
Abstract
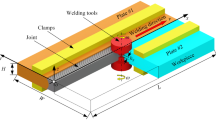
This works deals with the determination of the optimized parameters in friction stir welding (FSW) process; this through the determination of the optimal operating conditions (the welding velocity and power) necessary for welding a typical Aluminum alloy material AA2195-T8. A physical model based on the Lagrangian formulation considering a surfacic heat source that moves during the welding process, was applied. The used model predicts the evolution of the thermal field and the maximum temperature over time. Sequential quadratic programming (SQP) was used to solve the constrained multi-objectives optimization problem, in which the objective functions consist to minimize the dissolution time into heat affected zone (HAZ) and the length heat affected zone. In which, the simulated temperature profiles and the natural aging kinetics have been correlated to predict the hardness profiles in the FSW workpiece. The good agreement between the results of the two approaches would it possible to use the proposed numerical model to predict the thermal field and the maximum value of the temperature. The optimization process has demonstrated its robustness and the main results obtained are: the optimal parameters show a reduction of 13.44% in the temperature value at HAZ compared to the initial case, while a reduction of 46.5% in the dissolution time was recorded. The lower hardness zone in the optimal case retracted to the weld midline, the minimum hardness value at the thermal affected zone increases compared to the initial case.











Similar content being viewed by others

References
Thomas WM, Nicholas ED, Needham JC, Murch MG, Temple-Smith P, Dawes CJ (1995) Friction welding. Google Patents
Mishra RS, Ma Z (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1–2):1–78
Boukraa M, Lebaal N, Mataoui A, Settar A, Aissani M, Tala-Ighil N (2018) Friction stir welding process improvement through coupling an optimization procedure and three-dimensional transient heat transfer numerical analysis. J Manuf Process 34:566–578
Boukraa M et al (2021) Effects of boundary conditions and operating parameters on temperature distribution during the friction stir welding process. In: IOP conference series: materials science and engineering, vol 1140(1), p 012050
P. Cavaliere, G. Campanile, F. Panella, A. Squillace (2006) Effect of welding parameters on mechanical and microstructural properties of AA6056 joints produced by friction stir welding. J Mater Process Technol 180(1–3):263–270
Fujii H, Cui L, Maeda M, Nogi K (2006) Effect of tool shape on mechanical properties and microstructure of friction stir welded aluminum alloys. Mater Sci Eng A 419(1–2):25–31
Sato YS, Urata M, Kokawa H (2002) Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall Mater Trans A 33(3):625–635
Scialpi A, De Filippis L, Cavaliere P (2007) Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy. Mater Des 28(4):1124–1129
Tang W, Guo X, McClure J, Murr L, Nunes A (1998) Heat input and temperature distribution in friction stir welding. J Mater Process Manuf Sci 7:163–172
Chao YJ, Qi X, Tang W (2003) Heat transfer in friction stir welding—experimental and numerical studies. J Manuf Sci Eng 125(1):138–145
Chekifi T (2018) Computational study of droplet breakup in a trapped channel configuration using volume of fluid method. Flow Meas Instrum 59:118–125
Chekifi T (2019) Droplet breakup regime in a cross-junction device with lateral obstacles. Fluid Dyn Mater Process 15(5):545–555
Chekifi T, Boukraa M, Aissani M (2021) DNS using CLSVOF method of single micro-bubble breakup and dynamics in flow focusing. J Vis 24:519–530
Zhang X, Xiao B, Ma Z (2011) A transient thermal model for friction stir weld. Part II: effects of weld conditions. Metall Mater Trans A 42(10):3229
Ahmadi H, Arab NM, Ghasemi FA (2014) Optimization of process parameters for friction stir lap welding of carbon fibre reinforced thermoplastic composites by Taguchi method. J Mech Sci Technol 28(1):279–284
Vidal C, Infante V (2013) Optimization of FS welding parameters for improving mechanical behavior of AA2024-T351 joints based on Taguchi method. J Mater Eng Perform 22(8):2261–2270
Shanavas S, Dhas JER (2017) Parametric optimization of friction stir welding parameters of marine grade aluminium alloy using response surface methodology. Trans Nonferrous Met Soc China 27(11):2334–2344
Pattanaik A, Pradhan S, Panda S, Bagal D, Pal K, Patnaik D (2018) Effect of process parameters on friction stir spot welding using grey based Taguchi methodology. Mater Today Proc 5(5):12098–12102
Kesharwani R, Panda S, Pal S (2014) Multi objective optimization of friction stir welding parameters for joining of two dissimilar thin aluminum sheets. Procedia Mater Sci 6:178–187
Bilgin MB, Meran C, Canyurt OE (2015) Optimization of strength of friction stir welded joints for AISI 430 ferritic stainless steels by genetic algorithm. Int J Adv Manuf Technol 77(9–12):2221–2233
Lebaal N, Chamoret D, Schlegel D, Folea M (2017) Thermal modelling of friction stir process (FSP) and identification parameters. Mater Phys Mech 32(1):14–20
Zhou X, Pan W, MacKenzie D (2013) Identifying friction stir welding process parameters through coupled numerical and experimental analysis. Int J Press Vessels Pip 108:2–6
Mahoney W, Rhodes CG, Flintoff JG, Spurling RA, Bingel WH (1998) Metall Mater Trans A 29:1955
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Boukraa, M., Chekifi, T., Lebaal, N. et al. Robust Optimization of Both Dissolution Time and Heat Affected Zone Over the Friction Stir Welding Process Using SQP Technique. Exp Tech 46, 677–689 (2022). https://doi.org/10.1007/s40799-021-00515-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-021-00515-8