

Abstract
The present paper studies the effect of martensitic transformation on the springback behavior of 304L austenitic stainless steel. Martensite volume fraction was determined at the bent portion under various strain rates after bending test. Martensitic transformation has a significant effect on the springback behavior of this material. The findings of this study indicated that the amount of springback was reduced under a situation of low strain rate, while a higher amount of springback was obtained with a higher strain rate. The reason for this phenomenon is that higher work hardening occurs during the forming process with the low strain rate due to the higher martensite volume fraction, therefore the formability of the sheet is enhanced and it leads to a decreased amount of springback after the bending test. Dependency of the springback on the martensite volume fraction and strain rate was expressed as formulas from the results of the experimental tests and simulation method. Bending tests were simulated using LS-DYNA software and utilizing MAT_TRIP to determine the martensite volume fraction and strain under various strain rates. Experimental result reveals good agreement with the simulation method.
Export citation and abstract BibTeX RIS
1. Introduction
There has been much attention on the application of stainless steels in various industries such as the automotive industry due to the materials unique properties. Stainless steels are suitable to be used for heat resistance, corrosion resistance and crash resistance [1]. Austenitic stainless steels exhibit the good combination of ductility and formability but have low yield stress at room temperature. Both strength and ductility are improved through the occurrence of martensitic transformation [2, 3]. Kinetic martensitic transformation depends on the stress state, amount of strain, temperature and chemical composition [1, 4]. Martensite nucleation leads to increased strain hardening of the material and this phenomenon causes high uniform elongation because the strain hardening delays localized necking. Also, the difference in mechanical properties between martensite and austenite may lead to increased strain hardening [1, 5].
There are two types of martensitic transformation, direct and indirect. Non-magnetic austenite phase transforms into magnetic ά-martensite phase (BCC) in the direct transformation, while the non-magnetic austenite phase transforms into non-magnetic ε-martensite phase (HCP) and then it transforms into the magnetic ά-martensite phase in the indirect transformation. It is shown that the indirect transformation occurs in 304L austenitic stainless steel [6]. In this material, the non-magnetic ε-martensite is formed in the early stages of deformation and then completely eliminated [7].
Sheet metal forming process has a vital role in production for important industries such as car bodies, cans, etc. This process can generate complex parts with various geometrical shapes [8]. There are various forming processes such as deep drawing and stamping, which are used to form metallic sheets to complex shapes. Sheet metal bending is one of the most important processes in metal working, which is particularly used in car industries [9]. For these reasons, many authors have studied the bending behavior of various materials such as high strength steels and aluminum, etc [10–13].
The elastic recovery of a metallic sheet after unloading during the sheet metal forming process is known as the springback phenomenon. Springback, which is the most significant drawback, is inevitable during the sheet metal forming processes such as deep drawing, bending and stamping. In this case, an attempt should be made to reduce springback. Springback leads to changes in the final shape of the part, which consequently causes increases to the cost of the manufacturing process [14, 15]. Many parameters such as young's modulus, punch radius, material strength, bending angle and sheet thickness affect the springback behavior of the metallic sheet during the forming process [10, 11, 16, 17]. For instance, young's modulus as an important mechanical factor has a significant effect on the springback. It is pointed out that plastic strain can affect the young's modulus and plastic deformation varies this mechanical parameter [5]. One of the most important parameters that affects springback is the yield stress of the material. It has been shown that increasing the yield stress leads to an increase in the amount of springback in materials [18, 19]. It was reported that springback increases when increasing the R/t (R and t are the punch radius and sheet thickness, respectively) and a larger die gap leads to more springback [20]. Also, a higher punch radius leads to obtaining more springback [20, 21]. According to these points, metallurgical and process parameters should be kept under control in order to achieve the lowest amount of springback in the sheets.
Numerous works have investigated the effect of martensitic transformation on the material behavior of austenitic stainless steel under the uniaxial tensile test, compression and deep drawing [1, 22–29], but there are not comprehensive studies on the springback behavior of this material under various strain rates. Since sheet metal bending is a very important process in automotive and other industries; readers need a thorough understanding of the effect of martensitic transformation on the bending and springback behavior of 304L austenitic stainless steel. This paper studies the springback behavior of 304L austenitic stainless steel through a bending test. Also, experimental procedures are simulated by LS-DYNA using MAT_TRIP to determine the martensite volume fraction, strain and stress concentration and the experimental findings are in good agreement with the FE simulation results.
2. Material and method
In this work, 304L austenitic stainless steel sheets with the following chemical composition in wt.%, 0.024C, 0.55Si, 1.07Mn, 18.38Cr, 8.18Ni, 0.37Co, 0.112V, 0.001S, 0.029P and base Fe were used to perform experimental tests. Samples with a size of 50 × 40 × 0.5 mm3 were provided using an electronic cutter.
Springback of the material was evaluated at eight angles in order to obtain material behavior for predicting the springback at a larger variety of angles. For these reasons, eight sets of bending punches with respective dies were designed to perform the bending tests. The advantage of this equipment, punches with dies in one steel block, is that this equipment is well-set. Springback behavior of the material was evaluated at eight bending angles of 15°, 30°, 45°, 60°, 75°, 90°, 105° and 120°. Bending tests were performed with three punch speeds of 3, 30 and 300 mm min−1 in order to evaluate the effect of strain rate on springback. Samples after the V-bending test are illustrated in figure 1.

Figure 1. Samples after V-bending test.
Download figure:
Standard image High-resolution imageA 40ton hydraulic press equipped with the computer was used to perform bending tests under various punch speeds. The bending test equipments, dies and punches with various angles are shown in figure 2.

Figure 2. (a) Bending angles, (b) dies and punches, (c) bending test setup.
Download figure:
Standard image High-resolution imageAngles of the bent sheets were determined using a high resolution camera after the bending test. In this method, high resolution photographs of the bent sheets were imported into solidworks software to evaluate the angle of the bent sheets. It is possible to import figures into the solidworks in the drawing module of the software and measure angles and distances using dimension tools in the drawing environment.
Since austenitic stainless steels become magnetized after deformation, a magnetic field can therefore be induced in this type of material because of the generated martensite phase. Thus, the intensity of the magnetic field can be related to the martensite phase. The martensite volume fraction of the bent sheets was determined after performing bending tests using the magnetic saturation method, which is based on ferromagnetic material properties [30, 31]. According to previous work, Magnetic saturation was calibrated by the x-ray diffraction (XRD) method to obtain an accurate determination of the martensite volume fraction [31]. In this method, bent samples were first placed in the magnetic field to induce magnetic field in the samples using equipment with capacity of 230 V, 50–60 Hz and 3 A. After induction of magnetic field, samples were removed from the magnetic field. Afterward, strength of the field was measured using magnetometer. Intensity of the magnetic field was directly attributed to the ferromagnetic phase, which is the martensite phase in the samples [23, 32].
3. FE simulation
Bending tests with various angles were simulated by LS-DYNA 971 utilizing MAT_TRIP. The martensite volume fraction, strain and stress concentration can be determined using this material model, which was described in the previous work [31]. Austenitic stainless steel exhibits different behaviors (the mechanical properties of this material under the uniaxial tensile test at various strain rates was discussed in the previous study [1]) and the yield stress of this steel changes under various strains and strain rates [1, 26]. Therefore, the yield stress of the material is calculated with the model and takes into account the updated yield stresses with the software. Modeling of the bending processes is illustrated in figure 3.

Figure 3. Modeling of the bending process with dies angle of: (a) 120° and (b) 15°.
Download figure:
Standard image High-resolution image4. Results and discussion
Figure 4 depicts the martensite volume fraction versus the bending angle, which was determined using the magnetic saturation method calibrated by XRD. As shown in this figure, more martensitic transformation occurs under a low strain rate and consequently the higher martensite volume fraction transforms at the bent portion, while the lower martensite volume fraction transforms with a high strain rate.

Figure 4. Martensite volume fraction versus bending angle.
Download figure:
Standard image High-resolution imageStrain distribution in the bent samples at eight angles with punch speeds of 3 and 300 mm min−1 are illustrated in figures 5 and 6, respectively. It is clear that reduction in the bending angle leads to a decrease in the amount of strain. Also, increasing the punch speed causes a decrease in the amount of strain.
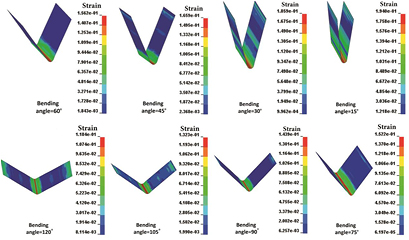
Figure 5. Strain distribution in the bent samples under punch speed of 3 mm min−1.
Download figure:
Standard image High-resolution image
Figure 6. Strain distribution in the bent samples under punch speed of 300 mm min−1.
Download figure:
Standard image High-resolution imageNote that the adiabatic heating is dominant in the forming process with a high strain rate, while the isothermal process is superior at a low strain rate. The temperature of the samples that were tested under a high strain rate rises, because there is not enough time for heat loss from the samples. In contrast, the temperature of the samples does not increase due to heat transfer from the samples during a low strain rate. Increasing the temperature of the sample with a high strain rate leads to a reduction in the shear bands intersection. Since the martensite phase nucleates on the shear bands intersection, therefore forming with a high strain rate restrains the generation of the shear bands. Consequently, nucleation of the martensite is reduced and the volume fraction of the martensite is decreased under a high strain rate. Work hardening and consequently the amount of strain are decreased due to a reduction in the amount of martensite volume fraction at the high strain rate [27, 28, 33].
Figure 7 shows the springback behavior of the material with various punch speeds of 3, 30 and 300 mm min−1 under bending angles of 15°–120°. According to this figure, it can be understood how the strain rate affects the springback of the material. This material exhibits higher amounts of springback with high strain rate. In contrast, it shows lower amounts of springback under the low strain rate. The amount of springback is very low in high strain, angle of 15°, and it begins to increase in smaller amount of strain, up to the angle of 120°, in the constant punch speed. It is noted that variation of the amount of springback is reduced under a low strain rate, while the springback variation is greater with the higher strain rate. It can be concluded that the amount of springback increases with the reduction of strain and increases to the strain rate.
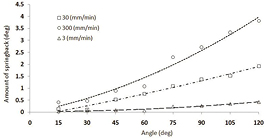
Figure 7. Amount of springback with bending angle under various strain rates.
Download figure:
Standard image High-resolution imageMartensitic transformation occurs in transformation induced plasticity (TRIP) steels and austenitic stainless steels with the occurrence of plastic deformation in these materials. The martensitic transformation has significant effects on the springback behavior of the TRIP steels. The amount of springback varies with respect to the martensitic transformation that occurs during the deformation. Note that a significant reduction in the amount of springback occurs with increases in retained austenite in the initial sheet before the deformation [21]. It was shown in the previous work that this material has a higher elongation with lower strain rate (punch speed of 3 mm min−1), consequently higher strain can be obtained. Higher martensitic transformation occurs and more martensite phase generates under the lower strain rate. In this case, the occurrence of higher work hardening improves the formability of the sheet [1]. As a result, the generated martensite phase restrains the springback. The amount of springback is close to zero with the lower strain rate and higher bending angles (high strain), but it is slightly increased with the reduction in angle (low strain). The amount of springback is evident with the higher strain rate and low bending angle (low strain).
According to experimental results, the dependence of springback on the bending angle is expressed as formulas in accordance with curves under various punch speeds and bending angles, which is shown in figure 7. The dependence of springback on the bending angles for punch speed of 3, 30 and 300 mm min−1 are expressed through equations (1)–(3), respectively.



Where, F(θ) and θ are the amount of springback and the bending angle, respectively.
Considering the experimental results, it can be understood that the amount of springback increases with strain reduction and increases in strain rate. Figure 8 depicts the springback under the various angles and punch speeds of 3, 30 and 300 mm min−1.
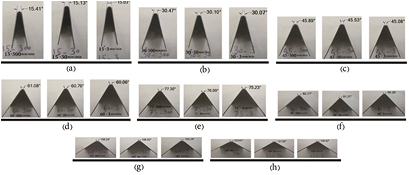
Figure 8. Determination of springback under punch speeds of 3, 30 and 300 mm min−1 with bending angle of (a) 15°, (b) 30°, (c) 45°, (d) 60°, (e) 75°, (f) 90°, (g) 105° and (h) 120°.
Download figure:
Standard image High-resolution imageAs mentioned earlier, the martensitic transformation affects the mechanical property of austenitic stainless steel. In other words, these types of materials exhibit different behavior with the various strain rates [1, 28, 34]. Austenitic stainless steels, particularly 304L, show high ductility under the low strain rate, while it shows poor ductility with the high strain rate. For these reason, austenitic stainless steels have good formability under low strain rate [1, 27, 35]. Also, the flow stress of the material has an effect on the springback behavior. Note that at high temperature flow stress is decreased, the amount of the springback is restrained after unloading in order to improve the formability of the sheet at the lower flow stress [36].
Figure 9 depicts that how the yield stress affects the amount of springback. As can be seen in this figure, the material exhibits greater springback on equal strain when the material reaches higher yield stress (σyield2, which is higher than σyield1) [18, 19]. The material exhibits a higher amount of springback when it has the higher yield stress [18, 19, 37]. In the previous work, it was shown that 304L steel exhibits the higher yield stress with the higher strain rate, while the lower strain rate causes the fall in the yield stress [1].
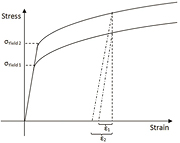
Figure 9. Effect of yield stress on the springback.
Download figure:
Standard image High-resolution imageFigures 10 and 11 show the volume fraction of martensite at eight bending angles after bending tests under the punch speed of 3 (low strain rate) and 300 mm min−1 (high strain rate). Martensitic transformation is a function of the amount of strain and the maximum strain and elongation occur at the regions with higher stress concentration.
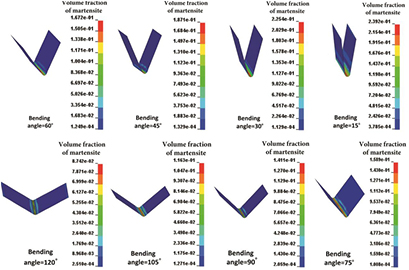
Figure 10. Martensite volume fraction at various bending angles with punch speed of 3 mm min−1.
Download figure:
Standard image High-resolution image
Figure 11. Martensite volume fraction at various bending angles with punch speed of 300 mm min−1.
Download figure:
Standard image High-resolution imageAs mentioned earlier, the higher stress concentration occurs with the low strain rate than higher strain rate at similar angles. Consequently, higher amounts of strain and more martensitic transformation occurs at the low strain rate at the same angles.
The amount of springback can be predicted according to the martensite volume fraction, which transforms during deformation. The martensite volume fraction may be anticipated by considering the strain rate for the forming process. Then, it is useful for predicting and reduction the amount of springback at various bending angles using the martensite volume fraction. Figure 12 shows the martensite volume fraction at the various angles through experimental procedures and simulation methods under the high and low punch speeds. As can be understood from this figure, the martensite volume fraction decreases with decreases in the bending angle due to lower plastic strain.

Figure 12. Martensite volume fraction versus bending angle at low and high strain rate.
Download figure:
Standard image High-resolution imagePresented curves in figure 12 were obtained through simulation and experimental procedures. These curves were fitted with the equations. From the experimental procedures, the dependence of the martensite volume fraction on the bending angle is expressed as the equations (4) and (5) under the high and low strain rates, respectively. Through the simulation method, the dependence of the martensite volume fraction on the bending angle is expressed as the equations (6) and (7) with the high and low strain rates, respectively.




Where, F(θ) and θ are the martensite volume fraction and the bending angle, respectively.
It is considered that the nucleation phenomenon controls martensitic transformation [31]. Higher strain rates lead to increases in the temperature of the sample due to adiabatic heating and little time to transfer heat from the sample, therefore the temperature of the sample rises [34, 38]. Shear bands formation is reduced by increasing the temperature and then this reduction restrains the martensitic transformation [39, 40]. For these reasons, the volume fraction of the martensite decreases with increased strain rates. But, a contrary situation is prevailed with the low strain rate leading to increases in the martensite volume fraction.
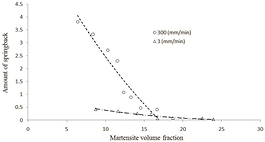
Higher plastic deformation leads to decreased amounts of springback after performing bending tests [36]. Higher work hardening occurs while performing bending tests due to the higher martensite volume fraction at the low strain rate and improves the formability of the sheet. Also, more ductility at the low strain rate can affect the springback reduction. Findings of the bending test, which is shown in figure 13, prove these results.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 13. Amount of springback to martensite volume fraction at low and high strain rate through experimental tests.
Download figure:
Standard image High-resolution image{kind=link}
Figure 13 depicts the amount of springback to the martensite volume fraction resulting from experimental tests. Dependence of the springback on the martensite volume fraction is expressed as the equations (8) and (9) under the low and high strain rate, respectively. The amount of springback can be predicted according to the martensite volume fraction at the same strain rate. In this case, relying on this knowledge in the forming process can overcome the amount of springback.


Where, F(α) and α are the amount of springback and martensite volume fraction, respectively.
Output data from the experimental tests and simulation method shows that the martensitic transformation has a significant effect on the springback behavior of the material. The amount of springback can be predicted at various bending angles by equations, which are presented in this study. Note that it is possible to determine the amount of martensite phase and predict the amount of springback at various bending angles. These equations can serve as useful information for industries such as the sheet metal forming industry for improving the forming process to control the springback of sheets after forming.
5. Conclusion
Springback behavior of 304L austenitic stainless steel was investigated. Findings of this study show that the martensitic transformation affects the amount of springback. The sheets show the lowest amount of springback under the low strain rate compared to the high strain rate, while the amount of springback increases after a bending test under the high strain rate. Decreasing the bending angle leads to increases in the amount of springback at a constant strain rate. This is because decreasing the bending angle (decreasing the strain) restrains the martensitic transformation and then a lower martensite phase is generated, but increasing the bending angle (increasing the strain) intensifies the martensitic transformation and higher generated martensite phase reduces the amount of martensite. Formulas for predicting the amount of martensite were extracted. These formulas serve as useful information for predicting the material behavior to improve the forming process.