
Abstract
The management of infectious diseases has posed a significant challenge in recent years, drawing the attention of scientific communities. Copper is renowned for its robust antimicrobial properties; however, it is susceptible to tarnishing. In contrast, copper-nickel alloy demonstrates not only commendable mechanical strength and corrosion resistance but also exceptional antimicrobial efficacy. A suitable copper-nickel alloy was synthesised using cold spray additive manufacturing, blending copper and nickel powders. The resultant as-printed coupons underwent heat treatment at varying temperatures to ensure alloy formation, porosity reduction, and property enhancement. Both corrosion properties and hardness were investigated across different selected heat treatment conditions. The specimens exhibiting the highest corrosion resistance and hardness were selected for antibacterial and tarnish resistance testing. Stainless Steel 316 was employed in the antibacterial evaluation as a negative control for comparison. Notably, a fair well distribution of copper and nickel was observed within the as-printed product. The optimal heat treatment condition for the copper-nickel alloy was determined to be 1030 °C followed by air cooling, as it exhibited superior material properties compared to alternative heat treatment conditions. An assessment of antimicrobial performance underscored the alloy’s effectiveness in rapidly eradicating bacteria. Additionally, the highest strength samples underwent a tarnish resistance study, revealing elevated tarnish resistance. The nature of material performance in response to the heat-treatment process and antibacterial performance are discussed.
Similar content being viewed by others

1 Introduction
The global impact of infections, particularly those occurring in public spaces has reverberated across numerous countries, prompting widespread concern [1,2,3,4,5]. A primary focus of this concern rests on the significant implications for public health. Foremost among these is the escalating issue of Covid-19 infections, responsible for inducing severe acute respiratory syndrome [2, 6]. This malady primarily propagates through droplets released by an infected individual, thereby facilitating its rapid dissemination in daily interactions. The World Health Organization (WHO) designated this ailment as an international public health emergency in January 2020, subsequently elevating its status to a global pandemic just two months thereafter. One of the key cleanliness measures is to clean hands and surfaces which people touch [7]. It has been established that certain viruses and bacteria can persist on surfaces, such as doorknobs, for extended periods, potentially spanning hours to even days [4, 8, 9]. It was found that in paediatric office waiting rooms, Picornavirus was detected on around 20% of toys, while Human rhinovirus was found on 5% of clothing samples from teachers at childcare centres. In day care centres, Rotavirus was identified on about 20% of fomite samples, encompassing items like telephone receivers, drinking fountains, water-play tables, and toilet handles. Additionally, severe acute respiratory syndrome (SARS) coronavirus RNA was present on 30% of surface swab samples in hospitals, including patient rooms, computer mice at nurse stations, and handrails in public elevators [9]. In general, viruses exhibit varying levels of viability and infectiousness outside the human or animal body. Smallpox, for instance, can persist on hard, non-porous surfaces like tabletops for months or even years, contributing to past epidemics [9, 10]. Certain viruses, such as Hepatitis B, C, and cold and flu viruses, can remain infectious for shorter periods outside the body. A study from 1982 focused on influenza viruses found they can retain infectiousness for up to 48 h on hard surfaces like stainless steel, while subsequent studies have demonstrated varying survival times for influenza viruses on different surfaces [10]. Additionally, caliciviruses like Norovirus can remain viable for days or weeks, posing a challenge for effective disinfection [9, 11].
Stainless steel, widely chosen for surfaces in public buildings, especially those subject to frequent contact, offers notable advantages. This material boasts an enduringly glossy surface that withstands tarnishing over time, along with commendable corrosion resistance and mechanical attributes. Despite these merits, it is important to acknowledge that stainless steel does not possess inherent properties to impede the survival and propagation of microorganisms [12]. Consequently, this characteristic inadvertently contributes to the potential transmission of infections when individuals encounter contaminated surfaces. A material that is able to inhibit the growth of microbes on surfaces and this may occur through adhered cell inactivation and death of cells would significantly improve public health measures [13, 14]. Copper has long been recognized for its ability to swiftly eliminate bacteria, yeasts, and viruses through contact-based killing, leading to its application in various contexts [15, 16]. Copper rapidly decreases the growth of microbes in tools used in hospitals by 98% [17]. However, in public hardware applications, copper’s susceptibility to discoloration and unsightly appearance upon exposure to moisture and repeated hand contact has been noted. Consequently, the demand for an alternative material with antimicrobial qualities, robust corrosion resistance, and enduring colour stability, capable of replacing stainless steel in public hardware, is substantial. Several copper alloys exhibiting these properties have been identified, with copper-nickel (comprising 60–90% wt Cu) standing out due to its colour resemblance to stainless steel, antimicrobial attributes, and tarnish resistance, making it a suitable candidate for public hardware use [12]. In this study, the aim was to produce a copper-nickel alloy with more than 20% nickel so it has enough nickel to make the alloy silver in colour and enough copper to be highly antimicrobial. Figure 1 depicts the 3D printer utilized to produce the samples for this research.

LightSPEE3D 3D printer using cold sprayed technology
Numerous advanced manufacturing techniques are available for crafting these copper alloys, such as binder jetting, ultrasonic additive manufacturing, directed-energy deposition, laser powder-bed fusion, and electron beam powder-bed fusion [18]. However, many of these approaches necessitate the use of alloy materials in the manufacturing process [18]. Given the potential scarcity of alloy materials, cold spray additive manufacturing (CSAM) emerges as an advantageous alternative. CSAM holds the benefit of employing distinct copper and nickel powders, mixed in the requisite proportions, which are then sprayed onto a substrate and subsequently heat-treated to yield a suitable alloy [19]. In this investigation, we endeavour to create the alloy (Cu-20%Ni) by blending two distinct metal powders via CSAM. CSAM uses pressurised gas to accelerate the micron size powder particles onto a proper substrate to form a 3D component and produce metallic parts at low cost [20]. CSAM is a solid-state process in which particles are heated below their melting temperatures and propelled by pressurised gas on to substrates at supersonic velocities. In this study, solid state sintering (SSS) was used to form copper-nickel alloy. SSS has been widely used in powder metallurgy to form high performance alloy with high density [21,22,23]. Different SSS temperatures were used in this study to investigate the suitable heat treatment conditions for the alloy to obtain optimal material properties.
The present study aims to investigate a methodology for manufacturing high performance copper-nickel alloy with more than 20% wt Ni by CSAM with blended copper and nickel powders followed by a heat treatment process. Hardness, microstructures, corrosion and tarnish resistance and antimicrobial properties, after different heat treatment processes, of copper-nickel alloy were investigated.
2 Materials and methods
2.1 Powders
Copper powder (−325 mesh type) and nickel powder (Nickel powder type 123™) were supplied by Australian metal powders supplies with a composition of Cu > 99% and Ni > 99.8%. The average particle sizes of Cu and Ni were 25 µm and 4 µm, respectively. The powders were observed under SEM for the size and shape of powder particles. ImageJ software was used to analyze powder particle size.
2.2 Manufacturing process and coupon preparation
Copper and nickel powder was mixed by a powder mixing machine with the ratio by weight of 80:20, respectively. Argon gas was introduced during mixing to remove the air inside the chamber and reduce the oxidation of the powder during mixing.
All the coupons for corrosion, strength, antimicrobial, and tarnish resistance experiments were additively fabricated on an aluminium alloy substrate using a LightSpEE3D CSAM printer. The printer uses dry air as the working gas and holds the cold-spray nozzle in a fixed position while a robot arm moves the workpiece over the particle-laden jet according to a deposition strategy determined by a proprietary 3D slicing algorithm. The De-Laval nozzle is 200 mm long with a 1 mm throat and 6.4 mm opening diameter. The carrier gas is air and is compressed to 3 MPa and heated to 530 °C. The standoff distance from the nozzle head to the build surface was fixed at 16 mm.
The estimated percentage by weight of nickel in as-printed coupons was measured using ImageJ software and Eq. (1).
dNi and dCu are density of nickel and copper, which are 8.9 g cm−3 and 8.96 g cm3, respectively.
%Ni and %Cu by vol. were calculated using ImageJ software to measure the size of the particles on the surface. The calculation was repeated 20 times in 20 images. All the tests were done at room temperature.
Test blocks were printed to the size of 20 mm × 20 mm × 40 mm. All the blocks were removed from the substrate and each block was heat treated at different temperature conditions. Heat treatment conditions are described in the next section. Each block was then cut into three coupons with the size of 20 mm × 20 mm × 12 mm for microstructure, and corrosion and hardness tests.
After corrosion and hardness tests, the heat treatment condition that resulted in the best materials performance was chosen. Additional samples of the heat treatment that provided the best properties were investigated for antimicrobial and tarnish resistance tests.
All the coupons were polished to 3 µm surface finish prior to any experiment.
2.3 Sintering process
The as-printed samples were subjected to SSS to form alloys from multi-metal powder components. SSS creates metallurgical bonding and reduces porosity and improves the overall properties of the samples. The selected temperature range aims to encompass a broad spectrum of sintering temperatures for the solid material, based on the phase diagram. The upper limit of the temperature range must remain below the solidus temperature (approximately 1090 °C) indicated on the phase diagram for the alloy [24]. Cooling methods were primarily water quench to increase the general strength of the material which has been shown in different alloy in previous studies [25,26,27]. The microstructure results (described in Sect. 3.2) revealed pronounced porosity when subjected to water quenching. Consequently, another alternative cooling approach, specifically air cooling at 1030 °C, was employed. This temperature was identified as the point at which the lowest porosity was observed when using water quenching, indicating its potential for reducing overall porosity. Different SSS temperatures range from 900 °C to 1060 °C, and times and cooling methods are provided in Table 1.
2.4 Microstructural characterisation
All the coupons used for microstructure observation were polished and etched using 100 mL ethanol, 25 g hydrochloric acid and 5 g ferric chloride. Optical microscopy (OM) revealed the porosity, grain size and microstructure characteristics of as-printed and heat-treated samples. In addition, scanning electron microscopy (SEM), was used to study the microstructure of the powder and chemical composition of all coupons, surface morphology of as-printed part and after antimicrobial performance test.
2.5 Micro hardness and general hardness
A micro hardness test was carried out to evaluate the hardness of each grain form after the heat treatment process. Micro hardness of coupons heat treated at three heat treatment conditions 1000 °C and WQ, 1030 °C, and WQ, 1030 °C, and AC were carried out at the load of 0.01 kgf to measure the Vickers hardness of grains using Struers DuraScan. The heat treatment conditions at 900 °C and 1060 °C have been excluded from consideration due to the findings presented in Sect. 3.2. Specifically, the microstructure analysis revealed a lack of homogenisation at the 900 °C heat treatment, indicating uneven distribution of elements or phases within the material. Additionally, the heat treatment conducted at 1060 °C resulted in a remarkably high level of porosity, indicating that the structural integrity of the material was compromised at this temperature. As a result of these observations, these two temperature points were not considered further in the study, as they demonstrated undesirable outcomes that could potentially affect the material’s performance and properties. Other loads of 0.05, 0.1, 1, 2.5, 3, 5 kgf were also applied to observe the change of Vickers hardness versus the load applied.
2.6 Corrosion experiments
Corrosive solution used is synthetic palm solution which creates a similar corrosive environment to human palm sweat [28]. The solution consists of 8 g of sodium chloride, 60 mL acetic acid 50% V/V and diluted to 1 L with de-ionised water.
Gamry potentiostat and a three-electrode setups with platinum coating counter electrode and Ag/AgCl reference electrode were used for corrosion test. The results were then generated using Gamry Echem software.
Electrochemical impedance spectroscopy (EIS) and potentiodynamic polarisation were recorded after 2 h of stabilisation under OCP value. The EIS tests were carried out at OCP and the amplitude value was 10 mV with a frequency range from 0.05 Hz to 1 MHz. The impedance data were analyzed by an equivalent circuit utilising software Gamry Echem. The polarisation curve was recorded potentiodynamically at a scan rate of 0.167 mVs−1 starting from -0.25 V vs. OCP to 1.0 V vs. OCP. Corrosion potential, corrosion current density and corrosion rate were recorded from the curve.
2.7 Antimicrobial performance
To study the antimicrobial properties of the alloy Pseudomonas aeruginosa ATCC 9027 was used. P. aeruginosa was selected as the test organism as it is a well-known and clinically relevant bacterium that is found in various environments, including hospitals, water sources, and soil. It is also notorious for its ability to develop antibiotic resistance and cause infections, making it an important model organism for antimicrobial studies. The preparation of P. aeruginosa involved cultivating the bacterium in a nutrient-rich broth under controlled conditions. After reaching a specific growth phase, the bacterial cells were harvested, washed to remove any residual medium, and then standardised to ensure consistent bacterial concentration. This standardised culture was used to inoculate the test samples, ensuring uniform bacterial loading for accurate assessment of the antimicrobial properties of copper-treated surfaces. In this study, the tryptic soya agar method was employed instead of more quantitative approaches, driven by the underlying assumption that copper exhibits efficient bactericidal effects within a brief period [29, 30].
All the samples, bottles and other handling equipment were autoclaved at 121 °C for 20 min before carrying out the antibacterial test. The coupons were sonicated in 70% ethyl alcohol for 20 min, placed in Petri dishes containing tryptic soya agar, and dried at 37 °C for 30 min in a biohazard cabinet. The antibacterial assay was performed by adding 50 μL of bacterial inoculum at a concentration of 2.4 × 107 CFU/mL to the surfaces of coupons and control sample (glass surface) samples. Five coupons of commercial stainless steel SS 316 were also used in this experiment for comparison. Sterile spreaders were used for spreading bacteria solution on the surfaces of all the coupons. The coupons were then incubated at 37 °C for different times, 1, 5, 10, 20 and 30 min. After incubation, the sample surfaces were washed with 100 μL of phosphate buffer saline (PBS) solution at pH 7.3. To observe the presence of bacteria after the test, 1μL of the washed solution was used to plate petri dish containing tryptic soya agar. This plating method was used to estimate the presence of bacterial colonies.
2.8 Tarnish resistance performance
A coupon heat treated at the best heat treatment condition at the size of 20 mm × 20 mm × 20 mm with round corners was used for direct hand contact test. The coupon was polished to 3 µm finished and was rinsed with ethanol 70% for 5 min to sterilise the coupon. The coupon was held in bare hands of five different people every day for 5 min continuously for 30 days to observe any colour change.
3 Results and discussion
3.1 Microstructure characteristics of powder and as-printed coupons
The SEM images (Fig. 2) below show the morphologies of nickel and copper powder particles and the mixture containing 20% wt of Ni. Nickel powder has spherical shape with spikey, needle-like texture and a uniform size distribution, as shown in Fig. 2a, and they are also much smaller than the copper powder. Copper powder has irregular shape with different sizes, ranging from 10 µm to 45 µm as shown in Fig. 2b. The utilization of irregularly shaped powder particles has been demonstrated to yield superior mechanical properties when employing Cold-Spray Technology. This superiority arises due to the heightened deposition efficiency and improving bonding between particles associated with this particle morphology [31]. The different sized particles of nickel and copper powder seem to form a reasonably close-knit texture in the loose powder mixture as shown in Fig. 2c.

Powders characteristic by SEM a nickel powder; b copper powder; c mixed powder with copper particles highlighted in red
From Fig. 3a, b it can be seen that the as-printed samples are well-packed with very little pores between the nickel and copper particles. All the coupons were found to be highly dense with rare presence of pores between particle boundaries as can be seen from Fig. 3a, b. The small size of nickel particles seems to fit in the cavities produced by the irregular shaped copper particles. Figure 3c shows the fitting of nickel particles among the grain boundaries of copper particles.

Surface morphology of as-printed and etched coupon: a before etching–OM, b after etching–SEM; c after etching–OM
The %Ni is 22.4% ± 1.6% which is higher than in the mixed powder and this indicates nickel had higher deposition efficiency than copper.
3.2 Microstructure characteristic of heat-treated coupons
Microstructure of all coupons after etching are all alpha phase (Fig. 4). It can be seen that grains grew with increasing heat treatment temperature. There was a significant growth of grains in samples heat treated at 1030 °C (Fig. 4e) when compared to samples heat treated at 1000 °C (Fig. 4d). Copper-nickel alloys with large grains size have been shown to have higher corrosion resistance [31] but lower yield stress [32].

Microstructure of samples heat treated at a 900 °C and WQ b 1000 °C and WQ c 1030 °C and WQ d 1060 °C and WQ e 1030 °C and AC
Porosity was consistently observed along the grain boundaries in all the examined coupons. The formation of pores at the interfaces between particles can be attributed to the dissolution of oxide layers and the entrapment of air during the cold-spray process. Notably, the samples subjected to water quenching exhibited larger and more prominent pores. This can likely be attributed to the entrapment of air during the Cold-Spray deposition, leading to the generation of these larger pores [33, 34]. In contrast, the air-cooled samples displayed fewer and smaller pores. This outcome can be rationalised by the extended cooling period allowed during the air-cooling process, facilitating the gradual diffusion of air from the material. This gradual cooling rate enables the air to escape more effectively, resulting in a reduction in the number and size of large pores. Furthermore, it is possible that the high porosity surface observed in the coupons quenched with water may also be influenced by hydrogen embrittlement [35,36,37]. This phenomenon could contribute to the increased porosity on the material surface. These findings collectively illuminate the porosity origins, underscore the impact of cooling methods on pore size and distribution, and suggest a potential role for hydrogen embrittlement in porosity development.
Figure 5 shows the scale layer formed outside of the coupon heat treated at 1030 °C and AC was thinner than coupon heat treated at 1030 °C and WQ.

Scale layers formed on coupon heat treated at a 1030 °C and WQ and b 1030 °C and AC
After removing the scale layers by a scrapper, the surface of cross section of both coupons was observed under microscope (Fig. 6) it can be clearly seen that there is a porous layer formed outside the coupon quenched by water (Fig. 6a) whereas there are none in the coupon cooled by air (Fig. 6b). It has been shown that there is a possibility of hydrogen embrittlement due to water quenching of variety of materials [35,36,37]. Hydrogen can be generated from hot water when materials are quenched from high temperature and could cause microscopic traps and pores are created on the surface of materials [38]. NASA has pointed out that copper alloys are prone to embrittlement [39]. Thus, quenching copper-nickel alloy by water from high temperature could cause high porosity layer formed on the surface of the materials.

Cross section of coupon heat treated at a 1030 °C and WQ and b 1030 °C and AC
It can be seen in Fig. 6 that there is the absence of nickel particles in the microstructure. During heat treatment the diffusion of nickel and copper into each other has occurred [40]. Although one would expect that the thin layer that may have been present on the surface of the powders had not prevented the diffusion of metals into one another.
3.3 Potentiodynamic polarisation and EIS results
Figure 7 and Table 2 show that the corrosion rate decreased with increasing heat-treatment temperature from 900 °C to 1030 °C and increased at a heat treatment temperature higher than 1030 °C. This suggests that 1030 °C is the optimum temperature for heat treating CS copper-nickel alloy. Additionally, in comparison with water quench coupons, coupons heat treated at 1030 °C and AC had lower corrosion rate in palm sweat solution.

Potentiodynamic polarisation graph of all coupons
Figure 8 presents the Nyquist plot encompassing all coupons, revealing insights into material behaviour within a corrosive environment like palm sweat solution. The capacitive arc’s radius in the Nyquist plot defines the material’s resistance to such corrosive conditions. To model this behaviour, the equivalent circuit (EC) model Rs[QCPE[Rb[CdlRct]]] was employed to fit the experimental data. Here, Rs signifies solution resistance, Rb denotes material resistance, Rct signifies charge transfer resistance, and Cdl symbolises electrical double layer capacitance. A constant phase element (QCPE) was introduced to capture deviations from ideal capacitive behaviour.

Nyquist plot (a) and Bode plot (b) of all coupons from EIS test with EC model in Nyquist plot
Interestingly, the coupon subjected to heat treatment at 1030 °C and subsequently air-cooled (AC) exhibited a significantly larger radius, suggesting superior corrosion resistance compared to the other samples. Conversely, coupons heat treated at 900 °C demonstrated the lowest corrosion resistance. Intriguingly, impedance trends increased as the heat treatment temperature rose from 900 °C to 1030 °C and water quench (WQ), but decreased as temperatures climbed from 1030 °C to 1060 °C. This observation aligns with the potentiodynamic findings.
In the Bode plot, all coupons exhibited decreasing absolute impedance |Z| as frequency increased. From a frequency of 100 Hz, impedance stabilized at a low value, indicating reliance on solution resistance (Rs) beyond this point. Phase peaks for all coupons occurred within the 1–10 Hz frequency range, indicative of heightened capacitance generation in this interval (as depicted in Fig. 8b and Table 3). The coupon heat treated at 1030 °C and AC displayed the highest theta phase, signifying elevated capacitance. This implies that this particular coupon developed a more robust double layer on its surface in the corrosive solution, setting it apart from the other coupons.
3.4 Microhardness results
Figure 9 illustrates the hardness outcomes for all samples under varying loads. Notably, an inverse relationship between load and hardness is evident, wherein hardness diminishes with increasing load. This phenomenon can be attributed to the presence of surface pores within the materials, which tend to reduce the overall hardness. Further analysis indicates that the coupon subjected to heat treatment at 1030 °C and subsequently air-cooled (AC) exhibited superior strength in comparison to the other coupons. This enhanced strength underscores the efficacy of this specific heat treatment and cooling method, which likely contributed to minimising pore-related effects and promoting denser material microstructures conducive to higher hardness.

Microhardness of three coupons vs. load applied
3.5 Antimicrobial performance and tarnish resistance results
As from the corrosion test and microhardness test results, the optimum condition for heat treatment CS copper-nickel alloy is at 1030 °C and AC. Thus, this condition was tested for antimicrobial performance.
Figure 10 serves as a compelling visual testament to the remarkable antibacterial prowess exhibited by the copper-nickel alloy. Impressively, within a mere 30-min exposure period, this alloy achieved complete bacterial eradication, underscoring its potent antibacterial capabilities. In contrast, SS316 displayed considerably less resilience against the microorganisms, with its antibacterial effectiveness falling short in comparison. This stark juxtaposition not only accentuates the superior antibacterial potential of the copper-nickel alloy but also accentuates the imperative of material selection in contexts where microbial resistance is paramount.

Antibacterial performance of SS316 and copper-nickel alloy
It has been substantiated in the literature that copper alloys exhibit outstanding antimicrobial properties [13, 15, 16, 41,42,43,44]. The release rate of copper ions and the affinity of nanoparticles affinity to the cell membrane have been identified as pivotal factors contributing to copper’s antibacterial attributes. In essence, whether in surface-bound or particulate form, the bactericidal effect becomes operative upon contact. The contact-mediated eradication mechanism stands as a significant hypothesis underscoring the antimicrobial action of copper as an agent against microorganisms.
The discernible disparity in antibacterial outcomes serves as a powerful reminder of the pivotal role that material composition plays in shaping performance characteristics, particularly in microbiologically sensitive environments.
In addition to the antibacterial efficacy, the copper-nickel alloys manufactured through the Cold-Spray Technology demonstrate a commendable resistance to tarnishing. This property becomes vividly evident in Fig. 11, where the enduring silver hue of the coupons remains unaltered even after undergoing continuous touching and scrubbing over an extensive 30-day period.

Tarnish resistance performance of copper-nickel alloy
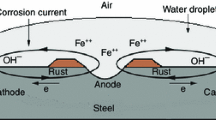
The tarnishing observed on the surface of door handles arises from the effect of metallic corrosion, brought about by exposure to corrosive surroundings, including atmospheric moisture and palm sweat from human hands. This form of metallic corrosion, often referred to as “sweat corrosion,” predominantly stems from the presence of salt (NaCl), with a lesser influence from compounds like lactic acid and urea [43, 45, 46]. Insights gleaned from the corrosion outcomes in Sect. 3.3 affirm the alloy’s remarkable corrosion resistance in synthetic palm sweat solution, which concurrently signifies its robust resistance to tarnishing.
This resistance to tarnishing substantiates the robustness of the copper-nickel alloy’s surface, corroborating its suitability for applications where preservation of aesthetic and functional attributes is of paramount importance. The preservation of the alloy of its initial appearance amidst continuous contact reaffirms its promise as an innovative material choice for applications demanding both performance and visual longevity.
4 Conclusion
In this study, a copper-nickel alloy was successfully created using a blend of copper and nickel powder materials via Cold-Spray Additive Manufacturing. It was discovered that when the copper-nickel alloy underwent heat treatment at 1030 °C and cooled naturally in the air, it exhibited optimal material properties including microstructure, corrosion resistance, and hardness, surpassing other heat treatment conditions. However, heat treatments at 900 °C and 1000 °C revealed inadequate homogenisation within the samples, while treatment at 1060 °C appeared to generate a significant amount of porosity. The cooling process also played a role in influencing porosity formation.
Moreover, the cold-sprayed copper-nickel alloy showcased impressive antimicrobial properties. Impressively, bacteria were effectively eradicated after just 30 minutes of exposure. Furthermore, the alloy demonstrated a high level of resistance to tarnishing, retaining its silver colour even after continuous handling for a month. This copper alloy holds potential as a self-sterilising material suitable for use in public accessories and healthcare settings. This aligns with the growing emphasis on hygiene, ushering in a new era of materials designed to enhance health and sanitation standards.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article.
References
Horna-Campos OJ et al (2011) Pulmonary tuberculosis infection among workers in the informal public transport sector in Lima. Peru J Occup Environ Med 68(2):163–165. https://doi.org/10.1136/oem.2009.051128
Murano Y et al (2021) Impact of domestic travel restrictions on transmission of COVID-19 infection using public transportation network approach. Sci Rep 11(1):3109. https://doi.org/10.1038/s41598-021-81806-3
Troko J et al (2011) Is public transport a risk factor for acute respiratory infection? BMC Infect Dis 11(1):1–6. https://doi.org/10.1186/1471-2334-11-16
Bertone M et al (2022) Assessment of SARS-CoV-2 airborne infection transmission risk in public buses. Geosci Front 13(6):101398. https://doi.org/10.1016/j.gsf.2022.101398
Moss R et al (2019) What can urban mobility data reveal about the spatial distribution of infection in a single city? BMC Public Health 19(1):1–16. https://doi.org/10.1186/s12889-019-6968-x
Park J, Kim G (2021) Risk of COVID-19 infection in public transportation: the development of a model. Int J Environ Res Public Health 18(23):12790. https://doi.org/10.3390/ijerph182312790
Elbadawy HM et al (2021) The detection of SARS-CoV-2 in outpatient clinics and public facilities during the COVID-19 pandemic. J Med Virol 93(5):2955–2961. https://doi.org/10.1002/jmv.26819
Costerton JW, Geesey GG, Cheng K-J (1978) How bacteria stick. Sci Am 238(1):86–95
Macgregor G (2020) Surface contamination—how long do viruses and bacteria remain infectious? The International Sports Sciences Association, 2020. Accessed 15 Aug. 2023. https://www.fmlink.com/articles/how-long-viruses-and-bacteria-remain-infectious/
Thompson K-A, Bennett A (2017) Persistence of influenza on surfaces. J Hosp Infect 95(2):194–199. https://doi.org/10.1016/j.jhin.2016.12.003
Barker J, Vipond I, Bloomfield SF (2004) Effects of cleaning and disinfection in reducing the spread of norovirus contamination via environmental surfaces. J Hosp Infect 58(1):42–49. https://doi.org/10.1016/j.jhin.2004.04.021
Nurhayani D, Korda AA (2015) The effect of nickel addition on antimicrobial, physical, and mechanical properties of copper-nickel alloy against suspensions of Escherichia coli. In: AIP Conference Proceedings. AIP Publishing LLC. DOI: https://doi.org/10.1063/1.4930727
Loh XJ (2017) Latest advances in antibacterial materials. J Mol Eng Mater 5(01):1740001. https://doi.org/10.1142/S2251237317400019
Vasilev K, Cavallaro A, Zilm P (2018) Antibacterial materials and coatings. Molecules. https://doi.org/10.3390/molecules23030585
Chatterjee AK, Chakraborty R, Basu T (2014) Mechanism of antibacterial activity of copper nanoparticles. Nanotechnology 25(13):135101. https://doi.org/10.1088/0957-4484/25/13/135101
Inkinen J et al (2017) Copper as an antibacterial material in different facilities. Lett Appl Microbiol 64(1):19–26. https://doi.org/10.1111/lam.12680
Mehtar S, Wiid I, Todorov S (2008) The antimicrobial activity of copper and copper alloys against nosocomial pathogens and Mycobacterium tuberculosis isolated from healthcare facilities in the Western Cape: an in-vitro study. J Hosp Infect 68(1):45–51. https://doi.org/10.1016/j.jhin.2007.10.009
Horn TJ, Gamzina D (2020) Additive manufacturing of copper and copper alloys. ASM Handbook, ASM International 2020. https://doi.org/10.31399/asm.hb.v24.a0006579
Stampfl J et al (2020) AM’s industrial impact celebrated as Sweden hosts ASMET’s fourth metal additive manufacturing conference. Met AM 6(1):159–167
Prashar G, Vasudev H (2021) A comprehensive review on sustainable cold spray additive manufacturing: state of the art, challenges and future challenges. J Clean Prod 2021:127606. https://doi.org/10.1016/j.jclepro.2021.127606
Akhtar F (2008) An investigation on the solid state sintering of mechanically alloyed nano-structured 90W–Ni–Fe tungsten heavy alloy. Int J Refract Hard Met 26(3):145–151. https://doi.org/10.1016/j.ijrmhm.2007.05.011
Bounhoure V et al (2015) Effect of Cr addition on solid state sintering of WC–Co alloys. Int J Refract Hard Met 52:21–28. https://doi.org/10.1016/j.ijrmhm.2015.05.002
Ryu HJ, Hong SH, Baek WH (2000) Microstructure and mechanical properties of mechanically alloyed and solid-state sintered tungsten heavy alloys. Mater Sci Eng A 291(1–2):91–96. https://doi.org/10.1016/S0921-5093(00)00968-0
Turchanin M, Agraval P, Abdulov A (2007) Phase equilibria and thermodynamics of binary copper systems with 3 d-metals. VI. Copper-nickel system. Powder Metall Met Ceram 46:467–477. https://doi.org/10.1007/s11106-007-0073-x
Chiu Y-C et al (2020) The effects of Cu, Zn and Zr on the solution temperature and quenching sensitivity of Al–Zn–Mg–Cu alloys. Mater Chem Phys 247:122853. https://doi.org/10.1016/j.matchemphys.2020.122853
Boltax A (1959) Precipitation processes in copper-rich copper-iron alloys. Vol. 1210. United States Atomic Energy Commission, Office of Technical Information
Bernardin JD, Mudawar I (1995) Validation of the quench factor technique in predicting hardness in heat treatable aluminum alloys. Int J Heat Mass Transf 38(5):863–873. https://doi.org/10.1016/0017-9310(94)00204-9
Fredj N et al (2013) Study of relative color stability and corrosion resistance of commercial copper alloys exposed to hand contact and synthetic hand sweat. Corros Sci 76:415–423. https://doi.org/10.1016/j.corsci.2013.07.015
Hassan A et al (2011) Evaluation of different detection methods of biofilm formation in the clinical isolates. Braz J Infect Dis 15:305–311
Balestra G, Misaghi I (1997) Increasing the efficiency of the plate counting method for estimating bacterial diversity. J Microbiol Methods 30(2):111–117
Tan ZJ et al (2019) Relationship between corrosion resistance and microstructure of copper-nickel alloy pipes in marine engineering. Mater Sci Forum. https://doi.org/10.4028/www.scientific.net/MSF.944.389
Nakanishi K, Suzuki H (1974) Analysis of the grain size dependence of the yield stress in copper-aluminum and copper-nickel alloys. Trans Japan Inst Met 15(6):435–440. https://doi.org/10.2320/matertrans1960.15.435
Moridi A et al (2014) Cold spray coating: review of material systems and future perspectives. Surf Eng 30(6):369–395. https://doi.org/10.1179/1743294414Y.0000000270
King PC, Zahiri S, Jahedi M (2008) Focused ion beam micro-dissection of cold-sprayed particles. Acta Mater 56(19):5617–5626. https://doi.org/10.1016/j.actamat.2008.07.034
Liu X, McMahon C Jr (2009) Quench cracking in steel as a case of hydrogen embrittlement. Mater Sci Eng A 499(1–2):540–541. https://doi.org/10.1016/j.msea.2008.08.035
Nagu GA, Namboodhiri T (2003) Effect of heat treatments on the hydrogen embrittlement susceptibility of API X-65 grade line-pipe steel. Bull Mater Sci 26(4):435–439. https://doi.org/10.1007/BF02711189
Reda Y, El-Shamy A, Eessaa AK (2018) Effect of hydrogen embrittlement on the microstructures of electroplated steel alloy 4130. Ain Shams Eng J 9(4):2973–2982. https://doi.org/10.1016/j.asej.2018.08.004
Fernández-Sousa R, Betegón C, Martínez-Pañeda E (2020) Analysis of the influence of microstructural traps on hydrogen assisted fatigue. Acta Mater 199:253–263. https://doi.org/10.1016/j.actamat.2020.08.030
Lee JA (2016) Hydrogen embrittlement. Hunstville, Alabama: NASA, April, 2016. Accessed 10 June. 2022. https://ntrs.nasa.gov/citations/20160005654
Wikstrom N, Egbewande A, Ojo O (2008) High temperature diffusion induced liquid phase joining of a heat resistant alloy. J Alloys Compd 460(1–2):379–385. https://doi.org/10.1016/j.jallcom.2007.06.066
Matai I et al (2014) Antibacterial activity and mechanism of Ag–ZnO nanocomposite on S. aureus and GFP-expressing antibiotic resistant E. coli. Colloids Surf B: Biointerfaces 115:359–367. https://doi.org/10.1016/j.colsurfb.2013.12.005
Morrison KD, Misra R, Williams LB (2016) Unearthing the antibacterial mechanism of medicinal clay: a geochemical approach to combating antibiotic resistance. Sci Rep. https://doi.org/10.1038/srep19043
Horton D et al (2015) Tarnishing and Cu ion release in selected copper-base alloys: implications towards antimicrobial functionality. Electrochim Acta 169:351–366. https://doi.org/10.1016/j.electacta.2015.04.001
Chang T et al (2021) A novel methodology to study antimicrobial properties of high-touch surfaces used for indoor hygiene applications—a study on Cu metal. PLoS ONE 16(2):e0247081. https://doi.org/10.1371/journal.pone.0247081
Burton J, Pye R, Brookes D (1976) Metal corrosion by chloride in sweat: the problem of ‘Rusters’ in industry. Br J Dermatol 95(4):417–422. https://doi.org/10.1111/j.1365-2133.1976.tb00843.x
Lind SE (1972) Corrosion of metals by human sweat and its prevention. Corros Sci 12(9):749–755. https://doi.org/10.1016/S0010-938X(72)91242-5
Acknowledgements
This research was supported by APR Intern Program, SPEE3D and Charles Darwin University. We thank Mathew Harbidge from SPEE3D for assistance with 3D print samples. We would also like to thank Andrew Duguid and Steven Camilleri from SPEE3D for comments that greatly improved the manuscript.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tran, T.T.T., Krishnan, K. Antimicrobial property, corrosion resistance and tarnish resistance of cold-sprayed additive manufactured copper-nickel alloy. Prog Addit Manuf (2023). https://doi.org/10.1007/s40964-023-00517-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-023-00517-5