
Abstract
This study investigated the predicted cutting force model of a turning operation for Al–Si–Cu cast alloy modified with modifiers based on adaptive neuro-fuzzy inference system (ANFIS) approach. Feed rate, cutting speed and Silicon spacing were considered as the input parameters. A series of turning experiments were conducted at various feed rates and cutting speeds. The prediction result showed that the ANFIS model successfully predicted the cutting force value in terms of cutting speed, feed rate and Si spacing. A mathematical model was proposed to describe the cutting force changes during the machining of Al–Si–Cu cast alloy. Moreover, the addition of Bismuth into the base alloy decreased the cutting force compared to other refinement elements.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent years, manufacturing industries have been seeking alloys with excellent machinability capability and suitable mechanical properties for general engineering industries. Therefore, a material’s machinability determines its value in a range of applications [1]. Cutting force is one of the main machining parameters which play an important role during the machining process. In fact, cutting force needs to be better understood and its measurement should be accurate to improve machinability of alloys [2, 3]. Aluminum-silicon alloys are extensively used in automobile, aerospace, and general engineering industries due to the low expansion coefficient mechanical properties, weldability, and machinability [4,5,6]. However, there is still a need to improve morphology of the silicon phase in the alloy.
The addition of modifier elements has been used to alter morphology of Silicon [7]. Farahany et al. [8] investigated the role of Bismuth on solidification and microstructure of Al–Si alloys. They reported that using melt treatment improved mechanical properties of the alloys.
Furthermore, the addition of Bi changed growth of the eutectic Si phase. Another study has revealed that the addition of antimony (Sb) improved mechanical properties of the Al alloys with improving morphology of silicon shape [7].
On the other hand, evaluation of modifiers affects the machinability of alloys and metal matrix composites. Marani et al. [9] investigated the effect of modifier elements on Al–Si alloys. They found that Bi-containing ally improved machinability with decreasing cutting force value during the machining process. Barzani et al. [10] studied the effects of modifiers on machinability of Al-Mg2Si composite. It was found that additives improved mechanical properties such as impact and tensile tests and consequently improved machinability of the composite with decreasing cutting force values.
Different prediction models are used for the machining process in the literature. Arapoğlu et al. [11] predicted surface roughness during the turning process using an artificial neural network model. They reported that the machine operators can work more efficiently while using ANN model.
Adaptive neuro-fuzzy inference system (ANFIS) is a class of an artificial neural network combined with fuzzy logic interface which is used for nonlinear data sampling to create a robust structure [12,13,14]. Sparham et al. [15] investigated cutting force during machining process using ANFIS model. The proposed ANFIS model predicted cutting force with minimum errors. The model used for a lubrication control system due to the low error percentages.
Sen et al. [16] proposed a prediction model for machining Inconel using ANFIS and ANN models. It was found that ANFIS prediction model outperforms the ANN model during machining process. Another study [17] reported an ANFIS model for predicting machinability of Al-Mg2Si composite. It has revealed that the types and number of membership functions are a key factor for prediction model. Moreover, the model showed that the addition of bismuth improved surface finished during a machining operation. Past studies on modifier elements mostly investigated mechanical properties of alloys. However, there is not enough information regarding ANFIS prediction models for Al–Si alloys using modifier elements; this prediction model can improve machinability of these alloys.
Therefore, the present research aims to investigate the ANFIS based predictive model for cutting force prediction during the turning process of Al–Si–Cu cast alloy with modifier elements. The model will lead to a better understanding concerning the role of modifiers in the machining process and will help widen the application of developed Al–Si–Cu cast alloys. The paper is organized as follows. Section 2 presents the methodology used for prediction cutting force during the turning process. Section 2.1 explains design of experiments. Section 2.2 describes experimental details. Section 2.3 presents ANFIS model structure. Results and discussion are explained in Sect. 3. Section 3.1 describes cutting force results. Optical microscopy is explained in Sect. 3.2. Section 3.4 presents ANFIS prediction results. Finally, concluding remarks are presented in Sect. 4.
2 Methodology
2.1 Design of experiments
There are three input parameters in this experiment including feed rate, cutting speed, and the workpiece. The feed rate and cutting speed have three levels, and the workpiece has four levels (32 *41). The fractional factors design used is a standard L36 experimental array. This array is selected because of its ability to check the effective parameters. The experimental scheme is shown in Fig. 1.

Experiment setup
2.2 Experimental details
All experiments were accomplished on a CNC machine. Experiments were repeated three times and a new cutting tool was used for each machining condition to ensure the accuracy of the cutting force. Table 1 shows the cutting tool information for this research work.
An induction furnace was used to melt commercial Al-11.3Si-2Cu ingot and then pure Bi shots, pure Sb granules, and Al-10Sr master alloy were added in concentrations of 1wt.% Bismuth (Bi), 0.5 wt% Antimony (Sb), and 0.06 wt% strontium (Sr) respectively, according to the optimum concentration for each additive based on the author’s previously published paper [7]. The molten metal was then poured at a temperature of 730 ± 5 °C into a permanent mould to fabricate the workpieces and the melted materials were stirred to achieve complete homogenization. Therefore, four different workpieces were produced. Table 2 shows the chemical composition of the base alloy used in the present research.
A dynamometer (KISTLER, 9265B) was used to measure cutting force in the x, y, and z axes during the turning process. A multi-channel charge amplifier was used to convert the charge into a voltage signal (Model 5019B). All cutting force signals were exported to Matlab software for further analysis. An atomic force microscope (AFM) was used to surface characterization. In addition, a standard grinding procedure was used to metallography samples. Silicon eutectic spacing (Si spacing) was measured to evaluate the effect of modifier elements concentration in a mathematical model. The mentioned factor was calculated as fallow:
where Li, n and m are the size of Si particles, number of Si particles and number of evaluated fields, respectively.
2.3 Adaptive network-based fuzzy inference system (ANFIS)
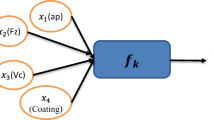
ANFIS method has a vast application in predicting the complex relationships of the variables of different phenomena. Jang [18] proposed a prediction method comprising ANN and fuzzy system which is ANFIS. The capability of predicting nonlinear and complex behavior of the phenomena motivated researchers to employ this method in order to describe the characteristics of various systems [19,20,21]. Different types and numbers of membership functions were utilized to have excellent structure of ANFIS model with the greatest accuracy. The ANFIS model consists of five layers in which the neural networks and fuzzy systems are used to create an intelligent approach. Figure 2 portrays the ANFIS structure and layers.

ANFIS structure diagram
In this structure, feed rate (Fr), cutting speed (Cs) and Si spacing (Sis) are used as inputs to predict the cutting force (Cf) as output. As can be seen in Tables 2 and 3, the first layer shows different numbers of spaces using three membership functions (MFs). In the second layer, An AND rule is applied to produce a product layer. Then, in the third layer, a normalised layer is obtained using the equation described in Table 3. In the furth layer, a defuzzied layer is obtained and finally in the last layer, which is output of the ANFIS model, the outgoing signal of the fourth layer is collected to obtain the predicted cutting force.
It can be noted that the parameters defined in the first layer (μ1i, μ2i, and μ3i) are called premise parameters and the parameters of the linear function in the fourth layer (pi, qi, and ri) are called consequent parameters.
3 Results and discussion
3.1 Cutting forces
Cutting force is one of the main factors in the machining process. Therefore, some efforts have been done to decrease cutting force and cost of products in manufacturing industries [22]. Figure 3 illustrates three cutting force components in different directions (X, Y, Z) for coated carbide tools. The average cutting force (Fc) is calculated based on a certain measured moment during the turning process by the fallowing Eq. 1.

Cutting force components in the x, y and z directions
Figure 3 shows the results of the machining tests for all workpieces (Base ally, Bi-containing, Sb-containing, and Sr-containing alloy) in terms of cutting forces. The depth of cut was 0.2 mm for all workpieces with a specimen diameter of about 60 mm.
Figure 4 shows catting force value for different feed rate and cutting speeds. The Bi-containing alloy shows the lowest cutting force (17 N) at the highest cutting speed. However, the addition of Sr illustrates the highest cutting force (90 N) at the lowest cutting speed and the highest feed rate of (0.15 mm/rev). The reason could be related to the reduction of BUE during the machining of the alloy [2]. In addition, cutting force increased with increasing uncut chip thickness during the metal cutting process [7].

Variation of cutting force with different feed rates at cutting speed of a 70 m/min, b 130 m/min, and c 250 m/min
3.2 Optical microscopy
Figure 5 shows microstructure and image of the surface topography at highest cutting speed after machining the alloys. The base alloy illustrates large plate-like morphology (eutectic Si) in the Al matrix. The silicon shape changed from a plate-like shape to a lamellar shape with the addition of bismuth and antimony (Fig. 5c). However, bismuth showed more refining effect compared to antimony.

Optical micrographs and AFM image of machined surface for a, b base alloy, c, d Bi addition, e, f Sr addition, and g, h Sb addition
The addition of Sr into the base alloy changed the shape of silicon from a plate-like to a fibrous shape which may cause an increase in cutting force (Fig. 5e). It has also been reported that the addition of strontium, bismuth and antimony improved mechanical properties of the Al–Si base alloys.
Any change in the silicon morphology is due to factors affecting nucleation and or growth of silicon [8]. Moreover, strontium addition, which induced a fibrous silicon shape, increased the ductility of the material resulting in plastic deformation of the soft phase and increased built-up edge during the machining operation [7, 23]. Therefore, having a massive built-up edge increased cutting force values and deteriorated machined surface as well. In addition, the addition of Sr into the base alloy increased coefficient friction between the tool and silicon eutectics due to the elongation of silicon eutectics in the cutting zone and consequently increased cutting force values [8, 24, 25].
AFM analysis of machined surface illustrates hillocks and valleys of different workpieces (Fig. 5b, d, f, h). The Bi-containing alloy shows that machined surface can be characterize with minor hillocks and valleys, while the Sr or Sb-containing alloys show a major hillocks and valleys on the machined surface. It was concluded that using modifier elements (Bi, Sb, and Sr) has a great influence on the microstructures of these alloys. It was also reported that microstructure and machinability of the aluminuim alloys changed with morphology of the silicon [9]. According to the section of 2.3, the Si eutectic spacing for the base alloy, Bi, Sb and Sr containing alloy are 29.23 µm, 4.65 µm, 5.31 µm and 2.51 µm, respectively.
3.3 Chip morphology
Figure 6 shows optical images of the chips formed at a cutting speed of 250 m/min for all workpieces. Understanding of chip morphology plays a key role in machining process optimization including surface integrity, cutting force and tool condition. It has been reported that the chip segmentation phenomenon is correlated with cutting force [26]. Figure 6a indicates that the base alloy has large chip size because of having brittle plate-like shaped silicon in the aluminum alloy matrix. The length of chips increased with the addition of Sr and Sb into the base alloy (Fig. 6b, c). In fact, ductility of the base alloy increased with the addition of elements and increased amount of BUE (Fig. 7b, c) which led to an increase in cutting force value.

Optical images of the chips formed at highest feed rate and cutting speed for a the base alloy, b Sr addition, c Sb addition, and d Bi addition

Image of tools for a the base alloy, b Sr addition, c Sb addition, and d Bi addition
Figure 6d illustrates that Bi-containing alloy produced small segmented chips due to having low melting point with lamellar silicon shape along the shear zones [2, 27]. Chip formation depends on material characteristic and cutting tool geometry and it is better to have fragmented chips to have better machinability results [28]. As can be seen in Fig. 7d, there is no BUE formation for Bi-containing alloy during the machining operation. It could be related to its low melting point compared to the other alloys.
3.4 ANFIS prediction results
The most accurate model among 24 different ANFIS structures is obtained using root mean square error (RMSE) value of the approximated data. The equation of RMSE can be illustrated as follows:
Table 4 illustrates three types of membership functions applied in the ANFIS model. Table 5 portrays Eight combinations of the number of membership functions in the proposed model with the RMSE values for all suggested structures. The ANFIS model constructed by Sigmoidal MF with 2 MFs for every input is the best structure compared to the other proposed structures.
Figure 8 compares the regression of test data for predictive models with regression factors of higher than 0.9. As can be seen, the prediction results of the ANFIS model with 2-2-2 Gaussian MFs in few cases near 50 N are more accurate than the prediction results of the Sigmoidal MFs’ model. But regression factor of the Sigmoidal MFs’ model, which represents the overall prediction accuracy, is much better than the ANFIS model with Gaussian MFs. The regression factors of Sigmoidal and Gaussian MFs’ models are 0.95214 and 0.92009, respectively.

Test regression plots of the most accurate ANFIS models
Figure 9 portrays the plots of the membership functions for three inputs such as feed rate, cutting speed and Si spacing. As can be seen, cutting force is more sensitive to feed rate and Si spacing due to two different MFs in comparison to two similar MFs for cutting speed. The behavior of cutting speed MFs is similar while the specifications of output MFs are different.

MF plots of the selected ANFIS model
The predicted cutting force (Fc) using ANFIS relation to parameter change is illustrated in Fig. 10. The comparison of experimental and prediction results shows that the ANIFS model can successfully predict cutting force changes during machining process. In other experiments, the prediction results have good agreement with the experimental results.

Experimental and prediction results for ANFIS model with 2 Sigmoidal MFs
For the selected ANFIS mode’s structure, each input (feed rate, cutting speed and Si spacing) has two MF. The relationship between the inputs. The relationship between inputs and output of the turning process can be mathematically modeled as follows:
The equations of the first and the second layers can be written as,
Then, in the third layer, the output of each rule is as,
Hence, the cutting force as output, Cf, can be calculated as:
where pi, qi, ri, and si, are consequent parameters.
The achieved equation (Eq. 6) is applicable to estimate the value of cutting force for the specific range of feed rate, cutting speed and Si spacing with an adequate accuracy.
4 Conclusion
In this paper, application of neuro-fuzzy method in predicting the cutting force of Al–Si–Cu alloy containing some modifiers is investigated. Among all neuro-fuzzy approaches, the ANFIS model with two Sigmoidal MFs for three inputs showed the best accuracy in terms of RMSE and regression values. In addition, there was good conformity between the experimental and predicted values of the cutting force during machining Al–Si alloys. A mathematical model was proposed to describe the relationship between inputs (feed rate, cutting speed, and Si spacing), and the output (cutting force). The proposed equation can be used for prediction of cutting force for machining of these alloys. It was also observed that the optimum parameters for the cutting force were for the highest cutting speed and lowest feed rate during machining operation. Moreover, the addition of Bi into the base alloy decreased cutting force in all machining conditions which was likely related to formation of low point melting of pure Bi during the machining process. Future work will be focused on an analytical model to predict surface roughness and tool wear during turning process. In addition, the effect of cutting parameters, microstructure and modifier elements on machinability of Al–Si alloys will be investigated.
References
Pathak BN, Goel P, Chandra A (2020) Effect of Ni-20 mg treatment and machining parameters on surface quality of Al (1–4) Fe-IV-1Si alloys. Mater Today Proc 26:394–398
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47
Sivaiah P, Chakradhar D (2018) Comparative evaluations of machining performance during turning of 17-4 PH stainless steel under cryogenic and wet machining conditions. Mach Sci Technol 22(1):147–162
He Y, Yang X, Yang X, Xiao T, Bao Y, Ma W, Lv G (2019) Evaluation of the formation of the silicon-rich area of hypereutectic aluminum-silicon melts treated with alternating electromagnetic directional solidification. Mater Sci Semicond Process 104:104596
Zhang H, Xu C, Xiao W, Ameyama K, Ma C (2016) Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot extrusion. Mater Sci Eng A 658:8–15
Jafarlou DM, Ferguson G, Tsaknopoulos KL, Chuang AC, Nardi A, Cote D et al (2020) Structural integrity of additively manufactured stainless steel with cold sprayed barrier coating under combined cyclic loading. Addit Manuf 35:101338
Barzani MM, Farahany S, Yusof NM, Ourdjini A (2013) The influence of bismuth, antimony, and strontium on microstructure, thermal, and machinability of aluminum-silicon alloy. Mater Manuf Processes 28(11):1184–1190
Farahany S, Ourdjini A, Bakar TAA, Idris MH (2014) Role of bismuth on solidification, microstructure and mechanical properties of a near eutectic Al–Si alloys. Met Mater Int 20(5):929–938
Barzani MM, Sarhan AA, Farahany S, Ramesh S, Maher I (2015) Investigating the Machinability of Al–Si–Cu cast alloy containing bismuth and antimony using coated carbide insert. Measurement 62:170–178
Marani M, Songmene V, Kouam J, Zedan Y (2018) Experimental investigation on microstructure, mechanical properties and dust emission when milling Al-20 Mg 2 Si-2Cu metal matrix composite with modifier elements. Int J Adv Manuf Technol 99(1–4):789–802
Sofuoğlu MA, Çakır FH, Kuşhan MC, Orak S (2019) Optimization of different non-traditional turning processes using soft computing methods. Soft Comput 23(13):5213–5231
Arapoğlu RA, Sofuoğlu MA, Orak S (2017) An ANN-based method to predict surface roughness in turning operations. Arab J Sci Eng 42(5):1929–1940
Unune DR, Barzani MM, Mohite SS, Mali HS (2018) Fuzzy logic-based model for predicting material removal rate and average surface roughness of machined Nimonic 80A using abrasive-mixed electro-discharge diamond surface grinding. Neural Comput Appl 29(9):647–662
Marani M, Zeinali M, Kouam J, Songmene V, Mechefske CK (2020) Prediction of cutting tool wear during a turning process using artificial intelligence techniques. Int J Adv Manuf Technol 111(1):505–515
Sparham M, Sarhan AA, Mardi NA, Hamdi M, Dahari M (2017) ANFIS modeling to predict the friction forces in CNC guideways and servomotor currents in the feed drive system to be employed in lubrication control system. J Manuf Processes 28:168–185
Sen B, Mandal UK, Mondal SP (2017) Advancement of an intelligent system based on ANFIS for predicting machining performance parameters of Inconel 690–A perspective of metaheuristic approach. Measurement 109:9–17
Marani M, Songmene V, Zeinali M, Kouam J, Zedan Y (2020) Neuro-fuzzy predictive model for surface roughness and cutting force of machined Al–20 Mg 2 Si–2Cu metal matrix composite using additives. Neural Comput Appl 32(12):8115–8126
Jang DY, Watkins TR, Kozaczek KJ, Hubbard CR, Cavin OB (1996) Surface residual stresses in machined austenitic stainless steel. Wear 194(1–2):168–173
Cortés-Antonio P, Batyrshin I, Martínez-Cruz A, Villa-Vargas LA, Ramírez-Salinas MA, Rudas I, Molina-Lozano H (2020) Learning rules for Sugeno ANFIS with parametric conjunction operations. Appl Soft Comput 89:106095
Jani DB, Mishra M, Sahoo PK (2017) Application of artificial neural network for predicting performance of solid desiccant cooling systems–a review. Renew Sustain Energy Rev 80:352–366
Lee J, Choi HJ, Nam J, Jo SB, Kim M, Lee SW (2017) Development and analysis of an online tool condition monitoring and diagnosis system for a milling process and its real-time implementation. J Mech Sci Technol 31(12):5695–5703
Deshpande YV, Andhare AB, Padole PM (2019) Application of ANN to estimate surface roughness using cutting parameters, force, sound and vibration in turning of Inconel 718. SN Appl Sci 1(1):104
Li Q, Xia T, Lan Y, Zhao W, Fan L, Li P (2013) Effect of in situ γ-Al2O3 particles on the microstructure of hypereutectic Al–20% Si alloy. J Alloys Compd 577:232–236
Dasch JM, Ang CC, Wong CA, Waldo RA, Chester D, Cheng YT, Konca E (2009) The effect of free-machining elements on dry machining of B319 aluminum alloy. J Mater Process Technol 209(10):4638–4644
Emamy M, Emami AR, Khorshidi R, Ghorbani MR (2013) The effect of Fe-rich intermetallics on the microstructure, hardness and tensile properties of Al–Mg2Si die-cast composite. Mater Des 46:881–888
Halim NHA, Haron CHC, Ghani JA, Azhar MF (2019) Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 426:1683–1690
Nejad M, Cooper P, Landry V, Blanchet P, Koubaa A (2015) Studying dispersion quality of nanoparticles into a bio-based coating. Prog Org Coat 89:246–251
Zhu Z, Yan R, Peng F, Duan X, Zhou L, Song K, Guo C (2016) Parametric chip thickness model based cutting forces estimation considering cutter runout of five-axis general end milling. Int J Mach Tools Manuf 101:35–51
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Marani, M., Zeinali, M., Farahany, S. et al. Neuro-fuzzy based predictive model for cutting force in CNC turning process of Al–Si–Cu cast alloy using modifier elements. SN Appl. Sci. 3, 72 (2021). https://doi.org/10.1007/s42452-020-03980-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03980-9