
Abstract
Micrometer scale zirconia toughened alumina particles (ZTAp) reinforced high chromium cast iron (HCCI) matrix composites were prepared by the non-pressure infiltration casting process, which solved the poor compounding of micrometer scale ceramic particle preforms under seepage. The effects of the microstructure and the mechanical properties of ZTAp reinforced HCCI matrix composites by micro-powder contents in the preforms were systematically investigated. Alloy powder content of 65 wt.%, 55 wt.%, 45 wt.%, 35 wt.% and 25 wt.% was added to the composite material respectively. Phases of the composites was identified by optical microscope (OM), energy dispersive spectrometer (EDS) and x-ray diffraction (XRD). The best compressive properties of the composites were obtained when the content of alloy powder at 45 wt.%, which the strain reached 6.32% with a stress of 1229.63 ± 39.05 MPa. The fracture mechanism of the ZTAp reinforced HCCI composites mainly was brittle fracture and the ductile fracture was minor. This study shows that the addition of micrometer powder was contributed to improve the organization and properties of the ZTAp reinforced HCCI matrix composites. The reinforcement mechanism of composites not only depends on the load sharing of the reinforcing particles, the strength of the matrix was also critical.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Ceramic particle reinforced metal matrix composites (CPRMMCs) are prepared by casting infiltration have attracted attention widely. CPRMMCs have been used in many engineering components due to their low cost, high specific modulus, good wear resistance and other excellent properties [1–7]. The ceramic particles pin into the iron matrix can improve the overall strength of the composites and the metal matrix can protect the brittle ceramic particles. At the same time, ceramic particles playing the role of absorbing the strong impact under high stress conditions [8–12]. This conclusion provides a research direction for the optimal design of the traditional steel wear-resistant materials. Relevant studies have shown that the properties of composites are closely related to the size and distribution of reinforcement [13, 14].
Harichandran, et al [15] reported a significant improvement in ductility and impact toughness of nano/micro-particle reinforced iron matrix composites. Zheng et al [16] improved the compounding effect of composites by adding titanium alloy adhesives and which have better properties. Schlenther et al [17] studied Al2O3P/steel composites fracture toughness which show that Brittle ceramic materials increase cracking sources in composites. Li et al [18] analyzed that the experimental results by stress-strain curves which shows that the strength of the composite material has relationships with the toughness of the reinforcements largely. Lu et al [19] studied uniaxial compression properties of Al2O3/40Cr steel composites and the toughening mechanism was revealed by three-dimensional network interpenetrating structure and toughening of composite was determined by analyzing the crack propagation behavior.
In previous work [20–23] researched that the particles reinforced metal matrix composites with honeycomb ceramic structure were prepared has the properties which close to the layered structure under the premise of cost saving. On this basis, Influence of different holes/hole walls on compressive mechanical properties was studied, which was in line with the results predicted by the simulation software. Apart from this, Affects the wear resistance of composite materials was found by studying the ceramic volume fraction in composites.
The relevant researchers have done a lot of excellent work and achieved good results. However, systematic experimental studies on the infiltration of micrometer size ceramic particle preforms as well as their organization and mechanical properties under the casting process have been scarce. Therefore, on the basis of the relevant workers, zirconia toughens alumina ceramic particles which has advantages of a certain degree of toughness were selected as the reinforcement material in this work and iron-based alloy micro powder was used as the metal liquid infiltration assistance. The high chromium cast iron was chosen as matrix material. ZTAp reinforced HCCI matrix columnar structure composite was prepared by non-pressure infiltration casting process.
In this study, the effect of different powder content in the preform on microstructure and mechanical properties of composites was analyzed, which is helpful to reveal the strengthening mechanism of micron-grade ceramic particles under non- pressure casting.
2. Experimental details
The preparation of CPRMMCs includes two processes: the preparation of ZTA porous preforms and the infiltration of liquid metal from high-chromium cast iron into porous ceramics. In this study, ZTA ceramic particles with the equivalent diameter of 120–125 μm as the strengthening phase and the high chromium cast iron (tables 1 and 2) were selected as the matrix materials. Iron based alloy powder (0.5%C, 2%Si, 1.2%B, 12%Cr, 30%Ni) was used as liquid metal penetrant propellant (in wt.%).
Table 1. Chemical composition of HCCI.
| Elements | C | Si | Cr | Mn | Ni | Mo | Fe |
| Content(wt.%) | 2.8–3.0 | 0.4–0.6 | 24–26 | 0.6–0.8 | 0.3–0.5 | 0.4–0.7 | Bal. |
Table 2. Physical and chemical parameters of ZTA ceramic particle.
| ZTA ceramic particle | Weight percent (wt.%) | ||
|---|---|---|---|
| Al2O3 | ZrO2 | Diameter (μm) | |
| Parameters | 60 | 40 | 120–125 |
In the prepared process of ZTA preform, 65 wt.%, 55 wt.%, 45 wt.%, 35 wt.% and 25 wt.% micro-powder was added in the ball mill tank respectively and hybrid with ZTA ceramic particles. Three percent mass fraction of the binder sodium silicate (Na2O·nSiO2·nH2O) was added to the above mixture, after which it was placed on a ball mill jar and ground at a uniform speed of 150 rpm for 10 min. And then, taken out the mixture and sieve with aperture 125 μm was used to screened. Later, prefabricated the mixture into columnar porous ceramics, which were fixed in sand model cavity with size of 60 mm × 70 mm × 100 mm and were preheated to 300 ℃. The HCCI was heated to molten state by medium frequency induction melting furnace, and the molten state metal liquid was poured into the mold cavity at 1530 ± 10°C. So that the metal liquid through the gap of the ceramic preform smoothly permeate into the ceramic preform and completely fill the ceramic preform. And it was held in the sand mold for 24 h to obtain ZTAp reinforced HCCI matrix composite. The samples were cut by a spark wire cutting machine.
3. Characterization methods
The optical microscope (OM, LEICA EZ4D) and scanning electron microscope (SEM, ZEISS EVO) were used to observe the metallographic structure, interface microstructure and fracture morphology of the composites. X-ray diffraction (XRD, EMPYREAN PANALYTIC) was employed to identify the phase which 2θ region is 10° ∼ 90° and measures the phase volume fraction of the composites with the scanning rate of 2°/min. Meanwhile, the volume fraction of different phases in the composites was analyzed by Image-Pro Plus software. The compressive mechanical properties of the sample were tested by universal testing machine (Utilize Shimadzu AG-IS) with the compression rate is 0.4 mm min−1. Compression specimens were prepared according to the national standard GB/T232–2010, the specimen size was 15 mm × 15 mm × 25 mm, and the surface of the specimen was polished.
4. Results and discussion
Figures 1(a) and (b) is a typical SEM image of the ZTA particles and powder morphology in the natural state. Irregularities in the surface of the particles can increase their contact area with the matrix. The melting point of alloy powder is 1050 ℃∼1150 ℃, and it melts at pouring temperature to improve the spacing between particles. The mixtures of ZTA particles and alloy powder were shown in figure 1(c) and the powders distributed between the particles that to improve the flow of molten metal in the preform. Figure 1(d) shows that the physical picture of composites.

Figure 1. The SEM images of raw materials and composites: (a) ZTA particles; (b) Alloy powder; (c) The mixture of ZTA particles and powder; (d) Composites.
Download figure:
Standard image High-resolution imageThe variation as the ZTAp distribution in matrix with 65 wt.%, 45 wt.%, 25 wt.% powder content were shown in figures 2(a)∼(c). It can be seen that ZTA ceramic particles were distributed in the matrix uniformly. At the same time, the ZTA ceramic particles volume fraction in the sample of metal matrix composite increased from 16.23% to 39.47% was shown in figure 2(d).

Figure 2. Metallography of composites with different alloy powder content and its relationship to particle volume fraction: (a) 65 wt.% powder content; (b) 45 wt.% powder content; (c) 25 wt.% powder content; (d) The ZTA volume fraction of composite.
Download figure:
Standard image High-resolution imageIn order to identify the phases of the composites, the kind of elements and contents was measured by EDS and the results was shown in figure 3. The EDS spectrogram sampling points were shown in figure 3(a). Figures 3(b) and (c) shows the results of the EDS spectra obtained by different positions of lining in the matrix. EDS energy spectrum curve analysis of point 1 shows the main elements were C, Fe, Cr, of which the C element content for 10.26 wt.%. The carbide type of the point 1 position can be confirmed as the M7C3 by semi-qualitative determined through the mass fraction conversion to atomic ratio. Apart from this, the Fe, Cr element content was higher in the point 2 area. The alloy powder in the preform will solid solution into the metal liquid that increase the ratio of Fe/C. The point 2 area maybe is γ-Fe phase in the matrix of the composite region.
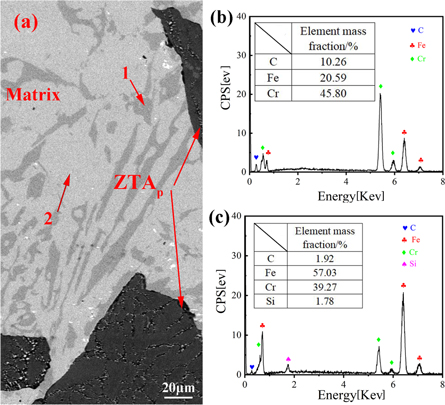
Figure 3. EDS spectrum results of the composites: (a) The point position diagram; (b) point 1; (c) point 2.
Download figure:
Standard image High-resolution imageTo identify the phases in the ZTAp reinforced HCCI matrix composites, the metallic matrix and composite samples were examined by XRD. It can be seen in figure 4(f) that the metallic matrix mainly composed of γ-Fe (Austenite) and M7C3-type carbide phases (M = Cr, Fe). Manganese was a strong austenite stabilizing element. At austenitizing temperatures, the equilibrium concentration of the carbide and alloying element (mainly chromium) in austenite increased, prevented pearlite precipitation, stabilized the austenite and reduced the Ms point temperature [24]. Due to the addition of a large number of Cr in white cast iron, in which the (Fe, Cr) 3C carbide change into (Fe, Cr) 7C3 carbide. This alloy carbide was very hard that giving the high chromium cast iron excellent wear resistance and hardness [25, 26].

Figure 4. XRD pattern of ZTAP reinforced HCCI matrix composites with different powder content.
Download figure:
Standard image High-resolution imageWhile the diffraction peaks of α-Al2O3, t-ZrO2, m-ZrO2, M7C3 carbide and γ-Fe were detected in samples with different addition ratios of powders in figures 4(a) ∼ (e). The XRD intensities of the various phases differ in absorption or reflection that not only depending on the phase content, but also on the crystalline quality of the phase itself and the presence of other phases in the composites. The intensity of the XRD diffraction peak can approximate the contents of the phases in which it was found [27, 28]. It was observed by the XRD results found that the intensity (absolute intensity) of the 44.5° peak (γ-Fe) first decreases and then increases as the content of powder decreases in the composites. The micrometer scale powder on the elements in the molten iron during the infiltrated casting process will reduces the content of C element in the composite zone accordingly that causes the grain of γ-Fe to grow [29, 30]. With the reduction of micrometer scale alloy powder, the C element in the γ-Fe phase is saturated and then precipitated during solidification process that leading to an increase in carbides and a decrease in the absolute contents of the γ-Fe phase. However, the diffraction peak of Fe increases abruptly when the alloy powder contents was reduced to 25 wt.%, which may be the huge temperature difference between the ZTA ceramic and the liquid metal as well as the increased ceramic content. The liquid metal grows on the ceramic surface in the same direction that appears to significantly increase the orientation in these directions forms a preferential orientation, which results in increases the intensity of the diffraction peak of γ-Fe (absolute intensity).
The volume fraction of phases in the matrix between ZTA particles was by statistical analysis was shown in figure 5. The carbides in the matrix increased from 17.98 vol.% to 24.96 vol.% with the alloy powder content decreased. The variations carbon content increases the overall hardness and wear resistance of the composite material [31]. The melting of alloy powders provides penetration channels for liquid metal infiltrated, which facilitates liquid metal into the ZTA ceramic preform. With the content of alloy powder decreases that change the organization in the matrix from sub-eutectic to eutectic tissues [32–34]. The primary carbides are uniformly distributed in the matrix, which becomes coarse and irregular gradually as the alloy powder content decreases. The carbide morphology changes from a continuous network to isolated short rods of carbides.

Figure 5. Relationship between alloying powder content and volume fraction of phase in composites.
Download figure:
Standard image High-resolution imageThe ZTA particles in the metal matrix are evenly distributed in three dimensions and thus avoiding more sources of cracking. Compared with large particles (2 ∼ 3 mm), the micrometer ZTA ceramic particles was provides more nucleation points for the solidification of the molten metal and plays a fundamental role in the refinement of grain size of the composites. The Hall-Petch equation relates the strength with the average grain size(d)[35]:

Where ky is the strengthening coefficient (characteristic constant of each material)
Figure 6 shows the compressive mechanical properties of the composites with alloy powder additions of 65 wt.%, 55 wt.%, 45 wt.%, 35 wt.%, and 25 wt.%, respectively. The compressive strength was obtained by taking the stress values at the highest point of each curve. It can be seen that compressive strength of the specimen first increases and then decreases as the content of alloy powder decreases. It was observed that the best compressive mechanical properties were obtained with the amount of the powder content is 45%. When the strain reached 3.8%, the plastic deformation started of the ZTAP reinforced HCCI composites, which was contributed harder ceramic particles absorbed the load. The yielding phase begins at 5.5% of the strain which stress is 1105.84 ± 25.46 Mpa. The compressive strength reaches a maximum value of 1229.63 ± 39.05 MPa with strain of 6.32%. ZTA ceramic particles lead to grain refinement of composite regions, this effect results in the difference of grain orientation in the composites region, which impedes or prevents the dislocation movement on the continuous sliding surface [36, 37].
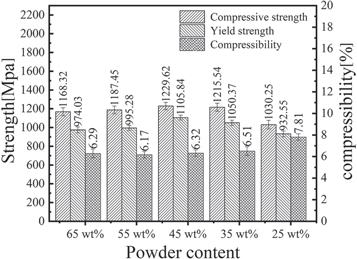
Figure 6. The compressive mechanical properties and compressibility of composites with different powder contents.
Download figure:
Standard image High-resolution imageFigure 7 shows the compression fracture SEM morphology of the ZTAP reinforced HCCI composites. The macroscopic topography of the compression fracture was shown in figure 7(a). It can be seen that the cracks around the ceramic not visible, which indicates that the ceramic bonded to the matrix with is well. Figures 7(b)–(d) shows the fraction topography of the composites with different content powders of 65 wt.%, 45 wt.% and 25 wt.%, respectively. It can be learned that small amount of void-mode fracture was present with powder content of 65 wt.%. As the alloy powder contents decreases, the fracture of the matrix in the composite's region breaks along cleavage surface, and the fracture region is crystalline or reflective with small facets. A large number of ligamentous bands appear on the matrix. The river pattern is also seen in the diagram as short and continuous, with small adjacent planes meeting in a tear pattern, and the tear marks are evident. Cracks was caused by the defect's holes in the matrix and the interface between the ceramic particles and matrix, where easy lead to the cracks expand [38–40]. The interface between the carbides and the substrate is irregular due to different grain orientations and prone to defect locations. Meanwhile the carbides in the matrix extrude and cut against the softer metal under high strength load to form crack sources.

Figure 7. Compression fracture morphology with composites.
Download figure:
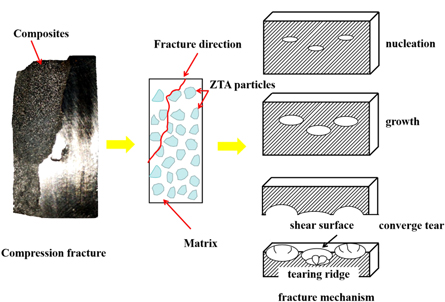
Standard image High-resolution imageFigure 8 show that the fracture mechanism of the composites. The reinforcing particles have a strong inhibitory effect on the crack propagation of the composite under smaller loads. The excellent microscopic properties increase the macroscopic compressive strength of the composite. Ceramics are fixed to the matrix as hard points and cuts the continuity of the matrix alloy [41, 42]. The uniform distribution of the reinforcing particles in the matrix makes it extremely easy for the micropores to form and expand uniformly in the composite cross-section. This reduces the instantaneous fracture of the composites during use. The micropores and second-phase particles in the matrix act as a source of cracks and these small cracks grow and eventually tear the remaining joints in a plastic manner. The initial and subsequent growth of the small cracks on the fractured fracture becomes the small planes, while the final plastic way of tearing is represented by tearing of the tearing ridge (or dimple bands). The large amount of residual austenite in high-chromium cast iron is protective of the carbides distributed in the matrix. The presence of residual austenite eliminates the brittleness and hinders the propagation of cracks. In summary, the fracture behavior of composites is a mixture of brittle and ductile fractures.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Compression fracture mechanism of composites.
Download figure:
Standard image High-resolution image{kind=link}
5. Conclusions
In this work, microstructure, and properties of ZTAp reinforced HCCI matrix composites with different additive of micrometer scale powder were studied. The following conclusions can be drawn:
- (1)The volume fraction of the composites with the addition of alloying powder was up to 39.47%. M7C3 carbides and γ-Fe were present in the matrix and the organization changed from sub-eutectic to eutectic as the alloying powder decreased. The carbide volume fraction was increased from 17.89% to 24.96%.
- (2)The best compressive performance was achieved when the alloy powder content at 45%. Its yield strength was 1105.84 ± 25.37Mpa. the compressive strength was 1229.62 ± 39.01 Mpa when the compression ratio was 6.32%. The particles were pinned into the matrix, hindering the plastic deformation of the composites.
- (3)The main compression fracture mechanism of composites is brittle fracture with a small number of tearing ridges. It was a mixed brittle and ductile fracture.
Acknowledgments
This work was funded by the Talent Training Program of Kunming University of Science and Technology, China (KKSY201901004) and supported by Yunnan Fundamental Research Projects (grant NO. 202001AU070084).