

Abstract
This study was aimed at improving the toughness of poly(lactic acid) (PLA) without compromising its strength by developing a biodegradable composite based on PLA, Thermoplastic Polyurethane (TPU) and Wood flour (WF) particles. PLA/TPU/WF green composites with varying TPU content (0–50 wt%) were prepared on a twin screw extruder. The wood flour content was kept constant (10 wt%) for all the compositions. The addition of flexible TPU (10–50 wt% of total polymer composition) to the brittle PLA causes a significant increase in impact strength and elongation at break by ∼12.40 times and ∼3.57 times (for 50 wt% TPU content), respectively. Incorporation of WF filler brought improvement in tensile strength (∼1.47 times) and impact strength (∼871% enhancement over neat PLA) of the PLA/TPU blends with 50 wt% TPU content. Morphological analysis using SEM revealed that uniformly dispersed WF particles enhanced the interfacial interaction (H-bonding observed in FTIR spectra) between the TPU and PLA phase. Thermal analysis using DSC also shows that addition of TPU and WF depreciated the crystallinity of PLA because of enhanced interaction between the components which interferes with the crystallization of PLA. Finally, biodegradability studies (tested under soil) for 1 month demonstrated the significant degradability of PLA/TPU/WF composites in presence of WF particles. The potential applications of these bio-composites may range from automobiles, packaging to furniture industries.
Export citation and abstract BibTeX RIS
Introduction
In recent scenario, there is very keen interest among researchers to develop a green ideology and methodology to diminish ecological pollution sources by using biodegradable materials. The use of biodegradable plastics instead of traditional non-biodegradable petroleum based plastics is one of the ultimate targeted solutions to the environmental problems caused by the disposal of bio-stable plastic waste [1]. The biodegradable polymers based on their chemical structure and physical properties, are widely used in many applications such as medical implants, drug delivery vehicles, packaging, furniture and automotive industry etc [2]. Among the many biodegradable aliphatic polyesters, PLA is being increasingly investigated as a biodegradable plastic due to its high mechanical strength, ease of processability, high transparency and low crystallinity rate compared to other bioplastic [3–7]. PLA is a bio-based polymer which is derived from biomass like potato, corn, wheat, etc [8]. Moreover, degradation mechanism of PLA can be tuned by changing its chemical or physical properties [9, 10]. However, its high brittleness and poor toughness, in relation to other thermoplastics, have limited its use. Considerable efforts have been made to improve the properties of PLA so as to compete with other low-cost and flexible commodity polymers. There are many methods for increasing toughness of PLA, including controlling the stereochemistry of PLA, addition of plasticizers and/or other flexible polymers. Many studies have focused on blending of PLA with other polymers having low glass transition temperature (Tg) to improve toughness of PLA [10, 11]. In this context, thermoplastic polyurethane (TPU) will be an ideal material for toughening the PLA. Because, TPU has a right balance of soft (polyether) and hard (polyurethane) segments which will be semi-compatible with PLA (due to H-bonding between polyester and polyurethane) resulting in improved impact properties (a measure of toughness) of PLA [12–15]. Moreover, thermally stable TPU increases the melt viscosity of PLA, which makes it easy to process at higher temperature [16]. However, addition of TPU may cause significant reduction of mechanical strength which can be recovered by using reinforcing filler in the blends. It is widely reported that nano-scale and micro scale reinforcement of natural fillers can be used to enhance the rheological, mechanical and physical properties of polymer blends, thereby improving their strength, processability, functionality and end-use performance [17, 18]. Wood flour (WF) is a natural filler used in many industries because of its low cost (waste material from furniture industry), low density, less abrasion to processing machinery and biodegradability. WF may help in increasing the interfacial interaction between PLA/TPU blends which may contribute to the increased mechanical properties in addition to enhanced biodegradability of the composites [19]. This study involves the development and characterization of PLA/TPU polymer blends (used as a matrix) reinforced with wood flour particles. There are two objectives of this study, (1) improvement of the toughness of PLA without compromising their mechanical properties such as tensile strength and modulus, using TPU as toughening agent and WF as reinforcing fillers and (2) study the biodegradability of the whole composites over time. Addition of a particular amount of WF to PLA/TPU blends may help in increasing biodegradability without affecting much the mechanical properties of the composites. Polymer composites based on PLA (PLA/TPU/WF) with varying compositions of TPU along with a fixed concentration of WF were prepared using twin-screw extruder and testing samples were prepared using injection moulding process. Mechanical, thermal and impact properties along with morphological behaviour of PLA/TPU blends and PLA/TPU/WF composites were explored using impact test, tensile tests, SEM, TGA and DSC. Soil burial test was also conducted in order to study the biodegradability of the composites.
Experimentals
Materials
TPU Elastomers (SP 9324) were purchased from BASF Polyurethane specialities, Germany and PLA (PLA 3001D) was purchased from Nature Works, USA and teak wood flours (WF) with particles of mesh size below 150 μm were procured from a local supplier at Karol Bagh, New Delhi, India.
Preparation of PLA/TPU blends and PLA/TPU/WF composites
Both PLA and TPU were dried in a vacuum oven at 80 °C for 12 h. Dried PLA and TPU were dry-mixed thoroughly and then directly fed into a co-rotating twin-screw micro extruder (Ruiya Company, Nanjing, China) with a diameter of 20 mm at a feed rate of 3 kg h−1. The screw speed was set at 60 rpm and the barrel temperature was set at 160 °C. Four PLA/TPU blends with 10, 20, 30 and 50 wt (weight) % TPU (with respect to total polymer compositions) were prepared. The extruded blend strand was then pelletized after solidification in air. The PLA/TPU/WF composites were fabricated by using rotating twin-screw micro extruder with the same parameters as mentioned above. The composites were prepared by varying the wt% of PLA and TPU keeping the amount of WF constant (10 wt%). The compositions of PLA, TPU and WF filler were displayed in table 1.
Table 1. Composition of blends and composites.
| Sample designation | PLA (Wt%) | TPU (Wt%) | Wood flour(phr) |
|---|---|---|---|
| PLA90/TPU10 | 90 | 10 | — |
| PLA80/TPU20 | 80 | 20 | — |
| PLA70/TPU30 | 70 | 30 | — |
| PLA50/TPU50 | 50 | 50 | — |
| PLA90/TPU10/WF10 | 90 | 10 | 10 |
| PLA80/TPU20/WF10 | 80 | 20 | 10 |
| PLA70/TPU30/WF10 | 70 | 30 | 10 |
| PLA50/TPU50/WF10 | 50 | 50 | 10 |
Fabrication of test specimens
Both PLA/TPU blends and PLA/TPU/WF composites were vacuum dried for 8 h at 80 °C before making the test specimen. Both PLA/TPU blend and PLA/TPU/WF test specimens were prepared by using L&T injection moulding machine at 185 °C. Injection volume and injection speed were kept at 10 vol % and 20 cm3 s−1, respectively [20, 21]. A clamping force of 200 KN was applied on the mould. The moulded samples were cut into dumbbell shaped specimens according to ASTM D638 for tensile test that was measured by using Zwick universal Tester, ModelZ010 (Germany).
Characterizations
Scanning electron microscopy (SEM)
Surface morphology of PLA/TPU blends and PLA/TPU/WF composites were investigated by using SEM (EVO-50) with a resolution of 2.0 nm and operated at 20 KV. For the SEM analysis, PLA/TPU blends and PLA/TPU/WF composite samples were prepared using a injection moulding machine and then cryo-fractured using liquid nitrogen. The cross-section of the fractured surface (prepared for impact property measurement) was also scanned. Test samples were first sputter-coated with gold in order to prevent electrical discharge and to reduce the microscopic beam damage while scanning.
Fourier transforms infrared spectroscopy (FTIR)
The FTIR measurements were carried out with a Nicolet 6700 FTIR instrument (Thermo Fisher Scientific, USA) to explore the chemical changes occurred after making the blends/composites. The transmittance mode versus wave numbers in the range of 600 to 4000 cm−1 was plotted. The functional groups corresponding to each of the characteristic absorption bands were analyzed.
Thermo gravimetric analysis (TGA)
Thermal stability of PLA/TPU/WF composites and PLA/TPU blends was characterized using Perkin Elmer (Pyris 6 TGA) analyzed by TA Instrument software. About 6 mg of samples were heated from 50 °C to 750 °C at a heating rate of 20 °C min−1 along with nitrogen gas purging.
Differential scanning calorimetry (DSC)
DSC was used for the study of thermal transitions of PLA and its blends/composites (TA Instrument, Model Q 200), under nitrogen atmosphere. Test samples were pelletized into small pieces and vacuum dried at 80 °C before testing. Initially, 5–6 mg of sample was heated at a heating rate of 10 °C min−1 from 20 °C to 200 °C and held at 200 °C for about 5 min to remove thermal history of the materials. After the first heating scan, the samples were cooled to −50 °C at a cooling rate of 5 °C min−1. The second heating curve was then obtained upto 200 °C at a heating rate of 5 °C min−1. DSC thermograms were recorded from both first heating scan and the second heating scan. The endothermic and exothermic peaks were termed as crystallization temperature (T0) and melting temperature (Tm), respectively. Second heating scans were used to analyze the melting behaviour and the cooling scans were used for determining the crystallization behaviour of the samples. The crystallinity of PLA in blends was computed by using equation (1) [11].

Where,
 = Enthalpy of fusion of PLA in blends/composites
= Enthalpy of fusion of PLA in blends/composites
 = Enthalpy of fusion of 100% crystalline PLA and
= Enthalpy of fusion of 100% crystalline PLA and
W = Weight fraction of PLA in a sample
Mechanical properties
The tensile tests of PLA/TPU blends and PLA/TPU/WF composites were performed as per standard test method ASTM D 638 using universal Testing Machine (UTM) with cross-head speed of 50 mm min−1 and cross-head separation of 15 mm. The notched Izod impact strength was measured with an impact tester (Tinious Olsen IT 504 plastic impact machine) at room temperature. The notch of 2.54 mm depth and angle of 45° was made using a notch cutter (using NOTCHVIS/CEAST) and tests were performed by Tinious Olsen IT 504 and tests were performed as per ISO 180 standards. The impact resistance was calculated according to ASTM D 256. 5 samples of each composition were tested and the average values are reported in figure 5. Error bars represent the standard deviation of each composition.
Dynamic mechanical analysis (DMA)
Storage modulus (E'), tan delta (tan δ) and loss modulus (E'') which are used to determine stiffness and damping characteristics of PLA/TPU/WF composites, were obtained by using dynamic mechanical analyzer (DMA, model Q800, TA Instruments, USA) and the test was performed as per ASTM D 4065. Analysis were made with single cantilever mode bending with the temperature range from room temperature to 100 °C at a heating rate of 5 °C min−1 and a frequency of 1 Hz. The test specimens were 35 mm long, 10 mm wide and 3 mm thick. The variation of the storage modulus (E'), tan δ and loss modulus (E'') of the composites were measured as a function of temperature.
Biodegradation studies
Soil burial tests were done to evaluate biodegradation in PLA/TPU/WF composites by following a literature reported procedure [18]. Sheets of polymer composites were made by compression molding and cut into dimensions of 40 × 20 mm2 and 2 mm thickness. Specimens prepared were buried in soil having pH 7.5–7.7 at room temperature with relative humidity of ∼98% that was sustained by sprinkling water regularly and after every certain intervals, samples were taken out for observing surface morphology by SEM.
Results and discussions
Investigation of morphology of blends and composites
Figures 1(b)–(h) show SEM micrographs of cryo-fractured surfaces of PLA/TPU blends and PLA/TPU/WF composites containing varying wt% of TPU and a fixed wt% (10 wt%) of WF, respectively. From the figures, it is clearly evident that TPU phase has been well dispersed in PLA matrix as short fibers (figures 1(a)–(d)) and particles (figure 1(b)) when amount of TPU was low. Upon further increase of TPU amount, the morphology of TPU phase changed to interlinked fibers (figures 1(c), (d)) uniformly distributed in PLA matrix suggesting the strong shear deformation of TPU phase from PLA/TPU blends to convert it into microfiber morphology by twin screw extruder during the melt mixing. This suggests a favorable interaction between PLA and TPU phase with the further addition of TPU phase probably because of sufficient H-bonding and dipolar interaction between the ester and urethane fragments of the two as observed in FTIR spectra (discussed later) [18, 22, 23].
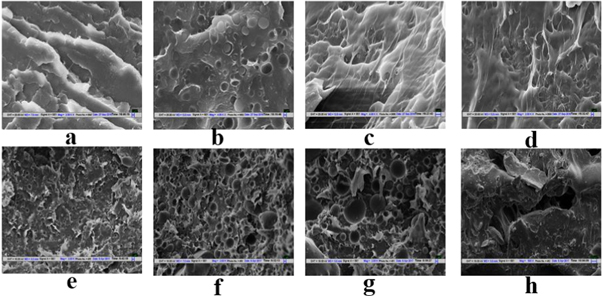
Figure 1. SEM micrographs of cryo-fractured surfaces morphologies of PLA/TPU blends and PLA/TPU/WF composite. (a) PLA90/TPU10, (b) PLA80/TPU20, (c) PLA70/TPU30, (d) PLA50/TPU50, (e) PLA90/TPU10/WF10, (f) PLA80/TPU20/WF10, (g) PLA70/TPU30/WF10, (h) PLA50/TPU50/WF10.
Download figure:
Standard image High-resolution imageStrikingly, compared to the PLA/TPU blends, as shown in figures 1(a)–(d), particulate morphology (spherical) was observed for TPU phase irrespective of their composition in PLA/TPU/WF composites, though domain size of TPU particles was increasingly bigger with the addition of TPU phase. This phenomenon clearly indicates that the rigid WF particles played a pivotal role in enhancing the interfacial adhesion between PLA and TPU matrix. It appears that the TPU phase in the composites could be easily broken to form uniformly dispersed fine spherical particles in presence of WF particles under the strong shear force exerted during melt compounding. Similar observations were made by other researchers as well [18, 20–22]. In order to investigate the fracture surface morphology, SEM micrographs were taken from the impact fractured surface of PLA/TPU blends and PLA/TPU/WF composites and are displayed in figures 2(a)–(d) and (e)–(h), respectively. Interestingly, due to elongation and tearing of the elastomeric phase, microfibrillated morphology was quite dominant in the composites compared to blends except in figure 2(h) in which microparticulate morphology was evident due to high amount of elastomeric phase (TPU) that was resistant to break. A transition from brittle to ductile failure was clearly evident with the increase of TPU phase in the blends as well as in composites that may actually help to toughen the PLA matrix. Moreover, whiting was observed especially in the blends probably due to extensive shear yielding of the elastomeric phase which absorbs and dissipate the energy, consistent with another [23]. As expected, in all the composite samples, rigid WF particles were found to be uniformly distributed throughout the matrix due to strong shear forces applied during melt compounding.
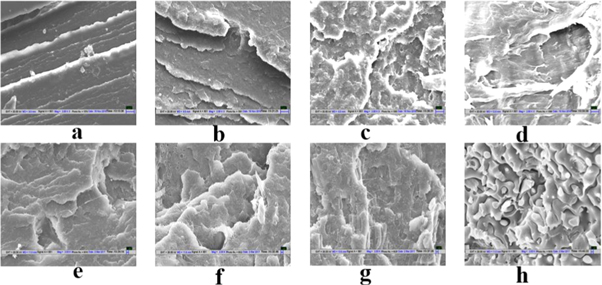
Figure 2. SEM micrographs of impact fracture sample cross-sectional morphologies of PLA/TPU blends and PLA/TPU/WF composites. (a) PLA90/TPU10, (b) PLA80/TPU20, (c) PLA70/TPU30, (d) PLA50/TPU50, (e) PLA90/TPU10/WF10, (f) PLA80/TPU20/WF10, (g) PLA70/TPU30/WF10, (h) PLA50/TPU50/WF10.
Download figure:
Standard image High-resolution imageFTIR
Figure 3 and SFigure 1 show the FTIR spectra of entity constituents of the composites. Comparing the FTIR spectra obtained from blends (table 2), composites and individual components (PLA, TPU and WF particles), the interaction between PLA and TPU via H-bonding was clearly evident which might have been facilitated by the addition of WF particles that may also take part in H-bonding through hydroxyl groups present in cellulose moiety.

Figure 3. FTIR of PLA/TPU blends and PLA/TPU/WF composites.
Download figure:
Standard image High-resolution imageTable 2. Characteristic peak assignments obtained from FTIR spectrum for PLA, TPU and WF (SFigure 1).
| Sample | Wavenumber(cm−1) | Characteristic Peak |
|---|---|---|
| PLA | 3653, 3504 | –OH stretching |
| 2997 | –CH stretching | |
| 2945 | CH3 stretching | |
| 1756 | –C=O stretching | |
| 1454, 1384 | CH3 bending | |
| Wood flour | 3500 | –OH stretching |
| 1736, 1593 | –C=O (hemicellulose) | |
| 1000 | Symmetric Stretching C–O–C | |
| 2890, 2750 | Asymmetric and symmetric–CH2 | |
| TPU | 3333 | N–H |
| 1684 | Stretching –C=O amide group | |
| 1534 | Bending –NH | |
| 1221 | O=C–O–C |
Thermal properties of composites
Being a semi-crystalline polymer, mechanical properties of PLA strongly depend on its crystallinity [24]. Hence, it was important to observe the influence of composition of blends and composites on PLA crystallinity. After removing the thermal history, DSC data from the second heating scan were taken for all the blends and composites samples and displayed in figure 4. All the thermal transitions such as Tg, Tc and Tm were recorded and summarized in table 3. The glass transition and melting transition temperatures for PLA were found to be almost unaffected by the compositions of blends and composites. To distinctly observe the influence of TPU with and without the presence of WF particles on PLA crystallinity, their cold crystallization temperature (Tc) and % crystallinity were calculated and listed in table 3.
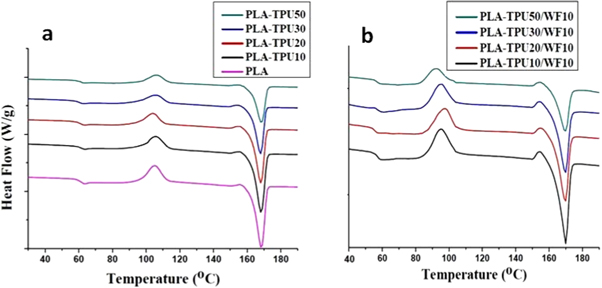
Figure 4. DSC of (a) PLA/TPU blends and (b) PLA/TPU/WF composites.
Download figure:
Standard image High-resolution imageTable 3. DSC data for melting behaviour of PLA/TPU/WF composites.
| Samples designation | Tg (°C) | Tm (°C) | Tc (°C) | ΔHc (J g−1) | % Crystallinity |
|---|---|---|---|---|---|
| Neat PLA | 63.7 | 168.3 | 105.25 | 23.4 | 25 |
| PLA90/TPU10 | 62.8 | 168.5 | 105.83 | 18.2 | 23.4 |
| PLA80/TPU20 | 62.8 | 168.1 | 104.10 | 15.5 | 21.6 |
| PLA70/TPU30 | 62.8 | 168.0 | 105.25 | 12.9 | 20.6 |
| PLA50/TPU50 | 62.8 | 168.3 | 106.21 | 9.1 | 19.7 |
| PLA90/TPU10/WF/10 | 61.7 | 162.7 | 105.03 | 20.57 | 21.72 |
| PLA80/TPU20/WF/10 | 60.5 | 162.8 | 105.11 | 18.43 | 20.34 |
| PLA70/TPU30/WF/10 | 60.6 | 162.5 | 105.83 | 13.34 | 23.00 |
| PLA50/TPU50/WF/10 | 60.6 | 163.5 | 111.01 | 11.48 | 18.66 |
It was found that Tc of the blends without WF particles was significantly higher than those blends mixed with WF particles (except for the sample having 50 wt% TPU phase which may retard the PLA crystallization) suggesting the possibility of facile nucleation of PLA component on heterogeneous surface of rigid WF particles (accelerated crystallization on heterogeneous solid surface) [25, 26]. Notably, compared with neat PLA, a considerable decrease of Tc and % crystallinity was observed in both blends and composites. Presumably, elastomeric TPU component prevented the PLA chains from packing to create perfect crystals leading to depression of Tc and % crystallinity values. Strikingly, for samples with 30 wt% TPU, % crystallinity was observed to be slightly higher for the composites than their corresponding blends indicating an enhanced interfacial interaction of rigid WF particles with PLA/TPU blends facilitating the PLA crystallization [27].
Thermogravimetric analysis (TGA)
Thermal stability which has critical role in final performance of polymer blends and composites was evaluated by TGA. The TGA curves as a function of temperature of blends and composites along with the individual components (pure PLA, TPU and WF) are shown in SFigures 2(a)–(c) and the corresponding decomposition temperatures are listed in table 4. Two step decompositions were recorded for all the blend samples with a wide range of Tonset and Tfinal as shown in table 4.
Table 4. Thermal behaviour of PLA/TPU/WF composites.
| Sample designation | Onset temperature (To) °C | Step inflection temperature (Ti) °C | Maximum degradation temperature (Tmax) °C |
|---|---|---|---|
| Neat PLA | 302.3 | 312.4 | 398.2 |
| PLA90/TPU10 | 300.3 | 315.5 | 400.2 |
| PLA80/TPU20 | 300.2 | 325.4 | 409.3 |
| PLA70/TPU30 | 299.7 | 314.5 | 411.2 |
| PLA50/TPU50 | 298.0 | 317.8 | 413.4 |
| PLA90/TPU10/WF10 | 350.2 | 360.8 | 367.9 |
| PLA80/TPU20/WF10 | 344.6 | 359.1 | 373.1 |
| PLA70/TPU30/WF10 | 331.5 | 356.1 | 424.3 |
| PLA50/TPU50/WF10 | 326.5 | 341.7 | 417.6 |
However, one step degradations were found in pure PLA and TPU revealing the higher thermal stability of TPU than that of PLA. Therefore, the blends with increasing amount of TPU progressively exhibited higher Tmax due to the presence of thermally stable TPU phase, but lower Tonset indicating the weakening of self-integrity of PLA chains in the blends because of enhanced interaction between PLA and TPU chains. However, after removal of moisture, WF shows one-step thermal decomposition over a broad temperature range (250 °C–401 °C) due to the degradation of lignin and cellulose [26]. But, around 20 wt% char remained at high temperature due to complete rearrangement of backbone after removal of volatile products. However, there was no significant effect of WF filler was found in the thermal stability of the composites because of presence of low amount of filler (10 wt% only).
Mechanical properties of blends and composites
Figures 5–6 (and SFigure 3) displays the various curves of mechanical properties such as tensile strength, tensile modulus, elongation at break and impact strength of PLA/TPU blends as well as PLA/TPU/WF composites as a function of weight % of TPU phase. After a slight initial jump, the tensile strength of the blends was progressively decreasing with the addition of TPU which was a block co-polymer consisting of hard and soft segments. The soft segment of TPU, comprised of polyol and isocyanate, provided the flexibility and the elastomeric property to the blend leading to the depression of tensile strength and modulus, but enhancement of elongation at break [22]. However, the tensile strength of the blends was comparatively higher than their corresponding composites up to 20 wt% TPU; beyond which tensile strength was progressively increasing compared to their corresponding blend samples. A significant improvement in tensile strength and tensile modulus of the composites were achieved with introduction of rigid WF bio-filler. The reinforcing action of WF fillers were observed in the composites probably because of enhanced interaction between rigid WF filler and PLA/TPU matrix (especially at PLA70/TPU30) facilitating crystallization of the PLA matrix [22] as observed from DSC analysis (table 3).

Figure 5. (a). Tensile test Specimen, (b). Tensile strength of PLA/TPU blends and PLA/TPU/WF composites, (c). Tensile modulus of PLA/TPU blends and PLA/TPU/WF composites, (d). % Elongation of PLA/TPU blends and PLA/TPU/WF composites.
Download figure:
Standard image High-resolution image
Figure 6. (a) Impact Specimen, (b) Impact strength of PLA/TPU/WF composites.
Download figure:
Standard image High-resolution imageSimilarly, elongation at break of the blends was comparatively higher than that of their composites for the same reason. Surprisingly, impact strength or toughness of the blends were marginally higher compared to their composites filled with WF filler, especially at a high percentage of TPU (50 wt%). At lower percentage of TPU, there was no significant difference in impact strength between filled and unfilled samples (table S1 is available online at stacks.iop.org/MRX/6/125306/mmedia). This is strikingly different observation compared to our previous study in which WF particles were used to reinforce PLA/EVA blends [18]. This phenomenon can be attributed to the enhanced interfacial adhesion between PLA/TPU matrix and WF particles which were uniformly distributed throughout the matrix (SEM images) to disperse the stress concentration evenly that may lead to form toughened composites (∼12.40 times enhancement of impact strength compared to neat PLA) with enhanced tensile strength. A good balance of toughness and stiffness will make this PLA/TPU/WF composite potentially useful in many areas such as packaging, furniture, automotive etc.
Dynamic mechanical analysis
To investigate the chain mobility of PLA in the composites at glassy and rubbery state, dynamic mechanical analysis (DMA) was carried out and the results were displayed in figure 7. Storage modulus (figure 7(b)) was found to decrease with the introduction of elastomeric TPU. The result suggests that in spite of the presence rigid WF filler, the TPU addition could effectively depress stiffness of the composites. It is important to note that the tensile modulus of the composites remained almost unchanged with the progressive addition of TPU (figure 5(C)). Tensile modulus represents the mechanical behavior of the composite at ambient temperature under static mode. However, storage modulus measurement by DMA has been performed in dynamic mode which involves deformation by periodic oscillation along with the addition of thermal energy. Thus, under dynamic condition, the mobility of PLA chains was clearly improved by adding the flexible TPU leading to progressive reduction of modulus of the composites with the increase of TPU (figure 7) [27]. On the contrary, under static mode, the reinforcement effect of well-dispersed WF particles was predominant over the effect from flexible TPU chains. Hence, no significant change of tensile modulus was realized under static mode (figure 5(C)). The loss modulus and tan δ of PLA/TPU/WF composites showed the similar trend as the amount of TPU was increased. As observed in figure 7(c), the glass transition temperature (calculated from the peak of tan δ curve) was found to shift to lower temperature with the increase of TPU amount. This suggests an enhancement of chain mobility of PLA due to favorable interfacial adhesion between PLA matrix and soft TPU phase in presence of uniformly distributed rigid WF particles which did not sufficiently restrict the chain motion. This result is in agreement with the enhanced impact strength data including SEM observation. However, no significant change of Tg was realized from DSC analysis (figure 4(b)) which primarily captures thermal changes under static condition, not in dynamic mode like DMA [27]. Hence, stiffening effect of WF particles was dominant over the softening effect of flexible TPU.
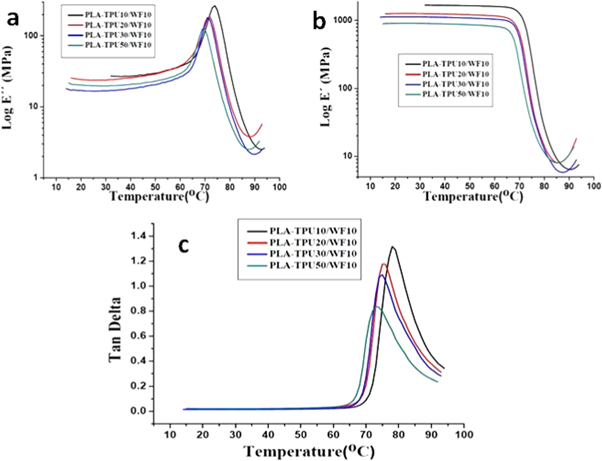
Figure 7. DMA of PLA/TPU/WF composites. (a) loss modulus (E''), (b) DMA storage modulus (E'), (c) DMA Tan δ (Damping parameter).
Download figure:
Standard image High-resolution imageBiodegradation studies of the composites
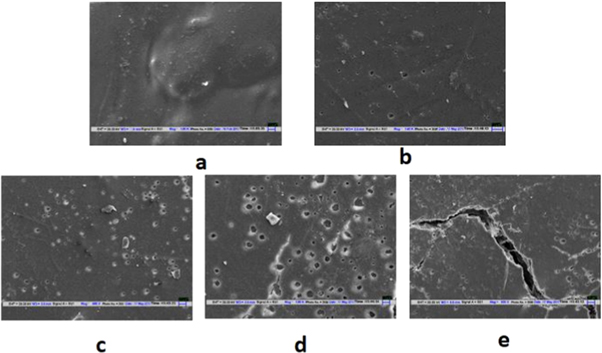
In order to investigate the biodegradability of the composites filled with biofiller (WF), soil burial tests were performed under natural ambient conditions. Degradation of the composites was clearly evident for the sample with least amount of TPU (non-biodegradable) especially after 30 days of soil burial study (SFigure 3). Figure 8 shows SEM micrographs of PLA90/TPU10/WF10 composites before and after burying for 5, 10, 20 and 30 days of degradation. Holes and cracks were distinctly observed to be formed on the surface of the specimen even after 5 days of study. Progressive enhancement of holes resulted in a trajectory of cracks leading to failure of samples due to hydrolytic degradation of PLA. Moreover, enzymatic degradation of cellulosic chains in WF particles may contribute to the initiation of PLA degradation. Furthermore, reduction of crystallinity in the composites (DSC figure 3/table 3) facilitated the hydrolytic cleavage of PLA chains through their amorphous domain. These results show the potential of the WF particles to make biodegradable composite materials with enhanced biodegradability. Similar results were also reported by other researchers [28, 29]. It is worth of mentioning here that TPU may not be bio-degradable, but it has the ability to be recycled. Herein, TPU was mainly used to improve the impact strength of the composites. The whole composites contain PLA and WF which are biodegradable in nature, along with recyclable TPU [4]. Overall, the composites will improve the sustainability of the product and hence can be labeled as green composites.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Degradation samples after (a) 5 days, (b) 10 days, (c) 20 days, (d) 30 days.
Download figure:
Standard image High-resolution image{kind=link}
Conclusions
PLA/TPU/WF bio-composites with varying TPU content were successfully prepared using a twin screw extruder. The phase morphology of the blends and composites influenced by the melt-compounding exhibited microfibers and microparticles, respectively for TPU domain. It was observed that WF particles were well dispersed into the blend when prepared by twin screw extruder enhancing the mechanical properties of the composites by improving its interfacial adhesion between WF and PLA/TPU blends through H-bonding as evidenced from FTIR spectra. This enhanced phase adhesion resulted in improved mechanical properties of the blends and composites as shown in tensile and impact testing. Around 147% and ∼870% enhancement of tensile and impact strength, respectively were achieved from PLA50/TPU50/WF10 composites over neat PLA. Tg was not much affected as seen in DSC although DMA showed significant change in Tg as examined by storage modulus and Tan δ values. Finally, soil burial test demonstrated the biodegradability of the composites revealing their potential applications as biodegradable composites in several areas ranging from furniture, packaging to automotive industries. Desired composition to be used depends on the application of the composite. Comparing all the experimental data, PLA70/TPU30/WF10 can be considered as the optimum composition of the composite with a good balance of toughness and stiffness in addition to biodegradability.