

Abstract
The damping and mechanical properties of extruded Mg-ZnX-Y1.33X (X = 1, 2, 3 at%) alloys were investigated in this experiment. The results shown that the alloy was mainly composed by long-period stacking ordered (LPSO) phase and magnesium(Mg) matrix. With the increase of Zinc(Zn) and Yttrium(Y) content, the grains had a certain refinement, the LPSO content was significantly increased, accompanied by a small amount of rare Y-enriched particles. After extrusion, the second phase of the alloys were broken into small pieces. The tensile strength(UTS) and yield strength(YS) of the alloy increased significantly, but the elongation decreased with the increase of LPSO phase. Mg-4.9Zn-8.9Y shown the best mechanical properties, with the tensile strength of 415 MPa, yield strength of 325MPpa, and elongation of 6.5%. Research on alloy damping performance shown that as the content of LPSO increases, the damping performance of as-cast alloys increased, and there is no obvious change after extrusion. It was due to a large number of dislocations entangled with work hardening, which greatly reduced the dislocation damping in magnesium alloys.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
As the lightest metal structure material at present, Mg alloy has a series of advantages, such as low density, high specific strength and specific rigidity, good machinability, good damping and thermal conductivity, strong electromagnetic shielding and radiation resistance, stable product size and easy recycling. It is known as 'green environmental engineering material in the 21st century'[1, 2]. However, the mechanical properties of magnesium alloy are relatively low. The commonly used methods to improve the strength are grain refinement and the increase of the second item content [3], which hinder the movement of dislocations and lead to the decrease of damping properties of the alloy.
It is a hot spot to enhance the mechanical properties and damping properties of mg and its alloys at the same time. Mg97Zn1Y2 alloy with room temperature strength and elongation of 610 MPa and 5% after fracture was prepared by Y .Kawamura [4]. Zheng [5] et al achieved 549 MPa and 8.1% of tensile strength and elongation through simple conventional casting. These alloys had super-high strength and good damping performance at the same time. One common feature of these alloys was that they all contain LPSO phase. Experiments have shown that [6] when the content of LPSO is low, it would enhance the strength and elongation of the magnesium alloy. With the increase of the content of LPSO, the size of LPSO would also increase. Though the strength of magnesium alloy would still be enhanced, the elongation of the material would be reduced due to the stress concentration.
Wang et al [7] had a study about the effect of long period stacking ordered on the damping performance of magnesium alloy. They got that the exist of LPSO is beneficial to ameliorate the damping performance of Mg-Zn-Y-Zr alloy. It was found that the damping performance and mechanical properties of the alloy were ameliorated simultaneously with the increase of the LPSO phase content when they explored the effect of LPSO on Mg-Cu-Mn-Zn-Y [7, 8]. The experimental results have shown that LPSO is an ideal reinforcement for magnesium alloy to become a good strength and great damping material. The existence of LPSO provides a new idea to solve magnesium alloys' conflict in the damping and mechanical properties, and a new breakthrough has been found for the development of new high strength and high damping magnesium alloy.
At present, there is little research on the damping and mechanical properties of magnesium alloy with LPSO phase. This article will design the Mg-Zn-Y alloy with a constant Y and Zn ratio of 1.33, and explore the impact of extrusion on LPSO and the changes of damping and mechanical properties brought about by extrusion.
2. Materials and experimental procedures
In this article, three alloys of Mg-2.6Zn-4.7Y, Mg-4.9Zn-8.9Y, Mg-7.0Zn-12.8Y were selected as the research object. The above three alloys are respectively named Alloy1, Alloy2 and Alloy3 after being heated to 1073 K in an argon protected resistance furnace to melt pure Mg, pure Zn and 25% Mg-Y alloy are cooled by water, respectively as shown in table 1. The as-cast alloys were annealed at 773 K for 4 h. Then alloys were extruded in a XJ-horizontal extruder, the extrusion temperature was 673 K, the extrusion ratio was 12.56, and Extrusion rod size is ϕ25. The extruded alloys were named E-Alloy1, E-Alloy2, and E-Alloy3.
Table 1. Composition of different alloys.
| Sample | Mg(wt%) | Zn(wt%) | Y(wt%) | |
|---|---|---|---|---|
| Alloy1 | Mg-ZnX-Y1.33X (X = 1, 2, 3 at%) | 92.7 | 2.6 | 4.7 |
| Alloy2 | 86.2 | 4.9 | 8.9 | |
| Alloy3 | 80.2 | 7.0 | 12.8 |
During the experiment, the VEGA III LMU variable vacuum scanning electron microscope(SEM), and energy dispersive spectrometer(EDS) of TESCAN Company were used for the electronic scanning of the morphology and the analysis of the composition of the compounds. The ion thinned samples were subjected to morphological observation and selected area electron diffraction(SAED) pattern analysis on the ZEISS LIBRA 200FE transmission electron microscope, and the acceleration voltage was 200 kV. Phase analysis was carried out on an x-ray diffractometer(XRD), using a copper target, with a scanning range of 20–90° and a scanning speed of 4° min−1. The tensile sheet was selected along the board surface, and the tensile mechanical properties were tested on the new Sansi CMT-5105 computer-controlled electronic universal testing machine. The tensile rate of the as-cast sample was 1 mm min−1. DMA Q800 dynamic mechanical thermal analyzer was used to have a strain damping test, using a single cantilever beam mode. The size of the test specimen was 30 mm × 4 mm × 1.2 mm, the test temperature was set to 308 K, the test frequency was 1 Hz, and the strain amplitude ranged from 5 × 10−6 to 2 × 10−3.
3. Results and discussion
3.1. Microstructure of the Mg-Zn-Y alloys
SEM images of the as-cast and corresponding extruded Mg-Zn-Y alloy micro-morphology can be seen in figure 1. The extruded sample is sampled as the end surface of the extruded bar (RD direction). The as-cast samples are shown in figures 1(a), (c) and (e). It can also be seen from the EDS that the black part is Mg matrix, and the second phase enriched at the grain boundary is a gray white phase containing Zn and Y. With the increase of Zn and Y content, the volume fraction and size of the second phase increase rapidly. The gray-white phase becomes coarse in alloy 2, and the bright white second phase also appears.As for alloy 3, although it is not further coarse, its density increases, and the second phase growing inward along the grain boundary has penetrated the whole grain. Since this batch of alloys is prepared by water cooling, it shows a smaller grain size, about 30 μm. With the increase of Zn and Y content, the grains in alloy 2 are refined to about 20 μm. As the content of Zn and Y content increases further, the grain size of Alloy3 alloy decreases significantly, about 15 μm.

Figure 1. SEM images of extrusion Mg-Zn-Y alloys with varying LPSO content: As-cast Alloy1; (b)Extrusion Alloy1;(c) Along AD direction Extrusion Alloy1; (d) As-cast Alloy2; (e) Extrusion Alloy2;(f)Along AD direction Extrusion Alloy2; (g) As-cast Alloy3 (h) Extrusion Alloy3; (i)Along AD direction Extrusion Alloy3.
Download figure:
Standard image High-resolution imageAfter extrusion, grain refinement, the second phase on the grain boundary is broken. Along the direction of extrusion, there was a large number of fine dynamic recrystallization particles and elongated coarse amorphous particles attached to the surface of the off-white phase. From alloy1 to alloy3, it could be seen that the layered or small block phases originally distributed separately become rod-shaped or large aggregated block phases. It was easier to produce stress concentration, which explains the decrease of mechanical properties with the increase of Zn and Y content. In addition, the dynamic recrystallization size of alloy grain after extrusion was refined, but the effect was not obvious.
Figures 1(g), (f) and (h) show SEM images of the extruded Mg-Zn-Y alloy along the extrusion direction AD. It can be observed that as the Zn and Y increases, the black phase in the figure represents α-Mg decreases rapidly, the LPSO phase represented by off-white increases rapidly, and the volume becomes larger quickly, and it can be found in figure 1(h) that the LPSO phase is twisted. The twisted belt will suppressed the slip of the base surface, which was one of the reasons for the increase of mechanical properties caused by extrusion. In this process, it was also found that the content of bright white phase was increasing.
Figure 2 is a SEM image along the RD direction under high magnification. Some areas were selected for EDS analysis, the result was shown in table 2. From the figures, it can be found that the Y/Zn ratios at points a, d, and f are 1.03, 1.65, and 1.68, respectively. The average value was close to the composition of theoretical LPSO 4:3. Combined with XRD, it has shown that this gray phase is LPSO phase, and the bright white phase at point g was Y-enriched particles.
Table 2. EDS of extruded Mg-Zn-Y alloy.
| Composition (at%) | ||||
|---|---|---|---|---|
| Sample | Point | Mg | Zn | Y |
| E-Alloy1 | a | 91.47 | 3.84 | 4.69 |
| b | 98.58 | 0.70 | 0.72 | |
| E-Alloy2 | c | 97.49 | 1.15 | 1.36 |
| d | 87.68 | 4.65 | 7.67 | |
| E-Alloy3 | e | 97.80 | 0.95 | 1.25 |
| f | 85.30 | 5.48 | 9.21 | |
| g | 82.16 | 2.81 | 15.03 | |

Figure 2. High power SEM images of extrusion Mg-Zn-Y alloys.
Download figure:
Standard image High-resolution imageXRD analysis of magnesium alloys can be seen in figure 3, it clearly indicate that the main phase composition of the alloys are α-Mg and Mg12ZnY (LPSO). It is not difficult to see that with the increase of Zn and Y, the Mg peak decreased and the Mg12ZnY (LPSO) content increased significantly. It could be determined that the designed alloy was a dual phase alloy mainly composed of magnesium matrix and LPSO phase.

Figure 3. XRD of as-cast Mg-Zn-Y alloys.
Download figure:
Standard image High-resolution imageS. Yoshimoto et al [9] prepared MgZnxYy (x = 0–2:5, y = 0–3, at%) series alloys, the results shown that the main second phase of the alloy was the LPSO phase, and the large LPSO structure after extrusion will lead to the uniform distribution of the lamellar phase and the lack of grain refinement, which was consistent with the results of this experiment. The current research [10] shown that the formation of LPSO structure was due to the precipitation of supersaturated Mg solid solution. The as-cast samples prepared by water cooling are both in supersaturated state, so when stacking faults occurred in the dense hexagonal structure of Mg, the solution Zn and Y atoms would be removed to fill the stacking faults. In the extrusion process, a large number of Zn and Y atoms were in supersaturated magnesium matrix, which was easy to form dislocations. The fixed Zn and Y atoms would generate additional stress field for free atoms according to the interaction between atoms, which would promote the diffusion of atoms, enhance the precipitation dynamics, accelerate the nucleation and growth of long-period stacking structure, promote the diffusion of atoms, and promote the long-period stacking structure nucleation and growth of the structure. In other words, these supersaturated solid solution atoms diffused in the extrusion process at 673 K and promoted the nucleation and growth of long-term stacking structure [11, 12], and also provided a rich atomic reserve for the formation of LPSO phase, which greatly increased the content of LPSO phase.
Figure 4 is a TEM bright field image of Mg-4.9Zn-8.9Y. From figures 4(b) and (c), it can be seen that dark needle-like phases are distributed in the crystal grains, which continuously pass through the entire crystal.Inset of figure 4(b) is the diffraction pattern of the area in the circle. It can be seen from the figure that the diffraction pattern is similar to the 18R-LPSO structure. The previous study [6] determined by high resolution proved that the stacking order of Mg-Zn-Y was ABABABCACACABCBCBC, the lattice constant was a = 0.321 nm, c = 4.86 nm, and there was a positional relationship between the LPSO phase and the magnesium matrix, [0001]2H-Mg//[00018]18R-Mg and [11–20]2H-Mg//[11–20]18R-Mg. Figure 4(c) is the high resolution image of the corresponding area. It could be found from the image that the Mg matrix and the LPSO phase exhibit an alternating layered distribution, which was not same as the Magnesium matrix, and the length of the LPSO structure was about 4.32 nm, which was similar to the previous research [6] shown that this is an 18R-LPSO structure.

Figure 4. TEM of as-cast Mg-4.9Zn-8.9Y alloys.
Download figure:
Standard image High-resolution image3.2. Mechanical properties
Table 3 and Figure 5 shows the mechanical properties of the alloy in the as-cast state. The UTS of Alloy-1 reached 264 MPa, YS 135 MPa, and the elongation was 13.3%, which shown superior mechanical properties. The reason was that the grains of the alloy are relatively small and the structure was relatively uniform. With the increased of Zn and Y content, the strength was obviously rising, and the the decrease of elongation was very obvious, even brittle fracture occurred in Alloy-3, which led to the UTS of the alloy being far less than expected. The main reason for brittle fracture was that with the increased of the LPSO content, although the size of the grains was somewhat refined, the size of the LPSO became larger. These large LPSO phases were not easy to coordinate the deformation between the grain and the second phase during plastic deformation, and it was easy to lead to uneven stress distribution and excessive concentration of local stress, which induced the early initiation of microcracks, thus deteriorating the plasticity of the alloy.
Table 3. Mechanical properties of as cast Mg-Zn-Y alloy.
| Number | UTS(MPa) | YS (MPa) | EL (%) |
|---|---|---|---|
| Alloy1 | 264 | 135 | 13.3 |
| Alloy2 | 268 | 145 | 9.3 |
| Alloy3 | 225 | 155 | 1.8 |
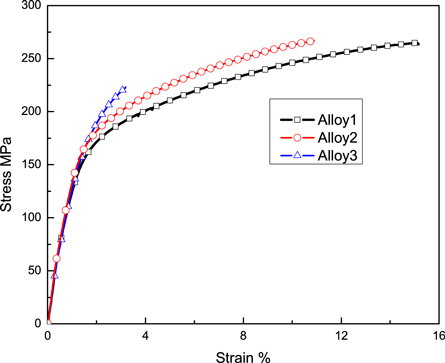
Figure 5. Tensile stress-strain curves of as-cast Mg-Zn-Y alloys.
Download figure:
Standard image High-resolution imageThe test results of the mechanical properties of the extruded Mg-Zn-Y alloys are shown in figure 6 and table 4. It was not difficult to see from the stress-strain curve that the stress-strain curves of the three materials almost completely coincided at the beginning. As the stretching continued, it was found that E-Alloy1 reached its yield strength. From the observation results of SEM, the content of LPSO phase in the main second phase of the alloy was relatively low because of its uniform distribution and the material has a good elongation. With the increased of Zn and Y content, the LPSO content increased rapidly, and the bulk of the LPSO phase was flooded in intragranular. Although as the strengthening phase, the strength of the material was increased, and the dynamic recrystallization that occurred during the extrusion process reduced the grains of the material, so that the ultimate tensile strength and yield strength of the Alloy 3 are improved to 430 MPa and 327 MPa, respectively. The high stress concentration made the elongation of the material dropped rapidly from 11.0% in E-Alloy1 to 3.5% in E-Alloy3. Overall, the extruded E-Alloy2 has a tensile strength of 415 MPa, an elongation after break of 6.5%, and a yield strength of 325Mpa. It has excellent comprehensive performance. In addition, it can be noticed that the elongation of Alloy-1 and Alloy-2 decrease compared to the state before extrusion. Only the elongation of Alloy-3 has increased, because the work hardening has increased the strength and reduce plasticity of Alloy-1. Meanwhile it can break the large second phase of Alloy-3, which is beneficial to improve the elongation.
Table 4. Mechanical properties of extrusion Mg-Zn-Y alloy.
| Number | UTS(MPa) | YS (MPa) | EL(%) |
|---|---|---|---|
| E-Alloy1 | 335 | 270 | 11.0 |
| E-Alloy2 | 415 | 325 | 6.5 |
| E-Alloy3 | 430 | 327 | 3.5 |

Figure 6. Tensile stress-strain curves of extrusion Mg-Zn-Y alloys.
Download figure:
Standard image High-resolution imageThe results [4, 13] shown that the elastic modulus and vickers hardness of alloy were much higher than that of pure magnesium because of its long-period stacking structure, which shown that the long-period stacking structure has a greater potential to hinder the movement of dislocations. For example, in the formation area of high-density LPSO, {101-2} deformed twins will be deflected and prevented. In other words, the twins extended along the LPSO boundary, and the front ended where the twins stop was parallel to the LPSO basal plane. T. Itoi et al [13] have shown that its high strength was mainly because of the existence of a large amount of LPSO whose volume fraction was much higher than α-Mg, the formation of the LPSO's basal surface texture, and the twist zone inhibited the basal surface slip. Therefore, LPSO contributed to the strengthening of the alloy. However, it could be found that the plasticity of the alloy has not increased or even decreased compared with the as-cast state. The research of S. Yoshimoto [9] shown that Mg96Zn2Y2 (at.%) alloy shown better comprehensive mechanical properties at room temperature: tensile yield strength 390mpa and elongation after fracture of 5%, similar to the mechanical properties of E-Alloy2 (Mg95.34Zn2Y2.66) in this paper. The study believed that the LPSO Mg12ZnY phase has better plasticity and toughness than the Mg3Y2Zn3 phase, and the uniformly distributed LPSO structure and fine grains were the main reasons for the increase in alloy strength. However, due to the high deformation resistance of the LPSO structure during extrusion, too much LPSO phase was not conducive to its uniform distribution, but it would lead to a decrease in the alloy's plasticity. T. Itoi et al [13] also pointed out that the high plasticity mainly originated from the recrystallization refinement of α-Mg grains. These large LPSO phases were not easy to coordinate the deformation between the crystal grains and the second phase during plastic deformation, which easily led to excessive concentration of local stress, which greatly deteriorated the plasticity of the alloy. Compared with the micro-morphology of the as-cast state and the extruded state, it has been found that the grain size of the two alloy did not have much difference, but the extruded state contained more LPSO phase. The bulk LPSO phase formed by E-Alloy during extrusion was also an important factor for its plasticity reduction.
3.3. Damping performance
The damping curve of the extruded Mg-Zn-Y alloy is in the figure 7(a). The critical depinning strain of the extruded Mg-Zn-Y alloy was about 7 × 10−5. When the strain of the alloy does not exceed the critical depinning strain, the damping value does not change much; when the strain exceeded the critical depinning strain, the damping of the alloy would increase significantly. When the strain of the three alloys was 1 × 10−3, the damping was between 0.015 and 0.017. In figure 7(b), compared with as-cast specimens, it could be found that the damping of as-cast specimens was significantly higher than that of extruded specimens. On the other hand, it could be found that the damping of as-cast alloy increased with the increased of LPSO content, while that of extruded alloy decreased with the increase of LPSO content.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 7. (a) damping capacities of extrusion Mg-Zn-Y alloys with varying LPSO content; (b) Compared with as-cast specimens.
Download figure:
Standard image High-resolution image{kind=link}
The damping properties of magnesium alloys were usually considered to be coarse dislocations, which can be explained by GL theory [14, 15], where the damping properties of Mg alloys can be divided into two parts, namely Q−1 = Q0−1 + QH−1 ; Where Q0−1 represents the strain-independent damping, which usually corresponds to the damping in the low-strain phase. QH−1 increases rapidly with increasing strain. It can be expressed as follows:



ρ is the density of movable dislocations, and Lc is the average length of dislocation lines between weak pinning points. FB is the binding force between dislocations and solute atoms, b is the Burg vector of dislocations, E is the non-relaxation modulus; ε is the strain amplitude, and LN is the average length of the dislocation segment between precipitations (strong pinning points). Therefore, in alloys with a high LPSO phase content, the grains were finer after extrusion, and this grain size was significantly refined. The grain size in the magnesium alloy damping mechanism is a strong pinning point, which will reduce the strong pinning. The average length of dislocation segment (LN) between the points will readjust the relationship between the dislocation damping effect and the grain boundary damping effect, resulting in a reduction in the alloy's damping [16]. At high strain, the as-cast alloy still has a high damping performance, but the damping performance of the extruded alloy after reaching its nail-off point was no longer enhanced because the distribution of the LPSO phase and the Mg matrix was hit by extrusion and dislocations were intertwined with each other, which would significantly reduce the average length of the dislocation line (Lc) between weak pinning points and hinder the movement of dislocations [17, 18].
With the increased of Zn and Y content, the amount of LPSO increased, and the entanglement between dislocations intensifies, which led to the decrease of damping of extruded alloy after the increase of LPSO content. In addition, due to the formation of base texture in deformation [19], the damping performance of magnesium alloy with high strain amplitude will also decrease significantly after extrusion.
4. Conclusion
In this experiment, Mg-Zn-Y dual phase alloy were prepared by casting and extrusion process, and the damping and mechanical properties of the alloys were investigated. Some conclusions were obtained as follows:
- 1.The main phase composition of the alloy included α-Mg and LPSO. In the as-cast alloy, the LPSO phase is mainly at the grain boundary, and its content is significantly increased with the increase of Zn and Y content. After extrusion, the LPSO phase were broken into small pieces, especially in alloy 1 with less LPSO content. The larger LPSO phase presented the deformation mechanism of kinking.
- 2.With the increased of Zn and Y content, the mechanical properties of extrusion were significantly enhanced. Mg-4.9Zn-8.9Y has the best comprehensive mechanical properties, with the tensile strength of 415 MPa, yield strength of 325MPpa, and elongation of 6.5%. Compared with that before extrusion, the tensile strength has increased by 55% and yield strength has increased by more than 100%.
- 3.In the cast alloy, the damping of Mg-Zn-Y alloy increased with the increased of LPSO. After extrusion, the damping property of Mg-Zn-Y alloy decreased obviously, and the damping property no longer changed obviously with the change of LPSO content. It was related to the fact that the deformation magnesium alloy caused too many wrong entanglements due to work hardening, which hindered the movement of movable dislocations in the magnesium alloy.
Acknowledgments
This work is supported by the National Natural Science Foundation of China (Nos.51801189, 51774254, 51774253, 51701187, 51674226, 51804279); The Science and Technology Major Project of Shanxi Province (Nos. 20191102008, 20181101014); Platform and Talent Project of Shanxi Province (No. 201805D211036); Transformation of Scientific and Technological Achievements Special Guide Project of Shanxi Province (No.201804D131039), The Scientific and Technologial Innovation Programs of Higher Education Institutions in Shanxi (No. 2019L0523).