder layer compared with just addition stage. Therefore, the friction coefficient in the stable stage is higher than that in the powder addition stage.
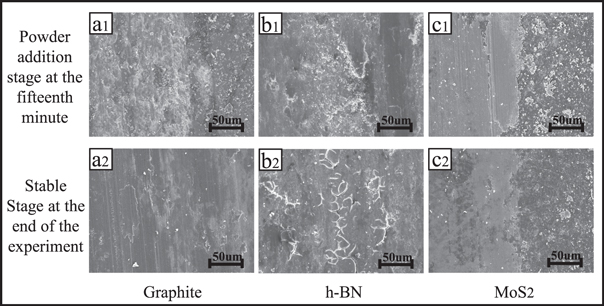
Figure 3. Surface morphology of worn track of three kinds of power at different lubrication stages at room temperature.
Download figure:
Standard image High-resolution image3.2. Tribological characteristics at different temperatures
3.2.1. Tribological behavior
The friction coefficient of the three kinds of power in different high temperature environments are shown in figure 4. The variation trend of friction coefficient of graphite powder and h-BN powder in high temperature environment is similar. At 100 °C, the friction coefficients of these two kinds of power are almost the same as those at room temperature, and they all increase slightly after 400 ∼ 500s. This is because with the gradual evaporation of water vapor in the friction environment, the bonding strength of powder decreases, and the film-forming effect weakens [37]. At 200 °C, 300 °C and 400 °C, the friction coefficients of them obviously increased and fluctuated greatly. However, they differ greatly in specific values. The friction coefficient of graphite powder is about 0.1 ∼ 0.2 at 100 °C and about 0.45 ∼ 0.65 at 200 °C to 400 °C. The friction coefficient of h-BN powder is about 0.3 ∼ 0.45 at 100 °C and about 0.55 ∼ 0.7 at 200 °C to 400 °C. The friction coefficient of MoS2 powder is about 0.2 at room temperature and below 0.1 at 100 °C to 300 °C. But at 400 °C, the friction coefficient fluctuates greatly after 600s, and has an upward trend, which is due to the oxidation of MoS2 at this time, and its oxide will be described in detail in section 3.2.3.
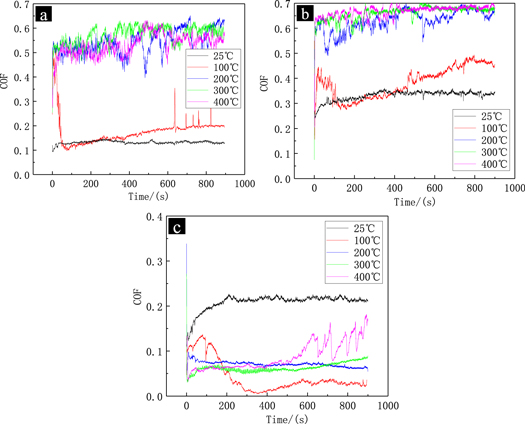
Figure 4. Friction coefficient of graphite powder (a), h-BN powder (b) and MoS2 powder (c) lubricated at different temperatures.
Download figure:
Standard image High-resolution image3.2.2. Surface morphology of worn track
Figure 5 are the morphologies of the worn surface of three kinds of power lubricated at different temperatures. It can be found that when graphite powder is lubricated at room temperature and 100 °C, the surface of the worn track is covered by a large area of lubricating film. With the increase of temperature, more and more powder is free on the surface, and the film-forming effect of the lubricating film becomes worse and the film-forming area becomes smaller. When the temperature reaches 400 °C, it can be seen that the cracking and peeling phenomenon of the lubricating film is more serious. When h-BN powder is lubricated at room temperature, the lubricating film on the surface of the worn track appears serious fracture. At 100 °C to 400 °C, there is a large amount of free powder on the worn surface, and there is no flake lubricating film, so the film-forming effect becomes poor at high temperature. Compared with the two kinds of power, MoS2 powder has obvious differences. At room temperature to 300 °C, there is a layer of dense and smooth lubricating film on the surface of the wear mark, so the friction coefficient is good. However, at 400 °C, the boundary between the lubricating film and the non-worn area is not obvious, and the lubricating film is damaged, which directly leads to the fluctuation and increase of the friction coefficient after 600s.
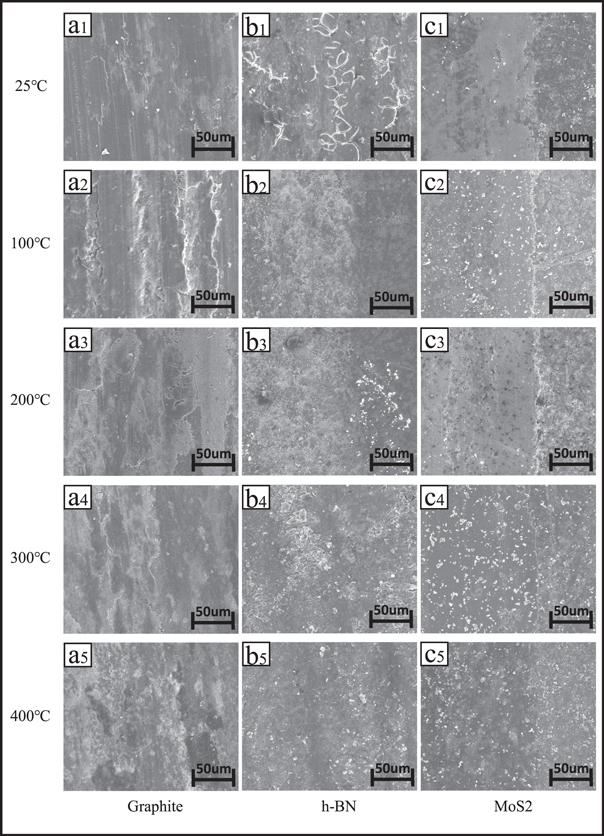
Figure 5. Surface morphology of worn track of three kinds of power lubricated at different temperatures.
Download figure:
Standard image High-resolution imageFigure 6 shows the three-dimensional morphology of worn track of three kinds of power at 400 °C. It can be seen from the figure that when graphite powder and h-BN powder are used for lubrication, the worn track depth of the lower specimen is 157.3 μm and 172.8 μm respectively. When MoS2 powder is used for lubrication, the depth of the worn track is only 24.96 μm and the width is obviously narrowed. Therefore, MoS2 powder has obvious protective effect on the specimen.
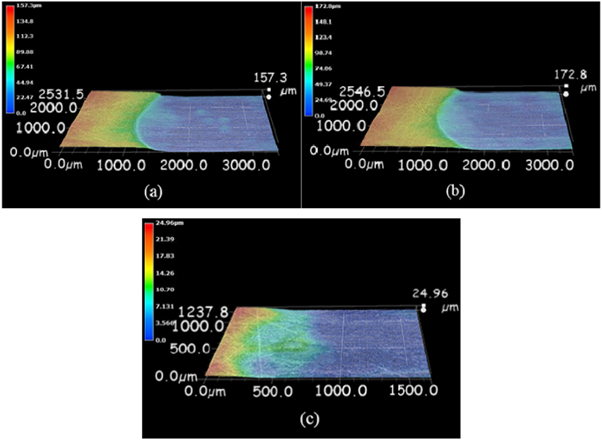
Figure 6. Three-dimensional image of worn track of graphite powder (a), h-BN powder (b) and MoS2 powder (c) during lubrication at 400 °C.
Download figure:
Standard image High-resolution imageThrough the analysis of the friction coefficient curves, the topography of the worn surface and the three-dimensional images of the wear marks of the three kinds of powder at different temperatures, it is found that when there is a relatively complete lubricating film on the worn surface, the corresponding friction coefficient is small and the depth of the wear marks is also small. Therefore, whether a dense and undamaged lubricating film can be formed in the process of friction is the key to realize lubrication and wear reduction.
3.2.3. Phase analysis of powder after high-temperature friction
In order to further clarify the lubrication mechanism of three kinds of different power in high temperature environment, the power after friction at room temperature, 200 °C and 400 °C were collected and analyzed by XRD, as shown in figure 7. It is obvious that no other new phases are detected in graphite powder and h-BN powder, while new phases are formed in MoS2 powder at 400 °C. In fact, graphite will be oxidized to CO2 when heated above 325 °C in an aerobic environment [32], but it is not detected in this analysis because it is in gaseous form. MoS2 will slowly oxidize to MoO3 when heated to 350 °C in aerobic environment, and its hardness will increase [38, 39]. Therefore, at 400 °C, the friction coefficient of MoS2 powder fluctuates obviously after 600s and tends to increase.
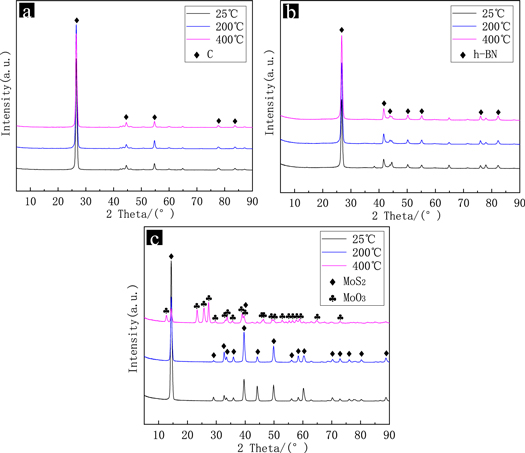
Figure 7. XRD patterns of graphite powder (a), h-BN powder (b) and MoS2 powder (c) after friction at different temperatures.
Download figure:
Standard image High-resolution image3.3. Discussion
In this experiment, graphite powder has good lubrication effect at room temperature and 100 °C, MoS2 powder shows good lubrication effect at room temperature to 300 °C and 600s before 400 °C, and the friction coefficient is below 0.2 in the above cases. However, the overall lubrication effect of h-BN powder is not ideal, and the friction coefficient is above 0.3. According to the analysis of figure 5, the friction pairs with small friction coefficient have a dense lubricating film on the surface of the wear marks. The lubricating film can avoid the direct contact between the upper and lower specimens, has low shear strength, and plays the role of lubrication and friction reduction. As the temperature continues to rise, the water vapor in the high-temperature environment is gradually evaporated, resulting in the poor bonding strength between graphite powder and h-BN powder. Moreover, the lubricating film breaks during sliding, forming free granular powder. And the hardness and strength of the powder gradually increase with the increase of temperature, which eventually leads to the deterioration of lubrication effect [40]. The bonding strength of MoS2 powder is less affected by temperature change. The lubricating film can maintain a good morphology from room temperature to 300 °C.
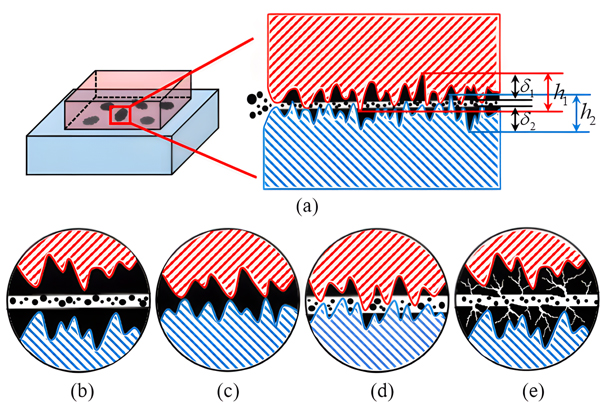
In order to better explain the mechanism of particle lubrication, an evolution model as shown in figure 8 is established. When two solid surfaces contact, the actual contact only occurs on a very small part of the apparent area, and the micro morphology of the actual contact part is composed of convex peaks with different heights, as shown in figure 8(a). The distance from the highest point to the lowest point of the peak of the upper and lower specimens is denoted by h1 and h2 respectively, and the maximum thickness of the lubricating film formed by the upper and lower specimens is denoted by δ1 and δ2 respectively. This can be divided into the following three situations:
- (1)δ1 + δ2 > h1 + h2, as shown in figure 8(b). In such cases, the thickness of the lubricating film between the friction pairs is greater than the highest value of the peak. At this time, the lubricating film covers all peaks and the surface is flat, avoiding direct contact between the upper and lower test pieces, which has good lubrication and wear reduction effects.
- (2)δ1 + δ2 > h1 + h2, as shown in figure 8(c). In this case, the thickness of the lubricating film between the friction pairs is equal to the highest value of the peak. At this time, the lubricating film just covers the highest peak. As the friction continues, the lubricating film may break at any time, leading to increased wear.
- (3)δ1 + δ2 > h1 + h2, as shown in figure 8(d). In this case, the thickness of the lubricating film between the friction pairs is less than the highest value of the peak. At this time, the thickness of the lubricating film is thin, and the peaks on the surfaces of the upper and lower specimens are exposed and in direct contact, resulting in high friction coefficient and serious wear.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Evolution model of particle lubrication mechanism.
Download figure:
Standard image High-resolution image{kind=link}
In addition, with the increase of temperature, the bonding strength of the powder lubricating layer decreases, which leads to the rupture of the lubricating film. Finally, the powder is discharged from the friction pair gap in a free state along with the friction movement, as shown in figure 8(e). This will cause the lubrication state to change from the first case to the third case, which will make the lubrication failure and aggravate the wear.
Therefore, when applying particle lubrication, the proper solid powder lubricant should be selected first to ensure that the friction pair can be in the first case for a long time.
4. Conclusion
In this paper, the friction experiments with graphite powder, MoS2 powder and h-BN powder at different stages and temperatures are carried out, and the tribological characteristics and lubrication mechanism are analyzed. The conclusions are as follows:
- (1)The friction coefficients of the three kinds of power in the addition stage are obviously smaller than those in the stable stage. Therefore, the friction process should be kept in the powder adding stage as much as possible, and good sealing conditions should be ensured.
- (2)Graphite powder has better lubrication effect at room temperature and 100 °C, and MoS2 powder has better lubrication effect at 100 °C to 300 °C and 400 °C for a short time.
- (3)With the increase of temperature, the lubricating film formed by graphite powder and h-BN powder gradually breaks down, which is discharged from the friction pair gap in the form of free powder, resulting in lubrication failure. Therefore, lubricant powder with strong film-forming ability should be selected, or the film-forming ability of lubricant powder should be improved in some way.
- (4)The key to lubrication and wear reduction is to form a dense, stable and not easily damaged lubricating film during friction. Therefore, improving the performance of the lubricating film will be the direction and focus of the next research.
Acknowledgments
The authors acknowledge the collective support granted by the National Natural Science Foundation of China (No. 51975388, No. 52105196), Department of Education of Liaoning Province (No. LJKZ0597), Natural Science Foundation of Liaoning Province (No. 2020-BS-159), Shenyang Talent Project (No. RC210343).
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).