

Abstract
In this work the friction and wear properties of five magnetorheological fluids (MRFs) with varying compositions are investigated. Considering that many of the proposed applications for these fluids involve lubricated contact between mobile metal–metal or polymer–metal parts, the relationship between MR response and wear behavior appears to be of fundamental importance. One of the fluids (MR#1) contains only the iron microparticles and base oil; the second and third ones (MR#2 and MR#3) contain an anti-wear additive as well. The fourth one (MR#4) is a well known commercial MRF. Finally, MR#5 is stabilized by dispersing the iron particles in a magnetite ferrofluid. The MR response of the latter fluid is better (higher yield stress and post-yield viscosity) than that of the others. More importantly, it remains (and even improves) after the wear test: the pressure applied in the four-ball apparatus produces a compaction of the magnetite layer around the iron microparticles. Additionally, the friction coefficient is larger, which seems paradoxical in principle, but can be explained by considering the stability of MR#5 in comparison to the other four MRs, which appear to undergo partial phase separation during the test. In fact, electron and optical microscope observations confirm a milder wear effect of MR#5, with almost complete absence of scars from the steel test spheres and homogeneous and shallow grooves on them. Comparatively, MR#2, MR#3 and, particularly, MR#1 produce a much more significant wear.
Export citation and abstract BibTeX RIS
1. Introduction
Magnetorheological fluids (MRFs) are suspensions with a high concentration of micron-sized particles of ferro- or ferrimagnetic materials in non-magnetic liquid carriers. Interest in these materials stems from their easily tunable rheological and tribological behaviors by application of moderate external magnetic fields. In the absence of the field, the MRF will behave as a Newtonian fluid with viscosity controlled by that of the liquid carrier and the concentration of single particles. Even for concentrations of particles around 30% by volume, the viscosity increase is not beyond 75%. The essential aspect of their response is that in milliseconds after application of the field, their behavior changes to viscoelastic, with high yield stress and viscosity increased by three or more orders of magnitude [1–8]. This is the result of the arrangement of magnetized particles as chains oriented in the field direction, thus reinforcing the fluid [7–14].
The variety of magnetic materials that can be used is very wide, and they can be classified according to their chemical nature or particle size and shape. Also, the carrier fluids, although typically silicon or petroleum oils or other non-polar liquids [15–18], have been studied to a large extent [8], including ionic liquids [19–22], aqueous media [23, 24] or even ferrofluids [4].
The overall target is the design of MRFs with a rheological response easily and widely tunable by application of a magnetic field. The response is maximized for sufficiently high particle concentrations, and this may require solid contents as high as 40% v/v [25, 26]. Such a high concentration of iron or iron oxide particles in the micrometer size range makes the stability, redispersibility and durability of MRFs a serious issue [27–29]. This is important not just from the reproducibility and predictability of laboratory bench data, as the number of proposed applications for these fluids grows without an apparent limit [8–26], ranging from the mechanical, automotive and defense industries (some recent examples can be found in [30–36]) to prosthetic or convenience inventions [37–41]. Suffice it to say that, according to the Web of Science® database, the number of patents related to MRFs amounts to above 750 just in the last five years.
The minimization of the undesired gravitational settling can be, at least partially, achieved by the incorporation of additives. These include typically organic molecules in solution or adsorbed on the particles [8, 23, 42 –45], but the use of ionic liquids [21, 22, 46, 47] or suspensions of nanoparticles (either magnetic or not) [4, 48–51] as carriers has also proven rather efficient in opposing aggregation and sedimentation on MRFs.
As mentioned, among the most common applications of MRFs are the designs of shock absorbers, dampers or clutches [52–61], that is to say, devices where metallic parts are in relative motion and the fluid plays the role of lubricant in addition to a viscosity controller. In such cases, consideration of friction or poor lubrication between the moving parts or between the iron particles and the latter must be considered. A number of authors have paid attention to these important phenomena. Although some models have been elaborated [62], most works have focused on experimental aspects. Thus, Hu et al [63] measured the effect of a magnetic field on the wear process and effective friction coefficient in a standard four-ball tribological test, whereas the material removal mechanisms in MRF-based finishing processes was investigated in the work of Shingh et al [64]. A pin-on-disk apparatus was used by Song et al [65] to demonstrate that the magnetic particles are trapped between the sliding surfaces and that abrasion is the predominant wear mechanism. Bombard, de Vicente and collaborators have also performed extensive investigations on the effect of magnetic particles on the tribology of steel/Teflon or steel/steel point contacts [66, 67]. A comparison between tribology in the presence of ferrofluids and MRFs shows that in the former case the friction is lower and controlled by particle concentration rather than size. In such a situation, no effect of the application of a magnetic field is observed. This tribological behavior is in contrast with that observed with MRFs, where significant abrasion and material removal is observed, more important in the presence of a field.
In view of such differences, in this work we propose the tribological study of five MR lubricants: four of them are typical MR lubricants designed to work in damper devices [68], except for the addition of two kinds of anti-wear additives (MR#2 and MR#3; MR#1 has no additives) and MR#4 is a commercial magnetic fluid. The fifth one, MR#5, is an extremely bimodal lubricant with ferrofluid as a carrier [48]: it can be expected that the high MR performance of the large iron particles will be completed by a reduced wear thanks to the lubricating properties of the ferrofluid. For all samples, we carried out the dynamic rheological characterization under a magnetic field before and after the wear test. In addition, the worn surfaces were investigated under optical and scanning electron microscopes.
2. Experimental
2.1. Materials
Carbonyl iron powder of 'HQ' quality, purchased from BASF (Germany), was used as the solid phase. This iron consists of spherical particles, with an average diameter of 1.0 ± 0.3 μm (figure 1(a)) and density = 7.5 g cm−3. The base fluid was a mineral oil (SN-60, Repsol, Spain) with a viscosity of 23 mPa.s at 25 °C. Samples MR#1, MR#2 and MR#3 contained aluminum stearate (Aldrich), and a viscosity modifier, composed of two polymers: one was a polyester (2-alcoxy-dialkyl-succinate) and the other was a styrene-di(alkyl) fumarate block copolymer, added for stabilizing the particles. A more extended explanation about the choice of the additives and their optimal concentrations is well described in [68]. In addition, for samples MR#2 and MR#3 we added extreme pressure/antiwear additives suitable for reducing friction and wear in highly loaded conditions, (dialkyl dithiophosphate ester—additive 1—for MR#2 and molybdenum-dithiophosphate—additive 2—for MR#3, from BASF (Germany), with a concentration of 1%, a value commonly used in lubricants for many applications). MR#4 is a commercial magnetic fluid, MRF-132DG from Lord Corporation (USA). The ferrofluid used as a carrier was prepared following the procedure described in [69], or, briefly, by dispersing in mineral oil magnetite nanoparticles synthesized by the co-precipitation method. It is important to remark that during the synthesis, an adsorbed layer of oleic acid, by which the particles achieve the required compatibility with the oil carrier, covers the nanoparticles, sized 7.8 ± 0.3 nm, figure 1(b). In addition, the surfactant coating imposes a steric barrier between the nanoparticles, thus avoiding the aggregation among them. The ferrofluid had a solid concentration of 3.1% by volume. The resulting MRF is an example of the so-called extremely bimodal MRFs, which have attracted interest due to their enhanced stability resulting from the fact that each iron microparticle is surrounded by a 'cloud' of magnetite nanoparticles, as seen in figure 1(b), which hinders irreversible microparticle aggregation [50]. The MRF was prepared by stepwise addition of the required amounts of iron microparticles to the ferrofluid, under moderate mechanical stirring. All the samples had an iron microparticle volume fraction of 30%, commonly used in MRFs for their use as hydraulic fluids in damper devices [70].
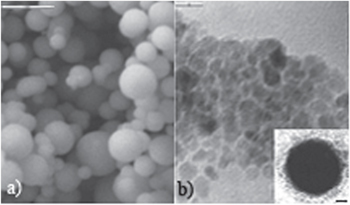
Figure 1. (a) SEM picture of the iron microparticles used in the MR lubricant; bar length 5 μm. (b) TEM picture of the magnetite nanoparticles that constitute the ferrofluid; bar length 20 nm (inset picture: cloud of nanoparticles around one Fe microparticle; bar length 500 nm).
Download figure:
Standard image High-resolution image2.2. Rheological measurements
For this purpose, a controlled stress rheometer MCR300 (Physica Anton-Paar, Austria) with plate–plate geometry was employed. The application of a magnetic field is made possible by means of a coil (located under the lower plate) through which a controlled current is passed (Physica MRD), figure 2 (left). A controlled rate mode was used, with shear rates ranging between 1 and 100 s−1, and a test duration of 120 s. Samples were pre-sheared at 30 s−1 for 60 s, and subsequently left to equilibrate under the action of the field for a further 60 s, before the application of the shear rate ramp. All experiments were conducted at 25 ± 1 °C. All samples were measured before and after the wear test to be discussed below.
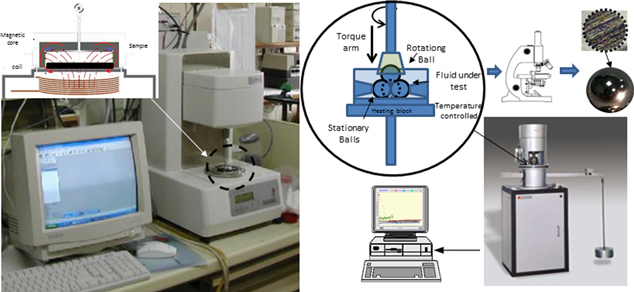
Figure 2. (Left) magnetorheological measurements setup; (right) wear performance test setup.
Download figure:
Standard image High-resolution image2.3. Wear performance test (four-ball method: ASTM D 4172)
This test method is commonly used in the determination of the wear-preventive characteristics of lubricants in sliding steel-on-steel contacts. It was conducted in a K93100 Four Ball Wear and EP Tester (Koehler Instrument Company Inc. USA). The test consists of rotating a steel ball under load against three stationary steel balls covered with lubricant, figure 2 (right). The diameter of the spheres is 1/2 in (12.7 mm); three of them are clamped together and covered with the lubricant to be evaluated. The fourth steel ball, referred to as the top ball, is pressed with a force of 196 N onto the cavity formed by the three clamped balls for three-point contact. The temperature of the process is regulated at 75° C and then the top ball is rotated at 1200 rpm for up to 60 min. Lubricants are compared by using the average size of the scar diameters worn on the three lower clamped balls. All samples were mixed with a glass rod to remove particles from the bottom and redisperse. After the test, the samples were collected again, the lower balls were cleaned, and the wear scars produced on the metal surfaces were observed using an optical microscope to determine the wear scar diameter.
3. Results and discussion
3.1. Rheological tests
The magnetorheological characterization of the suspensions was carried out by obtaining the shear stress versus shear rate in the applied magnetic field before and after the wear test. From these data the dynamic yield stress (σy) and the Bingham viscosity (ηB), were obtained as a function of the magnetic field strength, and they are plotted in figures 3(a)–(d). The values of σy and ηB were estimated by fitting the shear stress (σ) versus the shear rate ( data to the Bingham equation (
data to the Bingham equation ( These fits were performed for shear rate values well into the post-yield region (
These fits were performed for shear rate values well into the post-yield region ( ).
).
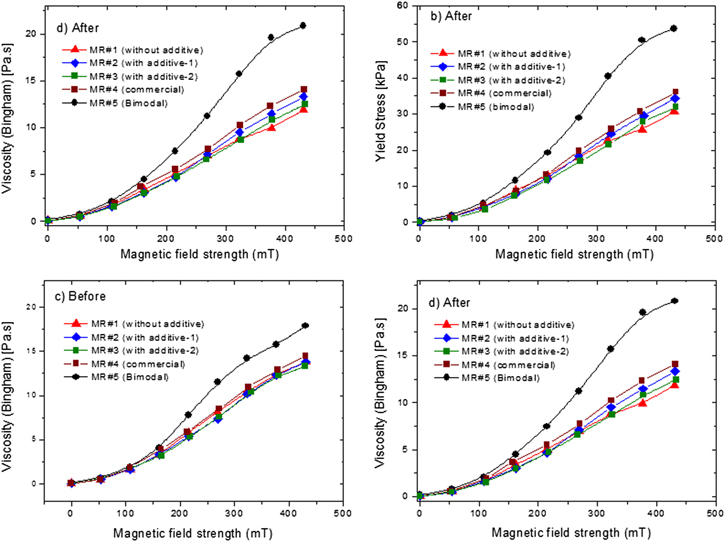
Figure 3. Dynamic yield stress (a), (b) and viscosity (c), (d) as a function of magnetic field strength, before (a), (c), and after (b), (d) wear test for all samples.
Download figure:
Standard image High-resolution imageIn the case of samples MR#1, MR#2 and MR#3 (without and with two different antifriction additives, respectively) the dependence of the yield stress on the magnetic strength indicates that the MR effect is similar in all of them, that is, the additive does not modify either the yield stress or the Bingham viscosity for the field strength range examined. This behavior is similar for the commercial sample, MR#4. The situation is quite different in the case of the bimodal fluid, MR#5, for which the MR effect represented by the value of the Bingham yield stress is 35% higher than for the other samples. This increased MR effect in bimodal suspensions is well explained in [4, 48] in terms of the above mentioned formation of a protective 'halo' of magnetite nanoparticles around the iron microparticles of the MRF. This structure prevents the particles from aggregation and favors the buildup of well arranged particle chains, maximizing the MR response.
Considering now the after-wear test response, significant differences are again observed between MR#5 and the other samples. Note that in the case of MR#1 (without additive) both the high-field yield stress and the viscosity decrease by about 25% from those of the untreated samples. This could be explained by the new metallic debris appearing in the after-wear test lubricant, as observed in the SEM pictures of figure 4(a). Such metal debris will work against the MR response, as they are of undefined shape and belong to the test spheres, which are non-magnetic. In addition, the pictures in this figure show that the surface of many particles was damaged in the wear process. In the case of samples MR#1 (without additive) and MR#3 (with additive 2) it is clearly seen that the wear process provoked severe damage on the particles' shape. It is also seen that the surface of many particles is deformed and some of them appear broken. In contrast, sample MR#2 (with additive 1) and MR#4 (commercial), do not undergo any decrease in the MR response after the wear test.
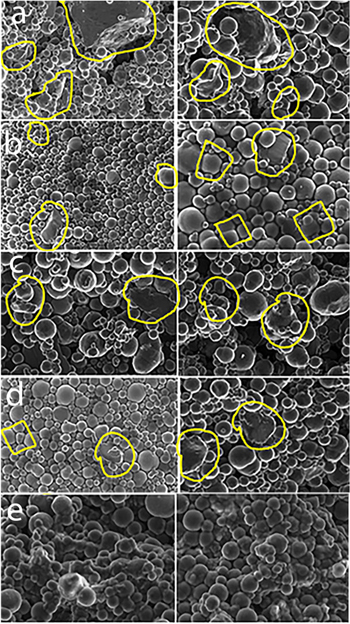
Figure 4. SEM pictures of the MRF particles and wear debris after wear test. The left and right pictures show different regions of the same sample. For (a) MR#1 (without additive); (b) MR#2 (with additive-1); (c) MR#3 (with additive-2); (d) MR#4 (commercial) and (e) MR#5 (bimodal). Clear marks show the debris in each photo.
Download figure:
Standard image High-resolution imageThe situation is clearly different in the case of the bimodal MRF (sample MR#5): the after-wear yield stress is higher than before the test. Specifically, σy increases by about 20% for the highest field, as compared to the value obtained for the untested fluid (figure 3). For a high magnetic field the yield stress is 20% higher and figure 4(e) shows that no debris is produced after the friction test, while the nanoparticle coating of the iron microparticles remains unaffected after the test. The increase in yield stress could be justified by assuming that the compression associated with the wear test produces a compaction of the ferrofluid layer around the iron particles, thus reducing the average interparticle distance when the magnetic field is applied in the MR determination. As a result, the strength of the field induced particle–particle interaction will be larger, explaining the MR results.
3.2. Wear tests results
Optical microscopy images of worn surfaces were taken in order to study the wear characteristics of the MRFs under test, as shown in figure 5. It is first of all evident that the indentation of wear marks is shallower and the wear scar area is reduced in the MRFs with the anti-wear additive as compared to the untreated fluid. In addition, the bimodal lubricant produces fewer wear grooves, is shallower and has a lower amount of worn surface than the other four samples. Some local scratches are found, likely due to unavoidable aggregates, but otherwise the surface appears rather homogeneous.
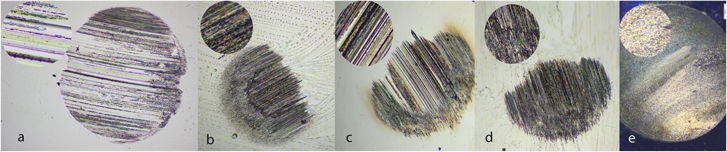
Figure 5. Optical microscope images of the worn surface of the steel balls after the wear tests were performed: (a) MR#1 without additive; (b) MR#2 with additive-1; (c) MR#2 with additive-2; (d) MR#4 commercial; and (e) MR#5 bimodal MRF. Enlarged views (×5) are shown in the small circular pictures.
Download figure:
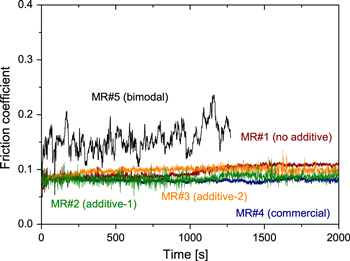
Standard image High-resolution imageFigure 6 shows the friction coefficient of the MRFs used. The beneficial effect of the anti-wear additive in friction determinations is clear, and a measurable (although moderate) decrease of the coefficient is found with the additive. This reveals the importance of the use of this kind of additive in lubricant formulation. Somewhat surprisingly, the bimodal fluid showed a larger friction coefficient, in spite of the comparatively lower wear observed in figure 5(e); in fact, the test was stopped 25 min after starting, since the value of the friction coefficient was high, and the specimen appeared seized. Paradoxically, this could be explained by the better MR 'quality' (higher stability associated with the presence of the nanoparticles coating) of this lubricant compared to the other samples.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Friction coefficient as a function of sliding time for all the samples.
Download figure:
Standard image High-resolution image{kind=link}
In general, the friction coefficient is governed by the real contact area, the contact state, and the amount of debris. The wear topography is mostly determined by the latter. In our monomodal fluids we have a predominant abrasive wear due to the hard (iron) particles that are forced against and move along the surface of the test balls. In the early stages of wear, the debris may be trapped between the sliding surfaces, leading to large scratches, and increasingly fractured fragments. The comminuted fragments will slide easily along the surfaces, explaining the smaller friction coefficient in MR#1 to MR#4. This is called three-body abrasive wear. In fact, all the lubricants were collected after each test, and MR#5 appeared more compact (with a similar appearance to that before the test), while MR#1, 2, 3 and 4 showed partial phase separation. The lower friction coefficient of these samples can be linked to such separation: the contact between the steel spheres is lubricated basically by the base oil, with just small fragments in the gap between them.
In the case of the bimodal fluid, the observed reduction of the abrasive damage might be explained by the softening effect of the nanoparticle cloud surrounding the iron particles. The increase in the temperature of the test in this fluid is associated with the fact that the absence of significant debris fragments keeps the particles constrained between the sliding surfaces, in what is called two-body wear [71]: the relatively easy sliding of the surfaces when the debris fragments are reduced in size in the monomodal fluids does not occur here. In fact, the diameters of the scarred areas ranged from 0.46 mm (MR#4), 0.65 mm (MR#1), 0.81 (MR#3) and 0.94 mm (MR#2) to 1.49 mm (MR#5). In summary, in the monomodal fluids the debris first produced large scratches and subsequently low friction because of the decreased size of the fragments; in contrast, in the bimodal fluid, the scratches are less deep because of the stability of the coated particles, but the friction remains all through the experiment, leading to a larger friction coefficient and heating rate.
4. Conclusions
In this work, the dynamic rheological behavior and wear performance of three magnetorheological fluids were investigated. The fluids differed in their composition: MR#1 contained iron microparticles and a stabilizing agent, MR#2 and MR#3 additionally contained an extreme pressure/antiwear additive, MR#4 was a commercial sample, and MR#5 was a bimodal fluid, in which the iron particles were stabilized by a base ferrofluid. The MR responses as measured by the field-dependent yield stress were larger for MR#5 than for all the other samples. These in fact differed little from each other. Furthermore, only MR#5 showed a different yield stress and viscosity before and after the wear test; it appeared that the magnetic field dependence of the rheological parameters was larger after than before. This was ascribed to a better stability in the latter fluid, and a compaction of the ferrofluid layer by the applied pressure in the four-ball test. The microscopic analysis of the fluids and the steel spheres demonstrated that the anti-wear additive was quite efficient in maintaining the integrity of both materials, and that the bimodal fluid provoked a milder wear, without undergoing phase separation, as observed in the other fluids.
Acknowledgments
The authors are grateful for the financial support from the Spanish Government: RYC-2014-16901 (MINECO), FIS2013-07666-C3-1 R (Ministerio de Ciencia e Innovación, Spain), CEI Biotic BS27.2015 (UGR), and PE2012-FQM-0694 (Junta de Andalucía, Spain) is acknowledged.