
Abstract
In order to explore the mechanism of unidirectional ultrasonic vibration-assisted machining from a microscopic point of view, the molecular dynamic (MD) simulation method is used to simulate the scratch process of monocrystalline copper under ultrasonic excitation. By comparing the simulation results of traditional scratching and ultrasonic vibration-assisted scratching, the influences of ultrasonic vibration on the surface morphology, the tangential force, and the evolution of the crystal's internal defects are discussed. The results show that the ultrasonic vibration can improve the surface quality of the workpiece, reduce the tangential force, and reduce the energy consumption. Simultaneously, ultrasonic vibration promotes the interaction between dislocations, accelerates the annihilation of dislocations, effectively reduces work hardening caused by dislocation accumulation, and forms a large number of vacancies and interstitial atoms.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Ultrasonic vibration-assisted machining is a superior processing technology developed in recent years. It has been widely used in surface treatment technology to improve the properties of metal materials, such as ultrasonic-assisted stretching [1], ultrasonic-assisted extrusion [2], ultrasonic-assisted cutting [3], Ultrasonic assisted rolling [4]. Ultrasonic vibration-assisted machining can effectively reduce the wear rate of tools and prolong the service life of parts. Tang et al [5] used a finite element simulation to simulate the welding and ultrasonic impact treatment process, so as to predict the residual stress distribution of 304L stainless steel welded joints. The effects of ultrasonic impact treatment on the residual stress distribution and fatigue performance were studied. The results showed that ultrasonic impact treatment significantly prolonged the fatigue life of 304L welded joints. Some scholars used ultrasonic shot peening (USP) to increase the hardness of the sample surface. The cumulative effect of grain refinement and compressive residual stress in the surface and sub-surface regions could improve the corrosion resistance, thereby extending the components' life [6, 7]. Currently, the theory on the mechanism of ultrasonic vibration to enhance the performance of metal materials is mainly based on surface and volume effects [8]. Surface effects can reduce friction during processing and improve surface quality [9–13]. The volume effect leads to a decrease in processing force and an increase in the forming limit during processing [14, 15]. Due to the limitations of experiments and characterization methods, it is impossible to directly characterize the evolution of the material's internal microstructure during the vibration formation process. Therefore, the understanding on the mechanism of ultrasonic vibration plastic processing of metal materials is still stagnant, and it is urgent to adopt other technologies and methods to promote the further development of this field.
The molecular dynamics (MD) simulation method can intuitively and accurately obtain the atomic-scale structural evolution behavior of the material during the plastic deformation process, which is of great significance for explaining the mechanism of plastic deformation. At present, many scholars have applied molecular dynamics simulation to study the plastic deformation behavior of materials. Zhu et al [16] used MD simulations to investigate the roughness of grooves, changes of dislocations, Von Mises shear strain and tangential force at different vibration frequencies during the scratching of monocrystalline copper. The results showed that higher vibration frequency in VAM on mono-crystalline copper has positive effects on surface finish, machinability and tool wear reduction. Zhai et al [17] used MD simulation to study the material removal mechanism at the atomic level during the polishing process of cubic silicon carbide under ultrasonic vibration conditions. The results showed that ultrasonic vibration greatly reduces the average tangential force and average normal force on the abrasive particles, which is beneficial to the progress of the scratching process and the improvement of the surface quality. Dai et al [18] used MD simulations to study the subsurface quality and material removal of single-crystal silicon with a diamond tool during ultrasonic elliptical vibration-assisted cutting, 1D ultrasonic vibration-assisted cutting and traditional cutting process. The results show that ultrasonic elliptical vibration-assisted cutting and 1D ultrasonic vibration-assisted cutting in cutting brittle material silicon causes a much smaller cutting force, much lower von Mises stress at the subsurface, larger material remove rate, lower compressive normal stress σxx and σyy, and smaller shear stress τxy.
By LAMMPS [19] software, this paper mainly carried out the molecular dynamic simulations of monocrystalline copper's nano-scratch process under the excitation of ultrasonic vibration. Metallic copper is a non-ferrous metal closely related to humans. It has good electrical conductivity, thermal conductivity, corrosion resistance and ductility. It is widely used in electrical, light industry, machinery manufacturing, electronic information, defense industry and other fields. Therefore, monocrystalline copper is selected as the material for the dynamic simulation of the vibration-assisted scratching subdivision. By comparing the simulation results of traditional scratching and ultrasonic vibration-assisted scratching (UVAS), this paper explores the influence of ultrasonic vibration on the surface topography, tangential force and evolutions of defect structure.
2. Simulation process
2.1. Simulation model
As shown in figure 1, the MD simulation model contains two parts of a spherical diamond tool and a monocrystalline copper specimen. The spherical diamond tool has a radius of 3 nm, which consists of 19,885 carbon atoms. The monocrystalline copper specimen is rectangular with 28.8 nm × 18 nm × 14.4 nm along X, Y and Z directions, which consists of 775,200 copper atoms. To obtain accurate simulation results, in the molecular dynamics model, the atoms in the crystal copper model are divided into three categories: Newton atoms, constant temperature atoms, and boundary atoms. Setting the boundary atoms is mainly to prevent the monocrystalline copper model from slipping under the external force of the tool. Constant temperature atoms are atoms that keep the temperature unchanged at 300 K. Its main function is to simulate the constant temperature processing environment in the actual processing process, and can achieve a certain temperature adjustment effect on the scratched area. Newtonian atoms are the uppermost atoms, whose motion conforms to the classic Newtonian law of motion. Moreover, along Y-direction, the periodic boundary condition is set in this simulation model to reduce the simulation scale. The main reason for setting the periodic boundary conditions: Since the simulation system must contain enough microscopic particles, the number of particles calculated will be limited by the processing power of the computer. Therefore, in order to shorten the simulation calculation time, the number of small particles and the number of simulation particles should be eliminated as much as possible. The researchers introduced periodic boundary conditions due to the size effect caused by the gap between the actual number of large particles. This paper introduces periodic boundary conditions in the molecular dynamics simulation of the ultrasonic vibration-assisted characterization process. As shown in figure 2, if the primitive cell is a collection of atoms in a certain unit volume, then the mirror cell is a unit cell of the same size as the primitive cell under certain periodic boundary conditions. At the same time, the type and movement of the particles are the same. When the particles in a certain primitive cell move into the surrounding mirror cell, the particles in the corresponding mirror cell will move into the primitive cell at this time.
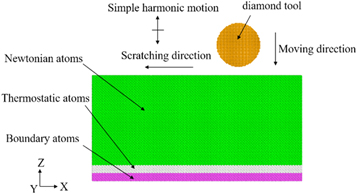
Figure 1. MD simulation model of the scratch process.
Download figure:
Standard image High-resolution image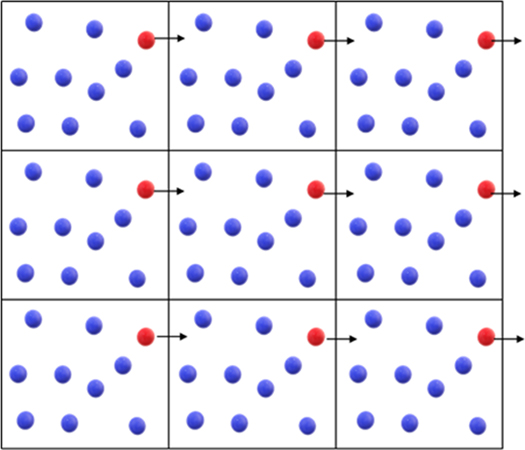
Figure 2. Schematic illustration of PBC.
Download figure:
Standard image High-resolution imageIn order to explore the mechanism of the scratching process of monocrystalline copper under ultrasonic vibration, experimental control groups are set up follows as: traditional scratching (no ultrasonic vibration-assisted) and ultrasonic vibration-assisted scratching. In MD simulation, after pressing down to 2 nm, the spherical diamond tool begins to scratch along the negative X direction at a speed of 200 m s−1. Compared with traditional scratching, ultrasonic vibration-assisted scratching is to apply simple harmonic vibration in Z direction to the tool, and the equation of motion trajectory is given as:

Where A represents the diamond tool's vibration amplitude in Z direction, and f represents the vibration frequency. Here the vibration amplitude and frequency are set to 0.2 nm and 200 GHz, respectively.
This model is equilibrated to 300 K under the microcanonical ensemble (NVE) and the atoms' initial velocities accord with a Maxwell-Boltzmann distribution. The parameters in the simulation model are noted in table 1.
Table 1. Parameters in this simulation model.
| Simulation parameters | Value |
|---|---|
| Dimensions of copper specimen | 28.8 nm × 18 nm × 14.4 nm |
| Numbers of copper atoms in the specimen | 775200 |
| Diamond spherical tool radius | 3 nm |
| Numbers of carbon atoms in the spherical diamond tool | 19885 |
| Specimen scratching surface | (0 0 1) |
| Scratching depth | 2 nm |
| Scratching velocity | 200 m s−1 |
| Scratching direction | [−1 0 0] |
| Scratching distance(L) | 10 nm |
| Vibration frequency | 200 GHz |
| Vibration amplitude | 0.2 nm |
| Timestep | 1 fs |
| ensemble | NVE |
| Equilibration temperature | 300 K |
2.2. Selection of potential energy function
The atomic potential determines the force and energy between atoms, so the proper potential is the key to make simulation reasonable. There are two kinds of Cu atoms and C atoms in the simulation process, so three types of potentials should be included. The first one is the interactions between monocrystalline copper atoms (Cu-Cu). The second one is the interactions between diamond carbon atoms (C-C). The last one is the interaction between monocrystalline copper atoms and diamond carbon atoms (Cu-C).
The Embedded-Atom Method (EAM) potential developed by Daw and Baskes introduces the local electron density. This method has high accuracy in describing metals' structure and thermodynamic properties [20, 21]. It is widely used in the molecular dynamics simulation of metal systems. The EAM potential parameters developed by Foiles can be used to describe the interaction between monocrystalline copper atoms [22]. EAM potential is composed of the pair potential and embedded energy. This potential is expressed by the following formula:

Where, UEAM represents the total potential energy of the whole system; Φij represents the pair potential between the two atoms i and j; rij represents the distance between atom i and atom j; Ei represents the embedded energy of atom i, and ρi represents the host electron density at atom i induced by all the other atoms in the system, as following:

Where, ρj (rij ) represents the electron density at atom i induced by atom j, and rij represents the distance between atom i and atom j.
Since diamond is much harder than copper, and the wear and deformation is not considered, the diamond spherical tools can be regarded as a rigid body in the simulation process. There is no need to identify potential between diamond atoms (C-C).
The specimen interactions between monocrystalline copper atoms and diamond carbon atoms in the spherical tool are identified by the Morse potential [23], which has the characteristics of simple form and convenient calculation. Morse potential can be expressed as follows:

Where, D0, α and r0 are respectively related to the cohesion energy, the elastic modulus, and the atomic distance at equilibrium. The parameters of the Morse potential used here are set as follows: D0 = 0.087 ev, α = 51.4 nm−1, r0 = 0.205 nm [24].
3. Simulation results and analysis
3.1. Analysis of surface quality
Figure 3 shows the morphologies of scratched surfaces under different scratching methods. The scratch depth and distance of the sample are 2 nm and 10 nm, respectively. Figures 3(a) and (b) show top views of the scribed surface morphology based on the X-Y plane. It was found that scratches and bumps were produced during the scratching process. Compared with the scratches without ultrasonic vibration assistance, it can be found that the ultrasonic vibration assistance makes the surface of the scratches smoother. Figures 3(c) and (d) show cross-sectional views of the scratched surface morphology. With the aid of ultrasonic vibration, the spherical tool often squeezes the sample, thereby reducing a small amount of accumulation and undulation of scratches, making the depth distribution of scratches more uniform and promoting a smooth surface. In short, the introduction of ultrasonic vibration improves the surface quality of the workpiece.
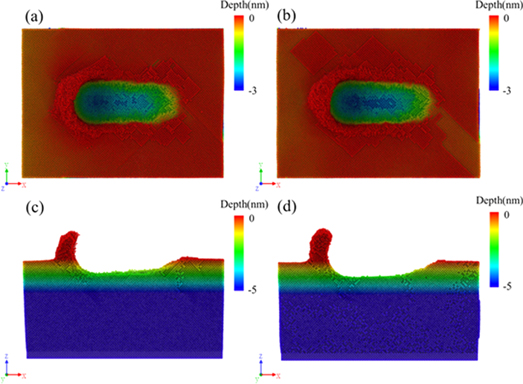
Figure 3. The scratching surface morphologies under different scratch methods. (a) the top view of Traditional scratch, (b) the top view of UVAS, (c) the cross-sectional view of Traditional scratch, (d) the cross-sectional view of UVAS.
Download figure:
Standard image High-resolution image3.2. Analysis of scratch force
Figure 4 shows the changes of the tangential force on the diamond tool during scratching process. Figure 4(a) shows the calculated force curve and graph. Figure 4(b) shows the smooth force curve. It found that the tangential force of the tool fluctuates slightly during scratching process without ultrasonic vibration, which is mainly caused by the interaction of dislocations. The tangential force of the tool assisted by ultrasonic vibration shows a waveform trajectory, and its peak value is the same as the tangential force without ultrasonic vibration. In most cases, the tangential force of ultrasonic vibration-assisted scratching is smaller than that of scoring without ultrasonic vibration. It is obvious that the average tangential force of ultrasonic vibration-assisted scratching is much smaller than traditional scratches. The area under the tangential force curve can be regarded as the scratching work in the scratching process. Ultrasonic vibration-assisted scratching consumes less scratching work than traditional scratching. Figure 5 shows the change in the normal force acting on the diamond tool during the scratching process. At the beginning of the traditional scratching process, the normal force shows a downward trend. When the scratch distance reaches 2 nm, the normal force tends to stabilize. The normal force of ultrasonic vibration scratching presents a movement of sine wave vibration, and the average normal force is equal to the normal force of traditional scratching. Therefore, the ultrasonic vibration during the scratching process can effectively reduce the tangential force required by the tool during scratching, reduce the wear rate of the tool, and increase the service life of the tool.
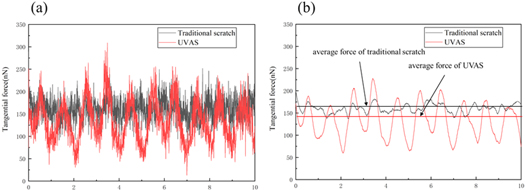
Figure 4. The curves of tangential force variation during the scratching process. (a) the calculated curve, (b) the smoothed curve.
Download figure:
Standard image High-resolution image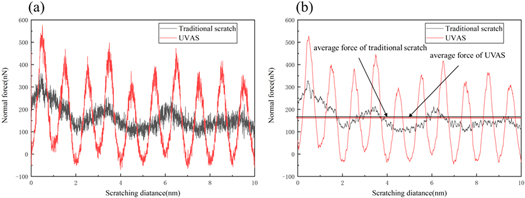
Figure 5. The curves of normal force variation during the scratching process. (a) the calculated curve, (b) the smoothed curve.
Download figure:
Standard image High-resolution imageConsequently, the introduction of ultrasonic vibration can significantly reduce the tool's tangential force, make the tool easier to scratch forward and reduce energy consumption during the scratching process.
3.3. Analysis of potential energy
Figure 6 shows the curve of potential energy change during scratching process. The overall potential energy shows an upward trend. This is because the tool's constant-speed scratching continues to squeeze the workpiece, which leads to severe plastic deformation of the crystal model. And it continuously increases the potential energy. In the traditional scratching process, the potential energy sharply rises and then drops, which is caused by dislocation nucleation, dislocation accumulation and destruction of dislocation accumulation. Under the assistance of ultrasonic vibration, the impact generated by the ultrasonic vibration can be absorbed by the structure of the workpiece, resulting in a greater increase in the potential energy of the workpiece. Furthermore, the potential energy fluctuates with the up and down vibration of the tool. Therefore, the ultrasonic vibration can increase the total potential energy of the workpiece's internal structure and increase the activation energy of the dislocation, which helpful for the nucleation and sliding of the dislocation.

Figure 6. The curves of potential energy variation in the scratching process.
Download figure:
Standard image High-resolution image3.4. Analysis of the evolutions of defect structure
In order to reveal the influence mechanism of ultrasonic vibration on the plastic deformation of the copper specimen, the evolution process of the dislocation structure inside the copper specimen is studied. The radial distribution function is generally used in the analysis of the physical parameters of the structure in molecular dynamics. It describes the structure of the solid by the order of the atomic arrangement in the solid, and judges the structure change by the position, shape and periodicity of the peak. The variation curve of the radial distribution function of copper atoms inside the specimen is analyzed, as displayed in figure 7. After traditional scratching, the peak value of the radial distribution function of copper atoms becomes smaller before scratching. The peak shape also becomes wider, indicating that the internal structure of the copper specimen has changed, and local lattice distortion has occurred. At the same time, comparing with the traditional scratches, the ultrasonic vibration makes the peak value of the radial distribution function of copper atoms become smaller and the peak shape become wider. This phenomenon indicates that more lattice distortions are generated inside the workpiece under the assistance of ultrasonic vibration.
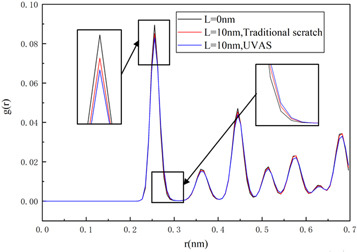
Figure 7. The radial distribution function diagram of the copper atoms at different scratching distance.
Download figure:
Standard image High-resolution imageThe dislocation analysis (DXA) in OVITO [25] software is applied to visualize the simulation results' dislocation structure, so as to investigate the evolution of the dislocation structure in the crystal. For the traditional scratching process, the internal defect structure of monocrystalline copper at different scratching distances is visualized by DXA analysis technology. And its development is shown in figure 8. In order to more clearly characterize the defect structure distribution inside the sample during the scratching process, the FCC atoms without crystal structure transformation are hidden. The atoms are colored in red and gray to indicate their belonging to the HCP and disordered structure (or surface lattice). Figure 8(a) shows the dislocation structure before scratching. It can be seen that a large number of Shockley local dislocations (green lines) are generated under the diamond tool. And stepped rod dislocations and prismatic dislocation loops are also formed. As shown in figures 8(b)–(f), the new dislocations nucleate in front of the scratching tool and slide along the scratching direction during the scratching process. Meanwhile, dislocations (such as prismatic dislocation rings) located behind the scratching tool slide to the machined surface and the free surface, and then their disappear reduces surface defects. It can be noted that a large number of vacancies and interstitial atoms are generated due to the interaction of dislocations with each other.
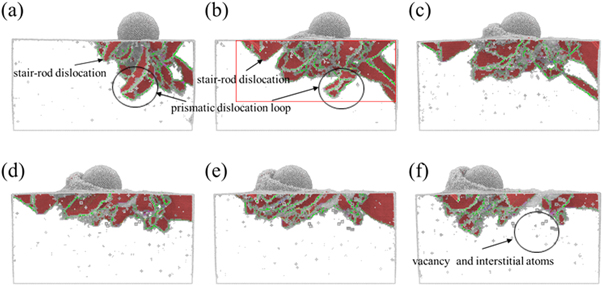
Figure 8. Evolutions of defect structure at different scratching distance during traditional scratching process. (a) L = 0 nm, (b) L = 2 nm, (c) L = 4 nm, (d) L = 6 nm, (e) L = 8 nm, (f) L = 10 nm.
Download figure:
Standard image High-resolution imageFigure 9 shows the evolution of the monocrystalline copper sample's internal defect structure at different scratching distances during ultrasonic vibration-assisted scratching process. In the ultrasonic vibration-assisted scratching process, the dislocations under the processing surface increase rapidly when the scratch distance L < 4 nm. Comparing the area in the red box in figures 8 and 9(b), it is found that the number of dislocations within the crystal model of ultrasonic vibration-assisted scratching increases faster than that of the crystal model of traditional scratching. Due to the high frequency impact of ultrasonic vibration, the dislocation multiplication and slip speed increase, and studies have shown that the dislocations propagate away from the tool–workpiece interaction region more easily and more dislocations nucleate under rapid and severe plastic deformation [26, 27]. According to the potential energy curve in figure 6, the potential energy of the crystals with ultrasonic vibration-assisted scratching is greater than that of the crystal without ultrasonic vibration-assisted scratching. The continuous expansion of the gap between two potential energies indicates that ultrasonic vibration can promote the rapid proliferation and slippage of dislocations. As shown in figure 9, when the scratch distance L > 4 nm, the internal dislocations of the crystal model scratched by ultrasonic vibration disappear rapidly, and the disappearance speed is greater than that of the crystal model without ultrasonic vibration. According to the crystal dislocation theory, the form of dislocation disappearance can be explained as: the dislocation slips to the crystal surface and interacts with dislocations of different orientations to disappear. The application of ultrasonic vibration causes the dislocations in the crystal to proliferate and slip rapidly, making it easier for the dislocations to slip to the free surface of the crystal and meet the dislocations of different orientations. Therefore, in the second half of the scratching process, the ultrasonic vibration is applied to the crystal. The internal dislocations of the model disappear quickly. As shown in figure 6, the potential energy of the ultrasonic vibration-assisted scratching crystal increases consistently. This phenomenon indicates that the disappearance of dislocations cannot lead to the disappearance of the internal energy of the crystal, but it is retained in the form of another point defect. The number of point defects in the dislocation disappearance area increases significantly, as shown in figure 9.
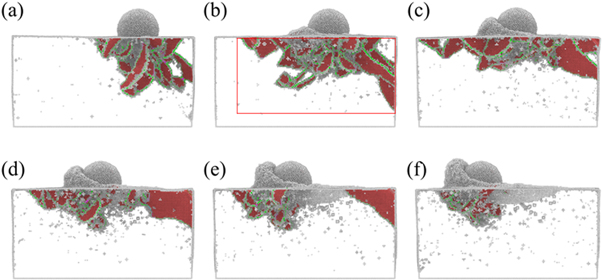
Figure 9. Evolutions of defect structure at different scratching distances during UVAS process. (a) L = 0 nm, (b) L = 2 nm, (c) L = 4 nm, (d) L = 6 nm, (e) L = 8 nm, (f) L = 10 nm.
Download figure:
Standard image High-resolution imageFigure 10 shows the evolutions of the defect structure and dislocation line in one vibration period. Figure 11 shows the curves of dislocation line length variation in one vibration period. During the traditional scratch process, when the scratch distance is 3–3.4 nm, the defect structure of the copper specimen is unchanged, and the length of the dislocation line fluctuates up and down in an equilibrium position. At this moment, dislocation accumulation occurs, which hinders the further slippage of dislocations, resulting in work hardening and a sharp increase in tool scratch force. When the scratch distance is 3.6–4 nm, the movement of tool breaks the dislocation accumulation, causing the outward expansion of the dislocation, the increase of the dislocation line length, and the decrease of the tool scratch force. This is also the main factor in the fluctuation of the scratch force in figure 4. Figures 10(c) and (d) show the evolutions of the defect structure and dislocation line in a cycle during the ultrasonic vibration-assisted scratching process. When the scratch distance is 3.2–3.6 nm, the tool is in a downward vibration process. At this moment, the surface of the workpiece is squeezed, the scratching force increases, the internal dislocation of the specimen slips outward, and the length of the dislocation line increases. When the scratch distance reaches 3.6 nm, the tool stops to vibrate downward and the dislocation line length reaches a peak. When the scratch distance is 3.6–4 nm, the tool is in the process of upward vibration. At this moment, the stress of the internal structure of the specimen is released, the scratch force is reduced, and the dislocation begins to rebound and interact with the dislocation defect near the processing surface, which causes the annihilation of dislocations, reduction of dislocation lines and generation of vacancy and interstitial atoms. Therefore, during the ultrasonic vibration-assisted scratching process, the stress of the internal structure of the specimen continuously undergoes an alternating process of increasing and releasing. This causes the interactions of dislocations to become more intense, accelerate the annihilation of dislocations, effectively reduce the work hardening caused by dislocation accumulation, and reduces the scratching force. At the same time, the annihilation of a large number of dislocations leads to the generation of a large number of vacancy and interstitial atoms.
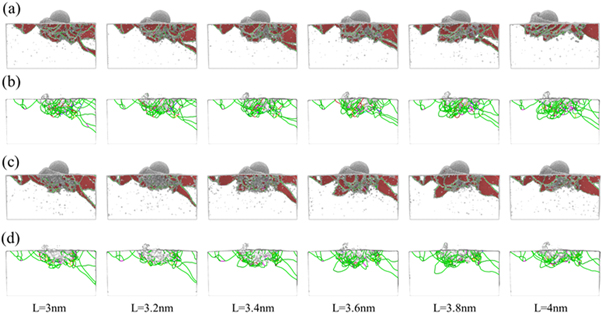
Figure 10. The evolutions of the defect structure and dislocation line in one vibration period (L = 3–4 nm). (a) and (b) Traditional scratching, (c) and (d) UVAS.
Download figure:
Standard image High-resolution image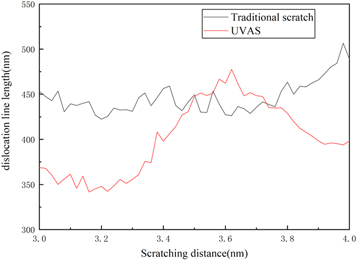
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. The curves of dislocation line length variation in one vibration period (L = 3–4 nm).
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
This article mainly applies the method of molecular dynamics simulation to study the effects of ultrasonic vibration on the surface morphology, tangential force, and defect evolution during the scratching process of monocrystalline copper. The main conclusions are following as:
- (1)The ultrasonic vibration can increase the amount of material removed, make the scratched surface smoother, and improve the surface quality of the workpiece. And it can significantly reduce the tool's tangential force, making the tool easier to scratch forward and reduce energy consumption during the scratching process. The ultrasonic vibration also can increase the overall potential energy of the workpiece's internal structure, which is helpful for the nucleation and slippage of dislocations.
- (2)During the ultrasonic vibration-assisted scratching process, the stress of the specimen's internal structure continuously undergoes an alternating process of increasing and releasing, which cause the interactions of dislocations to become more intense and accelerate the annihilation of dislocations. Therefore, compared with the traditional scratching, the number of dislocations becomes less, the work hardening caused by dislocation entanglement is avoided, and the number of vacancy and interstitial atoms increases significantly.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).
Declarations
Funding
This article was financially supported by National Natural Science Foundation of China (NSFC) (51675483, 52075047, 51705028), Fundamental Research Funds for the Provincial Universities of Zhejiang (Grant No. RF-A2019008).
Competing interests
Conflict of interest
The authors declare that they have no conflict of interest.