
Abstract
The hollow glass microsphere (HGM)/carbon nanotubes (CNTs)/epoxy composite foam are fabricated by solution casting of functionalized CNT and functionalized HGM-epoxy dispersion. Five weight ratio configurations (2, 4, 6, 8, and 10 wt%) of functionalized–HGMs were considered and compared with 0.1 wt% CNT/epoxy to investigate the effects of hollow micro sphere enrichment. This study investigate the effect of hollow glass microspheres (HGM) on the compressive strength and storage modulus of CNT modified epoxy resin. The results revealed that the incorporation of HGM improved the damping performance evidently and broadened damping temperature range. TEM image of the composite show a better dispersion of CNTs in epoxy matrix. SEM micrographs of composite foams are investigated to determine structure development and CNTs, HGM dispersion, with regard to experimental results, especially compression test.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Hollow Glass Microspheres (HGM), when filled in Epoxy it form closed pore syntactic foams. The syntactic foam exhibits some improved reliability to mechanical and electrical loading when compared with the mere resin formed products. Also properties can be tailored as per the demand by varying the proportion of HGM and selecting appropriate wall thickness to a considerable extent [1–7]. Among other hollow micro spheres HGM possess significant lower density, higher thermal insulation and high dielectric constant [8–11]. Syntactic foams have commendable applications in high pressure deep oil wells, sea buoyancy structure and aerospace structures [12–16]. Reduction in strength with higher volume of HGM is a challenge; hence it has landed in a great research to reinforce syntactic foams without compromising HGM packaging limit in syntactic foam.
Various researches have been done to enhance mechanical and other engineering properties of syntactic foams by reinforcing it with nano and macro fillers. Macro fibers such as chopped glass and carbon fibres in lower fraction increases mechanical strength of the composite but higher fraction of it softens the matrix also these fillers have poor interaction with the resin and hence structural reliability of composites fails [17]. Multiscale reinforcements bring unique properties in the composites. Maharasia et al [18], reported an increase of tensile strength of syntactic foams up to 23% with nano clay inclusion. However, nanoclay behaves poorly in fracture behaviour as its low aspect ratio provides inadequate crack bridging effect. Also 2%–4% of nano clay increases density of syntactic foams by 17%–26% limiting its application in structural cores [19–22]. Reinforcing Carbon Nano materials (CNM) in HGM based syntactic foams are of great interest as it alters the properties of syntactic foam with insignificant changes in density. Also CNM possess combination of functionalities and unique properties and hence tailors the mechanical, electrical and thermal properties of syntactic foams as per the application demand [23–25]. Carbon nano tubes (CNT), because of its higher aspect ratio, commendable mechanical properties and resilience could be a potential nano filler in the syntactic foam to enhance its properties. Aero space and marine structures are often exposed to dynamic loading and vibrations hence dynamic mechanical characterization of syntactic foams are vital to analyze quality and reliability of the aerospace and marine structures. However, dynamic mechanical analysis (DMA) of the CNT reinforced syntactic foams has been scant in the literature [26]. In the present work, effect of 0.1 wt% of CNT on the syntactic foams with different volume fraction of HGM is studied. HGM were functionalized with amine groups to get good interaction with the polymer chain. Six different grades of syntactic foams were fabricated with varied HGM content and 0.1 wt% of CNT. The morphology, mechanical and thermo-mechanical performance of CNT/HGM/epoxy composite syntactic foams was investigated.
2. Experimental and materials used
2.1. Materials used
Epoxy resin (LY556) and compatible hardener (HY917) used as matrix system were obtained from Ciba Specialty Chemicals, India. HGM was supplied by 3 M India, and its properties are discussed in table 1. The NH2 functionalized- carbon nano tubes were supplied by Nanocyl SA, Belgium. The diameter of CNT (10 to 30 nm) as mentioned by the supplier datasheet, which has been confirmed by TEM and SEM observation (figures 1(a) and (b)) and its density being 1.3 g/c.c. For comparison, 0.1 wt% CNT reinforced epoxy composite prepared. The other sample details with corresponding material compositions are listed in table 2.
Table 1. Properties of HGM.
| Density (g/c.c.) | Crush Strength (MPa) | Particle Size Distribution (μm) |
|---|---|---|
| 0.13–0.17 | 2.07 | 10–50 |
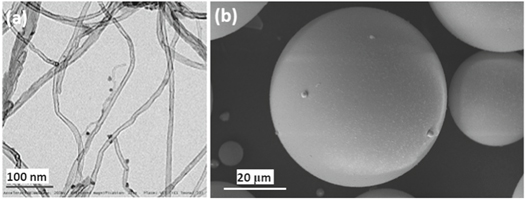
Figure 1. (a) TEM image of CNT, (b) SEM image of HGM.
Download figure:
Standard image High-resolution imageTable 2. The details of the material configuration.
| S. No. | Samples | Content Materials |
|---|---|---|
| 1. | CH | 0.1 wt% CNT and 0 wt% HGM in epoxy |
| 2. | CH2 | 0.1 wt% CNT and 2 wt% HGM in Epoxy |
| 3. | CH4 | 0.1 wt% CNT and 4 wt% HGM in Epoxy |
| 4. | CH6 | 0.1 wt% CNT and 6 wt% HGM in Epoxy |
| 5. | CH8 | 0.1 wt% CNT and 8 wt% HGM in Epoxy |
| 6. | CH10 | 0.1 wt% CNT and 10 wt% HGM in Epoxy |
2.2. Functionalization of Hollow Glass Microsphere (HGM)
HGM is functionalized to attach the amine groups as shown in the figure 2 schematically. Initially 10 g of HGM is taken in 200 ml of distilled water and the same is heated to 90 °C. Then 0.5 mol l−1 of sodium hydroxide is added to the hot bath and the mixture is stirred by magnetic stirrer. NaOH bath treatment results in hydroxyl groups on HGM surface. HGM-OH is then added to the amine bath containing 0.2 g of n-propylamine and 1 g of 3-Aminopropyl- triethoxysilane in 200 ml ethanol. The bath is heated to 60 °C and then 5 g of dried HGM-OH is added to the solution and stirred at 60 °C for 1 h which results in HGM with amine group termination on the periphery as shown in figure 2.
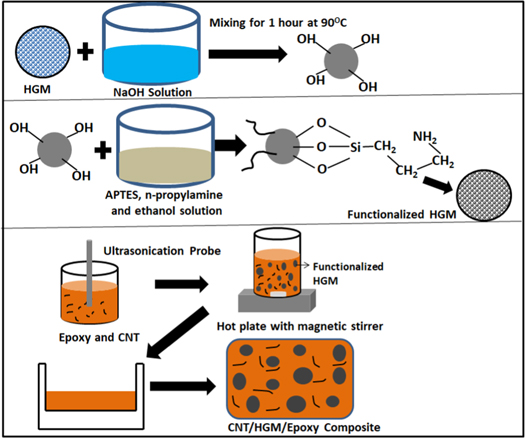
Figure 2. Schematic drawing and procedure of functionalization of CNT and processing of HGM/CNT/epoxy composites by solution casting technique.
Download figure:
Standard image High-resolution image2.3. Composite preparation
Schematic representation for the functionalization of HGM and fabrication of HGM filled CNT/epoxy composite syntactic foams are shown in figure 2. CNT was well dispersed by ultrasonicator for 30 min at 20 kHz frequency. Then HGM was added in different proportions and the mixture was stirred for 30 min. Hardener was added in the ratio of 1:10 in the mixture and then it was poured in the preheated aluminium mold. Composite was allowed to cool at room temperature for 24 h followed by post curing at 70 °C for 4 h.
2.4. Characterization
The infrared spectra were recorded on a Perkin Elmer spectrum 100 FTIR using an attenuated total reflection accessory. FTIR analysis of HGM and NH2-HGM was performed in the frequency range of 4000–400 cm−1. Density of the composites were measured by weighing cylindrical samples of dimension (12.5 mm × 10 mm); ratio of mass and volume gives the density of composite. Compression testing was performed with ASTM D695 standard with cynlidrical specimens and its dimension being 25 mm × 12.5 mm. Specimens were compressed at the rate of 1 mm min−1 till fracture. Average of the four samples of each kind was taken to arrive at the final compression strength and modulus of the composites. Thermo-mechanical properties of the composites were studied with Pyris diamond DMTA apparatus. The test was done under bending mode in the temperature range of 25 °C–160 °C with the heating rate of 5 °C min−1 and specimens with the dimension 50 mm × 10 mm × 2 mm were used. Micro structural changes in the fracture pattern due to the addition of CNT in various syntactic foams and interaction of HGM and CNT with epoxy was studied by SEM from EVO 18 from ZEISS. Fractured surface of the composites were taken for SEM and electrical conductivity of the samples was increased by gold coating them prior to the analysis. Morphology of the CNT/Epoxy composites were studied by TEM (FEI-TCNAI G2–20 TWIN).
3. Results and discussion
FTIR nalaysis has been used to obtain the functionalization of HGM by amine (-NH2) group. Figure 3 shows the FTIR spectra of pure HGM and NH2-HGM. The FTIR spectrum of HGM showed a peak at 1028 cm−1 which is recognised to be due to the presence of Si-O-Si bond. The FTIR spectrum of NH2-HGM indicates an additional peak at 1642 and 3334 cm−1, which is not present in the FTIR spectrum of pure HGM. This peak is due to the presence of NH2 group.
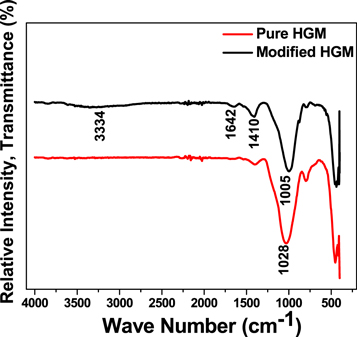
Figure 3. FTIR spectra of pure HGM and functionalized HGM.
Download figure:
Standard image High-resolution imageFigure 4 shows density variation of composite with increase in HGM volume fraction. As usual density decrases with HGM due to the lower density of HGM, as per rule of mixture. The TEM and SEM observations (figures 5(a) and (b)) show that the CNTs have been efficiently dispersed within the resin. No clusters of CNTs are visible for the load of 0.1 wt%. Figure 6(a) shows stress strain pattern of various syntactic foams under compression loading. Curves show a linear elastic region followed by strain relaxing region and then a sharp drop in stress.
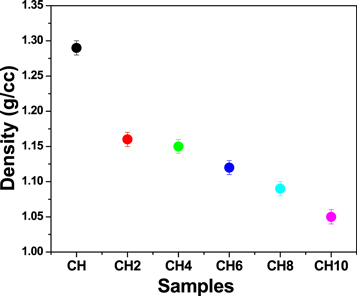
Figure 4. Density of HGM loaded CNT/epoxy composite foam.
Download figure:
Standard image High-resolution image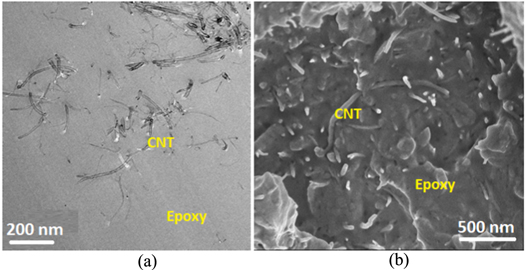
Figure 5. (a) TEM image and (b) SEM image of CNT/epoxy composite.
Download figure:
Standard image High-resolution image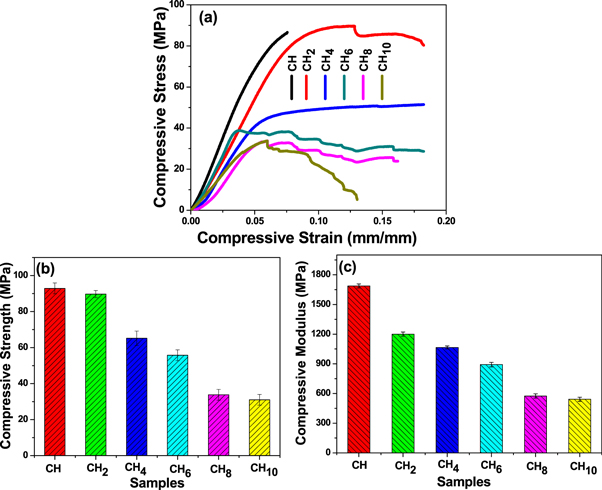
Figure 6. (a) Compressive stress-strain curves (b) compressive strength and (c) compressive modulus of HGM loaded CNT/epoxy composite syntactic foam.
Download figure:
Standard image High-resolution imageSyntactic foams with HGM/Epoxy have flat plateau at plastic region which is associated with the failure of HGMs. In CH sample it can be seen that there is no such flat plateau and as HGM content increases in the composite transformation of failure from sudden drop in strain to energy absorption or strain relaxation can be seen. When samples are compressed, initially weaker HGM fails at lower stress leaving voids in the matrix. These voids favor the evolution of cracks, these crack propagation causes deboning of fewer HGM. Due to this combined effect sharp drop in stress after plateau region in syntactic foams occur. Functionalization of HGM creates bonds between –NH2 groups and epoxy chain causing a mechanical locking of HGM with the matrix and hence deboning of HGM with the matrix is difficult resulting in delayed crack propagation.
Compressive strength of CNT/epoxy composites decreases with increase in HGM content as shown in figure 6(b), which is due to the lower strength of HGM and increase in total voids volume in the composite. Strength of CH2 is just 3.71% less than that of CH. As HGM content increases in CH4, CH6, CH8 and CH10 strength decreases by 40.6, 63.65, 162.1 and 191.2%, respectively. Figure 6(c) shows compressive modulus of the composite foam obtained from the slope of elastic region of stress-strain curve. Decrease in compression modulus of syntactic foam with HGM content represents its inability to resist elastic strain under compression. This is because voids volume increase with HGM volume and hence higher straining takes place with same stress value. CH2, CH4, CH6, CH8 and CH10 have compression modulus reduced by 28.82%, 36.83%, 70.81%, 65.95 and 67.91 with respect to CH. It is obvious that the failure of lower strength HGM first takes place during the compressive testing. Consequently, the decrease in compressive strength and compressive modulus of the composite foam is due to replace of higher strength epoxy is replaced by lower strength HGM [27].
Figures 7(a)–(e) shows micro-structural illustration of the cracked surfaces of syntactic foam samples failed under compression and it shows uniform distribution of HGM in CNT/epoxy matrix. When HGM is added to the same the flow cracks get deflected by curvatures in the HGM surface. Uniform dispersion of CNT and HGM can be seen from SEM images in figure 7. With introducing HGM content there is a remarkable difference in the surface morphology of the fractured surface. The surface roughness of the fractured surface increased with increasing HGM content suggesting a brittle to ductile transformation in the composite material.
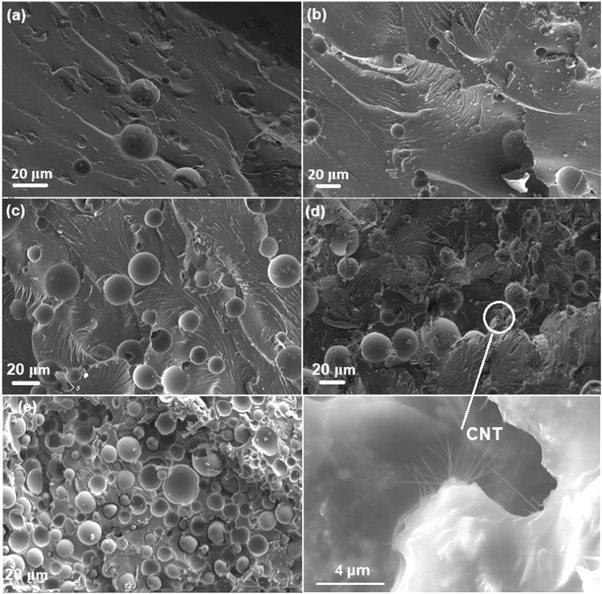
Figure 7. SEM micrographs of fractured samples (a) CH2, (b) CH4, (c) CH6, (d) CH8, and (e) CH10.
Download figure:
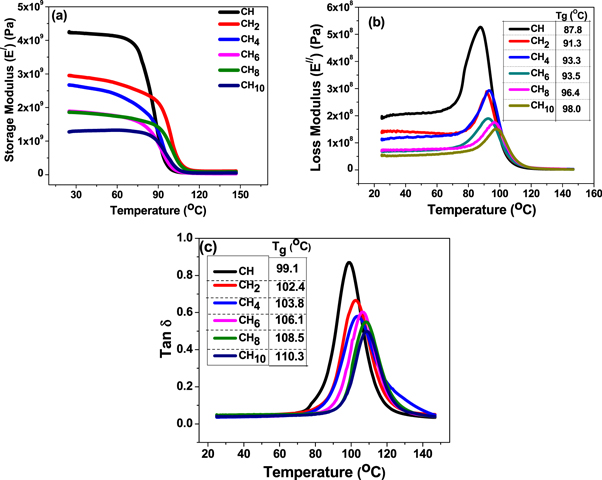
Standard image High-resolution imageThe storage modulus (E/) curves for various syntactic foams are shown in figure 8(a). The curves have three region, a linear region below glass transition temperature where E/ of all the samples decreases linearly with temperature. The second region being glass transition region where material transfers from elastic to viscous and hence E/ decreases in this region drastically. The third region being flow region with very low E/ because of material's viscous behavior. In this figure, it has been observed that the HGM filled composite foams shows a lower storage modulus than CH sample at room temperature. The storage moduli of CH sample at 30 °C are 4238 MPa, whereas the E/ values at 30 °C for CH2, CH4, CH6, CH8 and CH10 is 2955 MPa, 2656 MPa, 1942 MPa, 1931 MPa, and 1298 MPa, respectively. The modulus is decreased due to the low modulus of HGM. Similar conclusion can be made from figure 6(c) when we compare the compressive modulus values of CNT-epoxy composites by adding different concentrations of HGM.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. (a) Storage modulus, (b) loss modulus and (b) Tan δ of CH, CH2, CH4, CH6, CH8, and CH10 samples.
Download figure:
Standard image High-resolution image{kind=link}
The loss modulus (E'') value of composite in the transition region is decreasing with increasing content of HGM. The values of glass transition temperature (Tg) for the composites which is obtained from the loss modulus curve is given in figure 8(b). The composite CH10 presented the highest value of Tg which present its better thermal stability than all other composite foams. The incorporation of HGM in composite decrease the mobility of epoxy chain which helps to increase the thermal stability.
Figure 8(c) shows Tan δ curve of various composite foams. Tan δ indicates damping capacity of the syntactic foams. Minimum area under Tan δ curve represents maximum stability of the composites. The glass transition temperature (Tg) of the CH, CH2, CH4, CH6, CH8 and CH10 also found to be 99.1, 102.4, 103.8, 106.1, 108.5 and 110.3, respectively. Shift in Tg is to slightly higher temperature indicates epoxy chain mobility is restricted by HGM. Stability of the CNT/Epoxy composite also increases due to the addition of HGM to it as area under the Tan δ curves decreases, which also indicates the epoxy chain stability.
4. Conclusions
In this study, HGM reinforced CNT/epoxy composite foams were prepared by solution casting. Based on the experimental results and analysis, following conclusions have been drawn.
- The TEM and SEM image revealed that the CNTs are well dispersed in epoxy matrix. SEM images of the fractured specimens showed also a good dispersion of the HGM with the CNT/epoxy matrix. Fracture surface smoothness reduces as the HGM volume increases in the matrix. This is because, HGM spheres in the matrix restricts the fracture flow and thus changes in the surface morphology.
- Compressive strength of the CNT/epoxy composites shows negative effect with the increase in HGM volume.
- The dynamic properties of particulate composites reveal that the E' value of CH2, CH4, CH6, CH8 and CH10 sample is decreased by 43.4%, 59.5%, 118%, 119.2% and 226.4%, when compared to the CH sample that decreased due to the lower modulus of HGM. Due to the restriction of epoxy chain by HGM, the Tg has been shifted to a higher temperature. The properties evaluated revealed that HGM plays an important role for composite reinforcement improving the damping properties of epoxy.
- This study shows that the properties of HGM-filled CNT/epoxy composite foam can be effectively controlled by HGM content to develop light composites with mechanical and other performance that are potentially useful in the automotive industry.
Acknowledgments
The authors acknowledge the financial support provided by the Department of Science and Technology, India, (NO: ECR/2017/000906), for carrying out this research work.