
Abstract
In the present work, magnesium matrix composite reinforced with titanium dioxide (TiO2) nanoparticulates was synthesized using powder metallurgy (solid-state processing) technique followed by hybrid microwave heat treatment and hot extrusion. Commercially available magnesium particulates of average particle size 60–300 μm and titanium oxide nanoparticulates of average particle size ∼21 nm was used in this study. Extruded samples of pure magnesium and magnesium titanium dioxide (Mg-TiO2) nanocomposites were characterized for their physical, surface and internal microstructure (2D & 3D), elemental composition and mechanical behaviour. The experimental density and porosity of the composite specimens increases gradually with increase in addition of TiO2. Scanning electron micrographs (SEM) composite samples revealed that the nano TiO2 particulates distributed uniformly throughout the matrix with no significant agglomeration. The same was confirmed through 3D internal microstructure also. The elemental composition, crystalline structure was measured using x-ray diffractograms (XRD) which confirm that no foreign elements exists. Further, the microhardness and nanoindentation of composite samples showed an increasing trend with increase in addition of TiO2 nanoparticles.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Magnesium matrix composites are regarded as best solution for replacement of aluminium alloy, titanium alloy and its composites. Monolithic pure magnesium consists many holistic properties such as low density (1.74 g cm−3), high thermal conductivity (156 w/mK at room temperature), high specific strength, good electromagnetic shielding performance, good strength to weight ratio, low melting point (650 °C) and low elastic modulus (42–45 GPa). Reinforcement of magnesium matrix with large volume proportions of hard ceramic/metallic nanoparticulates always improves the morphological, mechanical, thermal and tribological properties of composite. The fabrication of magnesium matrix composite reinforced with ceramic nanoparticles using stir casting, squeeze casting, spray forming, DMD and powder metallurgy has been reported in [1–8]. However, the low stiffness, poor formability and poor corrosion resistance of magnesium based alloys and its composites hinder their use in wet environment and different structural applications.
Jie Chan et al [2] fabricated Mg-Al composite using hot pressing sintering (powder metallurgy technique) followed by hot extrusion and studied the density, SEM microstructure and compression characteristics of extruded composite. AZ91/FAs composite using negative infiltration was developed by K N Braszczynska-malik et al [3], exhibited the density and microstructure of fabricated samples, similar characterisation was reported by C D Li, X JWang et al [4] for Mg-Zn/CNTs composite using stir casting and hot extrusion. DMD technique followed by hot extrusion process studied by Amit kumar et al [5], explored the microstructural, damping, microhardness and tensile properties of Mg-3Al-La alloy. Ganesh kumar and Manoj Gupta et al [9] attained fine grain size, increase in hardness and increase in UTS of Mg- Ti nanocomposite fabricated by DMD technique and hot extrusion, same was reported by Mui Hoon Nai et al [10] and Tiong Hon Damienomg et al [11] for Mg- TiN composite Mg-Zr-La alloy synthesized by DMD technique. Pan wang et al [12] synthesized the AZ70 Mg alloy using superplastic forming technique. From this study, fine grain size, increase in tensile strength, increase in elongation and increase in hardness was observed in heat treated alloy. Khusbu Dash et al [13] studied the various thermal properties of aluminium matrix composite (AMC). The author concluded that thermal expansion mismatch and reinforcement volume in composite is the reason for generation of thermal stresses.
From the literature surveys, a combination of powder metallurgy assisted microwave sintering followed by hot extrusion has been reported and successfully fabricated the magnesium-based composites by using these studies. Therefore, in this study an alternative approach viz., two stage hybrid microwave sintering was used to ameliorate the both external and internal morphology of extruded composites. However, the effect of two stage approach on the properties of extruded billets were fairly unknown. Hence, in the current study systematic research was carried out to investigate the effect of sintering approach on the physical, morphological and mechanical characteristics of extruded Pure Mg and Mg-TiO2 nanocomposite samples. Further, in this study 3D microstructure features about the porosity, TiO2 presence, interfacial integrity, interparticulate spacing which mainly depends on fabrication technique and uniform distribution of TiO2 nanoparticulates with in the mg matrix were investigated using non-destructive Micro-Computed Tomography (μCT). External morphological characteristics were studied using SEM and XRD. Finally, Vickers microhardness and nanoindentation tests were carried out to investigate the mechanical behaviour of extruded composite specimens.
2. Experimental procedure
2.1. Material
Commercially available monolithic pure magnesium particles of average particle size 60–300 μm, >98.5% purity, density 1.74 g cm−3, hexagonal crystal supplied by Merck, Germany was the matrix and Titanium dioxide nanoparticles of average particle size ∼21 nm, >99.5% purity, density 4.23 g cm−3, tetragonal crystal supplied by Sinopharm Chemicals Reagent Co., Ltd China was opted as a ceramic reinforcement phase.
2.2. Fabrication
2.2.1. Primary processing
Pure Mg and Mg composite with different weight proportions of 1.5, 2.5 &5% [1, 9, 10, 14] nano sized TiO2 ceramic reinforcement was synthesized by powder metallurgy technique followed by two stage hybrid microwave sintering and subsequently hot extrusion process. Initially metallic Mg particles with desired amount of TiO2 particles were poured in 250 ml hard tungsten carbide bowl and blending were carried out with the absence of balls using mechanical alloying machine at speed of 200 rpm for 1 h [15, 16]. The loose blended particles of Mg & nano sized TiO2 ceramic reinforcement particulates were cold compacted (powder consolidation) at a pressure of ∼960 N mm−2 under room temperature in EN 31 (heat treated steel) compaction die and punch using universal testing machine of 100-ton capacity, supplied by Hitech India Equipment Pvt. Ltd. The pressure was maintained constantly on the punch until the required size of billet (40 mm length and 32 mm diameter) was attained. Next the two-stage sintering process was carried out for cold compacted composite specimen using microwave sintering furnace of 1.1 kw capacity supplied by V B Ceramics. The detailed step-by-step fabrication of nano composite specimen was shown in figure 1.

Figure 1. Step-by-step process of nanocomposite fabrication.
Download figure:
Standard image High-resolution imageThe objective of two stage hybrid microwave sintering used in this study was to ameliorate the grain structure, bonding between matrix and reinforcement particulates, strength, hardness and thermal resistance of composite specimens. Hence, the systematic work was carried out to study the effect of two-stage approach on the morphological and mechanical behaviour of monolithic pure magnesium and Mg-TiO2 nanocomposites. In the first stage of sintering, closed lid inner alumina crucible containing compacted specimen was placed in an outer alumina crucible, the gap between inner and outer crucible was filled with SiC particles and outer crucible was packed with insulation in all sides and it was then heated to a temperature of 500 °C for 4 h. The heat treated composite specimens were allowed to cool to normal temperature naturally and then taken for second stage of heat treatment. In this stage, the temperature and time were reduced to 400 °C and 1 h respectively in order to enhance further in bonding strength between matrix and reinforcement, significant reduction in porosity. In addition, this also reduces the thermal stress induced during heat treatment of sample. The authors [13, 17–19] reported that CTE mismatch is the reason for generation of thermal stresses during the composite fabrication, which can be minimised by controlled sintering temperature and the use of microwave sintering with SiC susceptors[20, 21].
2.2.2. Secondary processing
Before undergoing hot extrusion process, colloidal graphite was sprayed around the sintered billets and then constant temperature was maintained in a furnace at 350 °C for 1 h. During the second step of heating the gap between the particles are reduced further so that porosity is reduced and grain size is improved thereby morphological and mechanical properties were improved. If first step is continued one more hour there won't be any further change in properties due to interface gap and higher grain size and also unbonded particles after the first step can't be minimized. Also, inhomogeneity sometimes arises on the microstructure. Careful control of the shrinking behavior is also necessary during sintering process to obtain the high accuracy of shape and dimension of the Mg-TiO2 nanocomposites. During second step unbonded leftover interface gap if any between the grits will be minimized further so that bonding strength and grain size is improved even at 400 °C. Temperature between 350 °C to 450 °C is suitable for magnesium-based composites to improve the bonding strength and grain size. Finally, the sintered samples were hot extruded (secondary processing) in EN31 (heat treated steel) extrusion die using hydraulic press of 100-ton capacity supplied by Isha Engineering co., at Velammal engineering college, Chennai. The extrusion die temperature was maintained at 350 °C through induction coil around the die with standard insulation for an extrusion ratio of approximately 16:1 to produce 8 mm diameter composite samples. After the extrusion, the extruded composite specimens were machined to required dimensions using wire-cut electrical discharge machine for various characterization studies.
2.3. Density and porosity measurement
The experimental mass density of Monolithic Mg and Mg-TiO2 nanocomposite specimens were quantified using a He-gas pycnometer (Ultrapyc1200e pycnometer by Quantachrome instruments at material research center, IISc Bangalore). Each specimen was run for six cycles to measure the true density more precisely. Pure helium gas was purged with a pressure of 21 psig (2.4611 bar) for all six runs. The porosity content in Mg and Mg nanocomposite specimens were measured using experimental and theoretical mass density (using rule of mixture). The value of porosity explores the void content and bonding strength between reinforcement and matrix in the composite.
2.4. Microstructure characterization
2.4.1. Field-emission scanning electron microscope
Microstructural characterization of extruded monolithic Mg and Mg-TiO2 nanocomposite sample was studied by using field emission scanning electron microscope (ZEISS Ultra55 FE-SEM at MNCF Lab, CeNSE, Indian Institute of Science, Bangalore) for investigation of uniformity in distribution of TiO2 nanoparticulate throughout the matrix and refinement in grains and grain boundary if any. Prior to the microstructure examination, the samples were metallographically ground, polished and finally etched in the Nital (100 ml ethanol with 1 ml HNO3) as per standard metallographic procedures. Ultra high resolution images were captured at extra high voltage (EHT) of 5 kV with a focal distance of <4 mm. The SEM micrographs were studied in detail to illustrate above said parameters. Presence of agglomeration is also studied from SEM micrographs because the agglomeration of TiO2 nanoparticulates may weaken the bonding between matrix and reinforcement, which may result in ploughing defect.
2.4.2. Micro computed tomography (μCT)
Pure Mg and Mg- TiO2 nanocomposite samples were examined through a high resolution Xradia Micro-Computed Tomography (μCT) facility at the AFMM lab, IISc Banglore. This micro-CT [22–25] system has a Hamamatsu x-ray source with the energy capability of 40–150 kV and the spatial resolution ranging from ∼30 μm to less than 1 μm. In this work, the x-ray source voltage was set at 80 kV, Power was at 10 W and the beam current was 86.9 μ A. For the x-ray source voltage was set at 90 kV, and the beam current was 50.0 μ A each sample, a cylindrical region with diameter and height approximately 2.40 mm and 1.75 mm was scanned to obtain a series of 2D cross-section images with a spatial resolution of 2.4 μm. These 2D images were then reconstructed and analyzed using TXM3D Viewer 1.2.7 software to explore the influence of TiO2 particles in the 3D internal microstructure.
2.5. X-ray diffraction
X-ray diffractograms were used to analyse the phase constituents, crystallographic arrangement, effect of reinforcement on the texture of Mg if any. The extruded specimens of Pure Mg and Mg-TiO2 nanocomposites were analysed by x-ray diffraction (XRD) method using a Rigaku smartlab diffractometer at CeNSE, IISc Banglore. Cu Kα x-ray radiation (λ = 1.540 56 Å) was used with an angular step equal to 2° min−1. Reflexes from particular phases was identified according to KDP PDF-4+ cards. XRD experiments were carried out on Pure Mg and composite specimens in direction perpendicular to extrusion axis.
2.6. Micro and nano hardness
Nanoindentation was performed using a nanoindenter (Hysitron TI 900, Triboindenter at AFMM lab, IISc Banglore) equipped with a Berkovich diamond three-sided pyramid tip. A load-depth curve was acquired with a peak load of 2 mN from each indentation, and then hardness (GPa) was calculated using Hysitron TriboScan software.
Microhardness measurements (Future Tech FM-800 instrument at Material science department, IISc, Bangalore) of extruded monolithic Mg and Mg-TiO2 nano composite samples were recorded with pyramid shaped diamond indenter at 136° face angle. The indenter load was applied in five different points of flat metallographically polished surface with a load of 25 gf for dwell time of 15 s. All the measurement was carefully taken as per ASTM: E384-08 standard.
3. Results and discussion
3.1. Density and porosity
The extruded composite samples were found smooth and free from macroscopic cracks/defects. The porosity content, which is computed from experimental and theoretical density values are also presented in the table 1.
Table 1. Density and porosity measurements of synthesized Monolithic Mg and Mg-TiO2 nanocomposites.
| S. no | Material | Theoretical density (g cm−3) | Experimental density (g cm−3) | Porosity (%) | Avg. grain size of Mg (μm) |
|---|---|---|---|---|---|
| 1 | Pure Mg | 1.7400 | 1.7357 | 0.1246 | 34 |
| 2 | Mg1.5TiO2 | 1.7544 | 1.7495 | 0.1568 | 32 (↓ 6%) |
| 3 | Mg2.5TiO2 | 1.7642 | 1.7588 | 0.1836 | 30 (↓ 12%) |
| 4 | Mg5TiO2 | 1.7893 | 1.7825 | 0.2575 | 27 (↓ 21%) |
The attained results exposed that, there was an appreciable increase in mass density of nanocomposite with increase in addition of TiO2 nanoparticles in the magnesium matrix. Nevertheless, experimental mass density of monolithic Pure Mg and Mg-TiO2 nanocomposite samples were slightly close to the theoretical mass density which indicate that this route of fabrication was successful in fabricating near dense nanocomposite materials. The increase in density of nanocomposite was due to relatively higher density of TiO2 nanoparticles. Mg5TiO2 exhibited maximum porosity content of 0.2575%, which was 1% greater than that of Pure Mg. This was due to the crystalline structure of TiO2 nanoparticulate in the composite. More the content of crystalline TiO2, the deformation was restricted around, leading to increase in porosity.
Mg-5TiO2 exhibited average grain size of Mg about ∼27 μm (↓ 21%), which was finer than that of Pure Mg.
3.2. Microstructure
The three dimensional (3D) internal microstructure of for the composite specimens examined through micro computed tomography (μCT) was shown in figures 2(a) to (f), explored in detail about TiO2 presence, interfacial integrity, interparticulate spacing and uniform distribution of TiO2 nanoparticulates throughout the Mg matrix. Uniform distribution of TiO2 particles were confirmed in 3D microstructure of ϕ8 mm × 5 mm cylindrical volume in multiple regions and the same was scaled to 1000 μm in one region using advanced Micro computed tomography test (μCT).
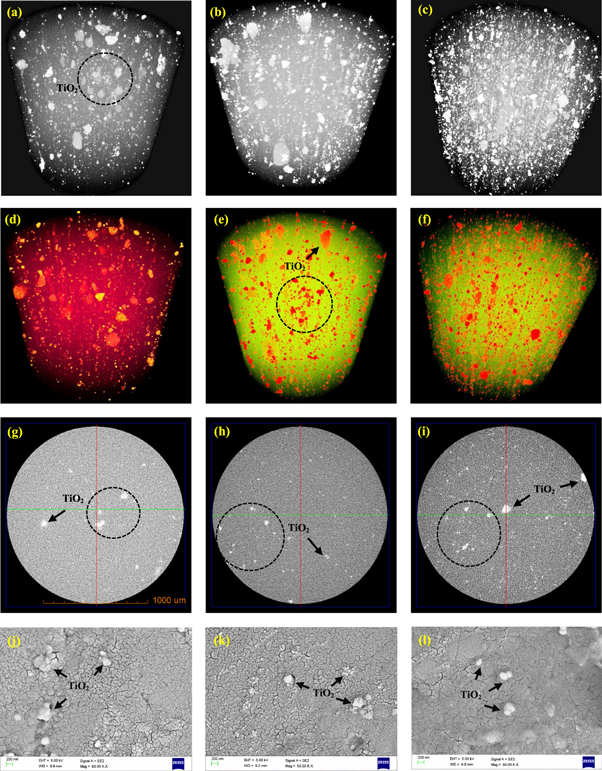
Figure 2. 3D tomographs, 2D and SEM micrographs of (a) Mg1.5TiO2 (b) Mg2.5TiO2 (c) Mg5TiO2 (d) Mg1.5TiO2 (e) Mg2.5TiO2 (f) Mg5TiO2 (g) Mg1.5TiO2 (h) Mg2.5TiO2 (i) Mg5TiO2 (j) Mg1.5 TiO2 (k) Mg2.5 TiO2 (l) Mg5TiO2.
Download figure:
Standard image High-resolution imageFigures 2(g) to (i) illustrates once again the uniformity of TiO2 content and interparticulate spacing of TiO2 throughout Mg matrix in a 2D surface sliced in the middle of the composite specimen perpendicular to the axis of the specimen, figures 2(j) to (l) of high-resolution SEM micrographs also confirms the same. These micrographs correlate with the argument made for 3D tomographs. Micrograph of hot extruded nanocomposite samples illustrated the refined grains of magnesium due to nucleation and pinning effect of uniformly distributed TiO2 nanoparticles in magnesium matrix. Similar observation was reported by the authors [14, 26]. No significant agglomeration was observed from the micrographs. Grain and grain boundary growth was completely restricted due to the presence of hard and crystalline TiO2 nanoparticle in the composite.
3.3. X-ray diffraction analysis
The figure 3 shows the x-ray diffractograms of Pure Mg and Mg-TiO2 (1.5, 2.5 and 5 wt%) nanocomposites obtained from cross section (perpendicular to extrusion axis) of hot extruded specimens. In case of Pure Mg, three distinct peaks were observed in x-ray diffractogram at 2θ values of 32°, 34° and 36° respectively. These values refer to prism basal and pyramidal planes of HCP Mg crystal. Similar observation was discussed by the authors [26–30]. With increase in TiO2 content in pure Mg, prism plane of Mg crystal retains at 2θ = 32°, whereas the basal and pyramidal planes of Mg crystals diminished. In all nanocomposite samples, the intensity of peak in x-ray diffractogram was maximum at 2θ = 32° (prism plane), which indicates the prism plane of Mg crystal dominates more compared to that of other planes across the plane perpendicular to the direction of extrusion axis. Since the content of TiO2 was very less in the nanocomposite, distinct peaks are not very clear in the diffractograms. Nevertheless, presence of TiO2 indicated by a small peak at 2θ = 29° also observed clearly in SEM micrographs.
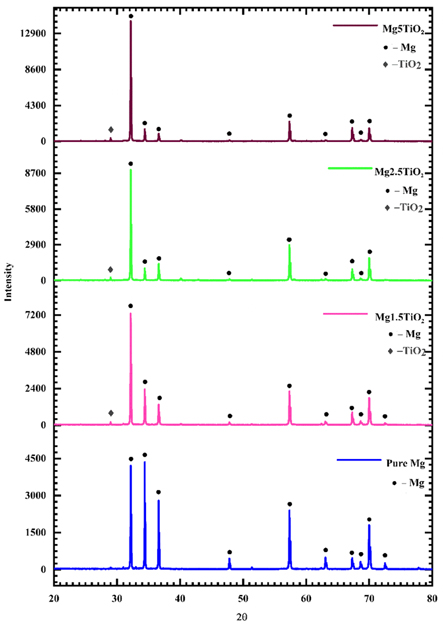
Figure 3. X-ray diffractograms of Pure Mg and Mg-TiO2 nanocomposites.
Download figure:
Standard image High-resolution image3.4. Microhardness
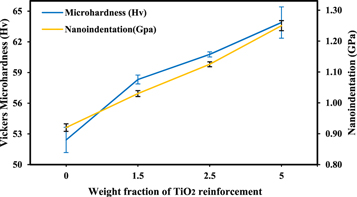
Microhardness value of monolithic pure Mg was found to increase with addition of TiO2 nanoparticles. Maximum hardness was observed in Mg5TiO2 nanocomposite, which is approximately 22% greater than the monolithic pure Mg. from the figure 4, it was observed that increase in content of nano TiO2 particulates increases the microhardness significantly compared to that of Pure Mg. Maximum microhardness of 63.89 Hv, which was 22% exceed than that of Pure Mg. This was due to the harder reinforcement constituents. Reduced grain size of Mg also a reason for increase in hardness of the nanocomposite. The harder reinforcement acts as a barrier for deformation of grain in the composite during indentation. The values of nanoindentation estimated during nanoindentation test of Pure Mg and Mg-TiO2 nanocomposites were presented in figure 4. It was observed that nanoindentation (GPa) increases with addition of TiO2 nanoparticulates. Maximum nano indentation of 1.25 GPa was noted to Mg5TiO2. The results obtained in Nanoindentation correlated with the values obtained in microhardness test.
{kind=link}
{kind=link}
{kind=link}
Figure 4. Vickers microhardness and nanoindentation of Pure Mg and Mg- TiO2 nanocomposites.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusion
The following conclusions were drawn from the study:
- 1.The Pure Mg and bulk composite (Mg- TiO2) containing 1.5, 2.5 and 5 wt% TiO2 nanoparticulates were successfully synthesized by powder compaction followed by two stage microwave sintering and hot extrusion.
- 2.The experimental mass density and porosity increases steadily with increase in TiO2 content. Maximum experimental mass density (1.7825 g cm−3) and maximum porosity (0.2575%) was observed for Mg5TiO2 composite.
- 3.It was confirmed from SEM micrographs that TiO2 nanoparticulates were uniformly distributed throughout the matrix with no significant agglomeration. With increase in TiO2 content, the Mg grains are refined about ∼27 μm, which was confirmed through SEM micrograph.
- 4.Three dimensional (3D) internal microstructure obtained through micro computed tomography (μCT) confirmed that TiO2 nanoparticulates were distributed uniformly throughout the Mg content with absence of significant agglomeration.
- 5.The quantitative analysis and crystalline structure of Mg-TiO2 nanocomposites were observed clearly in x-ray diffractograms at 2θ values of 32°, 34° and 36° respectively for Mg and small peak at 29° for TiO2 nanoparticulates.
- 6.Microhardness and nanoindentation were observed to be highest for Mg5TiO2, due to the presence of harder TiO2 reinforcement.
Acknowledgments
The Authors would like to express their sincere thanks for providing the characterisation facilities under the aegis of INUP at the Centre for Nano Science and Engineering (CeNSE), funded by Ministry of Electronics and Information Technology (MeitY), Govt. of India, and located at the Indian Institute of Science, Bengaluru.