
Abstract
The high purity erbium (Er) with purity ≥ 99.9% was rolled with accumulated deformation of 80%, and the deformed high purity Er was annealed at different temperatures. The microstructure and properties of deformed high purity Er during annealing were studied by means of electron back-scatter diffraction (EBSD) and microhardness tester, respectively. Experimental results showed that after annealing, the deformed microstructure was replaced by fine equiaxed grains. The microstructure and grain orientation distributed were most homogeneously when annealing temperature was 570 °C. And the recrystallization grains component increased with the annealing temperatures increased until 570 °C. After annealing progress, there was a progressive reduction of Low-Angle Grain Boundaries (LAGBs) fraction and a subsequent increase in High-Angle Grain Boundaries (HAGBs). The microhardness of rolled samples was higher than annealed samples, and decreased with increase of the temperatures due to the recovery, recrystallization and grain growth of the Er metal when the annealing temperature less than 570 °C. The microhardness increased a little after annealing at 620 °C. The optimum annealing temperature was 570 °C for high purity Er metal with 80% rolling deformation.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
In recent years, special function thin film materials have been used in numerous microelectronics industries such as semiconductor chips, optical devices and magnetic, recording media, as well as solar cells [1–5]. The advanced technology industry's demand for higher integrated circuit density and performance has forced the thickness of gate dielectric layer to decrease rapidly [6]. However, the application of conventional films as gate oxide is reaching its limit [7, 8]. More and more literatures reported replacement of the conventional films layer by rare earth oxides with dielectrics possessing stable, low leakage and high permittivity dielectric thin films [9–11]. Er2O3 has been recommended to replace SiO2 for solving reliability issues. The Er2O3 films deposited on substrates by magnetron sputtering with high purity erbium (Er) target was studied by many reporters [12–14]. The target material is the key material in the magnetron sputtering process. Its quality and purity play a crucial role in the quality of special functional films in microelectronics industry [15, 16]. In order to obtain high-quality sputtered films, it is desirable to obtain high-purity sputtering targets with fine grain and uniform microstructure under the condition of meeting the requirements of chemical purity. A lot of methods can refine grain size and modify texture. Lei et al [17] studied the effect of annealing on the texture and mechanical properties of pure Mg by ECAP at room temperature, a large number of equiaxed grains appeared and the microstructure was the most homogeneous after annealing at 200 °C. Alibeyki et al [18] studied the effect of intercritical annealing on the microstructure and mechanical properties of a low carbon steel, the result showed that intercritical annealing of cold-rolled martensite was a viable technique for grain refinement of dual phase steels. Ha et al [19] demonstrated that grain refinement of thin sheets can be achieved through pack extrusion. However, the grain refinement of rare earth targets was rarely investigated. A lot rare earth targets can not satisfy the need of industrial sputtering targets. Therefore, it is very important to optimize the microstructure and texture of rare earth targets.
At present, the preparation technology of sputtering target has been paid more and more attention. A lot of reporters improved the existing processing technology, especially to optimize the deformation and recrystallization structure and texture of targets by rolling and annealing. Hagihara et al [20] showed that the forging and treatment manufactured a sputtering target and the sputtering target was capable of achieving refinement and uniformity of crystal grains. Oda et al [21] investigated the tantalum spattering target that having excellent film forming properties and the method capable of stably manufacturing the target can be provided by improving and devising plastic working steps such as forging and rolling and a heat treatment step. The preparation of Er metal target has not been studied, because of its difficult deformation and active chemical properties. Most importantly, there are few studies on the annealing and recrystallization of Er metal. Therefore, it is very difficult to prepare fine-grained and uniform textured Er target.
In this paper, electron backscattering diffraction (EBSD) and hardness tester were used to characterize the microstructure evolution of 80% rolled Er target at different annealing temperatures in vacuum. The effect of annealing temperature on recrystallization behavior of high purity Er target was studied, and the influence law of annealing temperature on recrystallization microstructure and uniformity of Er target was revealed, so as to provide technical guidance and theoretical basis for industrial production of Er target.
2. Experimental procedure
The high purity Er with purity ≥ 99.9% was rolled with accumulated deformation of 80%. The deformed samples having a dimension of 110 mm × 55 mm × 6 mm, test samples were sectioned by a wire electric discharge machining. The deformed samples were then annealed at different temperatures of 470 °C, 520 °C, 570 °C and 620 °C for 30 min with the vacuum less than 10–1Pa. The cross sections of the samples were cut in the vertical direction for the investigation of microstructure observation and microhardness test. The detected region was marked in green as shown in figure 1. All samples were ground down to 5000# grit SiC grinding paper and mechanically polished by 1.5 μm diamond paste. About electron backscatter diffraction (EBSD) examination, the samples were prepared by mechanical grinding and polished with a polishing step of 0.5 μm diamond paste. After that, the samples were final polished by Cross section Polisher. EBSD analysis was carried out using ZEISS-Sigma500 scanning electron microscope equipped with an Oxford-symmetry accessory to investigate the recrystallization process of the samples. Vickers microhardness measurements were performed using a HVS-1000A Vickers microhardness tester at a load of 3 N and a dwell time of 10 s. The vickers microhardness of five samples was measured in three sets of data at each region and repeated three times for each sample and the average value was obtained.
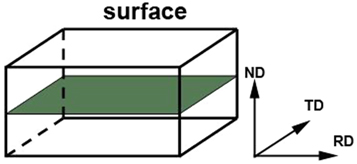
Figure 1. The detected cross-section for EBSD and microhardness test.
Download figure:
Standard image High-resolution image3. Result and discussion
EBSD analysis results on the microstructures of high purity Er with 80% rolling reductions and samples annealed at 470 °C, 520 °C, 570 °C and 620 °C are shown in inverse pole figures (figure 2). The EBSD data was carried out by data collection software. The microstructures of Er annealing at different temperatures were analyzed by inverse pole figures. As seen from figure 2(a) the microstructure was non-uniform and many grain boundaries were not clear because high purity Er was heavily deformed. Due to the heavy deformation, the areas where the Kikuchi patterns could not be properly indexed were marked out by white ellipses. Because, the higher the dislocation density was, the lower the pattern quality was [22, 23]. The lattice distortion became more and more serious when the dislocation density was high enough, which made the Kikuchi patterns could not be recognized by EBSD detector. It was worth noting that the microstructure shown a strong 〈0001〉 deformation texture and a minor 〈0110〉 texture. After annealing at 470 °C, inhomogeneous microstructure can be observed in figure 2(b). Some areas were similar to the microstructure of figure 2(a), because some of the deformed microstructure was still existed. Some areas were significantly inhomogeneous and very small size nucleated recrystallised grains were detected clearly, which was due to partial recrystallization occurred. It was well known that recrystallization process was controlled by two distinct factors—stored energy of adjacent deformed grains and energy of grain boundary. In the low temperature 470 °C, the thermal activation energy of recrystallization process was low, the rate of nucleation of recrystallised grains was slow and their growth was also needed for longer time [22]. Therefore the inhomogeneity of grain size was the typical microstructure. After annealing at 520 °C, the equiaxed grains can be observed in figure 2(c). With the annealing temperature increasing, the nucleation rate of recrystallization grains increased and the grains grown uniformly. When the annealing temperature reached 570 °C, the fine grains were found to distribute homogeneously in the sample as shown in figure 2(d). And the orientation of grains was homogeneous, too. After annealing at 620 °C, some grains grow up obviously and twin crystal can be seen in figure 2(e). The microstructure became inhomogeneous with the continuous increase of annealing temperature. And the twin crystal induced by grain boundary migration during annealing process at high temperature. In general, the deformed microstructure was replaced by equiaxed grains after annealing process. The microstructure and grain orientation distribution were most homogeneously when annealing temperature was 570 °C.
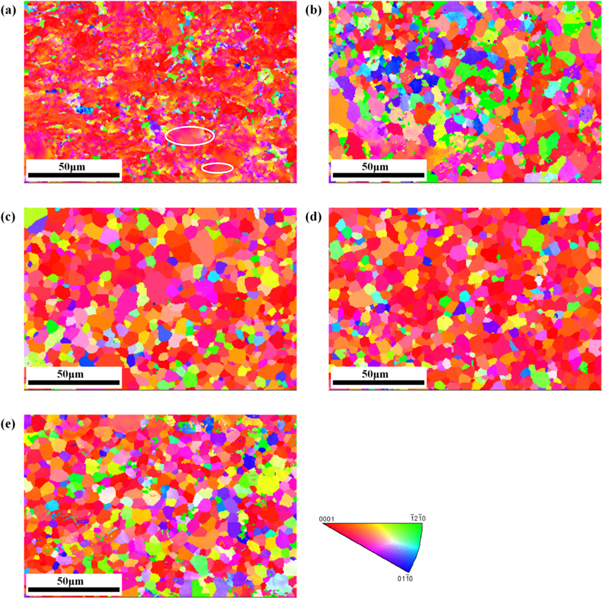
Figure 2. The inverse pole figures of high pure Er rolled and annealed at different temperatures: (a) Rolled sample; (b) Annealed at 470 °C; (c) Annealed at 520 °C; (d) Annealed at 570 °C; (e) Annealed at 620 °C.
Download figure:
Standard image High-resolution imageThe grain size distributions of rolled and annealed samples are shown in figure 3. As can be seen from figure 3(a), the average grain size was less than 10 μm, but the distribution was significantly inhomogeneous due to a large number of grains were broken and Kikuchi patterns could not be properly indexed the larger deformed regions. Comparison of the grain size distributions (figures 3(b)–(d)) shows no significant effect of the annealing temperatures from 470 °C to 570 °C on the average equivalent grain diameter in high purity Er after rolling. The grain size distribution was relatively dispersed as shown in figure 3(e). The measured average values less than 10 μm in all specimens. However, increased annealing temperature led to the microstructure inhomogeneity when annealing at 620 °C.
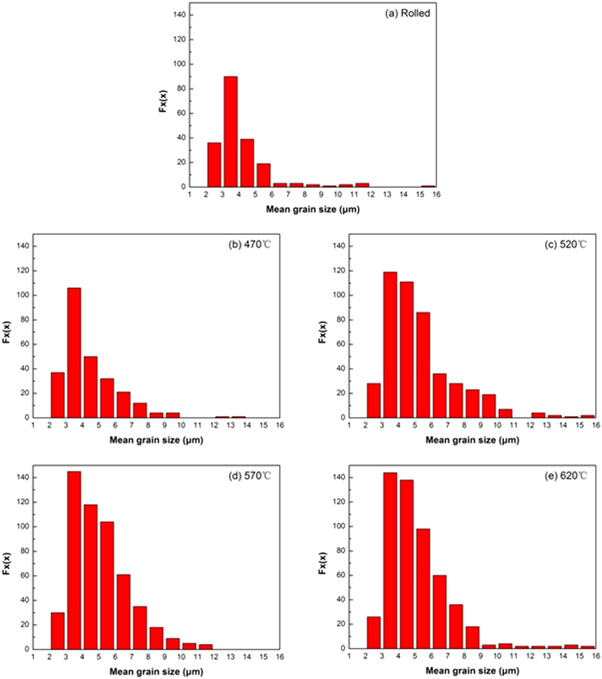
Figure 3. The grain size maps for high pure Er samples rolled and annealed at different temperatures.
Download figure:
Standard image High-resolution imageThe grain distribution characteristics of the high pure Er rolled and annealed at different temperatures are shown in figure 4. It can be observed that the deformation areas of rolled sample accounted for 70.3%, as shown in figure 4(a). That was due to rolling deformation, the microstructure mainly existed in the form of deformation grains. After annealing at 470 °C, substructure grains dominated the microstructure of the sample, as shown in figure 4(b). The substructure grains accounted for 53.7% and recrystallization grains accounted for 44.9% of the measured area. During this stage, the climbing motion of dislocation and the recombination of dislocations form a lower angle substructure [24, 25]. That was static recovery and partial recrystallization occurred due to the low temperature. With the increase of annealing temperature to 520 °C (figure 4(c)), the recrystallization grains increased to 95.7%. The substructure grains decreased from 53.7% to 3.77% rapidly. And the deformed grains nearly disappeared. When the temperature up to 570 °C (figure 4(d)), the proportion of recrystallization grains was 98.0%, the deformed grain and substructure grain decreased to 0.66% and 1.32%, respectively. The recrystallization was fully completed at 570 °C. The recrystallization structure accounted for 82.8% after annealing at 620 °C. As a result of higher temperature, the new large grains without distortion were formed due to grain growth rate was faster. When the annealing temperature was higher than 620 °C, the recrystallization became worse.
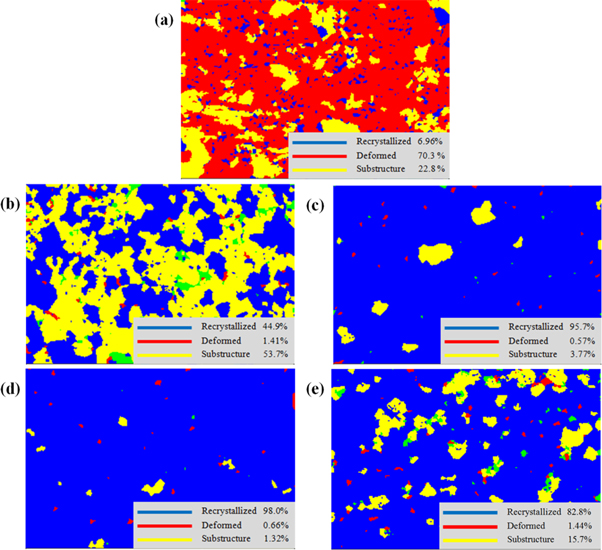
Figure 4. Grain distribution characteristics of the high pure Er rolled and annealed at different temperatures: (a) Rolled sample; (b) Annealed at 470 °C; (c) Annealed at 520 °C; (d) Annealed at 570 °C; (e) Annealed at 620 °C.
Download figure:
Standard image High-resolution imageA distribution of grain boundary character for rolled and annealed conditions for high purity Er samples is shown in figure 5. Most of the misorientation angles were less than 15°. The region was dominated by Low-Angle Grain Boundaries (LAGBs) due to the local dislocation entanglements during the rolling process (figure 5(a)) [26]. After annealing progress, there was a progressive reduction of LAGBs fraction and a subsequent increase in High-Angle Grain Boundaries (HAGBs) that can be associated with the recrystallization and grain growth (figures 5(b)–(d)). And all phenomena were attributed to the release of the stored energy from previous deformation and numerous equiaxed grains growth, which were similar to the prior study of Zhu et al [27] and Lei et al [17]. However, the grain boundary character of annealed at 620 °C was different from others due to the grain boundaries migration and twin crystal (figure 5(e)).
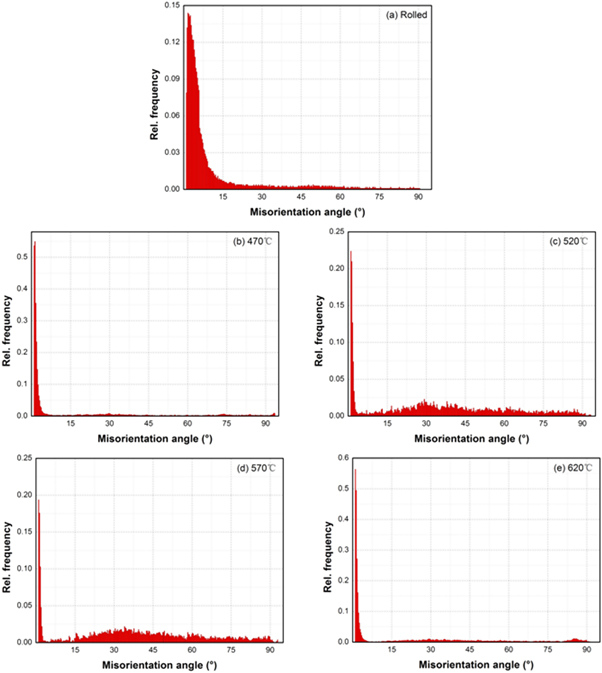
Figure 5. The corresponding misorientation angle distributions for high pure Er samples rolled and annealed at different temperatures.
Download figure:
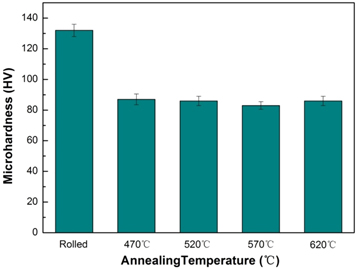
Standard image High-resolution imageChange in microhardness values after annealing was an effective measure of the efficiency of recovery processes. The microhardness measured for rolled and annealed conditions for high purity Er samples are shown in figure 6. It was obvious that microhardness of rolled high pure Er samples decreased obviously after annealing process. There was a positive correlation between the stored energy of microstructure and the microhardness [28]. The density of stored dislocations in the deformation microstructure was higher and there were more deformation substructures. Therefore, the microhardness of rolled samples was higher. After annealing at 470 °C, the microhardness decreased from 132 HV to 87 HV rapidly, that was due to recovery and partial recrystallisation processes. The microhardness decreased slowly with increase in annealing temperature from 470 °C to 570 °C, and the microhardness was 86HV and 83HV after annealing at 520 °C and 570 °C. The decline of microhardness by increasing the temperature was due to recrystallization processes and this was reported by Nasiri et al [29]. During the annealing process, the dislocations were annihilated by sliding and climbing in the matrix. The dislocation density decreased significantly and a lot of stored energy was released. At the same time, recrystallization fully occurred in the matrix. The dislocation density in the grains was low, resulting in the decrease of average microhardness. After annealing at 620 °C, the microhardness showed slight increase [30]. These microhardness results were highly consistent with the examinations of the microstructure evolution in the previous context.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Microhardness of high pure Er rolled and annealed at different temperatures.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
In summary, we have investigated the effect of annealing temperatures on the microstructure, recrystallization and microhardness of high purity Er metal. The main conclusions can be demonstrated as follows:
- (1)The irregular microstructure of rolled sample was replaced by regular fine equiaxed grains after annealing, and the microstructure and grain orientation distributed were most homogeneously when annealing at 570 °C. With the annealing temperature increasing, the grain orientation was homogeneous. The measured grain sizes were less than 10 μm in all specimens.
- (2)In the rolling process, very little dynamic recrystallization occurred. The recrystallization grains proportion increased with the annealing temperature increased except 620 °C. And the recrystallization fully completed at 570 °C. There was a progressive reduction of LAGBs fraction and a subsequent increase in HAGBs due to increase of recrystallization proportion.
- (3)The microhardness of rolled high pure Er samples decreased obviously after annealing in vacuum. And the microhardness decreased with the annealing temperatures increased due to the recovery, the recrystallization and the grain growth of the Er matrix before 570 °C. The microhardness increased after annealing at 620 °C.
Acknowledgments
The authors gratefully acknowledge to the financial support for this research from National Key Research and Development Program of China (No. 2017YFB0405901) and National Natural Science Foundation of China (No.51504036, 51604033).
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.