
Abstract
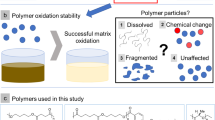
The research examined the ability of each treatment to recover a known quantity of particles and the impact on identifying polymer type using a microscope. By conducting extensive research on the changes induced in the chemical structures and morphologies of microplastics (MPs) there is potential for enhancing the detection and analysis of MPs by incorporating pre-treatment methods in the future. When treating environmental matrices with high organic content, chemical digestion treatment is required to get rid of microplastics and release particles. This type of treatment involves using a range of chemical agents, including acids, bases, and oxidizing agents. Unfortunately, there has been limited research into the chemical resistance of various types of microplastics to these substances. To address this issue, a study was conducted to examine the chemical resistance of four species of microplastics high-density polyethylene (HD-PE), low-density polyethylene (LD-PE), polypropylene (PP) and polyethylene terephthalate (PET) to hydrogen peroxide (H2O2), potassium hydroxide (KOH), nitric acid (HNO3) and acetic acid (CH3COOH). The results showed that acidic and alkaline substances were the most destructive to microplastics, while oxidative reagents resulted in fewer changes to plastic properties. These findings provide valuable insights into the properties of MPs and their response to strong acids, bases and oxidizing agents, which can serve as a reference for future studies on MP pre-treatment. In addition, used as a guideline to update current protocols and ensure that microplastics can be treated without causing damage.
Highlights
-
The purpose of this study was to investigate the effects of different chemical digestion protocols, including acidic, oxidative, and alkaline reagents, on the physical and chemical properties of microplastics.
-
Before processing and analyzing samples, it is critical to assess chemical digestion protocols to ensure that microplastics are recovered optimally.
-
Based on the observations of different types of microplastics and methods tested, oxidative digestion at room temperature (20–23 °C) appears to be the most appropriate for digestion, but it can be destructive over an extended period.
-
Selective processing conditions that eliminate certain materials may result in incomplete assessments of the occurrence, types, sources, and impacts of microplastics.
-
The properties related to digestion can vary depending on the polymer type, so further research is needed on the specific polymer types relevant to each study.
Similar content being viewed by others
1 Background
In the current article we try to focus on the area: how the different plastics behave in different environment, and what is these impacts effect on the digestion/recovery rate of plastics in different processes. To optimize these process it is vital to understand the effect of the alkaline, acid or oxidizing agent on the different materials. The research concentrate on the normal and extreme temperature circumstances and numerous chemical agents on different concentrations.
Due to its cutting-edge technology, low cost, and wide range of applications plastics are among the most commonly utilized substances globally [1]. Estimates indicate that the production of plastics will reach 33 billion tons by the year 2050 [2]. The global plastic production surged by a factor of 25 in 2015, rising from an estimated 331 million tonnes to 7.82 billion tonnes [3]. According to current forecasts, the amount of plastic produced has been growing exponentially and will triple by 2050 [3]. Plastics are now used in practically every aspect of modern life, including packaging, technology, clothing and transport. Widespread use of disposable plastics, improper recycling and inappropriate disposal of plastic waste further increase the resistance to degradation that is a direct consequence of the durability of plastics [4].
The demand for and production of plastics has increased dramatically over the past century due to the industrialisation of plastics [5]. However, improper recycling and the resulting fragmentation of plastics has led to the formation of microscopic plastic particles, also known as microplastics (MP). These are now a worldwide problem and have been reported to occur in all components of the environment [6].
Improper recycling and the resulting fragmentation of plastics have led to the creation of microscopic plastic particles which are also described as microplastics (MPs). Microplastics (MPs) can be referred to as “synthetic solid particle or polymeric matrix, with regular or irregular shape from 1 μm to 5 mm size of either primary or secondary manufacturing origin” [7].
A primary source of microplastics is industrial production, which also produces exfoliating face scrubs, toothpaste and resin pellets. Total surface area grows as weathering and fragmentation of MP particles [8]. However, secondary MPs are created when bigger plastic products are continuously degraded in the environment by mechanisms that alter the structure and reactivity of the polymer [9]. Polymer degradation can result from a variety of processes, including hydrolysis, photodegradation caused by UV exposure, abrasion, temperature changes, as well as biological—and chemical degradation. More sensitive to UV degradation are popular polyolefins such as PE and PP, as well as PS [10].
The primary concern regarding the threats posed by MPs is their impact on organisms and human health, which can be ascribed to their small size, high surface area to volume ratio, and their capacity adsorb or release pollutants [11]. These resulting microscopic plastics cause biotic interactions because they are widely distributed in freshwater, marine, and terrestrial ecosystems worldwide. Although these MPs do not instantly impact living things, prolonged exposure to them has a number of harmful effects through a variety of methods, including the ingestion of poisonous chemicals, inflammation caused by the sharp edges of the MPs, and subsequent blood flow changes [12].
They are now a reported problem globally, with reports of their occurrence in all components of the environment [6]. The primary concern regarding the threats posed by MPs is their impact on organisms and human health, which can be ascribed to their small size, high surface area to volume ratio, and their capacity adsorb or release pollutants [11]. These resulting microscopic plastics cause biotic interactions because they are widely distributed in freshwater, marine, and terrestrial ecosystems worldwide.
Microplastics are a complex mixture of many types of polymers, which can have varying densities, sizes, and shapes, which makes it hard to identify all types of microplastics from complex environmental matrices using just one method. Therefore, scientists often use multiple methods. Each method has its own advantages and disadvantages, and the choice of methods can vary depending on the study. This highlights the importance of selecting appropriate sample collection and extraction techniques in order to accurately and effectively study microplastics [13,14,15,16].
The use of volume-reduced sampling methods for field filtering can result in the collection of not only microplastics but also other organic and inorganic materials. Such materials may include zooplankton, phytoplankton, organisms, and biofilms, all of which may act as contaminants [17]. An organic digestion step is usually used to remove unwanted organic matter from the sample. The purpose of each digestion reaction is to remove unwanted organic substances while preserving the physical and chemical properties of the MP particles. Depending on the type (PE, PET/PETE, PP, PS, etc.) [18], size, shape (fragments: rounded, angular, pellets: cylinders, disks, spherules), filaments: fibers and granules) [18] and specific reaction conditions of the plastic, the MP particles may or may not be affected during the digestion process [19]. The oxidizing, acidic, alkaline, or enzymatic approaches could be used to accomplish this. However, certain polymers, such as nylon, PET, and polyethylene terephthalate, are more vulnerable to acid degradation, especially under conditions of high temperature and concentration [20].
Treatments for organic digestion may use oxidizing agents, acids, fundamentals, or enzymes [21]. Although enzymatic digestion is effective, it has a significant drawback related to the expensive cost of enzymes, which could be a limiting factor even for small-scale operations. Therefore, it requires post-treatment such as alkaline to eliminate any remaining organic matter [22]. Despite their widespread use for chemical or pre-treatment digestion, the impacts of various chemical agents such as alkaline, bases and acids on the chemical characteristics of MPs have not been extensively investigated. This research study aims to investigate the effects of oxidative, acidic, and alkaline agents on the morphology and chemical characteristics of MP samples, originated from widely used plastic types.
Nguyen et al. [23] compared to the separation methods of 45 peer-reviewed articles, based on which we can distinguish 3 groups: chemical (62%), manual (20%) and physical (18%). For the purpose of this publication, chemical separation methods are of interest. Most articles used HNO3 (18%), followed by KOH (16%), H2O2 (12%), enzymes (5%), NaOH (5%), HCl (4%) and HClO4 (2%).
2 Methods
The plastics were chosen to represent the typical and widely used plastic types. They could be categorized into PET, HD-PE, PE-LD, and PP only according to the Resin Identification Code (RIC) system [24]. They were fragmented into very small sizes ranging from 2 to 5 mm, according to microplastic size (categorized by sieves). The shredded microplastics were washed with distillated water to remove contaminants. Digestion is essential to isolate microplastics and free it from organic matter, also represent the chemical environment in different circumstances. The reagents used for the digestion process include: nitric acid (HNO3), potassium hydroxide (KOH), hydrogen peroxide (H2O2) and acetic acid (CH3COOH). These reagents are generally used in different previous experiment, and represent the typical circumstances, other authors mentioned before (Table 1).
In the present research work, we have chosen 4 solutions and 4 polymer types based on the suggestions and experiences of several publications and technical literatures. The selected concentrations were refined according to the chemical resistance literature.
The BTC BIM 312 T microscope was used for the microscopic analysis of physical properties. To facilitate the transfer of microplastic images into digital and transferable formats, the microscope was equipped with a ToupCam digital camera. We used 40 × magnification objective for the investigation. The camera software (ToupView, version 4.11.19728.20211022 with a calibration slide) can make an automatic calibration, and establish the size of the particles after that.
2.1 Sample preparation
Each category of MPs was measured on an analytical balance and then 5 ml chemical reagent was added inside test tube. The concentration of the 5 ml solutions are as the follows: 35% HNO3, 10% KOH, 5% CH3COOH and 30% H2O2.
After this treatment, the samples were separated into two groups: one group was kept in room temperature (20–23 °C) and given minimum 1 day standing time (normal temperature circumstances for a long period) and one group was kept between 50–60 °C and minimum 1 h standing time (extreme temperature circumstances for a short period). Both of the two groups were covered with foil paper to prevent extraneous particle contamination [24]. Thereafter the samples were filtered through a filter paper and thoroughly washed with a deionized water to wash off reagents as well as organic particles around the microplastics to isolate them. The samples were then dried in an oven at a temperature of about 60 °C to obtain dried particles which were measured to weight then analyses by the microscope to detect physical changes.
To prevent contamination from synthetic clothing, a coat made of cotton was worn during the laboratory procedures. Glass instruments were thoroughly washed three times using deionized water and then covered with aluminium foil. All the analytical steps were conducted within a laminar flow cabinet to prevent any contamination caused by airborne particles in the laboratory (continuously depressurized by a fan to prevent contamination to enter the cabinet).
3 Results
Dried samples were measured, and these measured weight (removed the filtrate paper weight) was compared to the original one to get the recovery percentage. The following equation was used:
M1, dried mass before digestion; M2, dried mass after digestion.
The Table 2 contains the ID of the plastic types and the applied solution. The two batch was measured at room temperature (ID: R, 20 °C), and at extreme heat (ID: H, 60 °C).
The next step is to determine the percentage change in the mass of the original samples after the treatments have been carried out. This was done by taking the measurements in three replicates and then calculating the changes in the original mass using the equation (already described). These are shown in Fig. 1 (with the standard deviation of the three measurements).

Weight loss of the microplastics (average values in % with standard deviations (SD), compared to the original weight), according to the different reagents and types of the polymers
It is clear from Fig. 1 that polymer number 3 (PE-LD) has lost a significant amount of its original weight. To a lesser extent, but to a similar extent, the PP polymer (marked ID 4) has suffered similar losses. Aggressive acids (A, C) and hydrogen peroxide (D) had the greatest effect on these two groups, while potassium hydroxide, labelled B, having quite minimal effect on these groups compared to the other reagents. What is interesting from the figure is that for the room temperature, as indicated in red (except for sample B4), was beyond the margin of error that the polymers suffered greater losses. This suggests that the heated samples were more resistant to the effects. However, the boiled potassium hydroxide caused more damage (3% more) to the HD-PE sample than the other combinations, the only outlier in the trend.
The following figures (Figs. 2–5) show the microscopic images broken down by plastic type. The top row shows the samples treated at room temperature, while the bottom row shows the heated samples. The effect of different reagents is observed per column.

PET (ID: 1); Effect of the reagents and the heat treatment. First column: A HNO3, B KOH, C CH3COOH, D H2O2. Rows: R is room temperature (20 °C), H is heated temperature (60 °C)
Figure 2 shows the PET results. No significant lesions or damage can be observed on the plastic plates shown. The damage on their edges was caused by the shredding process. Neither the measured results nor the microscopic examination reveal any significant damage. These results show that the PET type plastics are resistant even under extreme conditions to these effects.
The HD-PE polymer shown in Fig. 3 does not show any major surface lesions and the measured results do not indicate any bleeding. Physically, however, a change can be observed: the increase in temperature causes discolouration of the sheets.

HD-PE (ID: 2); Effect of the reagents and the heat treatment. First column: A HNO3, B KOH, C CH3COOH, D H2O2. Rows: R is room temperature (20 °C), H is heated temperature (60 °C)
The PE-LD suffered the most damage during the experiment. As shown in Fig. 4, the plastic pieces were severely damaged by each treatment, often partially dissolved, as shown by the significant weight loss of over 20% for the room temperature treatments (B, C, D reagents, Fig. 1). This type of plastic is particularly vulnerable to different environments, be it acid-alkaline or even the temperature changes. In the case of PE-LD, it must be taken into account that it will fragment and be damaged by changes in the environment, according to measurements.

PE-LD (ID: 3); Effect of the reagents and the heat treatment. First column: A HNO3, B KOH, C CH3COOH, D H2O2. Rows: R is room temperature (20 °C), H is heated temperature (60 °C)
The last group to test was the PP polymer (Fig. 5). While no physical changes were observed in the microscope images, the measured data showed a weight loss for all four reagents (especially for reagent A at room temperature, Fig. 1). This suggests that there is a change in the structure, a partial dissolving, but this cannot be verified/measured by surface examination.

PP (ID: 4); Effect of the reagents and the heat treatment. First column: A HNO3, B KOH, C CH3COOH, D H2O2. Rows: R is room temperature (20 °C), H is heated temperature (60 °C)
4 Discussion
The nitric acid process is recommended by several sources and is generally accepted as a method for the degradation of organic matter. It is even recommended by the Convention for the Protection of the Marine Environment of the North-East Atlantic (OSPAR) as a monitoring protocol [45]. However, it was found to have an effect on the amount of plastics at each of the temperatures and durations we measured. This was confirmed by the optical viscosity. In the case of KOH, a significant effect can be reported for PE-LD and PP, with at least 4% destruction for both materials (and temperatures). Acetic acid, already showing strong oxidation properties, seriously degraded PE-LD and PP samples, which was confirmed by optical examination (the plastic practically disappeared in the microscopic images). Oxidation digestion was achieved by reacting H2O2 with microplastics. Both at room and oven temperature, PE-LD showed the highest percentage destruction. Morphologically, both at room and oven temperature there were no physical changes and cracking on all the plastic types.
In this study, for HNO3, PP showed the highest degradation for both 24 h at room temperature and 1 h at heated temperature, with recovery rates of 19.643% and 6.087%, respectively. The cause of this is either prolonged exposure to room temperature or a brief period of high temperature in an oven. Due to the enhanced mobility of many chemical molecules and the accelerated rate of reaction at high temperatures, exposure to temperature would typically be a significant effect. As temperatures rise, so does the ability of solvents to diffuse into polymers. The amount of stress placed on a part can frequently quicken the rate of chemical or solvent attack. Lastly, the resistance of the polymer typically declines as the chemical concentration or strength increases [46]. Furthermore, according to the research, HD-PE resulted in the lowest degradation for room temperature while PET/PETE didn’t show any sign of degradation. This may be as a result of the high ductility and tensile strength [47]. HNO3, despite its disadvantages, may be the easiest and most affordable method of processing large quantities of samples fast, making it valuable for routine bio-monitoring projects [48].
Unlike PP showing the highest recovery rate during initial acidic degradation with CH3COOH, PE-LD showed the highest recovery rate (5.042% at room temperature and 24.545% at 60 °C) meanwhile, PET/PETE showed the lowest recovery rate (0.802% at room temperature and 0.101% at 60 °C). Since the highest recovery rate was in room temperature, it shows that low temperature at a prolonged time would affect PE-LD.
Oxidation digestion was achieved by reacting H2O2 with microplastics. Both at room and oven temperature, PE-LD showed the highest percentage recovery with recovery rate of 7.627% and 5.310% respectively. Although at room temperature with a standing time of 24 the degradation was less than that of the oven temperature with a standing time of 1 h.
Alkaline digestion protocol was achieved by reacting KOH with microplastics. Considering both temperatures, PE-LD had the highest percentage recovery (5.310 at 60 °C and 20.833 at 20 °C) while HDPE had the lowest (0.521 at 60 °C and 0.611 at 20 °C). This shows that change in temperature has limited effect on the reaction of this reagent with plastic materials.
The study investigated the suitability of commonly used chemical reagents such as KOH, H2O2, HNO3, and CH3COOH for the digestion of microplastic. Out of the four substances tested for their digestive properties, it was discovered that H2O2 had the smallest impact on the characteristics of microplastics. In contrast, numerous studies utilize HNO3 and CH3COOH in chemical digestion techniques due to their potent acidic and oxidizing abilities, which hasten the breakdown of organic matter [49, 50].
5 Conclusion
The purpose of this study was to investigate the effects of different chemical digestion protocols, including acidic, oxidative, and alkaline reagents, on the physical and chemical properties of microplastics. Before processing and analysing samples, it is critical to assess chemical digestion protocols to ensure that microplastics are recovered optimally. Based on the observations of different types of microplastics and methods tested, oxidative digestion at room temperature (20–23 °C) appears to be the most appropriate for digestion, but it can be destructive over an extended period. Although oxidation remains effective for digesting samples containing plant matter in marine and freshwater samples, it is also necessary to control temperatures during the reaction, avoiding temperature spikes at or below 60 °C to minimize the loss of constituent microplastics, especially microbeads from personal care products.
The research showed that some outcomes of the microplastic reactions contradict the chemical resistant chart [51] as in the case of PP and PE-LD. For example, PP reacted poorly with nitric acid (above 70% concentration) at 20 °C and 50 °C, according to the chemical resistant chart. However, at 35% concentration and a temperature between 20 and 23 °C, microplastics degradation was observed. Similarly, the chemical resistant chart showed that PE-LD has excellent resistance to degradation at 50% KOH concentration and 20 °C and 50 °C. However, significant changes to the physical and chemical properties of microplastics were observed at just 10% KOH concentration at a temperature between 20 and 23 °C. Therefore, microplastics tend to behave differently at different temperatures and concentrations of reagents used for chemical digestion. It is thus necessary to update the chemical resistant chart with microplastics' behaviour at different temperatures and reagent concentrations.
Additionally, selective processing conditions that eliminate certain materials may result in incomplete assessments of the occurrence, types, sources, and impacts of microplastics. Therefore, it is critical to use recommended digestion protocols to ensure accurate and reliable microplastic analysis in samples. In conclusion, the properties related to digestion can vary depending on the polymer type, so further research is needed on the specific polymer types relevant to each study to determine the exact properties and behaviours. As the microplastic can accumulate during the food chains, it is essential to prevent the breakdown of the existing plastic pollution, or prevent the sensitive materials to reach the environment. In that case, the sustainability of the industry could be increased as the pollution rate decreased in case of plastics.
Probably the most important and imperative problem that has to be solved is the standardization of the methods. Standardization of processing protocols is needed for research applications and to establish accreditation criteria for laboratories. Lack of it prevents us to achieve quality and repeatable results and provide sufficient information to industry and environmental protection.
Availability of data and materials
The datasets used and/or analysed during the current study are available from the corresponding author on reasonable request.
References
d’Ambrières W. Plastics recycling worldwide: current overview and desirable changes. Field Act Sci Rep. 2019;1(Special issue 19):12–21.
Barrows APW, Neumann CA, Bergera ML, Shawa SD. Grab vs. neuston tow net: a microplastic sampling performance comparison and possible advances in the field. Anal Methods. 2017;9:1446–53. https://doi.org/10.1039/c6ay02387h.
Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made. Sci Adv. 2017;3(7): e1700782. https://doi.org/10.1126/sciadv.1700782.
Cole M, Lindeque P, Halsband C, Galloway TS. Microplastics as contaminants in the marine environment: a review. Mar Pollut Bull. 2011;62(12):2588–97. https://doi.org/10.1016/J.MARPOLBUL.2011.09.025.
Rillig MC. Microplastic in terrestrial ecosystems and the soil? Environ Sci Technol. 2012;46(12):6453–4. https://doi.org/10.1021/es302011r.
Beaurepaire M, Dris R, Gasperi J, Tassin B. Microplastics in the atmospheric compartment: a comprehensive review on methods, results on their occurrence and determining factors. Curr Opin Food Sci. 2021;41:159–68. https://doi.org/10.1016/J.COFS.2021.04.010.
Hara J, Frias J, Nash R. Quantification of microplastic ingestion by the decapod crustacean Nephrops norvegicus from Irish waters. Mar Pollut Bull. 2020;152: 110905. https://doi.org/10.1016/j.marpolbul.2020.110905.
Schwarz AE, Ligthart TN, Boukris E, van Harmelen T. Sources, transport, and accumulation of different types of plastic litter in aquatic environments: a review study. Mar Pollut Bull. 2019;143:92–100. https://doi.org/10.1016/j.marpolbul.2019.04.029.
Gigault J, Pedrono B, Maxit B, Ter Halle A. Marine plastic litter: the unanalyzed nano-fraction. Environ Sci Nano. 2016;3(2):346–50. https://doi.org/10.1039/C6EN00008H.
Song YK, Hong SH, Jang M, Han GM, Jung SW, Shim WJ. Combined effects of UV exposure duration and mechanical abrasion on microplastic fragmentation by polymer type. Environ Sci Technol. 2017;51(8):4368–76. https://doi.org/10.1021/acs.est.6b06155.
Jahnke A, Arp HPH, Escher BI, Gewert B, Gorokhova E, Kühnel D, Ogonowski M, Potthoff A, Rummel C, Schmitt-Jansen M, Toorman E, MacLeod M. Reducing uncertainty and confronting ignorance about the possible impacts of weathering plastic in the marine environment. Environ Sci Technol Lett. 2017;4(3):85–90. https://doi.org/10.1021/acs.estlett.7b00008.
Li J, Liu H, Chen JP. Microplastics in freshwater systems: a review on occurrence, environmental effects, and methods for microplastics detection. Water Res. 2018;137:362–74. https://doi.org/10.1016/j.watres.2017.12.056.
Lusher AL, Welden NA, Sobral P, Cole M. Sampling, isolating and identifying microplastics ingested by fish and invertebrates. Anal Methods. 2017;9:1346–60. https://doi.org/10.1039/C6AY02415G.
Shim WJ, Hong SH, Eo SE. Identification methods in microplastic analysis: a review. Anal Methods. 2017;9(9):1384–91. https://doi.org/10.1039/C6AY02558G.
Rochman CM, Regan F, Thompson RC. On the harmonization of methods for measuring the occurrence, fate and effects of microplastics. Anal Methods. 2017;9(9):1324–5. https://doi.org/10.1039/C7AY90014G.
Priya AK, Jalil AA, Dutta K, Rajendran S, Vasseghian Y, Qin J, Soto-Moscoso M. Microplastics in the environment: recent developments in characteristic, occurrence, identification and ecological risk. Chemosphere. 2022;298: 134161. https://doi.org/10.1016/j.chemosphere.2022.134161.
Wang W, Wang J. Investigation of microplastics in aquatic environments: an overview of the methods used, from field sampling to laboratory analysis. TrAC Trends Anal Chem. 2018;108:195–202. https://doi.org/10.1016/j.trac.2018.08.026.
Wagner J, Wang ZM, Ghosal S, Rochman C, Gassel M, Wall S. Novel method for the extraction and identification of microplastics in ocean trawl and fish gut matrices. Anal Methods. 2017;9(9):1479–90. https://doi.org/10.1039/c6ay02396g.
Fox JM. Characterization of microplastics in the water column of Western Lake Superior. Master's ThesIs (Plan A and Professional Engineering Design Projects). The University of Minnesota Digital Conservancy. 2021. https://hdl.handle.net/11299/224905. Accessed 20 Feb 2024.
Birch QT, Potter PM, Pinto PX, Dionysiou DD, Al-Abed SR. Sources, transport, measurement and impact of nano and microplastics in urban watersheds. Rev Environ Sci Biotech. 2020;19:275–336. https://doi.org/10.1007/s11157-020-09529-x.
Löder MGJ, Imhof HK, Ladehoff M, Löschel LA, Lorenz C, Mintenig S, Piehl S, Primpke S, Schrank I, Laforsch C, Gerdts G. Enzymatic purification of microplastics in environmental samples. Environ Sci Technol. 2017;51(24):14283–92. https://doi.org/10.1021/acs.est.7b03055.
Ribeiro-Claro P, Nolasco MM, Araújo C. Characterization of microplastics by Raman spectroscopy. Compr Anal Chem. 2017;75:119–51. https://doi.org/10.1016/bs.coac.2016.10.001.
Nguyen B, Claveau-Mallet D, Hernandez LM, Xu EG, Farner JM, Tufenkji N. Separation and analysis of microplastics and nanoplastics in complex environmental samples. Acc Chem Res. 2019;52(4):858–66. https://doi.org/10.1021/acs.accounts.8b00602.
ASTM International. Standard practice for coding plastic manufactured articles for resin identification. 2016. https://www.astm.org. Accessed 20 Feb 2024.
Masura J, Baker J, Foster G, Arthur C, Herring C. Laboratory methods for the analysis of microplastics in the marine environment: recommendations for quantifying synthetic particles in waters and sediments. Silver Spring: NOAA Marine Debris Division; 2015.
Prata JC, da Costa JP, Duarte AC, Rocha-Santos T. Methods for sampling and detection of microplastics in water and sediment: a critical review. TrAC Trends Analyt Chem. 2019;110:150–9. https://doi.org/10.1016/j.trac.2018.10.029.
Tirkey A, Upadhyay LS. Microplastics: an overview on separation, identification and characterization of microplastics. Mar Pollut Bull. 2021. https://doi.org/10.1016/j.marpolbul.2021.112604.
Liebezeit G, Dubaish F. Microplastics in beaches of the East Frisian Islands Spiekeroog and Kachelotplate. Bull Environ Contam Toxicol. 2012;89(1):213–7. https://doi.org/10.1007/s00128-012-0642-7.
Nuelle MT, Dekiff JH, Remy D, Fries E. A new analytical approach for monitoring microplastics in marine sediments. Environ Pollut. 2014;184:161–9. https://doi.org/10.1016/j.envpol.2013.07.027.
Tagg AS, Harrison JP, Ju-Nam Y, Sapp M, Bradley EL, Sinclair CJ, Ojeda JJ. Fenton’s reagent for the rapid and efficient isolation of microplastics from wastewater. Chem Comm. 2017;53(2):372–5. https://doi.org/10.1039/C6CC08798A.
Rochman CM, Browne MA, Halpern BS, Hentschel BT, Hoh E, Karapanagioti HK, Rios-Mendoza LM, Takada H, Teh S, Thompson RC. Classify plastic waste as hazardous. Nature. 2013;494:169–71. https://doi.org/10.1038/494169a.
Claessens M, Van Cauwenberghe L, Vandegehuchte MB, Janssen CR. New techniques for the detection of microplastics in sediments and field collected organisms. Mar Pollut Bull. 2013;70(1–2):227–33. https://doi.org/10.1016/j.marpolbul.2013.03.009.
Carona AGM, Thomas CR, Berrya KLE, Motti CA, Ariel E, Brodie J, E. Validation of an optimised protocol for quantification of microplastics in heterogenous samples: a case study using green turtle chyme. MethodsX. 2018;5:812–23. https://doi.org/10.1016/j.mex.2018.07.009.
Cole M, Webb H, Lindeque PK, Fileman ES, Halsband C, Galloway TS. Isolation of microplastics in biota-rich seawater samples and marine organisms. Sci Rep. 2015;4:4528. https://doi.org/10.1038/srep04528.
Foekema EM, De Gruijter C, Mergia MT, Van Franeker JA, Murk AJ, Koelmans AA. Plastic in north sea fish. Environ Sci Technol. 2013;47(15):8818–24. https://doi.org/10.1021/es400931b.
Karami A, Golieskardi A, Choo CK, Romano N, Ho YB, Salamatinia B. A high-performance protocol for extraction of microplastics in fish. Sci Tot Environ. 2017;578:485–94. https://doi.org/10.1016/j.scitotenv.2016.10.213.
Reineccius J, Bresien J, Waniek JJ. Separation of microplastics from mass-limited samples by an effective adsorption technique. Sci Tot Environ. 2021;788: 147881. https://doi.org/10.1016/j.scitotenv.2021.147881.
Chung J, Lee M, Ahn J, Bae W, Lee Y, Shim H. Effects of operational conditions on sludge degradation and organic acids formation In low-critical wet air oxidation. J Hazard Mater. 2009;162(1):10–6. https://doi.org/10.1016/j.jhazmat.2008.05.038.
Wang L, Jiayi L, Li H. Simultaneous degradation of microplastics and sludge during wet air oxidation. SSRN. 2023. https://doi.org/10.2139/ssrn.4479556.
Wei W, Huang Q-S, Sun J, Dai X, Ni BJ. Revealing the mechanisms of polyethylene microplastics affecting anaerobic digestion of waste activated sludge. Environ Sci Technol. 2019;53(16):9604–13. https://doi.org/10.1021/acs.est.9b02971.
Miller ME, Kroon FJ, Motti CA. Recovering microplastics from marine samples: a review of current practices. Mar Pollut Bull. 2017;123(1–2):6–18. https://doi.org/10.1016/j.marpolbul.2017.08.058.
Stock F, Kochleus C, Bänsch-Baltruschat B, Brennholt N, Reifferscheid G. Sampling techniques and preparation methods for microplastic analyses in the aquatic environment: a review. TrAC. Trends Anal Chem. 2019;113:84–92. https://doi.org/10.1016/j.trac.2019.01.014.
Maes T, Jessop R, Wellner N, Haupt K, Mayes AG. A rapid-screening approach to detect and quantify microplastics based on fluorescent tagging with Nile Red. Sci Rep. 2017;7(44501):1–10. https://doi.org/10.1038/srep44501.
Kühn S, van Werven B, van Oyen A, Meijboom A, Bravo Rebolledo EL, van Franeker JA. The use of potassium hydroxide (KOH) solution as a suitable approach to isolate plastics ingested by marine organisms. Mar Pollut Bull. 2017;115(1–2):86–90. https://doi.org/10.1016/j.marpolbul.2016.11.034.
Dehaut A, Cassone AL, Frère L, Hermabessiere L, Himber C, Rinnert E, Rivière G, Lambert C, Soudant P, Huvet A, Duflos G, Paul-Pont I. Microplastics in seafood: benchmark protocol for their extraction and characterization. Environ Pollut. 2016;215:223–33. https://doi.org/10.1016/j.envpol.2016.05.018.
Lee YK, Murphy KR, Hur J. Fluorescence signatures of dissolved organic matter leached from microplastics: polymers and additives. Environ Sci Technol. 2020;54(19):11905–14. https://doi.org/10.1021/acs.est.0c00942.
Laiwang B, Liu SH, Chi JH, Wen MS, Shu CM. Safety evaluation of different acids in high-density polyethylene container loading. J Loss Prev Process Ind. 2020;63: 103991. https://doi.org/10.1016/J.JLP.2019.103991.
Desforges JPW, Galbraith M, Ross PS. Ingestion of microplastics by Zooplankton in the Northeast Pacific ocean. Arch Environ Contam Toxicol. 2015;69(3):320–30. https://doi.org/10.1007/s00244-015-0172-5.
Schwaferts C, Niessner R, Elsner M, Ivleva NP. Methods for the analysis of submicrometer- and nanoplastic particles in the environment. TrAC Trends Analy Chem. 2019;112:52–65. https://doi.org/10.1016/J.TRAC.2018.12.014.
Tanaka K, Takada H. Microplastic fragments and microbeads in digestive tracts of planktivorous fish from urban coastal waters. Scientific Reports: Doi; 2016. https://doi.org/10.1038/SREP34351.
KENDRION. Chemical resistance of plastics, Kendrion Kuhnke Automation GmbH. 2015. www.kuhnke.kendrion.com. Accessed 20 Feb 2024.
Acknowledgements
The research was supported by the project ‘Preparation for the transition to circular economy in the case of agricultural and green waste’ of Environment and Energy Efficiency Operational Programme grant scheme of Ministry of Technology and Industry Hungary under grant no.: KEHOP-3.2.1-15-2021-00037.
Funding
Open access funding provided by Hungarian University of Agriculture and Life Sciences. Fully open access agreements as partner institution with the Springer Nature.
Author information
Authors and Affiliations
Contributions
OA and TA measured the data. OA, TA, AS wrote the main manuscript text and S.A and B.N. prepared figures and data analysis. OA, NB, ABD, MG, AS, RT and AT reviewed the manuscript and reviewed the literature.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
The authors gives full consent for publication.
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adedapo, O., Boros, N., Dálnoki, A.B. et al. The effect of the significant acid and alkaline environment and oxidation agent on the microplastic integrity. Discov Sustain 5, 16 (2024). https://doi.org/10.1007/s43621-024-00200-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43621-024-00200-x