
Abstract
The increasingly restrictive legislation on the use of hazardous chemicals in lubricant formulation necessitates the use of less hazardous lubricant additives in the sheet metal forming industry. The tribological performance of calcium carbonate (CaCO3) as a green lubricant additive was evaluated in comparison to commercially available forming lubricants used in industry, some of which contain hazardous chemicals such as chlorinated paraffins to enable their function. The lubricants were tested by four-ball wear testing, four-ball weld load testing, and bending-under-tension. The ease of cleaning of surfaces formed with the different lubricants was evaluated by methods used in industry and the viscosity was evaluated using standard methods. The CaCO3 mixtures showed a better performance than commercial lubricants in four-ball wear testing, worse performance in four-ball weld load testing, worse cleanability, and a similar development of drawing force in bending-under-tension over 1000 consecutive strokes. When added to fully formed commercial lubricants, the particles degrade the performance of the lubricant in resisting adhesive wear but improve its capacity for resisting abrasive wear. Surfaces of formed parts after bending-under-tension testing with CaCO3 mixtures were scratched, while parts formed using commercial lubricants showed less scratching. The effect of including particles in a commercial lubricant depended on the application, either degrading it or improving it. It is therefore clear that the use of solid particles as lubricant additives should be constrained to selected applications where abrasive wear is a dominant wear mechanism.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sheet metal forming refers to a group of manufacturing methods in which a flat sheet is manipulated into a complex, 3-dimensional geometry. Typical tribological loads found in sheet metal forming range from very severe, with high normal pressure and temperature, to relatively mild, involving low normal pressures [1]. Lubricants used in sheet metal forming are typically tailored to specific conditions, leading to heavy-duty oils being used in tribologically severe processes and lighter oils being used where possible due to their lower price and smaller environmental impact. Increasingly restrictive legislation regarding the use of hazardous chemicals in lubricant formulation [2] is likely to constrain the use of heavy-duty forming oils as they typically contain materials such as chlorinated paraffins, which are known to be environmentally hazardous [3], and heavy metals or nitrites, which are known to be harmful to aquatic life and human health [4]. Lubrication in sheet metal forming is vital to ensure stability in production, leading to the need for alternatives that will not be affected by restrictions.
Lubricants give metal forming companies improved control over their processes in terms of process stability and reduce the environmental impact of processes through reduction of scrap and improved energy use efficiency [5]. Lubricants are composed of a base oil and additives. For a given base oil, additives and their concentrations are selected to tailor the resulting lubricant to specific applications or conditions [6]. Mannekote et al. [7] listed commonly used types of lubricant additives which range from wear-reduction to viscosity index improvers.
Research on environmentally acceptable lubricants is an emerging field [8]. One line of this research is within using sustainably sourced solid particles as extreme-pressure additives [7]. Some researchers have included environmentally benign particle additives in sustainably sourced oils, such as jojoba oil [9] or rapeseed oil [10] although these studies did not include a direct comparison to existing commercially available oils. The properties of particles that are used as lubricant additives and the resulting mixture, e.g., size, hardness and shape of the particles and concentration of particles in the mixture, are important for their function. The difference in purely physical behaviour between large and small particles that are used for improving lubricant performance is illustrated in Fig. 1.

Mechanisms by which spherical solid particles act to improve lubricant performance. a No particles in interface, metal-to-metal contact occurs between tool and workpiece. b Use of large particles, separating surfaces and promoting rolling over sliding in the interface. c Use of small particles that homogenise contact pressure distribution
Shimotomai et al. [11] suggested that using particles that are similar in size to the roughness of contacting surfaces leads to optimal results, finding that it outperformed over-based calcium sulfonate of a much smaller particle size under hot rolling conditions. This was explained as the larger particle showing better performance in separating the surfaces that would otherwise be in contact. This was corroborated by Peña-Paras et al. [12] who found that there should be an optimal particle size that is dependent on the contacting surfaces. The particle shape is also important as particles that are spherical will be more likely to act as ball bearings as they are more prone to rotate while under pressure, whereas particles with high aspect ratios would not behave in the same way but may still be useful in smoothing surfaces [13]. Particle hardness is a determining factor as shown by Arinbjarnar et al. [14]. Particles of a hardness that is lower than both contacting surfaces minimise the risk of the workpiece being penetrated and scratched. Calcium carbonate (CaCO3) is a candidate for this application as it is relatively soft, can be easily sourced, and can be produced in various mean particle sizes [15]. Other researchers have previously found that applying CaCO3 to a base-oil leads to a reduction in friction in four-ball [4] and ball-on-block [16] testing, but this was not seen to be the case in pin-on-disc testing in previous work by the authors [17]. Jin and Yue [18] suggest that there is an optimal concentration of particles in oil. This concentration is thought to be high enough to ensure coverage of the contact interface, but not too high to prevent the particles from rolling. Increasing concentrations of particles has also been linked to increased viscosity caused additive starvation in contact interfaces [18], and particle agglomeration leading to scratching of the tribo-partners [15] although including a surfactant in the mixture should reduce this [19]. Increasing concentration of CaCO3 in base-oil has been shown to lead to the formation of a tribo-film that increases in thickness with increasing concentration, leading to an increase in friction as the tribo-film shears [20], and a corresponding reduction in wear as less direct metal-to-metal contact is experienced [21]. CaCO3 is known to be environmentally benign in its pure form, does not represent a danger to humans in the state that it is used in this work [22], and can be sourced easily and economically. It is therefore a candidate for an environmetally acceptable lubricant additive as it is unlikely to be restricted.
In this paper, commercial lubricants are compared to paraffin oil that is mixed with calcium carbonate (CaCO3) particles. Four-ball wear and weld-load testing is applied to compare the lubricants under model conditions and bending-under-tension testing is applied to simulate tribological conditions such as those found at the die radius in deep drawing. The cleanability of workpiece surfaces after forming is evaluated to determine the suitability of using calcium carbonate as a lubricant additive in an industrial context.
2 Experimental methods and materials
The structure of this investigation is outlined in Fig. 2. The viscosity of the lubricants, and lubricant mixtures, was first measured to facilitate comparison between commercial lubricants and lubricant mixtures prepared as part of this work. Thereafter, tribological tests were performed to compare the tribological performance of the lubricants, after which an optical inspection of worn surfaces was performed to determine wear mechanisms and clarify the mechanism behind which the particles work in the lubricant. Lastly, the cleanability, or the ease by which the spent lubricant could be removed from the formed surfaces, was evaluated from workpieces tested in bending-under-tension.

Overview of investigation performed in this work
2.1 Lubricants
Two commercially used lubricants and a mixture of paraffin oil, hereafter referred to as PO, and CaCO3 are tested in this work. The performance of the pure PO was compared with CaCO3 mixtures in earlier work [17]. There, it was found that adding any concentration of CaCO3 particles to the base oil improves the tribological performance compared to the pure oil. The aim of this work is to further compare the performance of this mixture to commercially available, fully formulated forming oils. Rhenus SU200 (R200) from Rhenus Lub is an industrially used lubricant that is made for use in deep drawing of stainless steel and fine-blanking of high-strength steels. It includes several additives, such as extreme-pressure additives, but no chlorides. Iloform TDN81 (TDN81) from CASTROL is a chlorinated forming oil that is made for heavy duty deep drawing applications of various steel, stainless steel, and aluminium alloys. The TDN81 oil contains chlorinated paraffins, and so is thought to be at risk of its use being restricted in the near future. Table 1 summarizes the viscosity, density, and price for the commercial lubricants and one of the mixtures of PO and CaCO3 particles. Prices, which are based on the Danish market, for CaCO3 mixtures vary depending on the concentration of particles in the mixture and the required purity of the individual parts.
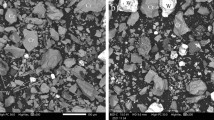
CaCO3 particle mixtures of certain concentrations were prepared by diluting a base mixture with PO. The base mixture was prepared by first dissolving Tween60 surfactant in PO using a Dispermat CV3-Plus high-speed dissolver at 1,900 rpm. Next, particles were added to the mixture and dispersed by stirring at a rotational speed of 3,500 rpm. The fineness of grind of the resulting blend was checked using a Hegman-type grindometer to verify that agglomeration was minimal. Two nominal sizes of CaCO3 particles are used in this work, 50 nm (Bought from Shanghai Xinglu Chemical Tech Co., Ltd.) and 2 µm (Commercially known as PolyPlex 2 from Calcit [23]). These are referred to as the small (S) particle and large (L) particle mixtures respectively from now on. The CaCO3 particles used in this work were roughly spherical. A SEM image of a collection of micro-particles is shown in Fig. 3. A mixture of 20wt% small CaCO3 particles in TDN81 was also tested to evaluate the effects that including the particles in fully formulated oil had on the tribological performance of the commercial oil.

SEM image of particles, showing varied sizes, roughly spherical in shape [29]
2.2 Viscosity
The viscosity of the lubricants was measured using a routine Cannon–Fenske glass capillary viscometer, according to ISO 3104. The viscometer was held in a bath of water at 40 ± 0.2 °C during testing, with any measurement being performed after temperature equilibrium was reached. The viscosity was measured three times to account for reproducibility, with reported values being the last measurement that was made for a specimen. Error bars shown in plots are drawn from the standard deviation of the three measurements.
2.3 Four-ball testing
Four-ball wear testing was applied to determine a standard value for the capacity of the lubricants to resist abrasive wear. Figure 4 illustrates the principle of the four-ball test. A test was run over 60 min, with a constant applied load of 300 N and a constant rotational speed of 1,420 rpm, corresponding to condition C3 in ISO 20623. Approximately 10 ml of fresh lubricant was used for each test, which covered the clamped balls so a layer of at least 5 mm sat on top of them. Lubricants were agitated by hand for 1 min prior to application to ensure homogeneous sampling. A fresh set of Ø12.70 mm, AISI52100, G20 bearing balls of 60–66 HRC hardness was used in each test. All relevant components were cleaned with acetone before testing to ensure homogeneous initial conditions. Each test was repeated three times to evaluate reproducibility and to allow plotting of error bars based on standard deviation.

Four-ball test shown by a principle of test, b picture of testing equipment and c close-up of the test chamber
Four-ball weld-load testing was applied to determine how the lubricants perform in resisting the onset of galling, which is typically a larger problem in sheet metal forming than abrasive wear. The same test parameters were applied as outlined above, i.e., same lubricant volume, rotational speed, etc., but test duration was 60 s, and the load was gradually increased. Whether a weld occurred or not was evaluated based on the torque measured by an HBM T22 torque transducer and confirmed by observing a weld between the balls after the test. The weld load was then taken as the load at which a weld occurred, while the pass load was the highest load tested that did not result in a weld. Once the weld-load was found, the pass load was confirmed by one repetition.
2.4 Bending-under-tension
Bending-under-tension is a simulative test that imitates tribological conditions at the die radius in deep drawing [1]. Figure 5a shows the universal sheet tribo-tester where the testing takes place, with a close-up of the test area being shown in Fig. 5b. A strip is drawn by a force Fd over a tool-pin, with a back-force Fb being applied simultaneously. In this work, the tool-pin shown in Fig. 5c was used as it has a geometry with a reduced contact radius, and therefore higher contact pressure than cylindrical tool-pins [30]. Test parameters applied in this work were as follows: drawing speed was 30 mm/s, drawing length was 20 mm/stroke, back-force was 6 kN (corresponding to 200 MPa back-tension) and the stroke rate reflected a production rate of 40 strokes per minute. The tool-pins used in this work were made from Vanadis 4E, a tool steel from Uddeholm, hardened to 62 HRC and polished to Ra = 0.06 µm. The strip had a cross-section of 30 mm x 1 mm, a 2B surface finish, and was made of EN1.4301 stainless steel.

Bending-under-tension test shown by a principle of test, b close-up of test area, and c tool-pin with geometry leading to high contact pressure between strip and tool-pin [30]
2.5 Optical inspection
Surfaces of tool-pins and formed strips were imaged using an Alicona InfiniteFocus white-light confocal microscope. All images were captured using polarised light to minimise reflective noise. This allowed for investigation of scratches and other surface features of the formed strips and tool-pins. Overview images of strips were taken using a standard Keyence light optical microscope.
2.6 Cleanability
Cleanability of parts after forming with the different lubricants was evaluated by visual inspection. Four cleaning strategies were employed: (0) no cleaning, (1) dunking and agitating in a mixture of 10% soap and 90% tap water for 30 s, (2) dunking and agitating in a mix of 50% acetone and 50% ethanol for 30 s followed by strategy (1), (3) dunking in kerosene and agitating for 60 s followed by strategy (2). After cleaning, specimens were left to dry for 5 min, after which the surface was wiped with a clean paper towel. The residual oil that was transferred to the paper towel was then taken as an indicator of the cleanliness of the surface. If there was visible sign of residual oil, then the lubricant was said to require at least that level of the outlined cleaning strategy. This implied that it was more difficult to clean off the formed surface than a lubricant that would require a lower-level cleaning strategy.
3 Results and discussion
3.1 Viscosity
The viscosity of lubricants can have a large effect on their tribological performance as it influences the ability of the lubricant to flow. High viscosity is generally said to improve lubricant performance in sheet metal forming [31]. However, it can also be detrimental as it may lead to additive starvation in the contact interface if fresh lubricant is prevented from flowing into the interface [18]. Figure 6 shows the measured kinematic viscosity of the CaCO3 mixtures that include large particles and some that include small particles. It was not possible to measure the small particle mixtures of higher concentration as the viscosity exceeded that measurable for the available glass capillary viscometers. Viscosities of the commercial lubricants, R200 [26] and TDN81 [27], were also measured and are included in the figure. Most CaCO3 mixtures that included large particles had a lower viscosity than the commercial lubricants. The PO + 40wt% large particles had a similar viscosity to the PO + 10wt% small particles. This is due to the vastly higher surface area of a given weight of small particles compared to large particles. Table 2 shows, assuming that the particles are perfect spheres, the total surface area of the particles per gram calculated from the median particle diameters. This shows that the surface area per gram of the small particles is a factor of forty larger than that of the larger particles, which is consistent with the higher viscosity of the small particle mixture. The viscosity of the TDN81 + 20wt% small particles was not measured due to challenges with flow in the capillary viscometer that was used. Its viscosity appeared to be of the same order of magnitude as the PO + 20wt% small particles based on experience with handling the oils. This is further consistent with the application of solid particles as additives for increasing the viscosity of liquids, such as paints [23].

Viscosity of lubricants that were tested in this work. Error bars represent plus-minus one standard deviation between three measurements of the respective lubricant
3.2 Four-ball—wear testing
The results of four-ball wear testing are shown in Fig. 7. The TDN81 oil performed poorly compared to the other oils tested, having a similar wear resistance performance as pure PO, which is consistent with the findings of Moghadam et al. [32]. Adding 20wt% of small particles to the TDN81 led to an improvement in the wear resistance so that the mixture performed better than the pure PO and similarly as the pure R200. The improvement in performance was not as large as for the pure PO with added small particles however. This indicates that the composition of the oil that particles are added to affects the performance of the particles. The fully formulated oil likely already contains additives for the same purpose which then leads to conflict between the additives as more different types are added. The R200 lubricant showed a similar performance to PO with small amounts of CaCO3 included in the mixture and of mixtures containing a slightly higher concentration of large particles of CaCO3. The small particle mixtures having a concentration of 5wt% or more of CaCO3 performed better than the commercial forming lubricants under four-ball wear testing conditions. The relatively poor performance of the commercial forming oils is likely due to additive depletion. As the lubricants depend on chemical reactions to facilitate boundary lubrication, their performance degrades as soon as the boundary lubrication additives are spent. The solid particles are not dependent on chemical reactions, and can be reintroduced into the contact interface, allowing the CaCO3 mixtures to maintain consistent performance for a longer time. In contrast to the increasing viscosity of the particle mixtures, the wear resistance did not increase to the same degree, showing that the viscosity is not a deciding factor in the tribological performance. This highlights the physical effects of including solid particles in lubricant formulations, as outlined in Fig. 1.

Wear scar diameter as function of concentration of CaCO3 in the lubricant mixture. Results based on pure PO (i.e., PO with 0 wt% concentration) are from earlier work [17]. Error bars represent plus-minus one standard deviation
3.3 Four-ball—weld load testing
Figure 8 shows a typical torque and force profiles for a test in which the weld load and pass load were found. The load was constant throughout a test duration, but the torque clearly varied. This indicates some level of seizure without welding when finding the pass load, and seizure followed by welding when finding the weld load.

Typical profiles found in weld load testing, these from testing of PO + 20wt% large particles. a Torque as function of time, and b load as function of time
The weld load of the different lubricants is shown in Fig. 9. The pure commercial lubricants perform better than the pure PO, or PO containing particles. The tests performed on paraffin oil containing particles show that including a smaller concentration of particles improves the performance drastically compared to the pure oil. Increasing concentration led to worse performance, however, due to the increase in viscosity preventing the flow of fresh lubricant into the contact interface. This led to additive starvation, which is consistent with the findings of Qiu et al. [15]. Including particles in the TDN81 degraded the performance for the same reason, additive starvation. It is also possible that the particles interact with other additives in the TDN81, inhibiting them from performing as they otherwise would and thereby degrading the performance. Contrary to wear resistance testing, large particles showed a better performance than the small particles. Due to the difference in the test configuration, it is likely that the larger particles are better at separating the two surfaces and thereby improve the performance in reducing adhesive wear more. This is consistent with the findings of Shimotomai et al. [11] who showed that larger particles are better at preventing seizure in hot rolling. It should also be noted that the viscosity of the large particle mixtures is less than that of the small particles, as shown in Fig. 6 and Table 2, so the hypothesised effect of additive starvation is reduced.

Results of weld load testing for different concentrations. Weld load for pure TDN81 was not in the range of loads tested in this work
3.4 Bending-under-tension
The drawing force during bending-under-tension as function of the number of strokes performed is shown in Fig. 10. The pure PO resulted in a rapid increase of drawing force due to galling and an early fracture of the strip before 350 strokes. The other tests were performed until the targeted 1000 strokes. The force profiles for all tests besides the pure PO were similar, so linear trend lines were drawn to highlight the differences between the profiles and are shown in Fig. 11. The slopes of the linear fits were taken as indicators of the increase in drawing force, or wear of the tool-pins. The high concentration mixtures of CaCO3 lubricant showed similar performance to the commercial lubricants, but the lower concentration mixtures performed worse. Including 20wt% of small particles in the TDN81 did not have a large effect on wear development of the tool, as shown by the relatively steady force profile. The force profile found in testing here fell below that of the pure TDN81 and the 20wt% small particles in PO, but due to uncertainty it is not possible to say that the performance was affected. Comparing the PO + 20wt% S to the TDN81 + 20wt% S here and in the weld-load testing shows that the additive starvation effect is less of a factor in bending-under-tension. There is enough additive present in the lubricant for the application, in which sliding takes place over a relatively short time compared to the weld-load testing.

Drawing force as a function of number of strokes. Results based on pure PO are from earlier work [17]

Linear fits to normalised peak drawing force profiles, a over the full test range and b with magnification of the end of the test. Dashed lines are repetitions of solid lines of the same colour
The surfaces of the formed strips were imaged to investigate how the CaCO3 mixture used in this work affected the surface of the formed part. The location of the acquisition when scanning the surfaces of the strips is shown in Fig. 12. The surfaces of tool-pins were also scanned to correlate scratches on the formed strips to adhesive deposits on the tool-pin surfaces where possible.

Location of acquisition for scanning of strip surfaces
The scanned strip surfaces are shown in Fig. 13a–h. All the strips, excluding that formed using pure TDN81 shown in (g), exhibited scratching. Some of the scratches could be correlated directly to an adhesive deposit on the tool-pin surface, but this was not always the case as shown in Fig. 14. Comparing (g) and (h) shows that the particles either directly caused scratches on the surface of the formed part, or that they degraded the lubricity of the TDN81 enough that lubricant break-down could occur. The particles therefore contribute to the scratches shown in other images. As pointed out by Qiu et al. [15], a high concentration of solid particles in a lubricant increases the risk of agglomeration. Scratches on surfaces formed using large particles had a width/depth of approximately 60 µm/4 µm, whereas scratches on surfaces formed using the small particles had a width/depth of approximately 40 µm/2 µm. As the size of the small particles (ca. 40 nm) is much smaller than the size of a typical scratch on the surface of strip formed using oil additivated by small particles, agglomeration and subsequent trapping of the agglomerates explains some of the scratches. Comparing the size of the small and large particles to the size of the scratches shows that the smaller particles form larger agglomerates. Other scratches originate from breakdown of the lubricant and subsequent galling. Based on the four-ball wear test results showing that the CaCO3 performs better, and the bending-under-tension results showing that the CaCO3 performs worse than commercial lubricants, there are specific applications where CaCO3 particles can be useful as lubricant additives and others where they can even be detrimental to the surface of formed part.

Surface of strip at 998th stroke shown by (left) 2D image at 5 × magnification and (right) morphology acquired at 20 × magnification

Comparison of scratches on strip surface and adhesive deposits on tool-pin surface. Orange markers indicate scratches that correlate with specific adhesive deposits, and green markers indicate scratches that could not be correlated with specific adhesive deposits
3.5 Cleanability
The results of the cleanability testing of the strips formed using the different lubricants are shown in Table 3. They show that the cleanability of the pure PO was good. It is likely that some of the PO was scraped off during testing as there were no mechanisms in place to prevent that. The remainder was then relatively easy to remove for the different cleaning strategies. The various CaCO3 mixtures exhibited worse cleanability as some of them had not been cleaned fully even after applying the level 3 cleaning strategy. The small particle lubricant was easier to remove than the large particle lubricant, even though the viscosity of the small particle lubricant was higher. Compared to the commercial lubricants, the CaCO3 mixture performed worse. Both commercial lubricants and the TDN81 with small particles had been removed after application of the level 3 cleaning strategy. It should be noted here that when using commercial lubricants that contain chlorinated additives, such as the TDN81, it is important to ensure that these additives are removed as otherwise they may lead to corrosion or otherwise detrimental effects on the application of the formed part.
3.6 Application in sheet metal forming
The results show that including CaCO3 particles in a lubricant formulation can help in certain applications. They have been shown to be suitable for use in warm and hot forming of aluminium [33], in hot rolling of stainless steel [11], and in applications where finishing of tool surfaces is challenging [33]. In this study, the particles are not suitable for use in cold sheet metal forming due to tribological conditions found there, and effects on the surfaces of formed parts.
4 Conclusions
The use of mineral oil with different concentrations of CaCO3 particles of two sizes in sheet metal forming was evaluated in comparison to commercial forming lubricants. The following conclusions are drawn from the results:
-
The CaCO3 mixtures had a higher capacity for resisting abrasive wear than the commercial lubricants, as shown by four-ball wear testing.
-
Extreme-pressure additives in the commercial lubricants show a better performance in weld load testing than the CaCO3 particles, indicating that the commercial lubricants perform better in terms of galling resistance. When adding CaCO3 particles to the fully formulated commercial lubricant TDN81, the weld load was decreased.
-
The larger particles gave a higher capacity for resisting adhesive wear in four-ball wear testing than the smaller particles due to the reduction in metal-to-metal contact and the lower viscosity.
-
The high concentration CaCO3 mixtures in paraffin oil exhibited similar performance to the commercial lubricants in terms of drawing force development under simulated sheet metal forming conditions.
-
It is not enough to apply a single standard test to determine how a lubricant will behave in sheet metal forming, as shown by the good performance of TDN81 in bending-under-tension and four-ball weld load testing compared to the relatively bad performance in four-ball wear testing.
-
The compositions of the CaCO3 mixture used in this work led to scratches on the surfaces of strips formed under conditions found in deep drawing, while the commercial lubricants scratched the surfaces less. These particles are therefore not suitable for use as lubricant additives in sheet metal forming under the relatively severe conditions such as those applied in this work, as the as-formed surface is often the final surface of the formed part in sheet metal forming.
-
Based on the applied cleaning strategies, the cleanability of strips formed using the CaCO3 mixtures was worse than that of strips formed using commercial lubricants. However, there should be no trace of hazardous chemicals on the strips formed using the CaCO3 mixtures as none are included in the mixture, which is one of the main reasons to explore such mixtures.
The use of CaCO3 particles as a lubricant additive should be constrained to applications where abrasive wear is a dominant wear mechanism. If adhesive wear is dominant, then larger particles are preferrable over smaller ones. The CaCO3 mixture resulted in poorer surfaces than the conventional forming lubricants. It is therefore not suitable as a lubricant additive in sheet metal forming.
Data availability
Data will be made available on request to the corresponding author.
Code availability
Not applicable.
References
Bay N, Olsson DD, Andreasen JL. Lubricant test methods for sheet metal forming. Tribol Int. 2008;41:844–53. https://doi.org/10.1016/j.triboint.2007.11.017.
Bay N, et al. Environmentally benign tribo-systems for metal forming. CIRP Ann Manuf Technol. 2010;59:760–80. https://doi.org/10.1016/j.cirp.2010.05.007.
Skak C, Rasmussen JO, Nilsson M, Pedersen MM, and Mathiesen T. Mapping and development of alternatives to chlorinated lubricants in the metal industry (KLORPARAFRI), 2005. https://www2.mst.dk/Udgiv/publications/2005/87-7614-807-6/html/indhold_eng.htm. Accessed 11 May 2022.
Ji X, Chen Y, Zhao G, Wang X, Liu W. Tribological properties of CaCO3 nanoparticles as an additive in lithium grease. Tribol Lett. 2011;41:113–9.
Boyde S. Green lubricants. Environmental benefits and impacts of lubrication. Green Chem. 2002;4:293–307.
Al-Ghouti MA, Al-Atoum L. Virgin and recycled oil differentiation: a spectroscopic study. J Environ Manage. 2009;90:187–95. https://doi.org/10.1016/j.jenvman.2007.08.018.
Mannekote JK, Menezes PL, Kailas SV, Sathwik RKC. Tribology of green lubricants. In: Menezes PL, Nosonovsky M, editors. Tribology for scientists and engineers: from basics to advanced concepts. New York: Springer; 2013. https://doi.org/10.1007/978-1-4614-1945-7_14
Bayat R, Lehtovaara A. Scuffing evaluation of fully formulated environmentally acceptable lubricant using barrel-on-disc technique. Tribol Int. 2021. https://doi.org/10.1016/j.triboint.2021.107002.
Kulkarni T, Toksha B, Chatterjee A, Naik J, Autee A. Anti-wear (AW) and extreme-pressure (EP) behavior of jojoba oil dispersed with green additive CaCO3 nanoparticles. J Eng Appl Sci. 2023. https://doi.org/10.1186/s44147-023-00202-y.
Tianhua C. Tribological properties of calcium carbonate powders modified with Tween 40 as lubricant additives. Funct Mater. 2017;24(4):572–6.
Shimotomai N, Ihara H, Nanao H. A study of hot rolling oil with calcium carbonate for stainless steel process. Tribol Online. 2010;5(3):181–6. https://doi.org/10.2474/trol.5.181.
Peña-Paras L, et al. Effect of substrate surface roughness and nano/micro particle additive size on friction and wear in lubricated sliding. Tribol Int. 2018;119:88–98. https://doi.org/10.1016/j.triboint.2017.09.009.
Peña-Paras L, Maldonado-Cortés D, Taha-Tijerina J. Eco-friendly nanoparticle additives for lubricants and their tribological characterization. In: Martínez LMT, Kharissova OV, Kharisov BI, editors. Handbook of ecomaterials. Cham: Sringer; 2019.
Arinbjarnar Ú, Knoll M, Moghadam M, Nielsen CV. The influence of particle hardness on wear in sheet metal forming. Mater Form. 2023;28:879–90. https://doi.org/10.21741/9781644902479-96.
Qiu S, Dong J, Chen G. Wear and friction behaviour of CaCO3 nanoparticles used as additives in lubricating oils. Lubr Sci. 2000;12:205–12.
Zhang M, Wang X, Fu X, Xia Y. Performance and anti-wear mechanism of CaCO3 nanoparticles as a green additive in poly-alpha-olefin. Tribol Int. 2009;42:1029–39.
Arinbjarnar Ú, Moghadam M, Nielsen CV. Application of calcium carbonate as green lubricant additive in sheet metal forming. Key Eng Mater. 2022;926:1133–42. https://doi.org/10.4028/p-x87o62.
Jin D, Yue L. Tribological properties study of spherical calcium carbonate composite as lubricant additive. Mater Lett. 2008;62(10–11):1565–8. https://doi.org/10.1016/j.matlet.2007.09.023.
Gu C, Li Q, Gu Z, Zhu G. Study on application of CeO2 and CaCO3 nanoparticles in lubricating oils. J Rare Earths. 2008;26(2):163.
Xu N, Zhang M, Li W, Zhao G, Wang X, Liu W. Study on the selectivity of calcium carbonate nanoparticles under the boundary lubrication condition. Wear. 2013;307:35–43. https://doi.org/10.1016/j.wear.2013.07.010.
del Liñeira Río JM, Alba A, Guimarey MJG, Prado JI, Amigo A, Fernández J. Surface tension, wettability and tribological properties of a low viscosity oil using CaCO3 and CeF3 nanoparticles as additives. J Mol Liq. 2023. https://doi.org/10.1016/j.molliq.2023.123188.
Carl Roth GmbH. Calcium carbonate ≥98.5 %, Ph.Eur., USP, BP, precipitated. Karlsruhe: Carl Roth GmbH; 2020. https://www.carlroth.com/at/en/a-to-z/calcium-carbonate/p/p013.1. Accessed 05 Mar 2024.
PolyPlex 2. Calcit: Stahovica, Slovenia; 2014. https://www.calcit.si/assets/PDF/ANG_SPLOSNI_KATALOG_2020_PolyPlex.pdf. Accessed 05 Mar 2024.
Carl Roth. Paraffin oil low viscosity. https://www.carlroth.com/com/en/a-to-z/paraffin-oil-low-viscosity/p/9190.4. Accessed 05 Mar 2024.
SigmaAldrich. TWEEN® 60, https://www.sigmaaldrich.com/DE/de/product/sigma/p1629. Accessed 05 Mar 2024.
Didia Rasmussen T. rhenus SU 200 A. rhenus. 2015. https://www.ok.dk/produktkatalog/rhenus/metalbearbejdningsprodukter/rene/rhenus-su-200-a_hoejt-additiveret-finstanse-olie_dk.pds.pdf. Accessed 05 Mar 2024.
Castrol Limited. IloformTM TDN 81 Neat forming oil. Middlesex: Castrol Limited; 2021. https://msdspds.castrol.com/bpglis/FusionPDS.nsf/Files/1E1A2CDE5A901972802586C3003D7E41/$File/bpxea63l4c.pdf. Accessed 05 Mar 2024.
Unilub. CASTROL Iloform TDN 81. https://www.unilub.eu/en/webshop/forming-oils/castrol-iloform-tdn/castrol-iloform-tdn-81. Accessed 05 Mar 2024.
Larsen BL, Tribological characterization of lubricant additives. DTU Mechanical Engineering, 2800 Kgs. Lyngby, Denmark, 2019.
Ceron E. New tribo-systems for sheet metal forming of advanced high strength steels and stainless steels. PhD thesis, Technical University of Denmark, Lyngby, Denmark, 2013.
Losch A. Sheet metal forming lubricants. In: Mang T, editor. Encyclopedia of lubricants and lubrication. Berlin: Springer; 2014.
Moghadam M, et al. Analysis of lubricant performance in punching and blanking. Tribol Int. 2020. https://doi.org/10.1016/j.triboint.2019.105949.
Arinbjarnar Ú, Schell L, Nielsen CV. Application of CaCO3 as Anti-Friction Lubricant Additive to Improve Robustness in Sheet Metal Forming of High-Strength Aluminum. Tribol Online. 2024. https://doi.org/10.2474/trol.19.55.
Acknowledgements
The authors would like to thank A.G. Garcia from the Department of Chemical and Biochemical Engineering at the Technical University of Denmark for help with formulating the lubricant mixtures.
Funding
Ú. Arinbjarnar and C.V. Nielsen would like to thank the Independent Research Fund Denmark (grant DFF-0136-00159) for the funding of this investigation.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by ÚA. The first draft of the manuscript was written by ÚA and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that there are no conflicts of interest related to this work.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Arinbjarnar, Ú., Moghadam, M. & Nielsen, C.V. Performance of inert particles as lubricant additives compared to fully formulated industrial forming oils in sheet metal forming. Discov Mechanical Engineering 3, 6 (2024). https://doi.org/10.1007/s44245-024-00037-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44245-024-00037-8