
Abstract
Impact hydroforming (IHF), as a novel sheet metal forming technology with the advantages of high strain rate forming and flexible liquid loading, is highly suitable for efficiently manufacturing aluminum complex-shaped sheet parts. In this paper, deformation characteristics of complex sheet parts under IHF are systematically investigated. The mechanical properties of 2024 aluminum alloy under a wide range of strain rates (10−3 s−1–3.3×103 s−1) were studied. It indicated that the elongation of 2024 aluminum alloy was improved by 116.01% under strain rates of 3.306 × 103 s−1, referring to 10−3 s−1. Further, a complex-shaped part with symmetrical and asymmetrical structures was selected. The deformation characteristics of sheet and role of inertial effect under IHF were investigated with well-developed solid–liquid coupling finite element (SLC-FE) model with high accuracy. Differentiating deformation tendency is found for symmetrical structure with notably prior deformation at central zone, showing a “bulging” profile at initial forming stage. Whereas, synchronous deformation is presented for asymmetrical structure with a “flat” profile. Additionally, distinctive inertial effect was observed at different positions change for both symmetrical and asymmetrical structures, in which lower values were resulted at their central regions. Meanwhile, the inertial effect evolved with the impacting speed. Specially, larger difference of inertial effect was observed with increasing impacting speed.
Similar content being viewed by others

1 Introduction
Adopting aluminum alloys, concerning their high strength and low density, could significantly reduce airplanes’ self-weight [1]. Therefore, airplanes’ load capacity and endurance would dramatically be enhanced while ensuring the premise of safety [2]. Complex-shaped parts using in aerospace field usually adopted high-strength aluminum alloys with low plasticity at ambient temperature, such as the 2xxx or 7xxx series. These complex-shaped parts often coupled small round corners, reinforced ribs, large local deformations and deep cavities, which made the integral and high-efficiency manufacturing of the parts a difficult task in the aerospace industry [3]. Although, some advanced forming technologies, such as pulsating hydroforming [4, 5], hydroforging technology [6, 7], hydromechanical forming technology [8] and overlapping blank forming technology [9], have been realized formability enhancement of parts by changing stress states or strain paths. The complex-shaped parts, especially with large deformation, were failed to be manufactured due to low formability of aluminum alloys at ambient temperature.
The materials formability enhanced by high strain rate (HSR, > 1×103 s−1) loading has been demonstrated in recent years. Shamchi et al. [10] detected a delayed failure of circa 28% for AA2024-T3 with strain rates increasing from 10−3 s−1 to 1 150 s−1. Yu et al. [11] also obtained a break elongation improvement by 219% for AA2195 (solution treated and quenched) when strain rates increased to 4 500 s−1. Therefore, some HSR forming technologies, such as electromagnetic forming (EMF), electrohydraulic forming (EHF), have been developed to manufacture sheet parts aiming to solve the issues of low formability of materials [12]. The inertial effect that could hinder the movement change of blank after being loaded and ensure the stable deformation of parts, was considered as a main factor to be responsible for the formability enhancement of materials under HSR forming [13, 14]. The rate of void growth was reduced by inertial effect and the decreasing effect became more remarkable with the increasing of the loading rate according to the results reported by Liu et al. [15]. This also could be reflected by the necking behaviors of materials. Rajendran and Fyfe [16] investigated the influences of inertia on thin-rings failure at HSR (about 104 s−1), and their results showed that the increase of local strain in non-uniform region was suppressed by inertia. Shenoy and Freund [17] investigated the dynamic necking behavior with plane-tension at HSR by numerical analysis, and the results showed that the number of necking position increased with loading rate increasing. Nilsson [18] also obtained similar results when investigating the neck localization during high-rate extension of round bars. On the other hand, the non-distributed force under EMF or EHF also influenced the inertia effect, which eventually led to different deformation characteristics [19]. Zheng et al. [20,21,22,23] systematically investigated the hyperplasticity mechanism in DP600 sheets in different loading ways. Two innovations were discovered according to their results. The one was that the deformation zone gradually spread under EHF, which was a relative broadening of 60%, and the specimen showed a nearly ellipsoidal bulging profile after deformation. The other one was that the ultimate limit major strains were increased by 70%, and the existence of inertial effect could contribute to plastic deformation with the proportion of contribution of 87.1%, because the inertial effect could coordinate the flow of material in the deformation zone.
Analysis on the role of inertial effect on formability enhancement as aforementioned mainly focused on the case of die-less forming or free forming. However, the deformation characteristics of sheet were significantly different under free-form and cavity fill cases [24]. In addition to “inertial stabilization” against neck growth under free-form case, a phenomenon, so called “inertial ironing”, was discovered under die-constrained case that also improved formability of materials because of the significant interaction between the sheet and the die [25]. Large through-thickness shear and compressive stresses are generated due to this interaction which suppresses void growth, nucleation and coalescence [26]. Cui et al. [27] investigated the variation of sheet thickness distribution during EMF bulging with the die radius and the die corner radius of 50 mm and 10 mm. Their results indicated that the maximum thinning position transferred from the sheet center to the region near the sheet center with the voltage increase, because the direction of material flow changed by inertial effect. Moreover, die geometry also has a great influence on the sheet deformation. For example, compared to conventional forming limits, the formability of 5052 aluminum alloy could be improved approximately 26.67% by cylindrical die while that be reduced by about 25% using hemispherical die [28]. Overall, die-constrained HSR forming has a significant influence on the deformation characteristics of sheet, which are affected by die geometry. Moreover, the inertial effect is a key factor on material flow and sheet thickness distribution under HSR forming. However, the current HSR forming researches mainly focus on the symmetrical parts, such as drawing cup, cylindrical shape, conical shape, hemispherical shape, and so on. In fact, a large number parts used in aerospace are complex-shaped with coupling symmetrical and asymmetrical structures. However, the deformation characteristics of complex-shaped under HSR forming were rarely reported, especially the roles of inertial effect on complex-shaped parts forming are still unclear.
Impact hydroforming technology (IHF) is a novel sheet metal forming technology with advantages of flexible and HSR [29]. Early, many researches mainly focus on investigating the effects of impact mode, impact body mass and impact velocities on characteristics of pressure transmission at the solid-liquid interface by using underwater shock simulator or underwater explosion [30,31,32,33]. Then, the effects of impact body shape on pressure distribution and the local small features forming by using IHF were investigated in Refs. [34, 35]. IHF was used to achieve large deep ratio parts forming with excellent thickness uniformity and surface quality, which was better than traditional forming technologies [29, 36]. The detailed deformation characteristics of sheet under IHF still need to be further investigated especially for complex-shaped parts, which would drive the applications of IHF in aerospace fields. The purpose of this study is to reveal the deformation characteristics of complex-shaped parts with symmetrical and asymmetrical structures under IHF process. With combination of experiments and solid-liquid coupling finite element (SLC-FE) simulation using a proposed rate-dependent constitutive model being embedded, a selected complex-shaped part made by 2024 aluminum alloy will be simulated and manufactured under IHF process. The effect of impact speeds on deformation characteristics of symmetrical and asymmetrical structures, such as forming sequence, thickness distribution, equivalent stress/strain distribution, will be analyzed. In particular, the roles of inertial effect induced during IHF process with HSR discussed in detail under such die-constrained and complex geometry condition, which was not reported before.
2 Material and experimental methods
2.1 Material
An annealed 2024 aluminum alloy sheet with a thickness of 1.4 mm was used in the present work. The chemical composition was analyzed by inductively coupled plasma atomic emission spectrometer (ICP-AES6300), and the main elements were Al, Cu and Mg, with a ratio of Cu (mass fraction):Mg (mass fraction) ≈ 3.25, as shown in Table 1.
2.2 Experimental methods
A graphic illustration of methodology in the current work was shown in Fig. 1. There are three parts respected to be implemented. Firstly, the mechanical properties in a wide range of strain rates were carried out to determine the constitutive behavior of the 2024 aluminum alloy sheet. Secondly, according to the IHF principle, a selected complex-shaped part was manufactured by the self-developed IHF equipment. Finally, the complex-shaped part was obtained and its deformation characteristics were analyzed by combining subsequent SLC-FE simulation.

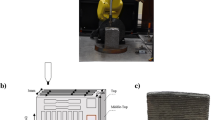
Graphic illustration of methodology in the current work. uniaxial samples used in the current work (units: mm) a QSR and b HSR, and c IHF principle, d self-developed IHF equipment, e geometry of selected complex-shaped part, f profile of A-A section, g profile of B-B section
The uniaxial tested specimens were cut by an electric spark wire cutting machine along the rolling direction (RD), and two types of specimens were designed for the quasi-static strain rate (QSR) and HSR tests, as shown in Figs. 1a, b, respectively. The size of QSR sample was designed with the Chinese standard GB/T 228.1-2010 and the gauge length was determined as 60 mm to conveniently use extensometer. Whereas, there still lacks a standard for geometry design of HSR tensile test specimen by split Hopkinson tensile bar (SHTB) [37]. To obtain higher strain rates, the HSR sample dimensions should be reduced with an ascertained uniaxial tress state.
The QSR specimens were tested using a Zwick Z150 tester, in which the maximum loading force was 150 kN with an accuracy of ±1%, and the velocity range of clamping was 0.001–500 mm/min. The tested strain rates of QSR were determined to be 10−3 s−1, 10−2 s−1 and 10−1 s−1. The HSR specimens were tested on an SHTB apparatus, where the lengths of the steel incident bar and transmission bar were 2.8 m and 1.2 m, respectively, and the diameters of these bar were all 15 mm. In addition, a brass sheet was used as a pulse shaper during testing. The waveform was recorded through a strain gauge fixed to the middle of the incident and transmission bar. Assuming that the stress wave transmission satisfies one-dimensional wave theory, the engineering strain, engineering stress, and strain rate can be calculated as follows [37]
where \(\varepsilon (t)\), \(\sigma (t)\) and \(\dot{\varepsilon }(t)\) are the engineering strain, engineering stress and strain rate, respectively; \(\varepsilon_{{\text{R}}} (t)\) and \(\varepsilon_{{\text{T}}} (t)\) are the signals of the reflected wave and transmission wave, respectively; \(C_{0}\) is the transmission speed of the stress wave in the steel bar; \(l_{0}\) is the gauge length of the specimen; E is the Young’s modulus of the bar; \(A_{0}\) and \(A_{1}\) are the section areas of the specimens and bars, respectively; and t is deformation time. The values correlated to Eqs. (1)–(3) are shown in Table 2.
A complex-shaped part coupling with symmetrical and asymmetrical shape was selected as shown in Fig. 1e, which was also an actually used part in aerospace industry. Investigation on such kind of part would be beneficial for understanding the deformation characteristics and guide for structure design of part for engineers. The A-A section and B-B section of the part were shown in Figs. 1f, g to clearly show the geometric characteristics. The profile shows a symmetrical profile for the A-A section with a minimum corner radius of 3 mm and an inclined angle of 70° of the sidewalls. For the B-B section, an asymmetrical profile was displayed with a depth of 16.33 mm and an inclined angle of 69° and 21° of left and right sidewall, respectively.
The IHF principle is shown in Fig. 1c. The hammer (9) impacted the liquid medium (7) in the die sleeve (5) and liquid chamber (6), where a piston (8) was used to avoid leakage. The stress wave was induced by high-speed hammer impact and further transmitted to the surface of the blank (3) through a liquid medium and forced the plastic deformation of the blank until filling the cavity of the female die (2) with some vent (1). Furthermore, a gasket (4) was used to provide a binder gap. Then, the forming experiments were conducted on self-developed IHF equipment, as shown in Fig. 1d. The female die and the die sleeve were assembled in the forming area. In addition, the female die was connected to a hydraulic cylinder to support the die closing force. The liquid chamber with 200 mm depth and the die sleeve with 60 mm were filled with the liquid medium. The instantaneous speed of the hammer before impacting the liquid was measured through an infrared velocimetry system. An air compressor that provided specific gas pressure was used to drive the hammer with the mass of 5.12 kg. During experiments, the speed of the hammer could be controlled by setting different gas pressures. In addition, the surface between the blank and female die should be lubricated by the silicone grease during forming.
3 Multi-physics field SLC-FE simulation
3.1 Constitutive modeling establishment
Figure 2 shows the uniaxial tensile test results and fractured specimens at different strain rates. For the HSR test, the strain rate experiences an “accelerate-stable-slowing” process. Therefore, the strain rate is defined as the average value of the stable area in the present study. The fracture shape of gauge area was transformed from inclined 45° with respect to the specimen axis in QSR to 90° in HSR. From Fig. 2, the strength and elongation at HSR are enhanced compared to QSR. Referring to 10−3 s−1, the elongation at 3 306 s−1 increased by 116.01%. These results indicated that the formability of 2024 aluminum alloy could be improved by HSR loading. Therefore, the risk of cracks and overthinning defects may decrease by using IHF.

Engineering stress–strain curve at different strain rates
On the other hand, it is essential to establish a constitutive model to predict the deformation behavior of 2024 aluminum alloy because the high accuracy of SLC-FE simulation is mainly based on the material’s property definition. Liu et al. [38] compared the prediction accuracy between the Johnson-Cook (JC) and the Cowper-Symonds models for 2024 aluminum alloy. The predicted results suggested that JC model was more accurate for the 2024 aluminum alloy at HSR. Therefore, the JC model was adopted in the current study and its detailed expression was shown as follows [39]
where \(\varepsilon_{{\text{p}}}\) is the plastic strain; \(n\) is the strain hardening exponent; \(\dot{\varepsilon }{}^* = \dot{\varepsilon }/\dot{\varepsilon }_{0}\) is the strain rate ratio; and \(\dot{\varepsilon }\) and \(\dot{\varepsilon }_{0}\) are the current strain rate and reference strain rate (10−3 s−1 in the present study), respectively. \(T{}^* = (T - T_{{\text{r}}} )/(T_{{\text{m}}} - T_{{\text{r}}} )\), where \(T_{{\text{r}}}\) is the room temperature; \(T_{{\text{m}}}\) is the melt temperature of the materials; \(T\) is the current temperature. Kapoor and Nemat-Nasser [40] considered plastic deformation as an adiabatic process under HSR loading, and the plastic deformation work was almost transmitted into internal energy that caused the increase of the specimen temperature. Based on the Kapoor and Nemat-Nasser [40] theory, the maximum temperature rise of 2024 aluminum alloy is 33.65 ℃ under the tested strain rate range. Therefore, thermal softening can be neglected in the present work. Eq. (4) is simplified as
Equation (4) parameters were calculated through the stress-strain data based on the method proposed by Johnson and Cook [39]. The calculated results are shown in Table 3.
The predicted results of JC model are shown in Fig. 3. JC model can accurately predict the flow stress in the true strain range of 0–0.15 under QSR loading, while a large gap occurs beyond the true strain of 0.15. The discrepancy between the predicted values and experimental data is due to the difference in strain rate hardening. Therefore, it is not suitable to express the parameter \(C\) as a constant. Tan et al. [41] also noted the same issues when establishing the constitutive models of 7050-T7451 aluminum alloy. They proposed a binary quadratic polynomial regression model, taking the interaction of the independent variables into account, appropriate for describing the relationships between \(C\) and true strain and logarithm strain rates.

Comparison between predicted values by JC model and experimental data a QSR, b HSR
Therefore, to obtain a more accurate prediction of the deformation behavior of 2024 aluminum alloy under different strain rates, a \(C\) function containing the plastic strain and strain rate was self-developed through multiple nonlinear regression as follows
The true stress was obtained under different true strain levels (0.01, 0.03, 0.06, 0.09, 0.12, 0.15 and 0.18) selected from stress-strain curves at different strain rates. The parameters of \(C_{1}^{\prime } - C_{3}^{\prime }\) in Eq. (6) were fitted by nonlinear regression according to the least square’s method. The calculated results are shown in Table 4.
Figure 4 compares the modified JC (MJC) model prediction and experimental data. The results of the proposed MJC model are consistent with the experimental results. This result indicates that the MJC model can accurately predict the yield behavior and hardening behavior of 2024 aluminum alloy at a wide range of strain rates.

Comparison between predicted values by MJC model and experimental data a QSR, b HSR
To further identify the predictability between JC model and MJC model, some standard statistical parameters, such as correlation coefficient (R) and root mean square error (RMSE, its value is show as VRMSE), were adopted to quantitively evaluate the prediction accuracy by Eqs. (7) and (8) [37]
where \(\sigma_{\exp .}^{i}\), \(\overline{\sigma }_{\exp .}\), \(\sigma_{{{\text{pre}}.}}^{i}\), \(\overline{\sigma }_{{{\text{pre}}.}}\) and \(N\) are the experimental flow stress, the mean value of the experimental flow stress, the predicted flow stress, the mean value of the predicted flow stress and the total number of points used in this investigation respectively. The higher R value and the lower RMSE value represent the higher prediction accuracy. The calculation results of the R value and the RMSE value have been verified that the prediction accuracy of MJC model is better than that JC model as shown in Fig. 5. Therefore, MJC model is more suitable to describe the hardening behavior of 2024 aluminum alloy in the numerical modelling.

Correlation between the experimental and predicted stresses determined using a JC model and b MJC model
3.2 SLC-FE simulation
Due to the extremely short time of the IHF, it is very difficult to monitor the change in related variables during deformation in real-time. With the development of the FE method, the variation of state variables can be obtained by simulating the forming process. FE simulations have become an important way to study the HSR forming process and reveal the physical mechanism during forming. In this study, the IHF process was simulated by ABAQUS software. A multi-physics field SLC-FE model was established, as shown in Figs. 6a, b, including the hammer, the work chamber, the liquid, the binder, the gasket, the blank, and the female die. All instances meshed as solid elements with C3D8 type except for liquid (EC3D8R), and detailed meshing information are listed in Table 5. The blank was defined as elastic-plastic material. According to the tensile test results, the corresponding MJC model should be embedded into ABAQUS/Explicit by the VUMAT subroutine for properties definition, as shown in Fig. 6c. In addition, the liquid was described by the Gruneisen liquid state equation. The corresponding parameter values are shown in Table 6, where \(C_{1}\) is the wave speed in the liquid, \(\rho_{1}\) the density of the liquid, and \(S_{1}\) and \(\gamma_{0}\) parameters related to the liquid. Furthermore, assuming liquid incompressibility in the SLC-FE modeling, the liquid was meshed with the Euler elements to consider the liquidity. The other instances were set as rigid bodies and meshed to Lagrange elements. In addition, the distance between hammer and liquid surface was set as 10 mm. The forming process was simulated by solving the Coupling-Euler-Lagrange (CEL) elements. The general contact was set for the whole SLC-FE model; the binder gap was set as 0.2 mm (Δ = 0.2 mm); and the binder force was set as 0.5 MPa. The impact speed was set as V1 = 25 m/s, V2 = 35 m/s and V3 = 45 m/s, respectively.

SLC-FE modeling of the IHF a layout of the geometry models, b magnified view (dotted box in red), c calculation frame of VUMAT
The complex part was formed at impact speed V2 = 35 m/s based on the IHF equipment, as shown in Fig. 7a. There are two holes in the bottom straight area of the part. Comparing with cutting the holes after forming, an ideal way so called forming-punching integrated forming could realize punching the holes at the same time as forming. This method can improve the efficiency and save cost. Especially, the accuracy of the hole’s location is enhanced. In the current work, the forming-punching integrated forming is carried out to manufacture the complex sheet workpiece in one step. The cutting process is omitted in this study and will be discussed in the future.

Results of IHF experiments and simulation at V2 = 35 m/s a experiments part, b simulation results, and the contour comparison of the c A-A section and d B-B section between experiment and SLC-FE simulation
The A-A section and B-B section profiles between the SLC-FE simulation and experiment are compared, as shown in Figs. 7b, c. The SLC-FE simulation results fit the experiments well. To further verify the prediction accuracy of SLC-FE simulation, the thickness distributions along the A-A section and B-B section were measured for the experiment formed part and SLC-FE simulation. The measurement results are shown in Figs. 8a, b. The A-A section is a symmetrical structure and its thickness distribution should also be symmetrical. The thickness distribution of half A-A section was plotted, as shown in Fig. 8a. In addition, the dashed line in Fig. 8b represents that the thickness distribution in the holes area was not measured. From Fig. 8b, the thickness measured from experiments is larger than that of numerical results, which is related to the fact that the punching process is not considered in the SLC-FE model. In real forming experiments, the punching process and die-filling process almost happened simultaneously once blank contact die bottom. The material flow near the holes was hindered to some extent after punching. However, since punching process was not considered in SLC-FE model, the material near the holes will flow to both sides. Therefore, the thickness obtained from SLC-FE results was lower than that of experiments. Meanwhile, it should be noted that the thickness obtained from SLC-FE results in the minimum thickness position is larger than experiments, which could attribute to such material flow. The thickness uniformity is proposed to evaluate the forming quality of the formed workpiece as follows
where \(\delta_{{\text{t}}}\) is thickness uniformity; \(N\) is the total number of measurement points; \(t_{i}\) presents the thickness value at ith point, and \(\overline{t}\) is the average thickness value of all measurement points. The lower \(\delta_{{\text{t}}}\) represents the higher thickness uniformity. The calculation for experiment and simulation data is conducted, and the thickness uniformity of experiment and simulation is 9.08% and 8.12% for the A-A section, while those are 15.07% and 14.42% for the B-B section. The thickness uniformity of the simulation is a little lower than that of the experiment, and the error is approximately 0.96% and 0.65% for the A-A section and B-B section, respectively. Overall, the results obtained by SLC-FE simulation agree well with the experimental results in sections A-A and B-B, which verifies the accuracy of the established MJC model and SLC-FE model.

Comparison of the thickness distribution between the simulation and experiments a half of A-A section, b B-B section
4 Results and discussion
4.1 Deformation characteristics of symmetrical structure
Figure 9a shows the profile of the A-A section that displays a symmetrical structure with flange zone (A1B1), flange corner zone (B1C1), sidewall zone (C1D1), bottom corner zone (D1E1) and bottom zone (E1F1). The equivalent plastic strain distribution simulated by the SLC-FE model at impact speeds of V1, V2 and V3 are shown in Figs. 9b–d. One may note that the maximum equivalent strain almost exceeds 0.8 according to the legend, while there is no position corresponding to this point in Fig. 9. The legend used in Fig. 9 that is derived from the simulation results at the hammer speed of V3=45 m/s to ensure the color distribution of equivalent strain is consistent at different hammer speeds. The maximum equivalent strain shown in the legend can be seen in the Fig. 12 at following section. In hammer speed of V1, the C1D1 − D1E1 zone is not filled to the die cavity due to the fact that the forming pressure caused by stress waves is not large enough. The equivalent plastic strain is mainly concentrated in the B1C1 zone, while that in other zones is uniformly distributed and relatively small. With the impact speed increased to V2 and V3, the blank is filled to the die cavity. However, compared to the V2 case, the equivalent plastic strain is quite different in the V3 case. From Figs. 9b, c, the distribution of equivalent plastic strain in the V2 case is more uniform than that in the V3 case, especially in the C1D1 \(-\) E1F1 zone.

Equivalent plastic strain distribution obtained by SLC-FE simulation a profile illustration of the A-A section, b V1 = 25 m/s, c V2 = 35 m/s, d V3 = 45 m/s
From Fig. 10, the thickness uniformity is 8.12% and 9.47% in the V2 case and V3 case, respectively, which means that the thickness uniformity decreased with impact speed increasing for the A-A section. Furthermore, compared with the V3 case, the thickness distribution in the A1B1 \(-\) B1C1 zone is almost unchanged, but the thickness value in the C1D1 \(-\) E1F1 zone is higher in the V2 case. Therefore, the decrease of thickness uniformity in the V3 case is mainly caused by the thinning in the C1D1 \(-\) E1F1 zone.

Comparison of thickness distribution between V2 = 35 m/s and V3 = 45 m/s along half of A-A section
The Node A, Node B and Node C at all forming cases are selected as shown in Fig. 9b. The velocities and equivalent strain along Z-axis of Node A, Node B and Node C was extracted, and their variations with forming time is shown in Fig. 11. At the initial forming stage, the velocity of the nodes shows an uneven distribution for all forming cases. The Node C velocity increases quickly and is larger than Node A and Node B, while Node A is the lowest among these three Nodes. Therefore, a “bulging” profile was shown at initial forming stage. When the velocity of Node C reaches its maximum value, the E1F1 zone still does not contact the lower die, as shown in Fig. 11a. Then, the velocity of Node C decreases with forming time due to the dissipation of the stress wave. The subsequence plastic deformation of sheet is driven by the inertia force. When the E1F1 zone contacts the die, the inertia effect gradually vanished in the E1F1 zone because of die constrain. However, due to the velocity gradient among Node A, Node B and Node C, the velocity of Node A and Node B are still increasing until reaching the same level as that of Node C. In addition, the larger stress wave amplitude is induced at a larger impact speed, which leads to the velocity of Node A, Node B and Node C increasing with the impact speed. Therefore, the forming depth before the inertial effect appears increases with impact speed increasing as shown in Fig. 11.

Z-velocity and equivalent strain variation of Node A, Node B and Node C at impact speed a and b V1 = 25 m/s; c and d V2 = 35 m/s; e and f V3 = 45 m/s
4.2 Deformation characteristics of asymmetrical structure
Figure 12a shows the profile of the B-B section that displays asymmetrical structure with flange zone (A2B2), flange corner zone (B2C2), left sidewall zone (C2D2), bottom corner zone (D2E2), bottom zone (E2F2) and right sidewall zone (G2H2). The equivalent plastic strain distribution simulated by the SLC-FE model at impact speeds V1, V2 and V3 are shown in Figs. 12b–d. In the V1 case, the C2D2 \(-\) D2E2 is not fully filled to the die cavity because the forming pressure caused by the stress wave is not large enough. With the impact speed being increased to V2 and V3, the sheet is fully filled to the die cavity. However, the equivalent plastic strain distribution from A2 to H2 is not uniform, as shown in Figs. 12c, d. The maximum equivalent plastic strain is mainly concentrated in the D2E2 zone, and the equivalent plastic strain between the C2D2 zone and G2H2 zone shows a significant difference due to asymmetrical structure.

Equivalent plastic strain distribution obtained by SLC-FE simulation a profile illustration of B-B section, b V1 = 25 m/s, c V2 = 35 m/s, d V3 = 45 m/s
From Fig. 13, the thickness uniformity is 14.42% and 14.86% in the V2 case and V3 case, respectively, which means that the thickness uniformity also decreased with increased impact speed for the asymmetrical structure. Furthermore, compared to the V2 case, the thickness in the D2E2 zone increased and that in the E2F2 zone decreased in the V3 case. Node D, Node E, Node F and Node G at all forming cases are selected as shown in Fig. 12b. The velocities and equivalent plastic strain of Node D, Node E, Node F and Node G along the Z-axis are extracted, and their variation with forming time is shown in Figs. 14a, c and e. The same as in the symmetrical structure, the velocity of nodes increases with impact speeds. However, the nodes’ velocity in the C2D2 zone, D2E2 zone, E2F2 zone and G2H2 zone increase simultaneously at the initial forming stage for all forming cases, which is different from the results of the symmetrical structure. In addition, the maximum velocity shows a difference at different forming zones with forming time. The velocities of Node D, Node E and Node G increase and reach their maximum value quickly, while that of Node F still increases with forming time. In addition, the velocity at Node E is shown suddenly increasing at the end of forming, which is caused by the rebounding speed under the inertial effect [42]. The equivalent stress distribution from position A2 to position H2 is shown in Fig. 15. As can be seen, the equivalent stress in the C2D2 zone and G2H2 zone is larger than that in the E2F2 zone at the initial forming stage, while the equivalent stress gradually shifts to the E2F2 zone with deformation progressing. The high equivalent stress promotes the deformation in the D2E2 zone and G2H2 zone. Therefore, the sheet deformation is synchronous at initial forming stage, as shown in Figs. 14a, c, e, and the outline of the workpiece shows a near “flat” profile.

Comparison of thickness distribution between V2 = 35 m/s and V3 = 45 m/s along the B-B section

Z-velocity and equivalent strain variation of Node D, Node E, Node F and Node C at impact speed a and b V1 = 25 m/s; c and d V2 = 35 m/s; e and f V3 = 45 m/s

Equivalent stress distribution along Y axis at impact speed a V1 = 25 m/s, b V2 = 35 m/s and c V3 = 45 m/s
4.3 Influence of inertial effect on thickness distribution
From the forming experiments results as shown in Fig. 7, IHF could achieve the part forming without over thinning and cracking, which indicates that the limit strain of the material is not exceeded. This also agrees well with the literatures that HSR can improve the formability of materials [19, 43]. Inertial effect is one of the reasons for this formability enhancement. Normally, the inertial effect increases with impact speeds under free-form case. However, the contribution of inertial effect to plastic deformation is significantly affected under die constrained and varies greatly with the shapes and positions of the complex part. A parameter, representing the proportion of inertial effect contribute to plastic deformation, is adopted deriving from Ref. [22] as follows
where \(\varepsilon_{{{\text{initial}}}}\) and \(\varepsilon_{{{\text{final}}}}\) represent the equivalent plastic strain before the inertial effect appears and after the inertial effect disappears respectively. When deformation of blank starts, a large acceleration was obtained for the sheet. With the deformation, the acceleration of sheet decreased gradually because the attenuation of shock stress wave. When the sheet reached its maximum velocity, one starts to decelerate under the action of inertia force. In the current study, due to the action of inertia, the maximum velocity of sheet is gradually reduced to zero, and this process will have an influence on the deformation of sheet. Therefore, the process of inertia action is considered as inertial effect. So, the initial calculation points of \(\Delta \varepsilon_{{\text{c}}}\) is determined as the moment when the sheet velocity reached the maximum. This is also consistent with the method adopted in Ref. [22]. In addition, the end points of \(\Delta \varepsilon_{{\text{c}}}\) is determined when the sheet contact with die. The variations of \(\Delta \varepsilon_{{\text{c}}}\) at different positions of sheet with impact speeds are shown in Fig. 16. For symmetrical structure, the \(\Delta \varepsilon_{{\text{c}}}\) decreases with impact speeds increasing at Node C that belongs to central forming zone, while the \(\Delta \varepsilon_{{\text{c}}}\) at Node A and Node B almost unchanged. The same as to symmetrical structure, the \(\Delta \varepsilon_{\text{c}}\) in central forming zone (Node F) also decreases with impact speeds for asymmetrical structure. However, the \(\Delta \varepsilon_{{\text{c}}}\) at Node D and Node E increase with impact speeds increasing. The forming pressure related to stress wave amplitude increases with impact speeds increasing, which means that the deformation depth of the sheet increases by forming pressure. However, the total deformation is constant. Therefore, inertial effect would be inhibited due to die constrain, namely the decrease of \(\Delta \varepsilon_{{\text{c}}}\).

Variation of \(\Delta \varepsilon_{c}\) at different impact speeds and positions for a the A-A section and b B-B section
Inertia effect facilitates to accommodate the whole deformation of sheet by restraining the local movement of sheet. Therefore, the variations of \(\Delta \varepsilon_{{\text{c}}}\) dominated by deformation characteristics are related to the thickness uniformity and distribution, which could be illustrated by Fig. 17. It should be noted that the structure of left sidewall is almost same for A-A section and B-B section. Therefore, the distance between Node A and Node B is also near same to that between Node D and Node E. However, the velocity relationship between Node A and Node B is different from that between Node D and Node E, which means that the distance of selected nodes is not the mainly reason for the different deformation of blank in A-A section and B-B section. On the other hand, the blank in the right area of B-B section contacts the sidewall firstly during deformation because the incline of sidewall is different from the left namely asymmetrical structure. This leads to the blank deformation of B-B section difference from the A-A section (symmetrical structure). Therefore, although the difference in the distance of selected nodes (namely Node C and Node F) to die edge may have a little influence on the material flow during forming, the different deformation in A-A section and B-B section is mainly dependent on the section structure, namely symmetric or asymmetric. So, the effect of distance difference between A-A section and B-B section on blank deformation is neglected in the current study, and the difference of inertial effect caused by asymmetrical and asymmetrical structure is mainly concerned. For symmetrical structure (see Fig. 17 a), the velocity gradient along Node A to Node C leads to the forming sequence difference. The central forming zone first deforms and the deformations of its adjacent zones (Node A and Node B) are slower than that of central forming zone, which leads to a “bulging” profile. Moreover, the thinning first happens in central zone and the material will tend to flow to the central forming zone in order to keep uniform deformation under inertial effect. Compared to the V2 case, the decrease of \(\Delta \varepsilon_{{\text{c}}}\) at V3 case would weaken the accommodate deformation ability of sheet in the central forming zone. Therefore, the thinning in central forming zone at V3 case is relatively larger than that at V2 case. In addition, the \(\Delta \varepsilon_{{\text{c}}}\) in adjacent central forming zone almost unchanged with impact speed increasing from V2 to V3, which led to the material flow to central zone to keep thickness uniform as much as possible. Therefore, the thickness decreases in D1E1 \(-\) E1F1 zone with impact speed increasing as shown in Fig. 10.

Illustration on the effect of deformation characteristics on thickness distribution for a symmetrical structure and b asymmetrical structure
However, for asymmetrical structure as shown in Fig. 17b, the velocity at Node D, Node E and Node F is almost same at initial stage, which leads to the synchronous deformation between central forming zone and its adjacent zones. Therefore, the deformation of sheet is relatively uniform at initial stage. With continue deformation, the deformation in central forming zone is gradually faster than its adjacent zones because the maximum velocity in Node F is larger than that in Node D and Node E. Although the \(\Delta \varepsilon_{{\text{c}}}\) in central forming zone at V3 case also decreases, which leads to further thickness reduction compare to that at V2 case. The maximum thinning is located in the D2E2 zone as shown in Fig. 13. From Fig. 16b, the \(\Delta \varepsilon_{{\text{c}}}\) in the D2E2 zone increases with impact speed increasing, which suggested the material would flow to D2E2 zone to inhibit the thickness reduction as much as possible. Therefore, the thickness decreases in the E2F2 zone while almost invariant in the D2E2 zone with impact speed increasing as shown in Fig. 13.
5 Conclusions
In this study, deformation characteristics of symmetrical and asymmetrical structures under IHF are investigated. The roles of inertial effect on thickness distribution and uniformity are revealed and analyzed. The main results can be summarized as follows.
-
(i)
The elongation of 2024 aluminum alloy at the strain rate of 3 306 s−1 increases by 116.01% compared to 0.001 s−1. A rate-dependent constitutive model has been developed, which can accurately predict the constitutive behaviors of 2024 aluminum alloy at a wide range of strain rates.
-
(ii)
The formability of the part is enhanced under IHF due to HSR forming and inertial effect. Furthermore, the forming sequence shows difference for symmetrical structure at initial stage, which displays a “bulging” profile. However, the sheet shows a “flat” profile because of synchronous deformation for asymmetrical structure at initial stage.
-
(iii)
The difference of inertial effect on different positions changes the material flow direction, which leads to different thickness distributions with impact speed increasing. For symmetrical structure, the material in adjacent central forming zone tends flowing to central forming zone for symmetrical structure while that change to reverse direction for asymmetrical structure.
References
Heinz A, Haszler A, Keidel C et al (2000) Recent development in aluminum alloys for aerospace applications. Mater Sci Eng A Struct 280:102–107
El-Aty AA, Xu Y, Guo XZ et al (2018) Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: a review. J Adv Res 10:49–67
Zheng KL, Politis DJ, Wang LL et al (2018) A review on forming techniques for manufacturing lightweight complex-shaped aluminum panel components. Int J Lightweight Mat Manu 1:55–80
Mori K, Patwari AU, Maki S (2004) Improvement of formability by oscillation of internal pressure in pulsating hydroforming of tube. CIRP Ann Manuf Technol 53:215–218
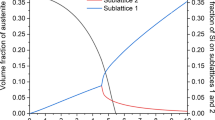
Xu Y, Zhang SH, Cheng M et al (2012) In situ X-ray diffraction study of martensitic transformation in austenitic stainless steel during cyclic tensile loading and unloading. Scr Mater 67:771–774
Xu Y, Ma Y, Zhang SH et al (2016) Numerical and experimental study on large deformation of thin-walled tube through hydroforging process. Int J Adv Manuf Technol 87:1885–1890
Chu GN, Sun L, Wang GD et al (2019) Axial hydro-forging sequence for variable-diameter tube of 6063 aluminum alloy. J Mater Process Technol 272:87–99
Xia LL, Xu Y, El-Aty AA et al (2019) Deformation characteristics in hydro-mechanical forming process of thin-walled hollow component with large deformation: experimentation and finite element modeling. Int J Adv Manuf Technol 104:4705–4714
Feng H, Han C (2020) Deformation behavior in the hydroforming of overlapping tubular blanks. Int J Mach Tools Manuf 158:103624. https://doi.org/10.1016/j.ijmachtools.2020.103624
Shamchi SP, Melo FJMQ, Tavares PJ et al (2019) Thermomechanical characterization of Alclad AA2024-T3 aluminum alloy using split Hopkinson tension bar. Mech Mater 139:103198. https://doi.org/10.1016/j.mechmat.2019.103198
Yu HP, Jin YY, Hu L et al (2020) Mechanical properties of the solution treated and quenched Al-Cu-Li alloy (AA2195) sheet during high strain rate deformation at room temperature. Mater Sci Eng A Struct 793:139880. https://doi.org/10.1016/j.msea.2020.139880
Tomasz T (2020) Recent developments and trends in sheet metal forming. Metals 10:779. https://doi.org/10.3390/met10060779
Cheng TC, Lee RS (2018) The influence of grain size and strain rate effects on formability of aluminum alloy sheet at high-speed forming. J Mater Process Technol 253:134–159
Barik SK, Narayanan RG, Sahoo N (2020) Prediction of forming of AA5052-H32 sheetsunder impact loading and experimental validation. J Mater Eng Perform 29:3941–3960
Liu B, Li Z, Xu F et al (2011) Influence and sensitivity of inertial effect on void growth behavior inductile metals. Key Eng Mater 462/463:449–454
Rajendran AM, Fyfe IM (1982) Inertia effects on the ductile failure of thin rings. J Appl Mech 49(1):31–36
Shenoy VB, Freund LB (1999) Necking bifurcations during high strain rate extension. J Mech Phys Solids 47:2209–2233
Nilsson K (2001) Effects of inertia on dynamic neck formation in tensile bars. Eur J Mech A/Solids 20:713–729
Su HL, Huang L, Li JJ et al (2021) Formability of AA 2219-O sheet under quasi-static, electromagnetic dynamic, and mechanical dynamic tensile loadings. J Mater Process Technol 70:125–135
Zheng QL, Yu HP, Cai XH (2020) Formability and deformation behavior of DP600 steel sheets during a hybrid quasi-static/dynamic forming process. Int J Adv Manuf Technol 110:2169–2180
Zheng QL, Yu HP (2021) Influence of scale board on the dispersion deformation behavior of DP600 steel sheets during electrohydraulic forming. Int J Adv Manuf Technol 114:757–769
Zheng QL, Yu HP (2020) Hyperplasticity mechanism in DP600 sheets during electrohydraulic free forming. J Mater Process Technol 279:116582. https://doi.org/10.1016/j.jmatprotec.2019.116582
Yu HP, Zheng QL (2021) Plasticity enhancement mechanism of DP600 steel sheets during uniaxial quasi-static/dynamic forming. J Mater Process Technol 294:117138. https://doi.org/10.1016/j.jmatprotec.2021.117138
Oliveira DA, Worswick MJ, Finn M et al (2005) Electromagnetic forming of aluminum alloy sheet: Free-form and cavity fill experiments and model. J Mater Process Technol 170:350–362
Avrillaud G, Mazars G, Cantergiani E et al (2021) Examples of how increased formability through high strain rates can be used in electro-hydraulic forming and electromagnetic forming industrial applications. J Manuf Mater Process 5:96. https://doi.org/10.3390/jmmp5030096
Hassannejadasl A, Green DE, Golovashchenko SF et al (2014) Numerical modelling of electrohydraulic free-formingand die-forming of DP590 steel. J Mater Process Technol 16:391–404
Cui XH, Mo JH, Fang JX et al (2015) Variation of thickness distribution during electromagnetic sheet bulging. Int J Adv Manuf Technol 80:515–521
Feng F, Li JJ, Chen RC et al (2018) Effect of die geometry on the formability of 5052 aluminum alloy in electromagnetic impaction deformation. Materials 11:1379. https://doi.org/10.3390/ma11081379
Ma Y, Xu Y, Zhang SH et al (2018) Investigation on formability enhancement of 5A06 aluminum sheet by impact hydroforming. CIRP Ann-Manuf Technol 67:281–284
Skews BW, Kosing OE, Hattingh RJ (2004) Use of a liquid shock tube as a device for the study of material deformation under impulsive loading conditions. Proc Inst Mech Eng Part C-J Eng Mech Eng Sci 218:39–51
Deshpande VS, Heaver A, Fleck NA (2006) An underwater shock simulator. Proc R Soc A-Math Phys Eng Sci 462:1021–1041
Espinosa HD, Lee S, Moldovan N (2006) A novel fluid structure interaction experiment to investigate deformation of structural elements subjected to impulsive loading. Exp Mech 46:805–824
Huang W, Jia B, Zhang W et al (2016) Dynamic failure of clamped metallic circular plates subjected to underwater impulsive loads. Int J Impact Eng 94:96–108
Marai M, Lang LH, Wang SH et al (2014) Investigation on the effect of Liquid Hammer geometry to the pressure distribution of innovative hybrid impact hydroforming. Adv Mat Res 941/944:1843–1849
Wang SH, Lang LH, Lin LJ (2014) Investigation on the energy efficiency of innovative hybrid impact hydroforming. Adv Mat Res 989/994:1282–1285
Chen DY, Xu Y, Zhang SH et al (2021) A novel method to evaluate the high strain rate formability of sheet metals under impact hydroforming. J Mater Process Technol 287:116553. https://doi.org/10.1016/j.jmatprotec.2019.116553
El-Aty AA, Xu Y, Zhang SH et al (2019) Impact of high strain rate deformation on the mechanical behavior, fracture mechanisms and anisotropic response of 2060 Al-Cu-Li alloy. J Adv Res 18:19–37
Liu W, Zhou HB, Li JQ et al (2022) Comparison of Johnson-Cook and Cowper-Symonds models for aluminum alloy sheet by inverse identification based on electromagnetic bulge. Int J Mater Form. https://doi.org/10.1007/s12289-022-01656-w
Johnson GR, Cook WH (1985) Fracture characteristics of 3 metals subjected to various strains, strain rates, temperatures and pressures. Eng Fract Mech 21:31–48
Kapoor R, Nemat-Nasser S (1998) Determination of temperature rise during high strain rate deformation. Mech Mater 27:1–12
Tan JQ, Zhan M, Liu S et al (2015) A modified Johnson-Cook model for tensile flow behaviors of 7050–T7451 aluminum alloy at high strain rates. Mater Sci Eng A Struct 631:214–219
Deng HK, Mao YF, Li GY et al (2019) A study of electromagnetic free forming in AA5052 using digital image correlation method and FE analysis. J Mater Process Technol 37:595–605
Liu DH, Yu HP, Li CF (2009) Quasi-static-dynamic formability of AA5052-O sheet under uniaxial and plane-strain tension. Trans Nonferrous Met Soc China 19:318–325
Acknowledgments
The authors would like to acknowledge the support of the National Natural Science Foundation of China (Grant No. 51875548), International Cooperation and Exchange Programme (Grant No. 52111530293) and the Youth Innovation Promotion Association of the Chinese Academy of Sciences (Grant No. 2019195).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Xia, LL., Zhang, SH., Xu, Y. et al. Deformation characteristics and inertial effect of complex aluminum alloy sheet part under impact hydroforming: experiments and numerical analysis. Adv. Manuf. 11, 311–328 (2023). https://doi.org/10.1007/s40436-022-00430-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-022-00430-0