
Abstract
In this work, as-cast rare earth Mg-2Y-0.6Nd-0.5Zr alloy was successfully processed by forging at 350 °C and different numbers of passes of equal channel angular pressing (ECAP) along the Bc route. The effects of ECAP on the microstructure, texture and mechanical properties of a pre-forged Mg-2Y-0.6Nd-0.5Zr alloy were systematically investigated in this paper. The grain size of the alloy was refined from 140 μm to 1.9 μm by forging + ECAP. The alloy has obtained a uniform and fine microstructure under the action of dynamic recrystallization (DRX) during the ECAP process. The forged sample exhibited a strong basal texture. However, the alloy that was processed with ECAP had a tilted texture; the basal orientation was weakened, and the cylindrical and pyramidal orientation was enhanced. An analysis of the mechanical properties showed that the alloy exhibited favorable tensile strength and elongation of 262 MPa and 22.4% after forging and 4 passes of ECAP, which were increased by 118% and 113% compared with the as-cast sample. The alloy strength decreased slightly due to textural transformation and a high degree of recrystallization during ECAP, while the plasticity of the alloy that underwent 6 ECAP passes increased to 25.2%. The results show that the combination processing of forging and ECAP provides a new approach for optimizing the mechanical properties of magnesium alloys.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Magnesium alloys are the lightest metallic structural material with high specific strength; and favorable heat dissipation, shock absorption and biocompatibility properties, and thus have in very broad application prospects in transportation, aerospace, biomedical and other fields [1–3]. Rare earth (RE) elements (such as Nd, Gd, and Y) have good biocompatibility, and their addition to magnesium alloys can improve the mechanical and corrosion resistance properties of magnesium alloys [4, 5]. However, as-cast Mg alloys have coarse grains, exhibit severe segregation, and include many oxidation inclusions. Furthermore, magnesium alloys have fewer slip systems that can be activated, a low absolute strength, low plasticity, and poor formability at room temperature, which limits their application [6]. Therefore, it is of great significance to further study and improve the preparation and processing of high-performance rare-earth magnesium alloys [7–10].
The incompatibility of the strength and plasticity of metal materials seriously affects its engineering application. In recent years, severe plastic deformation processes, such as accumulative roll bonding(ARB) [11], multi-axial compression(MAC) [12], high-pressure torsion(HPT) [10] and equal channel angular pressing(ECAP) [13], have refined magnesium alloy grains and improved the performance of magnesium alloys. In particular, ECAP can ensure that the sample diameter does not change. Multi-pass ECAP can obtain a uniform submicron or even nanocrystalline structure, which has been widely studied [14, 15]. There are four process routes for ECAP: Route A (sample is not rotated), route BA (sample is rotated by 90° alternately), route Bc (sample is rotated by 90° in the same direction), and route C (sample is rotated by 180°) [16]. Figure 1 is a schematic diagram of the different routes.

Figure 1. Four routes of the ECAP process.
Download figure:
Standard image High-resolution imageKadiyan et al [17] applied ECAP deformation and subsequent heat treatment of a copper alloy to significantly refine the grains and greatly improve their comprehensive mechanical properties. Ma et al [18] found that the grain size and mechanical properties of Mg-4.9Zn-1.4Re-0.7Zr alloy were almost unchanged after 32 passes and 8 passes after ECAP. Orlov et al [19] studied that the superfine grain structure obtained in an extruded ZK60 alloy after ECAP had favorable strength and plasticity of 351 MPa and 17.1%, respectively. For as-cast Mg-Y-Nd rare-earth magnesium alloys with poor plastic deformation ability, cracking and crushing are prone to occur when severe plastic deformation is carried out directly by ECAP and other methods, and it is difficult to obtain satisfactory results. Tan et al [20] found that the plasticity of the magnesium alloy after 7-pass pre-rolling was not higher than 10% due to work hardening, but it could reduce the temperature of ECAP to prevent grain growth. Previous studies often focused on higher passes and different temperatures of EACP.The industrial application and material utilization of pretreatment + ECAP are still realistic goals pursued by researchers.
In this paper, a combination of forging and ECAP was performed on the as-cast Mg-2Y-0.6Nd-0.5Zr alloy to simultaneously improve the strength and plasticity, but the process of combining forging and ECAP technology has rarely been proposed. Simple and effective forging is expected to save material costs, shorten processing time, and obtain excellent mechanical properties at a lower ECAP pass. The effect and mechanism of pre-forging + ECAP on the grain size, slip system, microtexture, and mechanical properties of the alloy were studied, which provides a research basis and approach for grain refinement of rare earth magnesium alloys.
2. Materials and methods
The experimental as-cast Mg-2Y-0.6Nd-0.5Zr alloy was made by self-smelting. The alloy composition is shown in table 1. The original material was forged, the ingot was free-forged after 15 min of heating at 350 °C, the forging ratio was approximately 1.8, and air cooling was selected after forging. The head and tail of the forged specimen were cut off and then processed into a cylindrical metal bar with a diameter of 12 mm, and length of 80 mm for subsequent ECAP experiments.
Table 1. Composition of the alloy.
| Element | Y | Nd | Zr | Mg |
|---|---|---|---|---|
| Percentage of mass (wt%) | 2 | 0.6 | 0.5 | Bal. |
A schematic diagram of the ECAP die is shown in figure 2. The die was made of H13 steel with an internal intersection angle (Φ) of 120° and a diplomatic angle (Ψ) of 30°. The equivalent strain (εN) of each pass of ECAP is calculated according to the theoretical calculation formula (1) proposed by Iwasashi et al [21].

where N represents the passes of ECAP,Φ is the internal intersection angle, ψ is the diplomatic angle, and εN = 0.622. The extrusion direction of the sample was defined as ED, the vertical extrusion direction was defined as ND, and the direction perpendicular to the ED-ND plane was defined as TD. The ECAP was carried out on a SANS-CMT5205 microcomputer-controlled electronic universal mechanical testing machine. Oil and graphite were used as lubricants to reduce the friction between the sample and the channel. The pressing path was the Bc path (90° of rotation in the same direction per pass), and 1, 2, 4 and 6 passes were processed, at 360 °C with a pressing speed of 0.4 mm/s. The sample and die were preheated and insulated for 10 min before each pass.
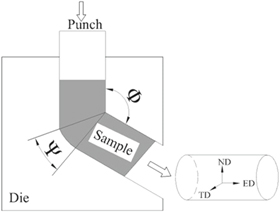
Figure 2. Schematic diagram of the ECAP principle.
Download figure:
Standard image High-resolution imageAn Olympus-BH2 optical microscope was used to observe and analyze the microstructure of the specimen. For the etching solution, 4% nitric acid alcohol + (0.82 g picric acid, 14 ml alcohol, 2 ml distilled water, 4 ml glacial acetic acid) was used to etch the ED-ND plane of the sample for 5 ̃ 10 s. Grain size statistics were obtained with Image-Pro Plus image analysis software. Along with the ED of the round bar sample, the sheet-shaped tensile samples with a length of 20 mm, a thickness of 1 mm, and a width of 6 mm were machined, and the plane of the tensile sample was perpendicular to the ND. The tensile sample size is shown in figure 3. A room temperature tensile test was performed with an Instron5565 tensile testing machine with a video extensometer at a rate of extension of 1 mm/min. Each parameter tensile specimen has three sets of parallel samples to obtain more accurate results. The morphology of the resulting tensile fracture was observed with a SUPRA40-type field emission scanning electron microscope (SEM). The macroscopic analysis of the texture of the specimen was carried out on a Bruker D8-ADVANCE X-ray diffractometer. A Hitachi S-3400N scanning electron microscope was used for the electron backscattered diffraction (EBSD) test with a scanning step of 0.2 μm and an acceleration voltage of 20 kV.
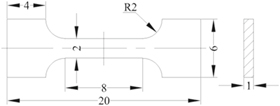
Figure 3. The dimensions of specimens used for the tensile tests (mm).
Download figure:
Standard image High-resolution image3. Results and discussion
3.1 Microstructure evolution
Figure 4 exhibits the microstructure of the Mg-2Y-0.6Nd-0.5Zr alloy after forging and ECAP. Figure 4(a) shows that the microstructure of the as-cast alloy is composed of coarse equiaxed grains with an average grain size of 140 μm. After forging at 350 °C, the grain size is significantly refined to 25 μm, and twins are generated in individual grains, as shown in figure 4(b). In this case, the twins can change the orientation of grains and make the grain rotate in the easiest slip system direction [22, 23]. With 1 ECAP pass, most of the grains can be refined to 15 μm due to the introduction of a large number of strain variables, as shown in figure 4(c). However, the microstructure is not uniform. With an increase in the number of passes, the large grains in the alloy are cut and broken under the action of shear stress and divided into several small grains. Uniform and fine equiaxed grains are formed, as shown in figure 4(f).
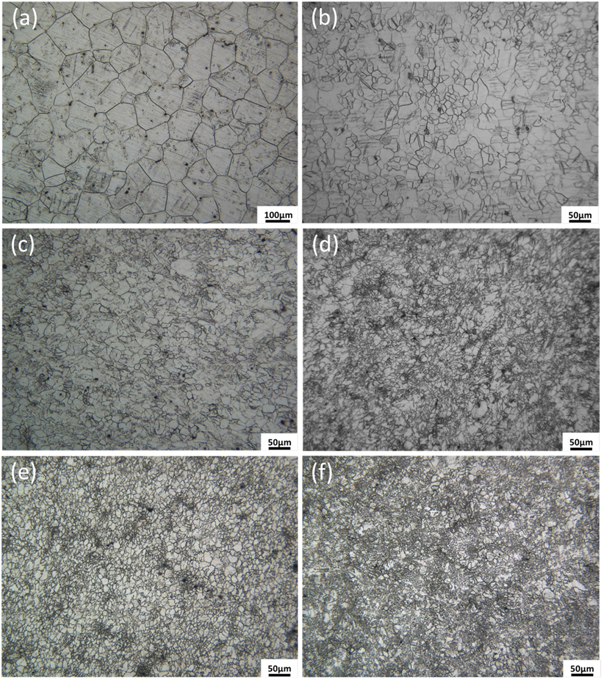
Figure 4. Microstructure of Mg-2Y-0.6Nd-0.5Zr alloy: (a) as-cast; (b) as-forged; (c) after 1 pass; (d) after 2 passes; (e) after 4 passes; (f) after 6 passes.
Download figure:
Standard image High-resolution imageFor a clear observation of the microstructure, EBSD analysis was performed. Figure 5 shows the inverse pole figure (IPF) diagrams of the forged samples after ECAP. In figure 5(a), the appearance of twins in the forged sample, twin boundaries are introduced into the grains. The orientations of the grains on both sides of the twin boundaries are different. The appearance of these interfaces refines the grains and hinders the movement of dislocations. The average grain size decreases and the microstructure becomes more uniform with an increase in the number of passes, as shown in figures 5(c), 5(d). However, the alloy has no twinning after ECAP due to grain refinement and texture rearrangement. In addition, due to the high deformation temperature, the critical resolved shear stress (CRSS) of the non-basal slip system is greatly reduced. Non-basal slip systems, such as {10  0}〈11
0}〈11  0〉, and {10
0〉, and {10 1}〈11
1}〈11 0〉, also participated in the deformation, causing the crystal orientation change [24]. As shown in figure 6(b), the disappearance of the peak at an orientation angle of 86° also confirmed that {10
0〉, also participated in the deformation, causing the crystal orientation change [24]. As shown in figure 6(b), the disappearance of the peak at an orientation angle of 86° also confirmed that {10 2} twins were not observed in the sample after ECAP.
2} twins were not observed in the sample after ECAP.
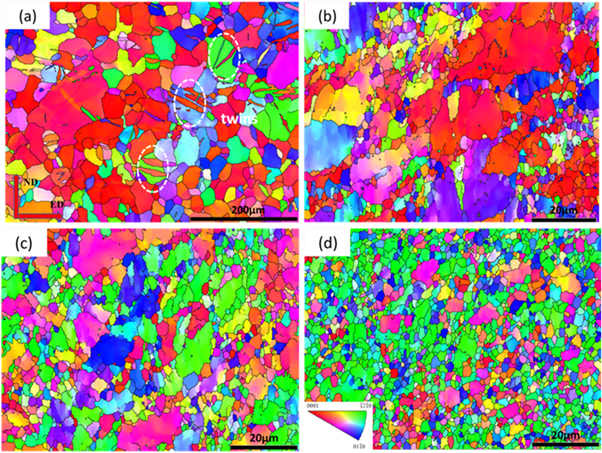
Figure 5. EBSD inverse pole figure maps of the Mg-2Y-0.6Nd-0.5Zr alloy after different numbers of ECAP passes: (a) as-forged; (b) after 2 passes; (c) after 4 passes; (d)after 6 passes.
Download figure:
Standard image High-resolution image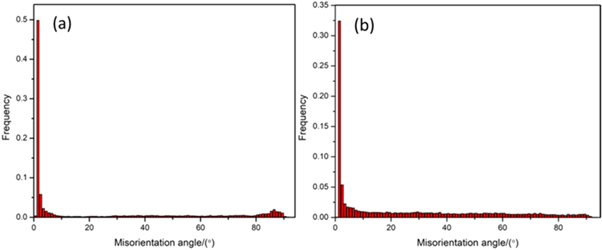
Figure 6. The misorientation angle of the forged and ECAPed Mg-2Y-0.6Nd-0.5Zr alloys: (a) as-forged (b) as- ECAPed.
Download figure:
Standard image High-resolution imageFigure 7 shows diagrams of the low-angle grain boundaries (LAGBs) and high-angle grain boundaries (HAGBs) after different numbers of passes. The green and black lines indicate the LAGBs and HAGBs respectively. It can be seen from figure 7(b) that the proportion of LAGBs increases after 2 passes of ECAP. A complex cell structure is formed by the interaction between dislocations accumulated in the alloy after forging. According to the theory of low-energy dislocations, the cell structure with high energy rearranges the dislocations into a low-energy dislocation structure through the recovery process and finally forms subgrain boundary (LAGBs) [25]. The LAGBs rotate under the action of a shear force and eventually transform into HAGBs to form an ultrafine-grained structure [26]. As figure 7(d) shows, compared with that of the forged alloys, the proportion of LAGBs decreases after each ECAP passes, while the proportion of HAGBs increases.

Figure 7. Grain boundary diagrams of the forged Mg-2Y-0.6Nd-0.5Zr alloy after ECAP : (a) as-forged; (b) after 2passes; (c) after 4 passes; (d) after 6 passes;.
Download figure:
Standard image High-resolution image3.2 Dynamic recrystallization during the ECAP process.
The kernel average misorientation (KAM) map obtained in EBSD can be used to characterize the density of dislocation, which reflects the degree of grain deformation. The KAM map and average KAM values of magnesium alloy after forging and ECAP are shown in figure 8. The blue and green indicate low and high dislocation density regions, respectively. Generally, the KAM in deformed grains is high due to the high density of dislocations (> 1). On the contrary, the KAM in the recrystallized grains is lower (<1) [27]. The large green area indicates that the dislocation density of most of the grains is high after 2 passes of ECAP in figure 8(b). As the number of ECAP passes increases, a significant reduction in dislocation density can be observed in the ECAPed microstructure shown in figures 8(b) to 8(d).
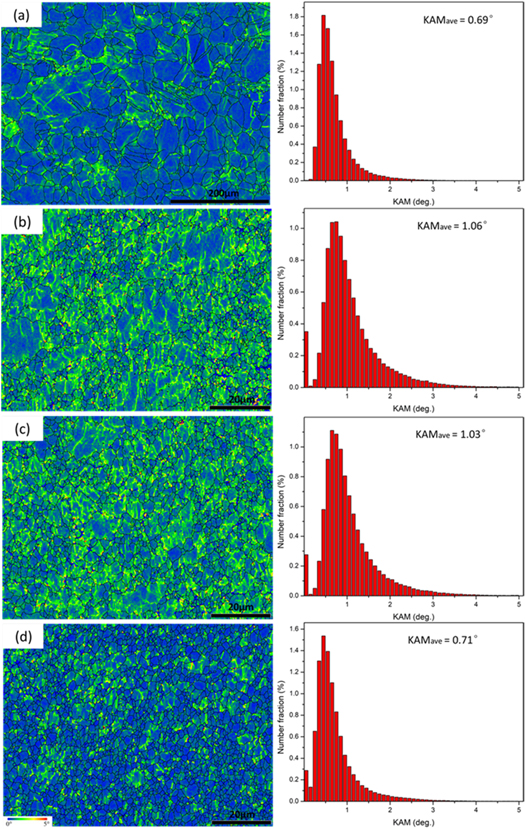
Figure 8. KAM maps of the forged Mg-2Y-0.6Nd-0.5Zr alloy after ECAP: (a) as-forged; (b) after 2 passes; (c) after 4 passes; (d) after 6 passes.
Download figure:
Standard image High-resolution imageFigure 9 displays the recrystallized grain distribution in the alloy after forging and ECAP for a different number of passes. Figure 9(a) shows that the recrystallized grain size in the forged alloy structure is large. The grain refinement effect is obvious after 2 passes. The coarse recrystallized grains become many fine recrystallized grains. During the ECAP process, the shear deformation causes a large number of dislocation tangles and shear bands and generates a large storage energy, and the alloy has a high recrystallization rate after leaving the shear zone [28]. The proportion of recrystallization in the alloy continues to rise with increasing strain during ECAP, and the DRX is nearly complete, as shown in figure 9(d). Many fine and uniform large-angle dynamic recrystallized grains with low dislocation density were observed in 6 passes. Due to the gradual decrease in the alloy grain size, the slip and rotation of grain boundaries can also accommodate the deformation, and dislocation slip is no longer the only deformation mechanism. Moreover, the recrystallization also gradually increases, and the grain orientation of the alloy becomes random. This result shows that multi-pass ECAP weakens the preferred orientation.
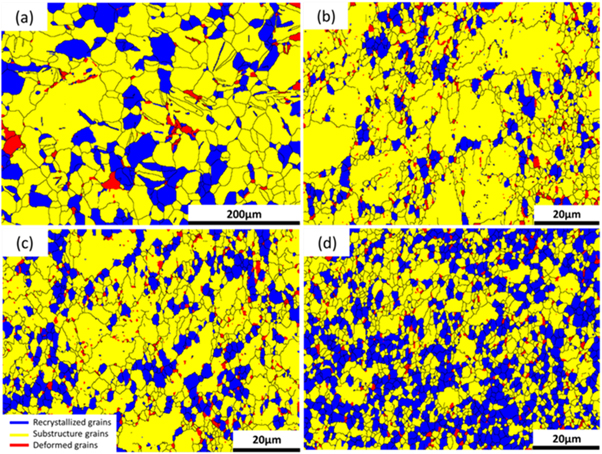
Figure 9. Grain boundary diagrams of the forged Mg-2Y-0.6Nd-0.5Zr alloy after ECAP : (a) as-forged; (b) after 2 passes; (c) after 4 passes; (d) after 6 passes.
Download figure:
Standard image High-resolution image3.1. Evolution of a micro-texture
Figure 10 shows the pole figure of the Mg-2Y-0.6Nd-0.5Zr alloy after forging and ECAP for a different number of passes. As shown in figure 10, it is apparent that the texture strength gradually decreases with an increase in the number of passes. This is consistent with the textural evolution of the Mg-Al-Ca-Mn alloy multi-pass ECAP process described by Huang et al [29]. Figure 10(a) is the pole figure of the as-cast sample. The orientation is random and the shape is dispersed. However, the forged sample has an obvious preferred orientation. Figure 10(b) shows that the basal plane pole figure of the forged alloy is mainly composed of two parts. The center is a typical basal texture, and the (0001) basal plane is parallel to the forged plane. The other part of the basal plane is close to the perimeter, with a maximum polar density of 13.87. As shown in figure 10(c), after 2 ECAP passes, the orientation of the basal plane is deflected, approximately 45° from the extrusion direction, which is the texture commonly seen after the ECAP of magnesium alloys (Max = 9.25). The orientation of the basal plane changes again after 4 passes, and the basal plane of the grains approaches the center of the circle. Compared with that for 4 passes, the maximum polar density after 6 passes decreases in figure 10(e). The maximum polar density in figure 10(e) is reduced to 7.02, due to the increase in the dynamic recrystallization (DRX) degree and the randomly distributed grain orientation tending after 6 passes.
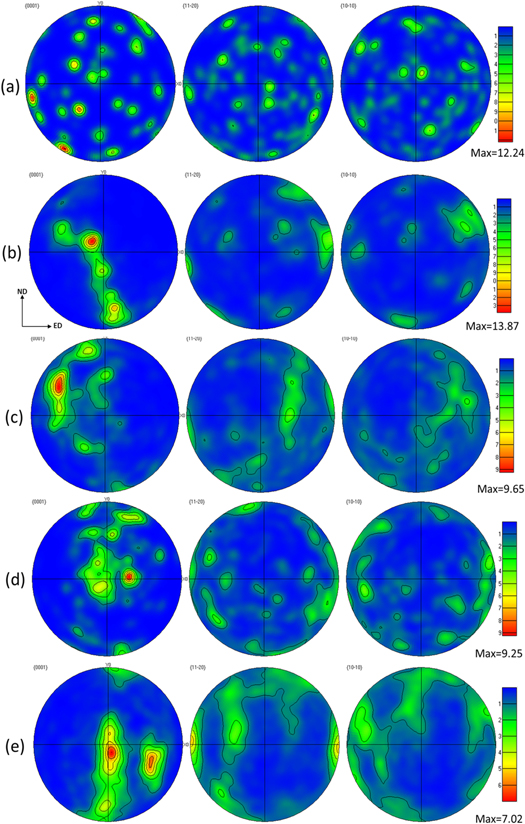
Figure 10. The pole figure for the forged Mg-2Y-0.6Nd-0.5Zr alloy after a different number of ECAP passes: (a) as-cast (b)as-forged; (c) after 2 passes; (d) after 4 passes; (e) after 6 passes.
Download figure:
Standard image High-resolution image3.4 The effect of forging and ECAP on the mechanical properties of alloys
Figure 11 shows the room temperature tensile curves of the Mg-2Y-0.6Nd-0.5Zr alloy. The tensile results and grain sizes of the alloys in different states are listed in table 2. It can be seen in table 2 that due to casting defects and coarse grain size, the ultimate tensile strength (UTS) and elongation of the as-cast alloy are relatively low at 120 MPa and 10.5%, respectively. Compared to the as-cast alloy, the forged alloy UTS significantly increases to 244 MPa, and the elongation increases to only 12.3%. From the micro-texture analysis results, the forged alloy has a strong basal texture, and the basal texture is in a hard orientation during tensile testing, which helps to improve the strength of the alloy. Grain refinement can improve the strength and plasticity of the material, but work hardening decreases the plasticity. Therefore, under the joint action of the two aspects, the plasticity of the forged alloy increases less, as shown in table 2. According to the classical Hall-Petch relationship, the strength of a material increases with decreasing grain size; however, the strength decreases with decreasing grain size in this experiment. Researchers have found that the mechanical properties of a magnesium alloy after ECAP are not only related to the grain size but also closely related to the texture [30–32]. After 1 ECAP pass of the forged alloy, the tensile strength is 233 MPa, the elongation is 17.4%, and the grain size is refined from 25 μm to 14.8 μm. After 1 ECAP pass, the basal texture is greatly reduced, which reduces the strength of the alloy. The softening effect caused by dynamic recovery and textural transformation exceeds the strengthening effect due to grain size reduction, resulting in a decrease in the alloy strength after 1 pass. However, the ductility is improved with grain refinement. The strength and plasticity of the alloy significantly improve after ECAP processing. After 4 ECAP passes, the tensile strength and elongation of the alloy continue to increase to 262 MPa and 22.4%, respectively. The grain size of the alloy after 6 passes is very fine, and the corresponding tensile strength and elongation are 258 MPa and 25.2%, respectively. The refined grains after 6 passes have a strong ability to coordinate and deform and the dislocation participating in the deformation is reduced. In addition, the high degree of recrystallization reduces the dislocation density of the alloy, resulting in the strength of the sample being lower than the strength after 4 passes, while the plasticity is further enhanced.

Figure 11. Room temperature tensile curves of Mg-2Y-0.6Nd-0.5Zr alloy under different conditions.
Download figure:
Standard image High-resolution imageTable 2. The grain size and mechanical properties of the samples.
| State | Grain size (μm) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| As-cast | 140.00 | 120.00 | 10.50 |
| As-forged | 25.00 | 244.00 | 12.30 |
| 1-pass | 14.80 | 233.00 | 17.40 |
| 2-passes | 4.50 | 247.00 | 19.70 |
| 4-passes | 3.00 | 262.00 | 22.40 |
| 6-passes | 1.90 | 258.00 | 25.20 |
Based on the above analysis of the mechanical properties, it can be seen that the texture plays an important role in the change of mechanical properties during the ECAP process. The influence of the texture on the mechanical properties is mainly related to the Schmid factor (SF) [33]. Figure 12 presents the probability map of the basal plane SF distribution for the forged Mg-2Y-0.6Nd-0.5Zr alloy after ECAP. The SF of the forged alloy is small with an average value of approximately 0.229, which is caused by the strong basal texture; the basal planes of the grains are parallel to the ED. The slip system is difficult to activate when the SF is close to 0, thereby improving the strength of the alloy. The average SF value increases to 0.316 after 2 ECAP passes. This is due to the formation of a typically inclined texture. Consequently, although the grain size of the alloy decreases after 2 passes, the strength is improved. However, the texture transformation and dynamic recovery soften the alloy, resulting in a small increase in strength. The SF maps and distribution probabilities of the basal plane, prismatic plane, and pyramidal plane of the alloy that underwent 4 ECAP passes are shown in figure 13. The average SF values corresponding to prismatic 〈a〉 slip and pyramidal 〈c + a〉 slip of the alloy are 0.326 and 0.397, respectively (figures 13(b) and 13(c)). The excellent ductility of the alloy after ECAP is mainly attributed to the high SF for prismatic 〈a〉 slip and pyramidal 〈c + a〉 slip [34]. ECAP deformation leads to changes in the microstructure orientation and the formation of new textures, indicating that the basal orientation is weakened. Non-basal slip becomes the main deformation mechanism during the plastic deformation of magnesium alloys [35].

Figure 12. The {0001} basal plane SF distribution probabilities of forged Mg-2Y-0.6Nd-0.5Zr alloy after different passes of ECAP: (a) as-forged, (b) after 2 passes, (c) after 4 passes, and (d) after 6 passes.
Download figure:
Standard image High-resolution image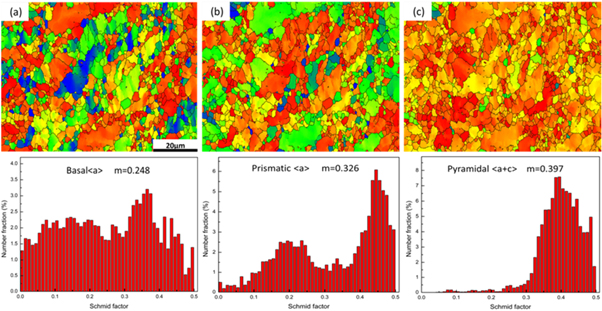
Figure 13. SF maps and distribution probabilities of forged Mg-2Y-0.6Nd-0.5Zr alloy after 4 ECAP passes: (a) {0001} basal plane SF distribution; (b) {10  0} prismatic plane SF distribution; (c) {10
0} prismatic plane SF distribution; (c) {10  1} pyramidal plane SF distribution.
1} pyramidal plane SF distribution.
Download figure:
Standard image High-resolution imageFigure 14 shows the fracture morphology of the Mg-2Y-0.6Nd-0.5Zr alloy after the room temperature tensile test observed with SEM. The fracture of the as-cast alloy is perpendicular to the direction of tensile stress. The large cleavage steps and tearing edges indicate that typical brittle fracture occurs in the as-cast alloy (figure 14(a)). Compared with that in the as-cast state, the grain size in the forged sample in figure 14(b) significantly reduces, and large and shallow dimples begin to appear on the fracture surface. However, there are still a few tearing edges, and the alloy plasticity improves. After 1 ECAP pass, additional dimples are observed along the fracture, indicating that the plasticity significantly improves. Figure 14(e), f shows that the number of dimples in the fracture after 4 and 6 passes further increases, and the size is smaller and more uniform. The fracture and the tensile direction are at an angle of 45°, showing typical plastic fracture characteristics [36]. The transition from cleavage to a ductile fracture mechanism is mainly affected by grain refinement and textural rearrangement [37].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 14. Tensile fracture morphologies of the Mg-2Y-0.6Nd-0.5Zr alloy observed with SEM: (a) as-cast; (b) as-forged; (c) after 1 pass; (d) after 2 passes; (e) after 4 passes; (f) after 6 passes.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
- (1)After forging at 350 °C, the average grain size of the as-cast Mg-2Y-0.6Nd-0.5Zr alloy structure is refined from 140 μm to 25 μm. As the ECAP process continues, the DRX behavior is promoted, and the grain size is significantly refined. The microstructure of the as-ECAPed alloy consists of uniform and fine equiaxed grains with an average grain size of 1.9 μm.
- (2)The strength of the basal texture gradually decreases with an increase in the number of ECAP passes, and the non-basal slip system becomes activated. ECAP can weaken the texture of the alloy and randomize its grain orientation. After 6 ECAP passes, the maximum pole density is reduced to 7.02 from the forged state of 13.87, and the preferred orientation of the alloy is weakened.
- (3)The tensile strength of the forged alloy is increased from the original 120 MPa to 244 MPa, which is 103% higher than that of the as-cast state. The 4-passes ECAP-treated Mg-2Y-0.6Nd-0.5Zr alloy has a UTS of 262 MPa and an elongation of 22.4%. The plasticity increases to 25.2% after 6 ECAP passes. However, due to the combined effect of the texture and a high degree of recrystallization, the strength of the alloy decreases slightly.
Acknowledgments
This research was supported by the National Natural Science Foundation of China, grant number 51661007, Science and Technology Fund of Guizhou Province, grant number (2017)1022, Science and Technology Plan Project of Guizhou Province, grant number (2017)5788, Science and Technology Plan Project of Guizhou Province, grant number (2019)5303, Special Fund for the Central Government to Guide Local Technological Development, grant number (2019)4011.