
Abstract
For applications where high thermal and/or electrical conductivity combined with reasonably high strength is required, copper alloys may be used. Although many different alloys were already developed in the past, additive manufacturing like laser powder bed fusion (PBF-LB/M) opens up new possibilities for alloy development, mainly driven by the very high cooling rates. This allows for the usage of precipitation-hardened alloys with compositions exceeding the maximum solubility. The present work focuses on the investigation of a well-known CuCr1Zr alloy as well as CuZr alloys with 1 and 2 wt.% Zr. For a fast, resource-efficient screening and demonstration of feasibility, the investigated alloys were not printed from powder. Instead, solid sheets were partially re-melted in a PBF-LB/M machine to obtain a microstructure similar to the printed state. This rapid-solidification microstructure is investigated, and precipitates with a size 50 nm or even smaller are found. After subsequent aging heat treatments, the hardness of the alloys exceeds the maximum hardness achievable with conventional manufacturing methods (excluding work hardening). The investigations in this work revealed the great hardening potential of these alloys for usage in the PBF-LB/M process.
Similar content being viewed by others
1 Introduction
Copper and copper alloys are often used in applications where a high thermal or electrical conductivity is necessary, for example in heat exchangers, regeneratively cooled rocket engines, or in electrical applications. Although high purity copper has the highest conductivity, it is often unfavorable due to its relatively low strength. A strength increase by solid solution strengthening is not possible, since the necessary number of dissolved atoms would highly decrease the conductivity. More favorable are precipitation-hardened alloys, where only a very small amount of alloying elements stay dissolved in the copper matrix. Possible alloying elements for this purpose are, for example, chromium, zirconium, niobium or silver [1]. Extensive discussions and studies about possible alloying elements can be found, e.g., in Refs. [2, 3].
Zirconium was proposed often as a suitable alloying element for high conductivity age-hardenable Cu-alloys. In a NASA study about Cu-alloys by Nathal et al. [3], the highest conductivity was measured for Cu–Zr alloys, reaching values of more than 90% of the value for pure OFHC copper [3]. However, Zr has a very low solubility in copper (about 0.15% at 980 °C, < 0.01% at 650 °C [4]). Exact values are a subject of ongoing discussion, with a variety of differing values from modeling and experiments available [5]. This low Zr content in the copper solid solution crystal leads to a relatively high thermal conductivity of these alloys. At low Zr contents, these alloys can be age-hardened. However, the low solubility of Zr in Cu limits the amount of precipitates and thus limits the hardenability. The intermetallic phase forming when the solid solubility of Zr in Cu is exceeded was identified as Cu5Zr [2, 5,6,7,8,9]; other researchers describe it as Cu9Zr2 [10, 11]. Small precipitates of this phase were identified as disk- or plate-shaped and are semi-coherent [8]. Some authors report that this phase is only stable at higher temperatures and transforms into Cu51Zr14 and copper solid solution below temperatures of about 682–529 °C [5] or 591 °C [7].
One prominent example of Cu–Zr alloys is the alloy Cu–0.15 wt.% Zr, in some publications also called AMZIRC [2, 3]. The alloy can be produced by casting, in contrast to other high conductive copper alloys, which have to be produced by powder metallurgy [12]. The majority of the strength of AMZIRC is achieved by cold working [12], since the hardening effect by precipitates is comparatively low due to the low Zr content. In the cold worked condition, a high strength is achieved, but during annealing at elevated temperatures, the strength decreases rapidly at about 500 °C [3]. Furthermore, high dislocation density after cold working decreases the thermal and electrical conductivity [13].
Precipitation-hardened Cu–Zr alloys with Zr contents exceeding the maximum solubility in Cu can be produced by rapid solidification and powder metallurgy (see, e.g., Ref. [2]). With rapid solidification (gas atomizing, melt spinning, or spray casting), up to 0.4 wt.% [14] or 0.5 wt.% Zr [15] can be dissolved in the solid Cu phase and may form sufficiently fine precipitates upon subsequent heat treatment. To achieve this, a cooling rate of above 105 K/s is necessary upon solidification of the material [15]. A Zr content above 0.5 wt.% leads to the formation of Cu–Zr intermetallics in the microstructure [14]. However, if the cooling rate is high enough, these intermetallics could be fine enough for a sufficient particle strengthening.
In the 1980s, NASA and Pratt and Whitney tested rapidly solidified (using an electron beam) Cu–Zr alloys with up to 1 wt.% Zr [2]. They achieved a finer microstructure and higher hardness than conventionally cast, cold worked and aged samples. The observed structures were even finer than those in atomized powder. The intermetallic precipitates had a size of 100–500 nm, identified by X-ray diffraction as Cu5Zr. In conventionally cast alloys, these precipitates have a size of 8 µm. However, it was concluded that the precipitates in the rapidly solidified alloys were still too coarse for significant strengthening; the desired size was 20 nm to 50 nm [2]. It was found that rapidly solidified Cu–0.6%Zr had a very high thermal conductivity of 360 W/mK [2]. No significant changes in microstructure or hardness were observed neither after aging at 370 °C to 605 °C, nor after solution heat treatment and subsequent annealing at 650 °C [2].
Andrus and Bordeau [2] furthermore tested Cu–0.6% Zr alloy which has been produced by hot extrusion of atomized powder. Slightly smaller (100–300 nm) Cu–Zr intermetallic dispersions were observed compared to rapidly solidified Cu–0.6%Zr (see above). Stability testing at 650 °C recrystallized and slightly softened the material. In the as extruded condition, the alloy was strongest, compared to any further treatments (working, heat treatment). Andrus and Bordeau suggested to extend the tests with Cu–0.6%Zr alloy to investigate if the strength can be further increased. They also proposed internal oxidation for the formation of stable dispersoids for future alloy development [2].
Another positive effect of a high Zr content was observed by Singh et al. [14]: they found a Zr-rich phase not only in the grain interior, but also at the grain boundaries after rapid solidification with up to 0.8% Zr. The Zr-rich phase at the grain boundaries hindered a rapid grain growth [14]. Furthermore, Zr is known to be an oxygen-getter [16]. This may reduce the oxygen content in the alloy and thus prevent the alloy from steam embrittlement when in contact with hydrogen, for example in regeneratively cooled rocket engines. Summing up, age-hardened Cu–Zr alloys have either a relatively low strength gain due to the low solubility of Zr, or require a difficult and expensive manufacturing process including gas atomization or rapid solidification of sheets and wires and additional extrusion or other means of powder metallurgy [17].
One idea to overcome the complex production process of the alloys is additive manufacturing like laser powder bed fusion (PBF-LB/M, also referred to as selective laser melting), where also very high cooling rates of the liquid melt are reached (values in the range of 3·105 K/s to 4·107 K/s were reported [18,19,20]). In the last years, this process became more and more interesting for copper alloys anyways. In PBF-LB/M, parts are built up layer by layer from a powder bed by selectively melting the powder with a high energy laser beam. With this technology, near-net-shaped parts with often very complex geometries can be fabricated, which is interesting for complex cooling channel geometries or lightweight application. Despite many advantages of this process, one disadvantage is that additional work hardening of the materials is nearly impossible, although many conventionally machined copper-based parts gain much of their strength from work hardening. Furthermore, work hardening may reduce the thermal and electrical conductivity of the material [13]. This makes the investigation of particle-strengthened alloys for this process even more necessary.
The scope of the present work is to investigate the potential of age hardening of CuZr alloys produced by PBF-LB/M with a Zr content exceeding the solubility limit. To avoid expensive and energy-consuming powder manufacturing for first screening experiments, bulk material sheets were partially re-melted on their surface with a PBF-LB/M machine. With this method, a typical PBF-LB/M microstructure suitable for microscopic investigation and hardness measurements can easily be generated. The alloys will be heat treated to elucidate the possibility of further age hardening of the printed parts. The focus of this study will be on hardness measurements and investigation of the rapid-solidification microstructure. For this purpose, a Cu–1 wt.% Zr and a Cu–2 wt.% Zr are tested. As a well-known and conventionally precipitation hardenable reference, the alloy CuCr1Zr (Material Number CW106C) is also included in this study. It has 0.5–1.2% Cr and 0.03–0.3% Zr [21]. In the binary Cu–Cr system, the maximum solubility of Cr is 0.65% at the eutectic temperature of 1075 °C. Small additions of Zr increase the solubility of Cr [22]. Age hardening can be achieved mainly by Cr precipitates. The hardening effect by Zr-rich precipitates is negligible. However, conventionally produced CuCr1Zr has a small heat treatment range, making it difficult to dissolve all alloying elements in the copper phase. In addition, cooling rates are often not high enough to prevent precipitation of coarse Cr particles. It has recently been shown that the use of PBF-LB/M can mitigate these problems, for example in Refs. [23,24,25,26,27,28]. The microstructure is reported to be supersaturated Cu with small Cr precipitates in the as built condition [27]. The alloy could be precipitation hardened even without any solution heat treatment [26].
2 Experimental
Two Cu–Zr alloys with the composition CuZr1 (1 wt.% Zr) and CuZr2 (2 wt.% Zr) were cast using a vacuum induction melt oven. 1350 g were molten in a MgO crucible and cast in a cuboid-shaped iron mold coated with ZrO2.
Two different charges of CuCr1Zr (material number CW106C) were purchased. The chemical compositions of both material charges were measured with EDX, see Table 1. Charge 2 had a very low Zr content. However, the Zr content for this alloy could be in the range of 0.03–0.3% [21].
To produce a PBF-LB/M microstructure, the alloy samples were partially re-melted in a PBF-LB/M machine. For this purpose, small sheets were cut from the blocks. The surface which had to be laser-treated was sanded to remove a layer of approx. 0.3 mm. A SLM125HL machine from SLM Solutions, Germany, was used for partial laser re-melting of the cast samples. Single tracks as well as a multi-track pattern were melted, see Fig. 1. Laser parameters are shown in Table 2: CuCr1Zr and CuZr1 were re-melted with high energy density, for CuZr2, low energy density parameters were sufficient.

Three single-tracks (left) and multi-track pattern (right). Photograph of the surface of a CuCr1Zr-sample
Isochronous aging was performed in argon atmosphere for 2 h in the temperature range of 350–600 °C. The samples were slowly heated and cooled in the furnace. The 2 h describes only the hold time at the desired temperature.
The cross-sectional area was investigated with optical and scanning electron microscopy. The hardness was measured with a Vickers indenter on cross-sectional cuts. 20 indentation marks were placed on a line parallel to the specimen surface with a constant distance to the surface, so that approximately half of them were aligned in the center of the melt tracks, and the other half in the non-laser-treated microstructure (see Fig. 2). It has to be noted that the indentation marks were really close to the surface and to the non-remolten material. However, the influence of these surroundings was similar for all specimens and thus the measurements can be used for comparison between all specimens. Furthermore, the samples were mounted in embedding resin, decreasing the influence of the edge.

Vickers indentation marks in the laser re-melted (left) and the as-received microstructure (right). The micrograph shows only 4 out of 20 indentations
Phase volume fraction was measured with the digital image analysis software ImageJ [29].
To investigate small precipitates in CuCr1Zr in the scanning electron microscope, the samples were etched with an aqueous solution of 7% potassium dichromate and 3.8% sulphuric acid.
3 Results
3.1 Conventional processed material
To compare the investigated alloys against a well-defined standard, CuCr1Zr and CuZr2 were conventionally precipitation hardened. It has to be noted that CuCr1Zr and CuZr alloys gain the majority of their strength from work hardening (see introduction). But this is not applicable to most 3D-printed parts and was not considered here.
3.1.1 Conventional processed CuZr2
After the casting process, a dendritic microstructure forms in the CuZr2 alloy (Fig. 3). In the dendrites, the Zr content is below the detection limit in EDX. The remaining Zr-rich eutectic melt (15 vol.-% according to image analysis) in the interdendritic area solidifies in a heterogeneous structure consisting of copper and Zr-rich phase. In this area, the Zr-rich phase reaches a volume fraction of approximately 45–55%, measured with image analysis.

Dendritic microstructure of CuZr2 alloy after casting
To break up the coarse microstructure and ensure a better homogeneity, the cast CuZr2 alloy was cold rolled (true strain φ = 1.94). After cold rolling, the coarse intermetallic Cu–Zr-phase is stretched and broken up. A subsequent precipitation hardening, consisting of annealing (900 °C, 6 h, quenching in water), and aging (500 °C, 1 h, slow furnace-cooling), leads to recrystallization and formation of intermetallic particles with a size of 1 µm up to 20 µm (Fig. 4). It consists of large Zr-rich particles which are far too large to contribute to a significant hardening of the alloy. Instead, it can be expected that they will embrittle the alloy [14]. The hardness of this microstructure is 104 ± 7 HV0.3.

Microstructure of a cast CuZr2 sample after cold rolling, annealing and age hardening
3.1.2 Conventional processed CuCr1Zr
The microstructure of CuCr1Zr consists mainly of Cr precipitates. Even after solution heat treatment (1000 °C, 30 min, quenching in water), still many large Cr particles were observed in the microstructure (Fig. 5 left) which could not be dissolved at 1000 °C. The amount of those undissolved Cr particles, measured with image analysis, was 0.5 ± 0.1 vol.% in charge 1 and 1.1 ± 0.2 vol.% in charge 2 CuCr1Zr. Although the Cr content of charge 1 is slightly higher (see Table 1), the higher Zr content of charge 1 could be a reason for a better solubility of Cr in Cu during solution heat treatment, confirming the findings in Ref. [22]. The hardness of solution heat-treated CuCr1Zr was 55 ± 3 HV 0.3 to 56 ± 2 HV 0.3, depending on the raw material charge. Solid solution strengthening by Cr was not significant due to the small difference of atomic radii of Cu and Cr.

Microstructure of CuCr1Zr Charge 2 after solution heat treatment (left, optical micrograph) and additional aging at 450 °C (right, SEM image after etching)
After subsequent aging heat treatment (450 °C, 2 h, slow furnace cooling), numerous small, mostly plate-shaped particles were observed in the microstructure (see Fig. 5), which are probably Cr precipitates which formed during aging. These small particles lead to a hardness increase to 133 ± 3 HV0.3 (CuCr1Zr charge 1) and 149 ± 5 HV0.3 (CuCr1Zr charge 2), respectively. One possible reason for the hardness difference are traces of other elements, such as silicon or aluminum (Table 1), which could increase the hardness of charge 2 alloy.
The hardness of age-hardened CuCr1Zr exceeds the hardness of age-hardened CuZr2 (see above), showing the good age-hardenability of CuCr1Zr alloys. This difference is caused by the better solubility of Cr in Cu compared to Zr in Cu at annealing temperature, leading to a larger amount of small precipitates in the CuCr1Zr alloy.
3.2 Laser re-melting
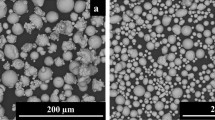
The laser re-melted microstructure is exemplarily shown for CuZr2 and CuCr1Zr in Fig. 6. A very fine microstructure of small precipitates has formed, caused by the very high cooling rates after melting. Convection in the melt pool leads to a fine, nearly homogeneous distribution of the precipitates. In the CuZr2 sample, microsegregations are visible (Fig. 7), which are likely caused by insufficient convection in the melt pool in vicinity of the heterogeneous as-cast microstructure. These segregations were only observed at low energy density in CuZr alloys. For CuCr1Zr, no microsegregations were observed: the Cr precipitates in the as-received microstructure were much smaller and more evenly distributed than the relatively coarse CuZr intermetallics located in the interdendritic areas, which enabled a homogeneous Cr distribution in the melt pool even after the short laser-exposure time. However, in the outer regions of the melt tracks, some large Cr particles are still present, probably caused by too low temperatures in these regions. It is expected that those inhomogeneities will not occur in real printing processes, where each layer is molten several times due to overlapping melt tracks.

Cross-section of a single melt track in CuZr2 (left) and CuCr1Zr (right). The border of the melt track in CuCr1Zr is visualized with a segmented line

Microstructure of partially laser re-melted Cu–Zr2 (single track)
3.2.1 CuZr alloys
In both CuZr alloys, a hardness increase of about 50% compared to the as-cast condition was measured after laser re-melting: Laser re-melted CuZr1 had a hardness of 116 ± 4 HV0.3, and CuZr2 of 136 ± 5 HV0.3. Upon examination of the resulting microstructure (Fig. 8), small intermetallic precipitates were found homogeneously distributed throughout the laser track, with the exception of the heat affected zone in adjacent scan tracks, where a net-like structure of Cu-grains enclosed by Zr-rich intermetallics was observed (Fig. 8 left). The precipitates varied in size, especially for CuZr2, but precipitates as small as 40 nm were routinely found in both alloys.

SEM image of the microstructure in the laser-re-melted alloy CuZr2. Left: coarse net-shaped microstructure in the heat affected zone of adjacent scan tracks. Right: high magnification image of the center of a scan track
It is expected that, due to the fast cooling rate of the laser melt pool, a large amount of Zr is still dissolved in the Cu matrix after solidification. In order to precipitate the supersaturated Zr, different aging heat treatments were carried out. Samples were heat treated in argon atmosphere for 2 h and slowly cooled in the furnace. Figure 9 shows the results of the hardness measurements in the laser tracks after heat treatment at the given temperatures. At 400 °C, maximum hardening was achieved for both alloys. Microstructural analysis confirmed further precipitation of Zr-rich particles from the supersaturated Cu matrix. Higher temperatures lead to a decrease in hardness, caused by coarsening of the precipitates (Fig. 10) and agglomeration of coarse Zr-rich phase at the grain boundaries.

Hardness of the laser re-melted microstructure after heat treatment for 2 h in Ar atmosphere

SEM image of CuZr2 microstructure after 400 °C (left) and 550 °C (right) heat treatment for 2 h
After heat treatment at 400 °C, the hardness was increased from 136 ± 5 HV 0.3 to 180 ± 8 HV 0.3 in the case of CuZr2, and from 116 ± 4 HV 0.3 to 134 ± 8 HV 0.3 in case of CuZr1. It can be seen that the effect of the heat treatment on CuZr2 was more significant than for CuZr1. This observation can be explained through the smaller volume fraction of the intermetallic phase at comparable average size of the precipitates in CuZr1.
Compared to a hardness of 104 ± 7 HV0.3 after conventional aging heat treatment at 500 °C (see above), the laser re-melted CuZr2 alloy reaches a hardness of 142 ± 7 HV0.3 after the same aging heat treatment. This large difference is caused by the fact that, during solution heat treatment, a maximum of about 0.1% Zr could be dissolved in the Cu matrix, limiting the amount of small precipitates in the conventionally aged microstructure. Whereas during laser re-melting, rapid solidification directly from the homogeneous melt increases the amount of dissolved Zr, and leads to precipitation of only very small Zr-rich precipitates.
3.2.2 CuCr1Zr
After laser re-melting, a microstructure consisting of small precipitates could be observed (Fig. 11), similar to the CuZr alloys. These precipitates were about 100 times smaller than in conventionally solution heat-treated CuCr1Zr (Fig. 5 left). This leads to a higher hardness of 80 ± 3 HV0.3 to 103 ± 4 HV0.3, depending on the raw material charge, compared to 55 ± 3 HV0.3 to 56 ± 2 HV0.3 in the solution heat-treated conventional material. A significant difference of the microstructure of the two alloy charges was not observed. Different cooling rates due to different thermal conductivities of both alloy charges could be a reason for the hardness difference after laser re-melting.

SEM image of laser re-melted microstructure of CuCr1Zr alloy, etched
One possible reason for the existence of those precipitates is that the cooling rate during SLM is still not high enough for a homogeneous solid solution. On the other hand, the 200 °C pre-heating of the build platform could have led to a precipitation of Cr. However, it is expected that, due to the fast cooling rates, still a large amount of Cr is dissolved in the Cu matrix. This is confirmed by hardening during subsequent aging heat treatments, where a maximum of 189 ± 3 HV0.3 could be reached after aging at 450 °C (see Fig. 12), whereas conventional heat-treated CuCr1Zr achieves a hardness of 149 ± 5 HV0.3 (see above). At temperatures lower than 450 °C, 2 h might be too short for sufficient precipitation hardening. At temperatures above 450 °C, the precipitates coarsen (see Fig. 13), resulting in lower strengthening.

Hardness in the melt tracks of CuCr1Zr depending on the aging temperature. Values at 20 °C represent samples without aging heat treatment. Part of the values for Charge 1 are taken from [30]

SEM images of etched laser-re-melted CuCr1Zr microstructure after aging for 2 h at 450 °C (left) and 500 °C (right)
3.3 Comparison of alloys
In all tested alloys, fine precipitates are observed, caused by the rapid solidification in the melt pool which prevents the coarsening of the particles. The Zr-rich precipitates in the laser re-melted CuZr microstructure have a diameter in the order of magnitude of 50 nm, with bigger ones reaching sizes over 100 nm (Fig. 8, right). The precipitates in the CuCr1Zr alloy are even smaller (about 10–50 nm, see Fig. 11). The different size and volume fraction of the particles in CuZr and CuCr1Zr alloys may arise from the different solubility of Cr and Zr in Cu: Even though the cooling rates are extremely high, a significant amount of Zr is precipitated during cooling. The higher solubility of Cr compared to Zr leads to a lower driving force for precipitation, which causes less and smaller precipitates during cooling.
Without additional heat treatment, the hardness in the laser re-melted CuZr2 alloy was the highest (see Fig. 14), followed by CuZr1. This difference is caused by the different volume fraction of Zr-rich precipitates due to the different Zr content. Furthermore, after laser re-melting, the investigated CuZr alloys have a higher hardness than CuCr1Zr alloys: The better solubility of Cr in Cu than Zr in Cu leads to more Cr dissolved in the Cu matrix and thus less precipitates in the CuCr1Zr alloys after laser re-melting, causing less precipitation hardening. The CuCr1Zr Charge 2 had the lowest hardness after laser re-melting, probably caused by the lower Zr content compared to Charge 1.

Hardness of the laser re-melted microstructure and after subsequent age hardening at temperatures, where maximum hardness was observed (400 °C for CuZr alloys, 450 °C for CuCr1Zr)
After subsequent aging heat treatment, the remaining Zr and Cr could be precipitated, resulting in further strengthening of the alloys. Here, CuCr1Zr and CuZr2 get a hardness in the range of 170 HV0.3 to 190 HV0.3, whereas CuZr1 obtained a hardness of just 134 HV0.3, caused by the lower volume fraction of precipitates.
4 Conclusions
In the present study, CuCr1Zr as well as CuZr1 and CuZr2 alloys were tested for laser powder bed fusion application by partial laser re-melting of bulk material. They showed great potential for additive manufacturing of high conductive, high strength copper alloys.
The main conclusions can be summarized as follows:
-
The high cooling rates during laser-melting process lead to very fine precipitates (50 nm or even smaller)
-
Even in CuZr2, very fine precipitates could be observed, although the solubility of Zr in Cu is exceeded by far
-
Aging heat treatment results in a precipitation hardening exceeding the hardness of conventionally aged material.
-
Aging temperatures (at 2 h heat treatment time) of 400 °C (CuZr alloys) to 450 °C (CuCr1Zr) are most suitable for high hardness
-
For CuCr1Zr, a comparably high hardness could also be achieved with cold working, but this is not applicable to most 3D-printed structures. Furthermore, work hardening decreases the thermal conductivity and is not thermally stable.
However, although the results are very promising, for further alloy developments and selection of suitable hardening-parameters, conductivity measurements have to be carried out. With the fast-testing method used in this paper, conductivity measurements are impossible due to the small thickness of the re-melted microstructure. Furthermore, it has to be noted that the properties in 3D-printed structures may differ from the results obtained from the fast-testing method in this work. The main reason is the different heat flow in solid copper blocks used in this study compared to thin 3D-printed structures embedded in a powder bed. In addition, multiple re-melting during layer build-up and a longer exposure to higher temperatures could lead to a different precipitation behavior and a different microstructure. Thus, although this method can be a good tool for fast screening and downselection of different alloys, the microstructural, mechanical and thermal properties have to be carefully assessed when the most promising alloys are printed with PBF-LB/M.
Data availability
Raw data is archived at TU Braunschweig and is available upon request by the corresponding author or by the Institute for Materials Science (ifw@tu-braunschweig.de).
References
Groza J (1992) Heat-resistant dispersion-strengthened copper alloys. J Mater Eng Perform 1(1):113–121. https://doi.org/10.1007/BF02650042
Andrus JS, Bordeau RG (1989) Thrust chamber material technology program. NASA Contractor Report NASA-CR-187207
Nathal MV, D. L. Ellis DL, Loewenthal WS, Raj SV, Thomas-Ogbuji LU, Ghosn J, Greenbauer-Seng LA, Gayda J, Barrett CA (2003) High conductivity materials for high heat flux applications in space propulsion systems. NASA Report No. E-14319, JANNAF Meeting
Saarivirta MJ (1960) High conductivity copper-rich Cu–Zr alloys. Trans Metall Soc AIME 218(1960):0431–0437
Zhou SH, Napolitano RE (2010) Phase stability for the Cu–Zr system: first principles, experiments and solution-based modeling. Acta Mater 58:2186–2196. https://doi.org/10.1016/j.actamat.2009.12.004
Hillmann G, Hofmann W (1965) Diffusionsmessungen im system Kupfer-Zirkonium. Z Met 56(5):279–286
Okamoto H (2012) Cu–Zr (copper–zirconium). J Phase Equilib Diffus 33(5):417–418. https://doi.org/10.1007/s11669-012-0077-1
Peng L-J, Mi X-J, Xiong B-Q, Xie H-F, Huang G-J (2015) Microstructure of phases in a Cu–Zr alloy. Rare Met 34(10):706–709. https://doi.org/10.1007/s12598-014-0324-1
Liu Y, Liu S, Zhang C, Du Y, Wang J, Li Y (2017) Experimental investigation and thermodynamic description of the Cu–Zr system. J Phase Equilib Diffus 38:121–134. https://doi.org/10.1007/s11669-017-0522-2
Gierlotka W, Zhang K-C, Chang Y-P (2011) Thermodynamic description of the binary Cu–Zr system. J Alloy Compd 509:8313–8318. https://doi.org/10.1016/j.jallcom.2011.04.141
Arias D, Abriata JP (1990) Cu–Zr (copper–zirconium). Bull Alloy Phase Diagr 11(5):452–459. https://doi.org/10.1007/BF02898260
deGroh IIIHC, Ellis DL, Loewenthal WS (2008) Comparison of GRCop-84 to other Cu alloys with high thermal conductivities. J Mater Eng Perform 17(4):594–606. https://doi.org/10.1007/s11665-007-9175-3
Islamgaliev RK, Nesterov KM, Valiev RZ (2015) Structure, strength, and electric conductivity of a Cu–Cr copper-based alloy subjected to severe plastic deformation. Phys Met Metallogr 11:209–116. https://doi.org/10.1134/S0031918X14090063
Singh RP, Lawley A, Friedman S, Murty YV (1991) Microstructure and properties of spray cast Cu–Zr alloys. Mater Sci Eng A 145:243–255. https://doi.org/10.1016/0921-5093(91)90254-K
Arnberg L, Backmark U, Bäckström N, Lange J (1986) A new high strength, high conductivity Cu–0.5 wt.% Zr alloy produced by rapid solidification technology. Mater Sci Eng 83:115–121. https://doi.org/10.1016/0025-5416(86)90178-3
Singh J, Jerman G, Poorman R, Bhat BN, Kuruvilla AK (1997) Mechanical properties and microstructural stability of wrought, laser, and electron beam glazed NARloy-Z alloy at elevated temperatures. J Mater Sci 32:3891–3903. https://doi.org/10.1023/A:1018604513547
Gradl PR, Protz C, Greene SE, Ellis D, Lerch B, Locci I (2017) Development and hot-fire testing of additively manufactured copper combustion chambers for liquid rocket engine applications. AIAA Propuls Energy Forum. https://doi.org/10.2514/6.2017-4670
Lingqin X, Guang C, Luyu Z, Pan L (2020) Explore the feasibility of fabricating pure copper parts with low-laser energy by selective laser melting. Mater Res Express. https://doi.org/10.1088/2053-1591/abbd08
Li Y, Gu D (2014) Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater Des 63:856–867. https://doi.org/10.1016/j.matdes.2014.07.006
Hooper PA (2018) Melt pool temperature and cooling rates in laser powder bed fusion. Addit Manuf 22:548–559. https://doi.org/10.1016/j.addma.2018.05.032
Deutsches Kupferinstitut (2005) Kupferdatenblatt CuCr1Zr
Dies K (1967) Kupfer und Kupferlegierungen in der Technik. Springer, Berlin and Heidelberg
Wegener T, Koopmann J, Richter J, Krooß P, Niendorf T (2021) CuCrZr processed by laser powder bed fusion—processability and influence of heat treatment on electrical conductivity, microstructure and mechanical properties. Fatigue Fract Eng Mater Struct 44:2570–2590. https://doi.org/10.1111/ffe.13527
Ma Z, Zhang K, Ren Z, Zhang DZ, Tao G, Xu H (2020) Selective laser melting of Cu–Cr–Zr copper alloy: parameter optimization, microstructure and mechanic properties. J Alloys Compd. https://doi.org/10.1016/j.jallcom.2020.154350
Buchmayr B, Panzl G, Walzl A, Wallis C (2017) Laser powder bed fusion—materials issues and optimized processing parameters for tool steels, AlSiMg- and Cu–CrZr-alloys. Adv Eng Mater. https://doi.org/10.1002/adem.201600667
Wallis C, Buchmayr B (2019) Effect of heat treatments on microstructure and properties of CuCrZr produced by laser-powder bed fusion. Mater Sci Eng A 744:215–223. https://doi.org/10.1016/j.msea.2018.12.017
Jahns K, Bappert R, Böhlke P, Krupp U (2020) Additive manufacturing of CuCr1Zr by development of a gas atomization and laser powder bed fusion routine. Int J Adv Manuf Technol 107:2151–2161. https://doi.org/10.1007/s00170-020-04941-7
Ma Z, Zhang DZ, Liu F, Jiang J, Zhao M, Zhang T (2020) Lattice structures of Cu–Cr–Zr copper alloy by selective laser melting: Microstructures, mechanical properties and energy absorption. Mater Des. https://doi.org/10.1016/j.matdes.2019.108406
Rasband WS (1997–2020) ImageJ. US National Institutes of Health, Bethesda, Maryland, USA. https://imagej.nih.gov/ij/
Räckers J (2022) Untersuchung des Ausscheidungsverhaltens in selektiv lasergeschmolzenem CuCr1Zr. Bachelor Thesis, Technische Universität Braunschweig, Germany
Funding
Open Access funding enabled and organized by Projekt DEAL. No funding was received to assist with the preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fiedler, T., Jähnig Domingues, M., Winter, C. et al. High conductive copper alloys for additive manufacturing. Prog Addit Manuf (2023). https://doi.org/10.1007/s40964-023-00527-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-023-00527-3