
Abstract
The current research work focused on the abrasive wear behavior of the basalt fabric as reinforcement in epoxy and polyester composites. Traditional hand-layup technique is used to manufacture the composites. The mechanical characteristics of the basalt fiber reinforced composites have been reported. The two body abrasive wear behavior of the fabricated composites was conducted by using pin/ball on disc tester TR-20 disc equipment. Test were conducted at two different load of 5 N and 10 N, for various sliding distances of 25 m to 100 m at equal intervals with 400 grade grit of particle size 35 μm. Wear resistance of the composites were determined by calculated the specific wear rate of the composites. Basalt fiber as reinforcement in epoxy composites showed better wear resistance than basalt fiber as reinforcement in polyester composites. Wear mechanism of worn samples is conducted by using the Scanning Electron Microscopy (SEM).
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The use of Fabric reinforced plastics (FRPs) has grown enormously in the last three decades and their impressive improvement is expected to reach in the forthcoming years [1]. FRPs are used in tribo systems such as chutes, hydraulic systems with dirt, extruders, rock crushers, earth moving equipment, seals are components which may suffer wear due to abrasion [2]. Among the various natural fibers basalt fiber is gaining popularity recently, owing to its features such as immense strength, good bonding between resin and capability to produce easily. Researchers assured that the beneficial of different forms of basalt fibers in the areas such as resistance to corrosion material in the chemistry industry [3], resistance to abrasive wear and friction material in the transportation sector [4], resistance to impact, strengthening material for construction. Special characteristics of basalt fibers are that they don't have any toxic reaction with air or water. Also they won't burn as a result of chemical reaction with other materials. As a result they are not harm to the health and the environment. Several articles had highlighted the significance of basalt fiber as a possible new reinforcing material in FRP composites [5, 6]. Among the various fiber forms, bi-directional fabric composites has gained importance recently, owing to its reduction in labor cost, handling capability, ability to make different shapes and balanced mechanical properties.
The resin plays a significant role in the abrasive wear performance and the mechanical properties of the fabricated composites. The significance of resin is to transmit the load to the fibers and separate the individual fibers and thus prevents brittle crack. Currently the composite industry is dominated by matrix such as epoxy, vinyl ester, polyester etc [7]. These resins are popular due to their accessible, simplicity of manufacturing, economically cheap; the usage of material equipment is low. The viscosities of these resins are low in such a way to have good flowability for impregnation of fiber and enhance wettability for proper wetting of the surface of the fibers. The molecular structure of epoxy resins are categorized by the presence of more epoxy groups. During curing of epoxy resin contraction volume is low and hence there is a better strength in the cured product than that of cured polyester resin. The higher performance of epoxy such as high strength and accurate dimension finishing make suitable for all tribological applications. Polyester resins are commonly used in industrial applications because of its low price, availability and ability to cure at room temperature [8]. Also the polyester resin is easy to work, high resistance to corrosion, good maintenance are the tempting factors to choose as the reinforcement resin.
The two bodies abrasive wear of the fiber reinforced composites are based on the fabric type, resins, percentage of fiber fraction, bonding between fiber and matrix. [9]. As a result various researchers [10–15] have compared and analyzed the effect of resin and their adhesion with fibers on the performance of two body abrasive wear of the FRP composites. Tao Zhang et al [16] compared the basalt filled and unfilled basalt composites. The output signified that mechanical and wear properties of the filled composites improved over the unfilled one. Shoufan Cao et al [17] examined the specific wear rate performance of the basalt filled UHMWPE composites. By the addition of basalt fibers the weight loss of the composites was better than the unfilled one. Their efforts, however, were focused on improving the bond strength between fiber and resin rather than focusing on the significance of the resin on the extent of wear. The abrasive wear characteristics of basalt fabrics reinforced with thermoset resin are not reported in literature.
The current work was to evaluate the consequence of thermoset resin on the wear characteristics of woven basalt fabrics reinforced composites. The mechanical properties of the fabricated composites were tested and comparatively studied.
2. Materials and methodology
The plain weave basalt fabrics (Asamer basaltic fibers- Austria) of diameter 10–15 μm and surface weight 150 g m−2 have been taken as reinforcements. Out of different epoxy resin LY556 of medium viscosity and average density , HY 951 hardener supplied by janaki enterprises Chennai. The polyester resin (SKR 2501) is a medium viscosity, medium reactive, high molecular weight is purchased from skyline resins (P) Ltd, Chennai. The fiber which is used in the present work has fibers on both warp and weft direction. It is plain and symmetrical. SEM images and photographic images of the received fibre are given below in figures 1 and 2. The chemical composition of basalt fiber obtained from manufacturer is mentioned in table 1. Properties of woven basalt fabric is provided in Table 2 and the Characteristics of matrices is presented in Table 3.

Figure 1. Photographic image of bi-directional basalt fabric (plain weave).
Download figure:
Standard image High-resolution image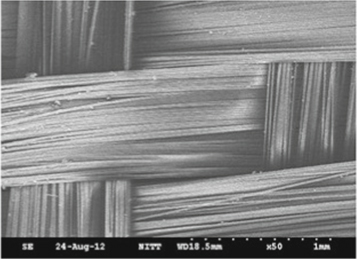
Figure 2. SEM image of woven basalt fabric.
Download figure:
Standard image High-resolution imageTable 1. Composition of basalt fiber (as received).
| SiO2 | Al2O3 | Fe2O3 | MgO | CaO | Na2O | K2O |
|---|---|---|---|---|---|---|
| 51–57 | 16–18 | 4–9 | 1.3–3.7 | 5–7 | 2.5–6.4 | 0.8–4.5 |
2.1. Fabrication of composites
The composites were fabricated by using hand lay- up method. In this technique first the epoxy is mixed with the hardener of 100:38 on a weight basis at liquid stage [18]. In addition, if the % of hardener is increased to more than 38, some of the molecules in the hardener not able to serve as bridges between the molecules in the epoxy. As a result it will lower the tightness of the network, resulting in lower modulus, high wear loss and poor mechanical properties. The Isopthalic polyester resin with 2 wt% methyl ethyl ketone peroxide (MEKP) as a catalyst and 1 wt% percent of cobalt napthanate as an accelerator is mixed on liquid basis. The uncured resins are taken in different cups. Now the 300 × 300 mm mold plate was prepared for making the fabricated composites. Pre-cut of basalt fiber layer of size 300 × 300 mm is cut from the fabric roll which is received from the supplier. One layer of fabric is placed over mold plate and then resin is poured over the fabric layer. Similarly eighteen layers of fibers along with resin are stacked to obtain the thickness of 3 mm, followed by curing in the autoclave at 80 °C for 24 hours. Finally fabricated composites (figure 3) are taken from the autoclave and prepared for to cut the specimens as per the ASTM standards. The samples for to conduct the abrasive test of size 5 × 5 × 3 mm3 also cut from the molded composites.

Figure 3. Photo image of part of fabricated a) BE b) BP composite.
Download figure:
Standard image High-resolution imageTable 2. Properties of woven basalt fabric.
| Thickness (mm) | 0.11 |
|---|---|
| Average weight (g m−2) | 150 |
| Tensile strength(Mpa) | 1350–4750 |
| Tensile modulus(Gpa) | 80–90 |
| Density (kg m−3) | 1.9–2.7 |
2.2. Experimental procedure
The pin/ball on disc tester TR-20 disc equipment (as per ASTM G-99 standard,) is used for to conduct the two body abrasive wear resistance of the composites. The size of 5 × 5 × 3 mm3 of BE and BP composite was fixed by an adhesive to a cylindrical size pin. The pin size of 8 mm diameter and 27 mm height was taken for to conduct the test. The disc was covered with abrasive paper for to have contact with the cylindrical pin. The disc is set to rotate, while the specimen to be tested is fixed. The disc speed is set at constant speed of 200 rpm. The attachment was given in the line diagram of figure 4. Figure 5. shows wear sample image of BE composite before wear test.
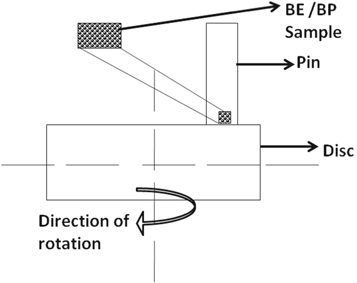
Figure 4. Line diagram represents the sample over the disc.
Download figure:
Standard image High-resolution image
Figure 5. Wear sample image of BE composite before wear test.
Download figure:
Standard image High-resolution imageTable 3. Characteristics of polymer matrices (as per received).
| Resin | Viscosity at 25 °C(cP) | Density (kg m−3) | Tensile strength (Mpa) | Tensile modulus(Gpa) |
|---|---|---|---|---|
| Isopthalic polyester | 65 | 1.11–1.13 | 65.1–70 | 1.3–4.5 |
| Epoxy (Araldite LY556) | 8000–12000 | 1.19–2.1 | 70–75 | 2.1–5.5 |
Before conducting the test the specimens were polished with high grade silicon carbide paper. The weight of pin before wear was measured after being cleaned with acetone and dried. During abrasion test, the warp fibers in the specimen were kept parallel to the disc surface, whereas the weft fibers lay normal to the disc surface in the sliding direction. Experiments were conducted at two different loads of 5 N and 10 N. Since the material is newly developed, trial experiments have been conducted to identify the minimum load. From the trial experiments, it is observed that the reasonable wear rate is obtained for the load of 5 N. Hence to study the maximum wear rate of the composite the experiment have been conducted for the maximum load of 10 N. The condition for taking the abrasive wear test samples were performed in a multi-pass situation. The presence of the hard SiC particles abraded the test sample. After the completion of each test, pin assembly was again cleaned, dried and weighed on a weighing balance of 0.1 mg accuracy to obtain the final weight. The weight loss of the tested sample is calculated. The specific wear rate of the tested samples is determined by the following formula,

where ΔV is the difference of the specimen before and after test in m3, L is the applied load during the test in Newton, and d is the abrading distance in meters. Wear resistance of each sample is calculated by taking the inverse value of the specific wear rate calculations. Since the surfaces of the samples are basically not conductive, they were gold sputtered for analyzing the surface damage of the worn samples.
3. Mechanical testing of composites
The mechanical property of the reinforced plastics is especially important because the properties and concomitant performance are subject to significant variations associated with the materials, processing and manufacturing constraints. The tensile tests were carried out in accordance with ASTM D3039, using a minimum of five specimens (dimensions: 250 mm of length × 25 mm of width × 2–3 mm of thickness) for BE and BP composites. The specimens to be tested were prepared by bonding end-tabs of composites laminate. Specimens were cut with a diamond cutoff wheel from the laminated composites. The bonding surfaces of the specimen were cleaned by solvent cleaning. The tensile tests of the specimens were conducted in a universal testing machine model, M-50 with hydraulic grip and extensometer, at constant cross-speed at room temperature.
Ultimate tensile strength are computed by the following formulas

 = ultimate tensile strength, MPa
= ultimate tensile strength, MPa
P = applied load, N,
A = cross-sectional area, m2
b, t = width and thickness, mm respectively.
The test specimens of rectangular cross section are cut from laminated composites. Sufficient overhang is provided to prevent the specimen from slipping off the supports during the test. The centre lines of the cylindrical portions of the loading noses and supports are maintained parallel and perpendicular to the long axis of the samples. The ultimate flexural strength of the fiber is determined by three times the ultimate load times the span and dividing the result by four times the width of the specimen times the thickness squared. The equation used is

 = Stress in the outer fiber at failure
= Stress in the outer fiber at failure
P = load carried by the specimen (N).
L = distance between two ends of the specimen (mm).
b = width of the sample (mm).
t = thickness of the sample (mm).
The factors which govern the mechanical performance of the fabricated composites are stress behavior of fiber and resin, the weight fraction of fiber and resin and, in addition, the direction in of the load applied during the test. In addition to that, for bidirectional composites the warp and weft direction determine the strength of the fibers.
For the bidirectional composites, to get maximum tensile strength the good bonding should be obtained between fiber and matrix. All the mechanical properties of the composites are determined by the choice of the good matrix–fiber combination. [19]. The ultimate strength will get maximum only when the good bonding exists between fiber and resin. For B-E composites the value of tensile strength is higher than BP composites because of adequate bonding and the load shared between the fiber and the matrix is achieved by maximize the stress transmittance from the resin to the basalt fibers. The result from the table 4 indicates that the BE laminates possesses better mechanical performance when compared to the BP ones. The BE possess the highest tensile strength (approximately 347.5 MPa) than the BP. These results suggest that good compatibility between the fiber and resin has probably improved the interfacial adhesion and, as a result, the tensile property of the BE composites.
Table 4. Mechanical Performance of the laminated composites.
| Composite | Basalt-Epoxy(BE) | Basalt-Polyester (BP) |
|---|---|---|
| Test direction | Axial | Axial |
| Fiber volume fraction (%) | 60 | 60 |
| Tensile strength(MPa) –(σ) | 347.5 | 277 |
| Tensile modulus(MPa)-E | 19.39 | 13.645 |
| Elongation at break (%) (e) | 2.7 | 2.1 |
| σe | 9383.85 | 5817 |
| 1/ σe | 1.0657 × 10–04 | 1.7190 × 10–04 |
Tensile tests of the BE composites were analyzed and it was observed that no occurrence of shear failure and/or de-bonding between interference of the laminate (figure 6(a)). In BP composites failure by de-bonding between the laminates were observed (figure 6(b)). This may be due to the weak adhesive between basalt fiber and polyester resin.
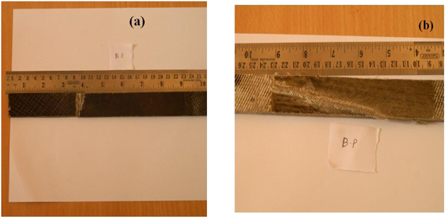
Figure 6. Image of tensile tested (a) BE and (b) BP composites.
Download figure:
Standard image High-resolution imageFrom the figure 7 it was also observed that the BE showed a rapid load rise, the maximum load, and a catastrophic failure. While that of other curve indicates that BP showed a minimum load rise and the low peak curve. This mechanical behavior implied that the BE composite has high flexural strength because of the good bonding between basalt fiber and the resin [20]. Figure 8 show the tensile test morphology of (a) BE and (b) BP composites.
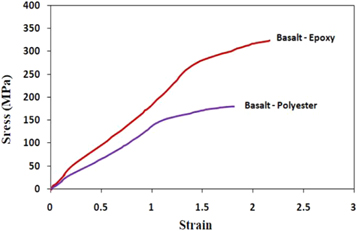
Figure 7. Stress-strain curves of BE& BP composites under tensile test conditions.
Download figure:
Standard image High-resolution image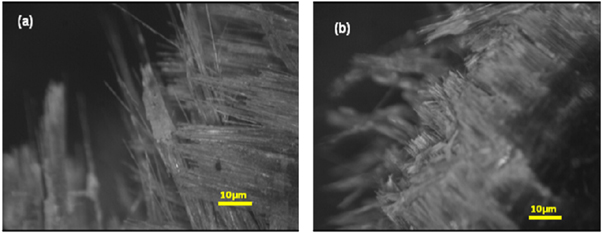
Figure 8. Image of tensile test morphology (a) BE and (b) BP composites.
Download figure:
Standard image High-resolution image3.1. Flexural test of laminated composites
Figures 9(a) and (b) shows the image of flexural tested BE and BP composites respectively. The high shrinkage of polyester is mainly due to styrene polymerization. During curing polyester produces more exothermic heat compared to epoxy. This leads to cure shrinkage and craze-cracking. It has been observed that a cured composite which releases excessive heat during curing may contain weak inter-laminar bonds. Hence the flexural strength of BP is low ascompared to BE.
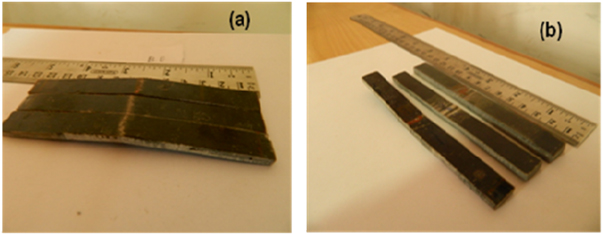
Figure 9. Image of flexural tested (a) BE and (b) BP composites.
Download figure:
Standard image High-resolution image4. Specific wear rate
From the graph, the wear resistance of the composites behavior almost linearly with an increase in the abrading distance. From the figure10 for both the loads of 5 N and 10 N the wear resistance of the BE composites is better than BP. This may be due to the release of heat during the curing of the polyester resin which increases the brittleness of the resin. During curing of BP composites, the presence of polyester resin reduces the strength and induces the formation of micro cracks. The better performance of the BE composites may be due to the relative ductile nature of the epoxy resin. The calculations from the inverse of the multiplication of σ and e values are 1.0657 × 10−04 and 1.7190 × 10−04 for BE and BP composites respectively. It was the fact that the comparison of values of σ and e showed that minimum wear rate is observed for highest value. Because higher σ values indicate that fiber cannot easily pull out from the resin during the abrasive wear test [21].
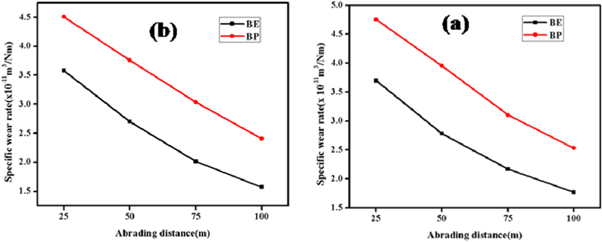
Figure 10. Specific wear rate versus abrading distance for BE and BP composites at (a) Load = 5 N (b) Load = 10 N.
Download figure:
Standard image High-resolution image5. Scanning electron microscope (SEM) analysis
Figures 11(a) and (b) indicated the samples of the BE and BP composites before testing. Both the SEM micrographs looked similar under the same magnification. It indicates that no fibers are exposed in both the composites. But at low magnification of 100 X some fibers are exposed in BE (figure 12(a)) composite and more number of fibers are visible in BP (figure 12(b) composite.
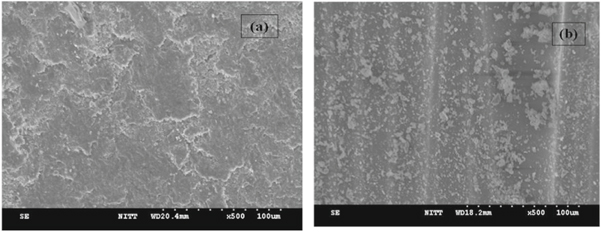
Figure 11. Morphology of the (a) BE (b) BP composites.
Download figure:
Standard image High-resolution image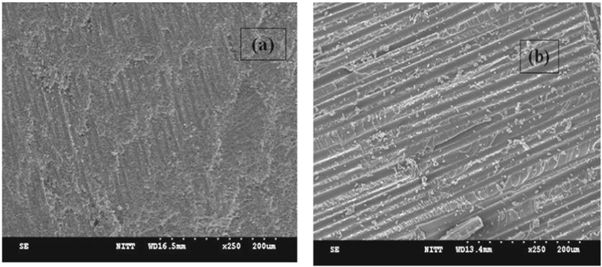
Figure 12. Morphology of (a) BE and (b) BP composites at low magnification.
Download figure:
Standard image High-resolution imageDuring the abrasion process of fabric reinforced composites, the sequence of wear will take place by the following steps, they are grits of abrasive damage the fibers and matrix, de-attachment of fibers from resin, small cracks around the surface of the fiber, cutting of fibers and fiber removal from the resin continuously. The above surface damage due to wear are discussed below with the help of SEM images. Figures 13(a) and (b) shows the morphology of the BE and BP composites at a load of 5 N, abrading distance = 100 m. Appearance of numerous fibers adhered to the matrix on the abraded surface from SEM image figure 12(a) indicated the good bonding between fibers and resin. The epoxy resin protects the fiber and the less fiber pull out is characterized in SEM [22]. Exposure of fibers is more in worn surfaces of BP composites compared with the micrograph of BE composites. From figure 13(b) it is observed that fiber breakages at different places are visible, due to inadequate support from the resin. Separation of fiber from matrix and pieces from the matrix due to load acting on the composites are also observed on the figure 13(b).
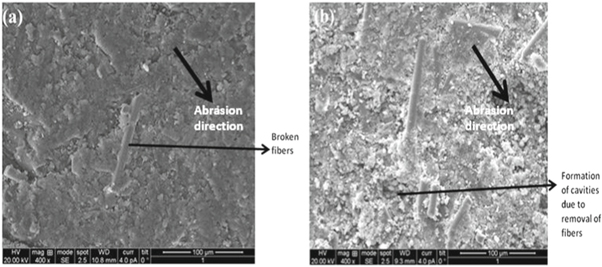
Figure 13. Morphology of (a) BE and (b) BP composites at load = 5 N, abrading distance = 100 m.
Download figure:
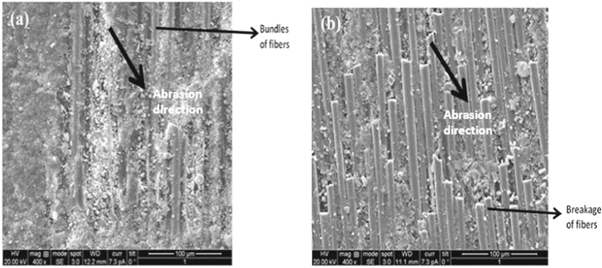
Standard image High-resolution imageFor the worn surface of BP composites the shearing stress by the grits pulled the fibers from the matrix which creates more weight loss to the composites. When load increases from 5 N to 10 N, the more number of fibers of the composites damaged on both the composites. Figure 14(a) indicates that fiber did not come out from the resin and the fibers stick to the matrix even the stress developed by the grits at high loads, while it is not observed in the worn surfaces of BE composites. In BP composites most of the fibers are not shifted after the thwart of grits across the fibers. At the high load situation it was observed from figure14 (b) that breaking in rows of fibers has increased in BP composites. Also morphology of the composites reveal more fiber pull out on the abraded surfaces of the BP composites. When high load are applied on the composite, fiber breakage will easily occur. These fiber continuously form and finally come out from the resin [23].
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 14. Morphology of (a) BE and (b) BP composites at load = 10 N, abrading distance = 100 m.
Download figure:
Standard image High-resolution image{kind=link}
6. Conclusion
The effect of resin on the wear tested samples is significant. BE composites were seen to be more abrasive wear resistance than BP composites. Basalt/epoxy and basalt/polyester composites gave better performance in both the low load and high load conditions. BE typically shows a 21% increase in tensile strength over BP composites for similar testing conditions. This performance is attributed to the increased material characteristics of epoxy composites over polyester. Compare to BE and BP composites under abrasion conditions, BE composites exhibited 33% low wear loss over BP composites. Under flexural test conditions the BE composites performed 52% better strength than BP composites.
- (i)BE composites posses higher hardness and flexural strength values than BP composites.
- (ii)Low shrinkage on cure and good bonding capability of BE composites shows better wear performance than BP composites.
- (iii)Good adhesion is observed between basalt fibers and epoxy resin.
- (iv)In BP composites, fiber cracking, fiber matrix debonding and fiber removal are the predominant wear mechanisms. These work suggested the possible potential usability of these fibres used in various tribological applications.