
Abstract
The current study evaluates the mechanical properties and friction coefficient of polypropylene based composites reinforced with particulate derivatives from Entada mannii fiber. The composites were fabricated by mixing different ratios of fiber ash (FA) and fiber particulates (FP) with polypropylene matrix and compounded using compression moulding method. Tensile and flexural properties, impact strength, hardness and friction coefficient were assessed, while scanning electron microscopy (SEM) was used for structural and morphological studies of the composites. The results show that the tensile, flexural, impact and hardness properties of all the composites were enhanced in comparison with the unreinforced polypropylene. The hybrid reinforced composite composition containing FA and FP in ratio 3:1, had the best tensile, flexural, and hardness properties of all composites produced, ascribed to the achievement of a more uniform dispersion of FA/FP and stronger interface bonding with the polymer matrix. Specifically, enhancement of tensile and flexural strengths of 58.7% and 62.9%, respectively in comparison with the unreinforced propylene was obtained for this composition. The friction coefficient of the single reinforced composite compositions of FA and FP were higher compared to the hybrid reinforced composites and unreinforced polypropylene. The representative morphological assessments of the composites fracture surface showed that the single reinforced composite was characterized with the agglomeration of fiber ash/fiber particulates while the hybrid reinforced composites had relatively uniform distribution of reinforcement in the matrix.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
In recent times ecofriendly and recyclable natural fiber filled polymer matrix composites have gained wide application in automobile, manufacturing, domestic and production services [1, 2]. This is largely due to wide spectrum of properties relevant to these sectors which they can be tailored to possess in addition to their cost effectiveness in terms of materials and processing, recyclability and limited waste management challenges [3–6]. Their preference has also been heavily influenced by the drawback of synthetic fibers traditionally used as reinforcement in polymer matrix composites (PMCs) [7–10]. These synthetic fibers such as kevlar, glass fibers and aramid are known to be expensive pose recycling difficulties to both industrial and post-consumer waste handling sectors [11–14]. Natural fiber such as flax, jute and sisal have been used as reinforcement in PMCs with evidence of commercial success reported [15, 16]. These natural fibers have also been reported to have other commercial competing applications, which has made the need for the search of other viable natural fiber alternatives - with less commercial usage—which can function as reinforcement, to gain traction in the polymer composite community. Recently, calling the use of Entada mannii fiber, which is highly abundant in rainforest regions of Nigeria and its applicability for use as reinforcement in PMCs have been reported with very encouraging results for potential commercialization obtained [17]. However, as is common with established natural fibers, their hydrophilic nature and dominantly cellulosic content, does not impart on the composites mechanical and tribological properties combination to match those of some of the leading synthetic reinforced composites for applications such as gear, wheel, clutches, and bush bearings [18, 19]. Some studies have shown that the use of material derivatives from natural fibers complementarily with the source fiber or other biogenic materials, can substantially enhance the mechanical and frictional behaviour of PMCs. Sutradhar et al [20] studied effect of banana and betel nut fiber on polypropylene hybrid composites and concluded that tensile properties of polypropylene hybrid reinforced composites, containing 3:1 ratio of banana and betel nut, had improved thermal properties with the best combination of tensile properties and flexural strength. Mazumder et al [21], studied the development of polypropylene composites reinforced with silk and glass fiber using hot press technique with overall reinforcement contents of 5, 10 and 15 wt%. It was reported that the hybrid reinforced composites with 1:1, 3:1 and 1:3 ratios of silk and glass fiber at 10 wt%, gave the best mechanical properties compared with single reinforced composites. Tusnim et al [22] used animal and plant fiber derivatives as hybrid reinforcement of polypropylene matrix. The results indicated that the hybrid reinforced composites of ratio 1:3 animal and plant fiber derivatives, gave the overall mechanical properties of the developed composites. However, related study on the use of Entada mannii fiber and its derivatives as hybrid reinforcement for polypropylene based PMCs, has not been investigated. Previous study by Balogun et al [23] showed that the use of Entada mannii fiber ash can be explored for polypropylene based composite development, but the scope of the work did not cover the combination of the Entada mannii fibers and the fiber ash or pulverized fiber particulates as hybrid reinforcement. Judging from the promise of the literatures reviewed on the use of hybrid reinforcement in polypropylene based composites for improved properties, this investigation explores the potential benefits or detriments of the use of Entada mannii fiber and fiber ash/pulverized fiber particulates as hybrid reinforcements for applications where mechanical and frictional performance are critical.
2. Materials and methods
2.1. Materials
Polypropylene of 235 °C melting flowing rate, weight 2.36 kg, density of 0.90 g cm−3 and 5% Maleic anhydride-grafted polypropylene (MAPP) were supplied by Safripol, South Africa. Five hundred grams (500 g) of Entada mannii fibers was gotten locally from Ikare Akoko, South West, Nigeria and Teflon sheets were used as the releasing agent.
2.2. Entada mannii fiber particulates/ash filler preparation
Entada mannii fibers were cut into short pieces, sun dried and conditioned in an oven at 200 °C for 24 h. Dried fiber was chemically treated with 0.5 M potassium hydroxide (KOH) in 500 ml solution at 60 °C for 4 h, using water shaker bath. Insoluble fibers obtained were cleaned with distilled water and kept in oven to remove the excess water. On drying, they were pulverized using a ball mill and sieved using different sizes of 400–45 μm mesh size to obtain the fiber particulates (FP). Similarly, short fibers were placed in a muffle furnace at 800 °C to produce fiber ash (FA). Subsequently both direct fiber pulverized and fiber ash were conditioned in oven at 200 °C, to enhance permeability. The particle size of approximately 45 μm was used for the fiber particulates (FP) and filler ash (FA) respectively.
2.3. Chemical treatment of fiber
The Entada mannii fiber was treated at 65 °C for 5 h in a water bath containing 5% KOH solution. Afterwards, the lignin content within the fibers was removed at pH 3 and severally rinsed in water to eliminate absorbed alkali contents. The chemical analysis of Entada mannii fiber constituents such as lignin, hemicellulose and cellulose were determined using Neutral detergent Fiber method described by Balogun et al [24] and displayed in table 1. Untreated fiber was used as the control sample. Equally quantity phase analysis of fiber particulates was determined using the x-ray diffractometer as described in [23].
Table 1. Chemical composition and densities of fiber ash and fiber particulates.
| Specimen | Lignin (%) | Hemi Cellulose (%) | Cellulose (%) | Ash (%) | Wax (%) | Cao | SiO2 | Density (g cm−3) |
|---|---|---|---|---|---|---|---|---|
| Untreated fiber | 5.12 | 6.79 | 47.18 | 7.3 | 3.23 | 1.34 | ||
| KOH Treated (FP) | 3.49 | 4.12 | 52.89 | — | — | 1.060 | ||
| Fiber Ash (FA) | — | — | — | 53.9 | 46.1 | 1.590 |
2.4. Composites fabrication using compression moulding machine
The single and hybrid reinforced composites were developed using Entada mannii fiber ash (FA) of average particle size of 45 μm and fiber particulates (FP) as reinforcements, while polypropylene, served as polymer matrix. The mixture was prepared using the laboratory jones high speed mixer for 45 min at 25 °C and dried in an oven 50 °C for 50 h. The amounts of the constituents required to produce Polypropylene hybrid composites, containing 0:1, 1:3, 1:1, 3:1 and 1:0, FA/FP weight ratios for overall reinforcements composition of 5, 10 and 15 wt%, were determined by charge calculations. The required amounts of FA/FP and Polypropylene to produce these compositions are as presented in table 2. The blends were compounded in a twin-screw extruder of typical die processing temperature range of 240 °C–260 °C. The specimen produced after cooling was crushed with a granulator machine into small granules of 2 mm thickness. The composites were compressed at temperature 200 °C and pressure of 140 MPa for 12 min. The fabricated composites sheet produced were 170 mm × 170 mm × 5 mm in thickness for the polypropylene hybrid composites. The unreinforced polypropylene was used as the control composite for the experiments. Composites fabrication process and materials used are presented in figure 1.
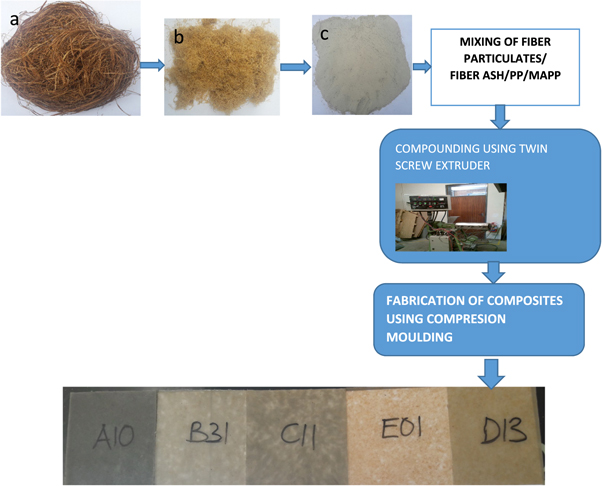
Figure 1. Composites fabrication process and materials used (a) Untreated fiber (b) KOH treated fiber (c) Fiber ash (d) Fabricated single and hybrid composites.
Download figure:
Standard image High-resolution imageTable 2. Composites formulation and density.
| Sample code | Single/Hybrid Ratio (wt%) | FA Vol.(%) | FP Vol.(%) | MAPP Vol.(%) | PP Vol(%) |
|---|---|---|---|---|---|
| A10 | 100 | 5 | — | 5 | 90 |
| B31 | 72:25 | 3.75 | 1.25 | 5 | 90 |
| C11 | 50:50 | 2.5 | 2.5 | 5 | 90 |
| D13 | 25:75 | 1.25 | 3.75 | 5 | 90 |
| E01 | 100 | — | 5 | 5 | 90 |
| A10 | 100 | 10 | — | 5 | 85 |
| B31 | 72:25 | 7.5 | 2.5 | 5 | 85 |
| C11 | 50:50 | 5 | 5 | 5 | 85 |
| D13 | 25:75 | 2.5 | 7.5 | 5 | 85 |
| E01 | 100 | — | 10 | 5 | 85 |
| A10 | 100 | 15 | — | 5 | 80 |
| B31 | 72:25 | 11.25 | 3.75 | 5 | 80 |
| C11 | 50:50 | 7.5 | 7.5 | 5 | 80 |
| D13 | 25:75 | 3.75 | 11.25 | 5 | 80 |
| E01 | 100 | — | 15 | 5 | 80 |
2.5. Experimental procedure for friction coefficient test of the composites
The friction coefficient for single, hybrid and pure PP respectively were performed on a Ball on Disc (BOD) Tribo CETR UMT-2 testing machine. The stainless steel disc of diameter 150 mm and thickness of 8 mm under dry sliding condition according to [25]. Before the test was conducted, sample surface and steel disc were carefully cleaned and soaked in acetone to remove residual dirt. The test specimens of dimensioning 20 mm × 20 mm × 5 mm were polished with a 400-grade silicon emery paper to enhance the proper contact with the stainless steel counter face. The polypropylene counter specimen of diameter 0.5 mm was hard-pressed on a rotating specimen with an applied load of 20 N at 3.5 m s−1 speed and sliding distance of 1000 m. The sliding occurs between the composite samples placed in steel container while friction coefficient monitor shows the indirect abrasion force. The specimen was weighed before and after the test period and the weight loss were recorded. Table 3 summarizes the test conditions for the composites studied.
Table 3. Composite Compositions and Variations in testing parameters.
| Percentage of FA/FP (wt%) | Code | Load (N) | Sliding speed (m s−1) | Sliding Distance (m) |
|---|---|---|---|---|
| 5 | ||||
| A10 | 20 | 3.5 | 1000 | |
| B31 | 20 | 3.5 | 1000 | |
| C11 | 20 | 3.5 | 1000 | |
| D13 | 20 | 3.5 | 1000 | |
| E10 | 20 | 3.5 | 1000 | |
| 10 | ||||
| A10 | 20 | 3.5 | 1000 | |
| B31 | 20 | 3.5 | 1000 | |
| C11 | 20 | 3.5 | 1000 | |
| D13 | 20 | 3.5 | 1000 | |
| E10 | 20 | 3.5 | 1000 | |
| 15 | ||||
| A10 | 20 | 3.5 | 1000 | |
| B31 | 20 | 3.5 | 1000 | |
| C11 | 20 | 3.5 | 1000 | |
| D13 | 20 | 3.5 | 1000 | |
| E10 | 20 | 3.5 | 1000 |
2.6. Mechanical testing of composites
The ultimate tensile strength test of the fabricated composites was performed using an Instron tensile testing machine in accordance with [26, 27]. The test was performed with a cross sectional speed of 5 mm min−1 and load of 10 kN, under ambient condition. Tensile specimens were cut into dumbbell shape dimensioning 125 × 20 × 5 mm as presented in figure 2. Six recurrence tests were conducted and the average values were recorded. The tensile modulus of the composites were determined using equation (1) (Reuss Formula) [28]:

Where Ec , Ef, Em represents the Tensile modulus of composites, Tensile modulus of fillers, Em is Tensile modulus of matrix respectively while Vm and Vf denotes the volume fractions of matrix and volume fractions of fillers respectively.

Figure 2. (a) Instron tensile testing machine (b) Tensile test specimen Dumbbell shape of developed composites.
Download figure:
Standard image High-resolution imageFlexural properties of the composites were carried out using three point bending method on an Instron testing machine in accordance with [29]. The test was carried out by placing the composites on a beam while 25 kN load was applied at the center of the specimen with a strain rate of 5 mm min−1 and speed of 2 mm min−1 at 23 oC to fracture the samples. The rectangular shaped specimen configuration with dimensions 125 × 13 × 5 mm is shown in figure 3. Five repeat tests were also performed and the average determined as flexural strength of the composites.

Figure 3. Fabricated flexural test specimen.
Download figure:
Standard image High-resolution imageThe impact test of the single and hybrid particulates composites was performed on an Izod impact testing machine in accordance [30]. The impact test specimens with dimensions 55 × 10 × 5 mm with 2 mm deep notch was loaded on the impact testing machine and notch by the pendulum head of 7.5 J and velocity of 2.5 m s−1. The energy absorbed by the fractured sample was measured by the height of the swing. Five repeat tests were performed and the average value determined. Figure 4 shows the impact testing machine and representative test specimens.
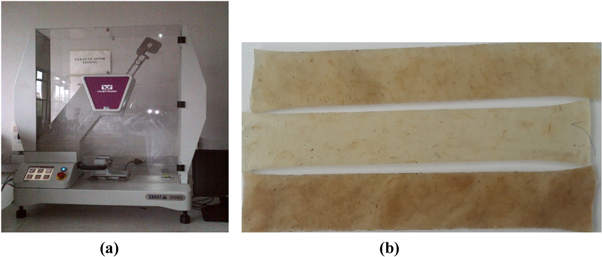
Figure 4. (a) Impact testing machine (b) impact test specimen.
Download figure:
Standard image High-resolution imageThe hardness of the composites was determined using Brinell hardness tester. A diamond indenter was used to indent the specimens which were all of 5 mm thickness with an applied load of 5 N and dwelling time of 15 s. Five specimen verified and their average values were determined and documented on the monitor screen [31].
2.7. Fracture and wear test micrograph of FA/FP composites
Fracture surface morphologies of the polypropylene composites reinforced with FA/FP were studied using the JEOL JSM-7600F model scanning electron microscope (SEM). The specimens were coated with 100 A irradium in the vacuum chamber placed in JEOL sputter ion coater at 15 kV.
3. Results and discussion
3.1. Assessment of the ultimate tensile strength of the composites
Representative stress-strain plots from which the tensile strength of the unreinforced polypropylene and FA/FP reinforced composite were derived are presented in figure 5(a). From figure 5(b) it is observed that the tensile strengths of all composite compositions are greater than that of the unreinforced polypropylene. Basically, the addition of 5 wt% MAPP compatibilizers in polypropylene matrix, apart from helping to promote uniform distribution of FA/FP in the matrix, enhances interfacial bonding with the polypropylene matrix [32]. Thus, contributing to improved load transfer from the matrix to the fillers [33], as supported by the observed higher tensile strength of both the single and hybrid reinforced composites in comparison with the unreinforced polypropylene. It is also observed that B31, the composite composition containing FA/FP in ratio 3:1, had the highest tensile strength compared to other composites developed. This is followed by the D13 composition containing FA/FP in ratio 1:3. Furthermore, for all the composites, the tensile strength increases with increase in wt% of the reinforcement. The improved tensile strength observed for the FA/FP reinforced composites in comparison with the unreinforced polypropylene is ascribed to the addition of reinforcement particles which served as barriers to the motion of the polymer molecules during deformation [33, 34]. Also, the reinforcement particles help in filling up microvoids and air gaps within the polypropylene matrix, which contribute in enhancing the matrix strength [34]. The B31 which had the highest tensile value of the composites, can be considered as the composition where the optimal effects of matrix strengthening, enhanced reinforced/matrix interface bonding, and homogeneous distribution of particles, was achieved. This is supported by the representative SEM micrographs presented in figure 6, where it is observed that colonies of particle agglomeration existed for the A10 and C11 composite compositions in comparison with the B31 composite where fairly good distribution of the reinforcements are observed. The agglomerates and their vicinity normally serve as defect sites where crack initial and propagation can be easily facilitated on account of the stress concentrations which they engender. Thus, the tensile stress to induce deformation and fracture will be relatively lower compared to that of B31, where the fracture surface shows a more even deformed surface, suggestive of a uniform distribution of the FA/FP reinforcement, and a more intimate FA/FP bonding with the polypropylene matrix.

Figure 5. (a) Comparison of stress and strain composites (b) Comparison of tensile strength for both single and hybrid composites.
Download figure:
Standard image High-resolution image
Figure 6. Representative SEM-SE images of 10 wt% fiber/ash composites variations of (a) A10 (b) B13 (c) C11.
Download figure:
Standard image High-resolution image3.2. Comparison of the Young's modulus of elasticity for single and hybrid composites
With respect to the Young's modulus (figure 7), it is also noted that the unreinforced polypropylene had the least value compared with other composites. On the average the composite composition, B31, which contains FA/FP in ratio 3:1, had relatively higher Young's modulus values compared with other composite compositions produced. The Young's modulus of B31 hybrid composites of 9.5 GPa was improved by 87% relative to unreinforced polypropylene. This improvement exhibited by B31 hybrid composite grade can be linked to the fortification of the FA/FP-matrix interfacial bonding, the even distribution of the reinforcements in the matrix, and the matrix strengthening achieved by the filling of the voids and air gaps created in the matrix [35, 36]. On the effect of weight percent reinforcement, there was no consistency in the sensitivity of the composite compositions to increase in wt% reinforcements. However, for most compositions, the composites containing 15 wt% reinforcement, had higher elastic modulus values. The presence of more reinforcement particles results in an increase in the degree of molecular orientation and consolidation of weak points filled by the hard particulates, resulting in the higher elastic modulus values observed [37]. The Young's modulus values of the composites are found to be within the same range as that of PP composites reported in literature [37, 38].
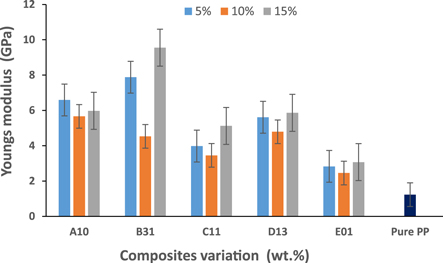
Figure 7. Young's modulus of single and hybrid composite.
Download figure:
Standard image High-resolution image3.3. The flexural strength of the single and hybrid composites
The Flexural strength values of the pure polypropylene and fabricated composites are presented in figure 8. It is seen that all the composites have flexural strength values higher than that of unreinforced PP. It is obvious that B31 composite, containing ratio 3:1 FA/FP, had the highest flexural strength values closely followed by C11, which contains equal weight ratio of FA/FP (1:1). This is ascribed to the effective spreading of fillers within the matrix which improved the fiber-matrix interfacial bonding [39]. Also, the flexural strength values showed a progressive increase in value with increase wt% reinforcement for compositions containing not more than 50% FP in weight ratio. It has been reported that the changes in flexural strength can also be controlled by the particle size of the fillers, lateral molecular weight, flexibility and surface area of ash/fiber particulates mix ratios [40]. On the other hand, the feeble interfacial regions between filler and the matrix for both A10 and E01 at 5 wt% and 10 wt%, promoted by the agglomeration of the fiber ash/fiber particulate within the polypropylene matrix, resulted in slight reduction in the flexural strength of the single FA or FP composites. This is due to the creation of stress concentration sites within the vicinity of this defect, thus the reduction in flexural strength [41, 42]. Ayswarya et al [43] reported that, because of poor wetting, the filler particles agglomerates and retain air in within the matrix, introducing voids to the internal structure of the composites, which act as stress concentration sites for easy crack initiation, propagation and fracture.

Figure 8. Comparison of the flexural strength of single and hybrid Entada mannii fiber reinforced composite.
Download figure:
Standard image High-resolution image3.4. Flexural modulus of the single and hybrid composites
In the case of the Flexural modulus (figure 9), there is a significant increase in the modulus values for the composites in comparison with the unreinforced polypropylene. A progressive increase in the flexural modulus with increase in wt% of the reinforcement was consistent for most of the composite compositions. This increase in filler wt% is attributed to the increased amount of the rigid and stiff particulates in the polypropylene matrix, which cause resistance to the mobility of polymer molecules [44]. It is noted that the increase in flexural modulus was most remarkable for B31 FA/FP reinforced composite compared with other composite compositions, and is attributed to increased homogeneity, high surface area, and enhanced interfacial adhesion achieved for this reinforcement mix ratio [45]. Accordingly, the relatively lower flexural modulus of the A10 and E01 single reinforced composites is linked to poor dispersion and agglomeration of FA and FP in the single polypropylene matrix as compared with their hybrid reinforced counterparts.

Figure 9. The flexural modulus of single and hybrid Entada mannii fiber reinforced composite.
Download figure:
Standard image High-resolution image3.5. Comparison of the impact property of the single and hybrid composites
The impact energy values of the unreinforced PP and the polypropylene based composites developed are presented in figure 10. It is evident that impact energy values of all developed composites are higher than the unreinforced PP. For the composite compositions, it is observed that for the single reinforced composite compositions (A10 and E01), the 5 wt% reinforcement grade had higher impact energy than that of 10 and 15 wt%. The impact strength of the A10 and E01 composites (5 wt%) of 3.42 kJ m−2 and 3.25 kJ m−2 was improved by 73% and 72% respectively, in comparison with the unreinforced PP. This is attributed to the toughening imparted by the FA/FP reinforcements, leading to a strong impact resistance as reflected by the higher amount of energy required to break the composites when subjected to impact loading [46]. Generally, no progressive trend was established with regards impact energy for all the composites. The presence of the fillers generally helps to fill micro voids and air gaps created during production, thereby increasing the materials capacity to resist fracture through the decrease of crack/fracture facilitating sites within the composites.

Figure 10. Variation of impact strength of the single and hybrid composites.
Download figure:
Standard image High-resolution image3.6. Hardness properties filled/fiber strengthened composites
The hardness properties of the reinforced PP and the FA/FP unreinforced PP composites are presented in figure 11. It is observed that with the exception of A10 containing 5 and 10 wt% FA, the rest of the composites had hardness values higher than that of the unreinforced PP. This basic increase in hardness of the composites can be attributed to matrix strengthening facilitated by the fillers which take up micro voids and air gaps, and the restraint of the polymer molecule mobility by the fillers. It is also showed that the hybrid FA/FP composites had relatively higher hardness values compared to the FA or FP single reinforced composite compositions. This is credited to effective dispersion of the fillers in the matrix that increases the hybrid composites resistance to plastic deformation [46]. The B31 (15 wt%) hybrid reinforced composite composition, is observed to have the highest hardness value of 53 BHN, which is 47% higher than the value for the unreinforced polypropylene. This may be linked to optimal homogeneity in the distribution of the fillers in the polypropylene matrix in comparison with other composite compositions.
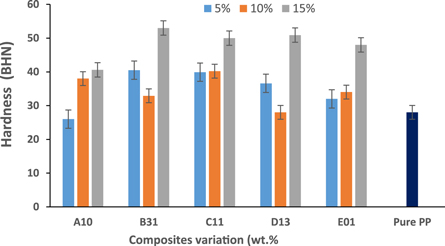
Figure 11. Comparison graph for both single fiber and hybrid fiber reinforced composites.
Download figure:
Standard image High-resolution image3.7. Friction coefficient of fabricated composites
The friction coefficient of the unreinforced PP and FA/FP reinforced composites are shown in figures 12–14 respectively. From figure 12, it is observed that the unreinforced PP had the least friction coefficient is attributed to complete transfer film on the polymer surface during sliding period that prevents further interaction between polymer and counter face [47]. For the composite compositions, it is observed that the single reinforced composite grades A10 and E01 had the highest friction coefficient compared with the hybrid FA/FP reinforced composites composition. This can be attributed to poor filler distribution in the matrix. The regions with particle agglomeration, normally have poor matrix/reinforcement interface bonding. Thus, during the sliding motion (contact with a surface), the particles are easily pulled out the matrix. From figures 13 and 14, it is observed that this trend is consistent even with the increase in weight percent reinforcement. For figure 13 which is friction coefficient generated for the single reinforced composites (A10 and E10) containing 10 wt% is higher than the unreinforced PP. This is ascribed to increase in counter surface area with the FA/FP leading to shearing of asperities and axial thrust [48]. Thus, it is important to note that as the sliding distance increases all the composites gave a less shearing force and steady state friction coefficient was achieved. This implied that addition of FA/FP played an important role in enhancing the friction coefficient performance of hybrid composites as the sliding speed and distance approaches the saturated peak. Similar trend is also observed in figure 14.

Figure 12. Variation of friction coefficient of 5 wt% FP/FA of load 20 N and speed 3.5 m s−1 .
Download figure:
Standard image High-resolution image
Figure 13. Variation of friction coefficient of 10 wt% FP/FA of load 20 N and speed 3.5 m s−1.
Download figure:
Standard image High-resolution image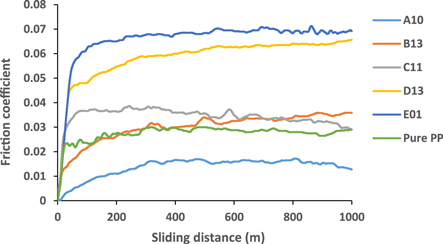
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 14. (a) Variation friction coefficient of 15 wt% FP/FA of load 20 N and speed 3.5 m s−1.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
Comparative study of mechanical and friction coefficient of hybrid polypropylene composites reinforced with varying ratios of fiber ash and fiber particulates was investigated. The following conclusion are drawn from the research work:
- Tensile and flexural properties of all the composites were improved in comparison with the unreinforced polypropylene. The hybrid reinforced composite composition containing fiber ash and fiber particulates in ratio 3:1, had the best tensile and flexural properties with specific enhancement of tensile and flexural strengths of 58.7% and 62.9%, respectively in comparison with the unreinforced propylene.
- The hardness properties of the hybrid reinforced composites were higher than the single reinforced composites; while there was no consistent trend established with respect to impact strength for all composites, although their values were still higher than that of the unreinforced polypropylene.
- The friction coefficient of the single reinforced composite compositions of fiber ash and fiber particulates were higher compared to the hybrid reinforced composites and unreinforced polypropylene.
- The morphological assessments of the composites fracture showed that the single reinforced composite was characterized with the agglomeration of fiber ash/particulates while the hybrid reinforced composites had fairly distribution of fiber ash/particulates in the matrix.
- The mechanical properties and tribological behaviour of the polypropylene based composites studied suggests that Entada mannii fiber ash and fiber particulates with weight ratio of 3:1, gives the best combination of mechanical and wear properties, and can thus be recommended for the development of interior automobile parts such as door frames and mirror casing.
Acknowledgments
The authors wish to appreciate African Materials Science and Engineering Network (AMSEN), Regional Initiative in Science Education (RISE), Science Initiative Group (SIG) for their sponsorship. A.A.A acknowledges Landmark University Centre for Research, Innovation, and Development (LUCRID) through the Innovation, Industry and Infrastructure (SDGs 9) Group for their support.