
Abstract
Aluminum alloy-based surface composites have been in numerous applications since the introduction of the Friction Stir Processing (FSP) method to develop multifunctional properties owing to its ease of use and control in process parameters to obtain desired properties. AA6061-T651 is used as a substitute for AA6082 in structural applications due to its higher strength in comparison. To further improve the surface properties of AA6061, the friction stir processing technique was employed to reinforce Boron Carbide (B4C) particles by the Blind-Hole method. To achieve uniformity in distribution, FSP with a different direction strategy has been adopted. The surfaces thus developed were characterized using Optical Microscopy (OM) and Scanning Electron Microscopy (SEM) techniques. The grain size measurement was made on the processed samples using Heyn lineal intercept method. Tension and microhardness tests were also conducted to study the change in mechanical properties. The dark carbide zones with clear boundaries were identified in single pass processed specimens. Uniformity in the B4C distribution was observed on the dual-pass surface. In addition, Energy-Dispersive Spectroscopy (EDS) results have shown the presence of B4C embedded regions in the nugget zones along with the AA6061 matrix. Higher ultimate tensile strength was observed with the single-pass processed surface by 11% than the dual-pass processed surface.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Lightweight and high strength composites with Aluminum (Al) as matrix are well known for their applications in shipbuilding and aerospace industries as structural materials. Metal matrix composites with Al matrix know to possess good strength and tribological properties [1]. Al-based metal composites have a restriction in use where toughness and ductility is the requirement for the materials. Brittleness is induced in the Al-based composites because of the addition of the brittle particulate reinforcements [2]. On the other hand, Al-based metal composites possess good surface properties with respective wear and hardness along with high toughness in comparison to the base metal. Surfaces that are processed with laser and plasma energies to modify the properties by bringing the elements of the materials to the liquid phase result in poor mechanical properties because of transformations within the composite materials such as penetration of reinforcement elements into base metals [3]. Friction stir processing has been suggested as having great potential for producing surface composites without sacrificing the properties as the modification is caused in solid-state [4].
Friction stir processing uses a non-consumable rotating tool with predefined pin profiles to plunge against the surface to be modified and traverse the tool across the surface causing localized plastic deformation and redistribution of the material over the surface. This technique is often used in removing defects on casting surfaces while refining the microstructure and thus increasing resistance to corrosion [5]. FSP has shown improvements on the surfaces of Al, Cu, Fe, and Ni-based alloys. FSP works similar to friction stir welding wherein the metal bases are not joined rather surfaces are modified and considered as a variant of the process [6]. In FSP, severe plastic deformation in the base metal occurs as the tool is plunged against the base material causing the development of fine grains [7]. FSP is extensively used in applications that require grain refinement on the surfaces severe plastic deformation, and modification of the fusion joints [8]. Mishra et al [9] reported on the production of surface Al matrix composites with the addition of ceramics across the plunger to form a particle. To accomplish the task, blind holes with predefined sizes would be drilled in series and the selected ceramic particles are inserted by following up with FSP. Later investigations of FSP surface composites have shown the results of improvements in tribological properties, especially in aluminium-based surfaces [10]. Cluttering of particulates on the surface has been the major concern in the development of the surfaces and the issues were resolved by investigating the selection of process parameters. Spindle rotation, pin profile, speed of traversal and the number of passes were considered as the influencing parameters [11, 12]. Gangil et al [13] reported on the achievement of uniformity of SiC reinforcement particles by employing the multi-pass method. Further going a step ahead, Rana et al [14] demonstrated that selection of stir direction would also result in the least number of surface defects on AA7075 and B4C particulate surface composite. Erosion of the ceramic particles from the surface would lead to increased wear rate and to minimize this effect addition of graphite and other self-lubricating solid powders are used to increase the properties of surface composites [15]. Surfaces produced with more than one kind of particulate power are known as hybrid surface composites. The modified surfaces exhibit multiple properties such as hardness, wear-resistance and self-lubrication. Extensive research has been done on the hybrid surfaces based on the Al matrix by adding various combinations of reinforcements [16]. Rejil et al [17] reported on the improvement of the wear properties and uniform distribution of the particulates when employing Titanium carbide and Boron carbide particulates on Al6360 but laid in opposite directions. Yuvaraj et al [18] reported on the effect of multiple passes on the uniform distribution of the particulates when AA5083 is modified with B4C + TiC. Best results were seen when four passes were employed to generate a hybrid surface. A lot of attention has been drawn to the development of a hybrid surface involving wear resistance and lubrication properties. Soleymani et al [19] made comparative studies of single particulate (SiC) surface with a hybrid (SiC + MoS2) surface of AA5083 metal and reported on the improvement of wear resistance on the hybrid surface. Mahmoud et al [20] also investigated graphite induced hybrid surface based on AA6061 and showed an improvement in wear resistance. Sudhakar et al [21] reported on the improvement of ballistic and wear properties of AA7075/ (B4C + MoS2) surface when MoS2 has been introduced using the Blind-Hole method onto the B4C surface. Similarly, Mabuwa et al [22] did comparative studies of aluminium alloys using Surface Friction Stir Processing (SFSP) and FSW. The SFSP joints have shown higher ductile properties than the normal FSP. Ali et al [23] have suggested multi-pass FSP as a better substitute for elemental addition instead of casting modification, heat treatment and electromagnetic stirring of the primary Mg2Si in in situ Al-Mg2Si composites for improved mechanical and tribological properties. Hamidreza et al [24] investigated the effects of pin profile and number passes on AA6061 embedded with SiC particles using FSP. The average grain size was reduced by the increased number of passes and identified uniformity in SiC particle distribution over the composite surface, which resulted in resistance of wear rate. From the literature, authors have presented data based on trends obtained from lower to higher rpm while developing the surfaces. Most of the reports have mentioned betterment in mechanical properties with an increased number of passes. The direction of the pass was also not considered in developing the surfaces.
In this research, the surface composite of AA6061/(B4C) is developed by using multiple-pass friction stir processing. FSP was done on three different samples i.e., FSP only on base metal, FSP on base metal with B4C single pass and FSP on base metal with B4C dual pass for comparative studies. The dual-pass method in the reverse direction has been adopted to improve the uniformity in the distribution of B4C particulates and also improve mechanical properties. The mechanical and metallurgical characterization was done on these samples and studied the effect of FSP and B4C particles.
2. Materials and experimentation
The base metal AA6061 of size 120 × 80 × 6 mm were considered for developing the B4C particulate layer on the AA6061-T651 surface. The chemical composition of base metal AA6061 is shown in table 1. The base metals were firmly mounted on a predesigned fixture on the FSW machine. FSW machine capacity is 12 kVA/440 V with a speed range of 300 to 3000 rpm. H13 steel tool with dimensions as shown in figure 1 has been used for processing AA6061 surface. The process parameters used for stir processing are 1200 rpm with a feed rate of 30 mm min−1 and the same set of values were used for processing FSP with B4C single pass and FSP with B4C dual-pass which are mentioned in table 2. In this research, the direction of feed for the dual pass is commenced opposite to the single pass. The Blind-Hole method has been used to incorporate B4C particles into the metal surface. The dimensions used for Blind-Hole are 2 mm in diameter and 3 mm in depth with a gap of 5 mm between the holes. The developed friction stir AA6061surface with B4C particulate samples is shown in figure 2. After stir processing, the samples were wire cut using EDM for further metallurgical and mechanical characterization. The metallurgical studies were done on 30 × 5 × 5 mm sized specimens by using optical and scanning electron microscopes. The specimens were mounted in hot moulding using Bakelite powder to obtain samples for metallurgical tests. A series of polishing steps were made using grit papers 200, 400, 600, 800, 1000, 1200, 1500, and 2000 followed by diamond polishing. Mirror diamond paste with 3 microns suspended particulates on velvet clothe was chosen to ensure scratch-free surface before it is sent to etching. Keller's reagent has been used for etching the surface with an exposure time of 15 to 20 s. The grain size measurement was made on sample 2 and sample 3 using Heyn lineal intercept method. In this method, the average grain size was measured by counting the number of grains intercepted by one or more straight lines sufficiently long to yield at least 50 intercepts. The grain size was measured as per ASTM E 112-13 standard. A tension test was conducted using ADITYA UTE 40 on specimens prepared as per ASTM E/8 standard with a strain rate of 2 mm/min. Hardness measurements were taken using MATSUZAWA MMT X7 Vickers hardness tester. The indentation was carried out along the transverse direction of the processed surfaces. Indentations on the test specimens were taken with a gap of 1 mm by selecting a load of 500 gf (HV0.5) passing through the base material (AA6061), HAZ, and TMAZ from the advancing side to TMAZ, HAZ & BM retraining side. After completion of microhardness measurement, the same sample was subjected for partial etching with kellers reagent. This sample is placed under the optical microscope for measuring the number of indentations projected in various zones.
Table 1. Chemical composition of AA6061 (wt%).
| Base metal | Cu | Mn | Si | Mg | Fe | Zn | Cr | Al |
|---|---|---|---|---|---|---|---|---|
| AA6061 | 0.27 | 0.1 | 0.6 | 1.0 | 0.3 | 0.15 | 0.19 | 97.39 |
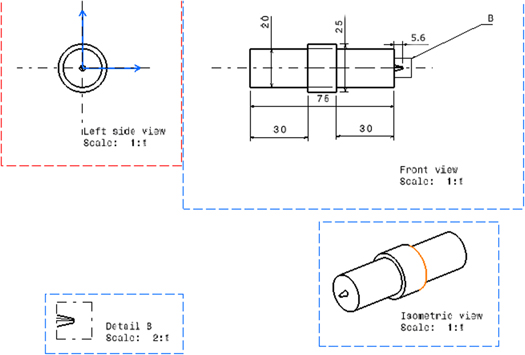
Figure 1. Detailed drawing of FSP H13 tool.
Download figure:
Standard image High-resolution imageTable 2. Friction stir processing parameters used.
| S. No | Materials | Tool rotational speed (rpm) | Travelling speed (mm/min) | Tool specification | % of B4C addition |
|---|---|---|---|---|---|
| 01 | Friction stir processing | 1200 | 30 | Material: H13 tool steel | |
| Hardness: 490 HV | 5% | ||||
| 02 | Single Pass of FSW + B4C | Shoulder dia.: 25 mm | |||
| Pin height: 5.6 mm | |||||
| 03 | Dual Pass of FSP +B4C | Pin taper: 7 to 5 mm |
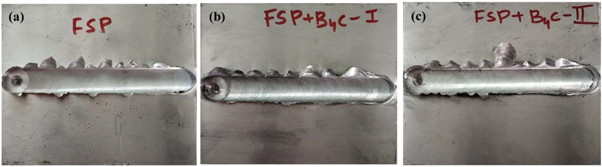
Figure 2. Surface modification of AA6061 (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution image3. Results and discussions
3.1. Metallurgical studies
The macrostructures of the FSP processed AA6061, single-pass FSP processed AA6061 with B4C and double pass FSP processed AA6061 with B4C surfaces are shown in figure 3. A clear distinction can be made between all the macrostructures with features of particulate distribution and particulate concentration zones. In reverse dual-pass particles were distributed uniformly while on the single-pass surface the particles were still concentrated at onion ring zones. The optical microstructures at HAZ, TMAZ and nugget zone of all three samples are shown in figures 4 and 5. It is clearly observed that the TMAZ of sample 2 and sample 3 is consistent with B4C particles with coarse grain structures. The HAZ of all the samples is observed with fine grains and no presence of B4C particles in sample 2. In sample 3, the B4C particles are observed at the interface of HAZ and TMAZ. It is clearly observed from figure 5 that a more number of B4C particles with fine grains in the nugget zone were observed in sample 2 which could be attributed to strengthening at the nugget zone. Due to the reversal pass on sample 3, the B4C particles were distributed into various zones including TMAZ and Interface of HAZ which could be attributed to increased hardness in various zones. Different shapes and proportions of these phases can be observed in both specimens with a higher density of AA6061 surface in the dual-pass specimen. It was observed from figures 6(b) and (c) that the surfaces have shown the embedded regions of B4C dark zones in an onion ring pattern along the process line and a distributed zone in the dual-pass surface. Figure 6(a) shows a plastically deformed region of AA6061 from the advance side to the retread side. The figure also confirms the uniform distribution of the composite particulate on the surface vowing to the suitability of the process parameters to achieve composite surfaces. The dark carbide zones with clear boundaries were identified in single pass processed specimens. Alireza et al [25] suggested that the increased tool travel speed increases the uniformity in the distribution of B4C particulates in al matrix and at lower speeds, the agglomeration of the particles was observed. Two phases, i.e., B4C and AA6061 can be seen in both specimen's microstructures.
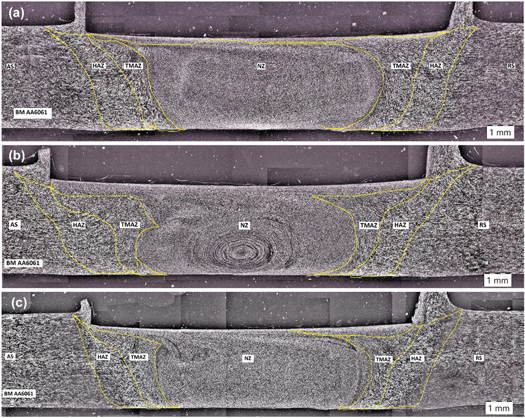
Figure 3. Optical macrostructures of (a) only FSP, (b) with B4C single pass and (c) with B4C dual pass.
Download figure:
Standard image High-resolution image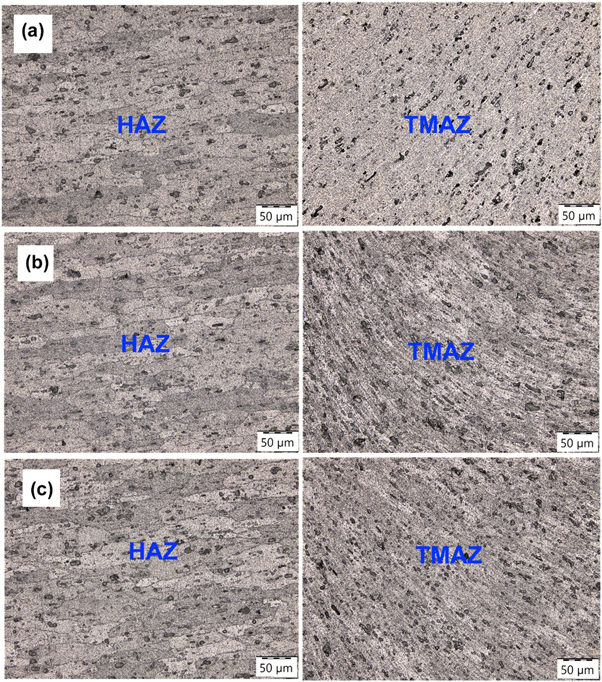
Figure 4. Optical microstructures at HAZ and TMAZ of (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution image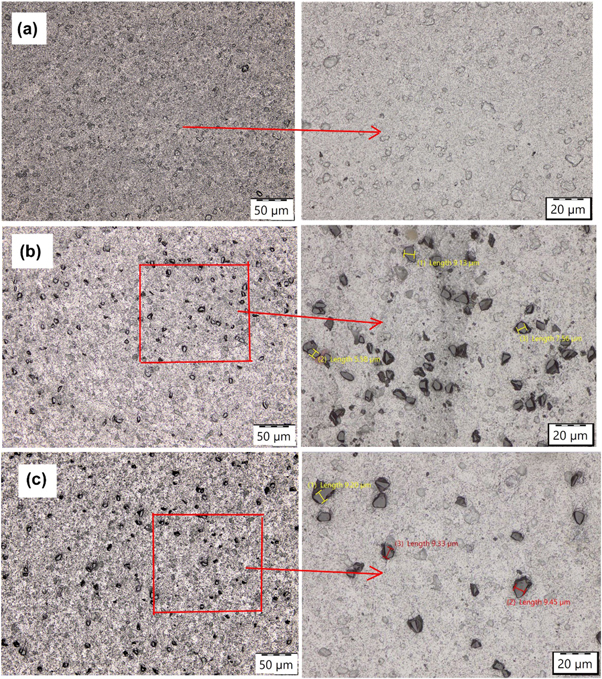
Figure 5. Nugget zone of (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution image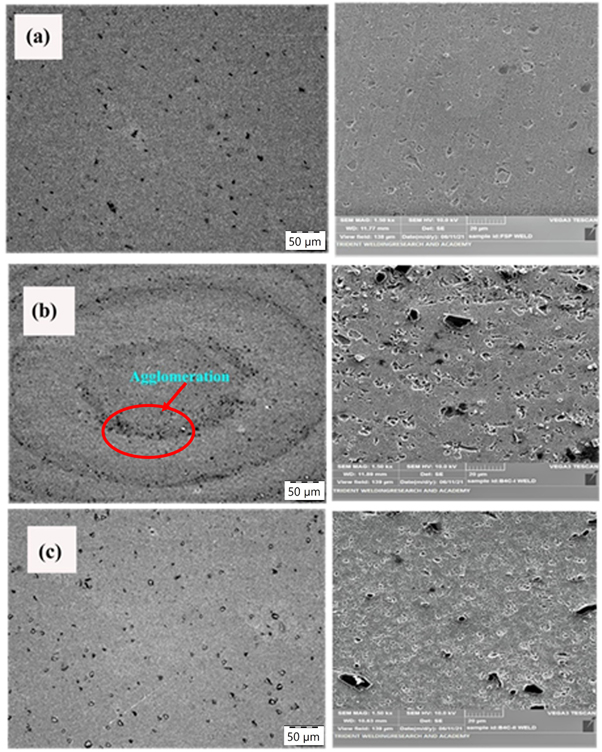
Figure 6. OM and SEM Macrostructures of (a) (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution imageThe grain size measurement was made on FSP + B4C with single-pass and FSP + B4C with double pass using the Heyn Lineal Intercept method as shown in figure 7. It is observed that the grain size of 8.4 μm and 9.3 μm in sample 2 and sample 3 respectively. It is also observed that the onion ring zones with high dense B4C particles in sample 2 than sample 3. SEM/EDS tests were made on all the specimens to observe the presence of the processing elements as shown in figure 8. EDS results have shown the presence of B4C embedded regions in the nugget zones along with the AA6061 matrix. This confirms non-fusion zones within the nugget region thus ensuring solid-state development of a surface composite.
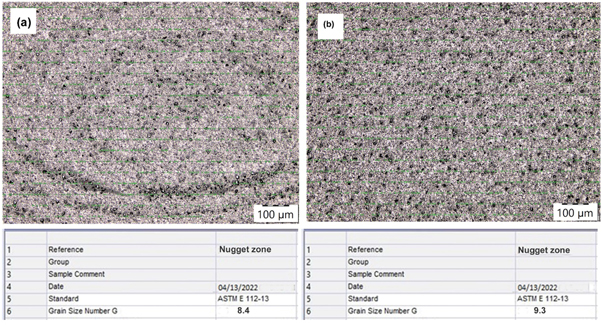
Figure 7. Grain size measurement of FSP samples (a) B4C single pass and (b) with B4C dual-pass.
Download figure:
Standard image High-resolution image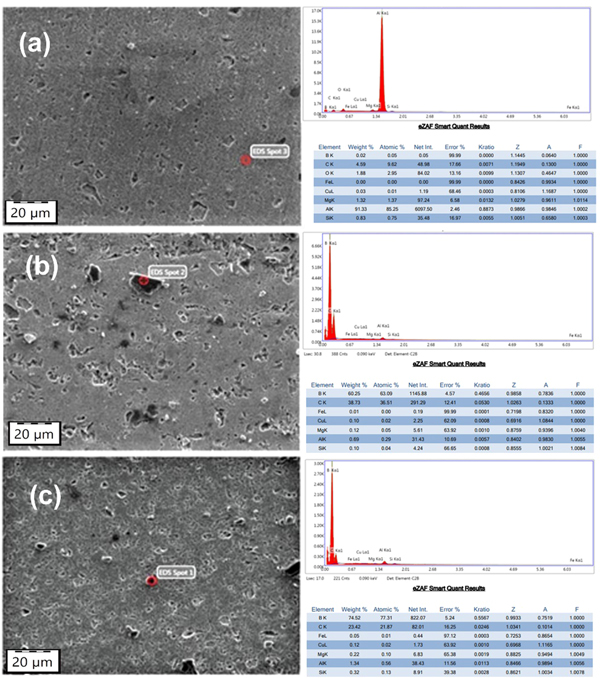
Figure 8. SEM/EDS point analysis of (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution image3.2. Mechanical properties
3.2.1. Tensile studies
Tensile stress-strain graphs of all the specimens i.e., FSP processed AA6061, Single-pass FSP processed AA6061 with B4C and double pass FSP processed AA6061 with B4C surfaces were obtained are shown in figure 9. The average tensile properties were computed by testing three tensile coupons taken from each surface and the values are listed in table 3. Necking and fracture in specimens, under tension, were observed near the base metal AA6061 and FSP interface indicating an improvement in the resistance of the processed surfaces under tension. The failure location of weldments is shown in figure 10. Moslem et al [26] observed that tensile strength has increased from 86.84 to 173.92 MPa as the number of FSP passes is increased from 1 to 8 wherein the spindle rotation of 900 rpm was chosen to achieve the better mechanical mixing. As mentioned earlier the rotation speed was considered as 1200 rpm in the first pass and the same rotational speed was considered in the reverse dual-pass. The average UTS FSP processed AA6061, Single-pass FSP processed AA6061 with B4C and double pass FSP processed AA6061 with B4C surfaces filler weldments were observed as 185 MPa, 190 MPa and 171 MPa, respectively. The ratio of yield strength to the ultimate tensile strength of all the specimens was observed as 0.64. The higher yield strength value was observed in sample 1 and sample 2 in comparison to sample 3. The results corroborate hardness data and the fracture occurred at the interface of HAZ of AA6061 in samples 1 and sample 3. Whereas the fractured occurred at the interface of TMAZ in sample 3. The percentage of elongation of single-pass FSP processed AA6061with B4C surface has shown a higher value when compared with the other two specimens.
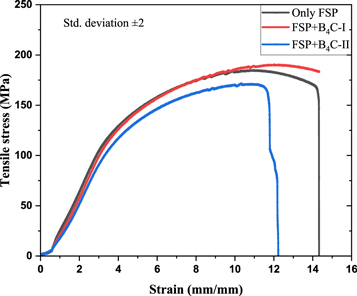
Figure 9. Tensile stress-strain graph of FSP samples.
Download figure:
Standard image High-resolution imageTable 3. Tensile properties of FSP developed samples.
| S.No | Sample Id | Yield strength (MPa) | Ultimate tensile strength (MPa) | % Elongation in mm | Failure location |
|---|---|---|---|---|---|
| 1. | Only FSP | 119 | 185 | 8.89 | HAZ |
| 2. | FSP + B4C-I | 120 | 190 | 9.50 | HAZ |
| 3. | FSP + B4C-II | 110 | 171 | 8.23 | HAZ |
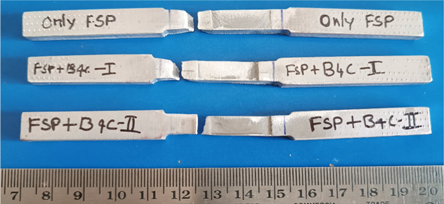
Figure 10. The fractured tensile sample under tension test.
Download figure:
Standard image High-resolution image3.2.2. Microhardness
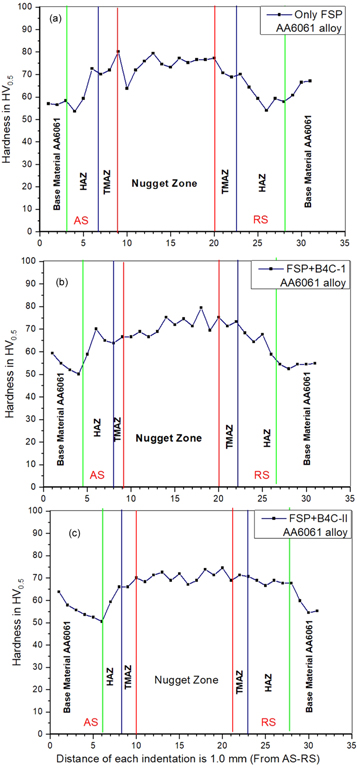
The microhardness measurements were made across the processed surface covering the nugget zone, TMAZ, HAZ and base metals. The hardness profiles of three processed samples were plotted and are shown in figure 11. From figure 11, it is identified that the microhardness value of AA6061, FSP + B4C single pass, FSP + B4C double pass weld zones as 76 ± 0.2 HV0.5, 75  HV0.5 and 73.5
HV0.5 and 73.5  HV0.5, respectively. Hardness values in TMAZ were increased after processing the surface with a reverse direction pass. Mechanical work hardening effect or particulate pinning effect might have caused an increase in the hardness values in these zones. The average microhardness value and heat-affected region width of single pass and double pass nuggets were computed and are shown in table 4. The average hardness value of the processed surface of AA6061 using B4C with a single-pass zone was observed to be higher than the base metals. The drop in hardness value of HAZ has been observed in all the specimens when compared to the nugget zone.
HV0.5, respectively. Hardness values in TMAZ were increased after processing the surface with a reverse direction pass. Mechanical work hardening effect or particulate pinning effect might have caused an increase in the hardness values in these zones. The average microhardness value and heat-affected region width of single pass and double pass nuggets were computed and are shown in table 4. The average hardness value of the processed surface of AA6061 using B4C with a single-pass zone was observed to be higher than the base metals. The drop in hardness value of HAZ has been observed in all the specimens when compared to the nugget zone.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. Microhardness across the samples (a) only FSP, (b) with B4C single pass and (c) with B4C dual-pass.
Download figure:
Standard image High-resolution image{kind=link}
Table 4. Microhardness value at various zones of AA6061/B4C.
| Sample ID | HAZ, HV0.5 | TMAZ, HV0.5 | Nugget zone, HV0.5 |
|---|---|---|---|
| Only FSP | 60 | 70 | 75 |
| FSP with B4C single pass | 55 | 65 | 71 |
| FSP with B4C dual-pass | 58 | 72 | 74 |
4. Conclusions
Surface modification of AA6061 alloy by embedding B4C particles via friction stir processing was done successfully. The following conclusions are made from metallurgical and mechanical test results;
- The microstructure of the dual pass processed specimen has shown uniformity in AA6061/B4C surface than single-pass processed AA6061/B4C.
- The uniformity of B4C has been achieved when the reverse pass is made on the same surface with the same parameters. Since the reverse pass has achieved a uniformity of B4C with minimized Agglomeration and also resulted in higher hardness values when compared to the first pass.
- The average grain size at the nugget zone of FSP with B4C single pass and FSP with B4C dual-pass was observed as 8.4 μm and 9.3 μm respectively.
- UTS of the single-pass processed surface with B4C was obtained as 190 MPa while double pass-processed surface with B4C was obtained as 171 MPa. Single-pass processed specimen AA6061/B4C has shown higher tensile strength of 11% when compared to dual-pass with B4C.
- To achieve higher tensile strength with fine grains of B4C particles single pass processing on Al6061/B4C is sufficient and reverse double pass processing can be extended to achieve uniformity in the distribution of B4C and higher hardness.
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.