
Abstract
Miniaturized single-mode thickness-shear pressure transducer combined with high-temperature SOI, silicon on insulator, integrated circuit technology is proposed as network-ready high-pressure high-resolution smart sensor for distributed data acquisition in oil and gas production wells. The transducer miniaturization is investigated with a full 3D computer model previously developed by the authors to assess the impact of intrinsic losses and various geometrical features on transducer performance. Over the last decades there has been a trend toward size reduction of high-resolution pressure transducer. The implemented model provides insight into the evolution of high-resolution pressure transducers from Hewlett-Packard™ to Quartzdyne™ and beyond. Distributed measurement in production oil wells in extreme harsh environment, such as found in the pre-salt layer, is an unsolved problem. The industry move toward electrified wells offers an opportunity for application of smart sensor technology and power line communications to achieve distributed high-resolution data acquisition.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-resolution pressure and temperature measurements are key data for reservoir assessment or well management. They are used in drill stem test, DST, or wireline formation test, WFT, to estimate reservoir permeability, fluids present, flow rate and oil/water interface for optimal well completion. In the production phase, analysis of collected data can be used in well planing for economically optimal and safe production Silva Junior et al. (2012); Ennaifer and Kuchuk (2018); Santos (2021). Combination of measured data with computer models is used to estimate oil flow as a function of well pressure and temperature profiles. Away from tectonic plate boundaries the borehole pressure is estimated to increase at 20–30 MPa per kilometer, and the borehole temperature is estimated to increase at 10–25 °C per kilometer Sinha and Patel (2016). In the oil and gas industry resolution in parts per million, ppm, is standard for pressure measurements,
Assuming there is no drift and no operator or calibration errors, the main sources for measured data variation are instrinsic and environment noise, including wellbore pressure fluctuations Ennaifer and Kuchuk (2018). For the downhole pressure sensor is desirable to be capable of detecting fluctuations under 20 Pa for early pressure buildup detection which is used to monitor well performance and stability during drilling, reservoir assessment and production phases Sinha and Patel (2016); Zhang (2019). For pressure and temperature profile acquisition along the wellbore this specification could be sacrificed to achieve enough size reduction which could allow for distributed data acquisition. Roughly speaking, resonator-type transducer resolution is related to the inverse of the transducer quality factor, Q-factor. Thus, transducer Q-factor greater than one million is set as a figure of merit Sinha and Patel (2016); Zhang (2019); Matsumoto et al. (2000). The standard transducer technology to achieve such high Q-factor is the piezoelectric resonator-type transducer made of quartz, as it displays excellent sensitivity, frequency stability with respect to cut error, long-term stability, pressure and temperature cycling stability, and rugged characteristics Matsumoto et al. (2000); Besson et al. (1993); Patel and Sinha (2018); Watanabe and Watanabe (2002); Vig and Walls (2000); Sinha (2001); Spassov et al. (2008); Ward and Wiggin (1997). In some high-temperature applications gallium phosphate, GaPO\(_4\), may be a material of choice as its phase transition temperature is at 97 °C Krempl et al. (1997). Other candidates are langasite Sinha and Patel (2016); Smythe (1998) and tourmaline which displays no phase transition up to its decomposition temperature Handerson (1971).
The first high-resolution pressure transducer used in the oil and gas industry was the disk plate combined with two caps, shown in Fig. 1, developed by Hewlett-Packard™ in the 1960’s. Since this early transducer there has been an evolution in terms of size reduction and vibration mode utilized. Smaller transducer dimension helps reducing costs while improving thermal transient response and alleviating possible dead-volume calibration problems. One should keep in mind that less volume reduces power handling capability and absolute accuracy. Nowadays, two different transducer geometries are commonly used: Schlumberger™ and Quartzdyne™ (now ChampionX™). The Quartzdyne transducer displays the same geometry shown in Fig. 1. To complete the pressure sensor, besides the crystal transducer, one has to provide conditioning, processing and communications electronics board sealed in a stainless steel packaging. However, electronic circuit module dimensions, lack of electrical power supply in the wellbore, transducer dimensions, and costs have limited sensor deployment to single point measurement. It is mounted in a structure at the welltop, named X-mas tree, or at the well bottom in which is deployed as the Permanent Downhole Gage, PDG Silva Junior et al. (2012); Sinha and Patel (2016); Silva and Santos (2014); Silva and Santos (2019); Silva and Santos (2012, 2013); Silva (2014). For the Quartzdyne™ the finished sensor length is over \(500\,\)mm. Maximum pressure and resolution of commercial pressure transducers are presented in Table 1.

The most common transducer geometry for high-resolution high-pressure measurement is the disk plate with caps
Fiber optics based sensor is a competing technology which has been used successfully for permanent or temporary distributed measurements Feo et al. (2020); Lumens (2014); Bao and Chen (2012). In harsh environment in deep underwater wells in the pre-salt layer, under high pressure and high temperature, contaminant gases, such as sulfide gas, can diffuse into and darken the fiber resulting in reliability problems or measurement failure Marriott et al. (2016); Reshetenko et al. (2002).
The goal of this investigation is to develop a pressure and temperature smart sensor which can be deployed along a wellbore to measure pressure and temperature profiles. Thus, transducer geometry miniaturization, high temperature electronics, packaging, water tight connector, and communications wiring and protocol must be addressed. Firstly, the miniaturization limit is investigated with the full 3D computer model previously developed and validated by the authors to assess the impact of intrinsic losses and various geometrical features on transducer performance Silva and Santos (2019). The Hewlett-Packard type transducer geometry is selected as prototype to investigate the smallest dimension while keeping the Q-factor over \(10^6\). Based on the obtained results a miniaturized thickness-shear 3D transducer combined with high-temperature silicon on insulator, SOI, integrated circuit technology is proposed as a network-ready high-pressure high-resolution smart sensor. This sensor technology has the potential of provoking a paradigm shift in pressure measurement in oil and gas well as it allows for distributed data acquisition. The paper is divided into four sections, this introduction is first. Next, the previously developed 3D-FEM (Finite Element Method) computer model is applied to investigate the smallest pressure transducer geometry with at least \(10^6\) Q-factor. In the third section is discussed how the obtained transducer can be combined with high-T SOI technology to build a network-ready high-pressure high-resolution smart sensor able to communicate over the power line. Finally the conclusion.
Pressure transducer
High-resolution pressure sensor used in oil production well was first developed by Hewlett-Packard™ in the 1960’s, and was released to the market in the early 1970’s. Only in 1988, Quartztronic™(Halliburton™) released a smaller and improved version of the Hewlett-Packard transducer. Four years later, Quartzdyne™(now ChampionX™) and Schlumberger™ released new different transducers with further size reduction. To get an insight into this evolution process and to better understand the impact of transducer geometry and dimensions on Q-factor, a full 3D computer model was developed and validated by the authors Silva and Santos (2019). In the model validation process the simulated transducer was compared to commercially available transducer of equal geometry and dimension Silva and Santos (2014); Silva and Santos (2019); Silva and Santos (2012, 2013); Silva (2014). In the developed computer model intrinsic energy loss is taken into account as a viscosity parameter. Thus, the Q-factor is inversely proportional to the viscosity, \(\eta\), of the piezoelectric material. For thickness-shear mode resonator-type quartz transducer with the AT-cut,
in which \(\overline{c}_{66}= c_{66}(1+k_{26}^2)\) is the constant of piezoelectric coupling, \(c_{66}= 29.01\times 10^9\) N/m\(^2\), \(k_{26}^2= {e_{26}^2\over c_{66}\epsilon _{22}}\approx 0.0078\), \(\eta _{66}= 3.2\times 10^{-4}\) Pa.
Using the developed model simulations were carried out with the Hewlett-Packard type design with dimensions larger and smaller than the current Quartzdyne™ transducers to investigate the size limit while keeping Q-factor above \(10^6\). Both, Quartz and GaPO\(_4\) transducers were analyzed. The simulation results for the Q-factor as a function of frequency for diameters ranging from 90 mm down to 5 mm are presented in Fig. 2. In this simulation the transducer surfaces are flat, known as plano-plano geometry, and vibrates in the thickness-shear mode,with a frequency inversely proportional to the plate thickness, t,
in which \(\rho = 2649\) kg/m\(^3\) for AT-cut quartz.

Intrinsic losses of plano-plano transducers for quartz and GaPO\(_4\) in various transducer diameters, d, ranging from 90 mm down to 5 mm
Based on the results presented in Fig. 2 to achieve 10\(^6\) Q-factor in the plano-plano geometry the transducer diameter must be 30 mm or larger. Notice that this is approximately the diameter of the first transducer introduced by Hewlett-Packard (\(d_{{{\text{HP}}}} = 25.4\) mm) which is a good validation of the implemented model. Furthermore, it is interesting to notice that the 5-mm diameter transducer should be capable of achieving over 10\(^5\) Q-factor which is a good surprise.
Contact electrode thickness causes loading which further reduces the Q-factor. However, there is a trade-off between electrode thickness and electrode coverage. Still considering the plano-plano geometry the impact of electrode coverage on the Q-factor was analyzed and the results are summarized in Fig. 3 in which \(d_{{\text{e}}}\) is the electrode diameter and d is the transducer diameter. To reduce the impact of electrode thickness on the Q-factor at optimum coverage a metallic layer, such as graphene, could be used as electrode, combined with a gold/chromium contact layer on the transducer border Tan et al. (2017); Liu et al. (2017).

Quality factor as a function of electrode coverage (\(d_{{\text{e}}}\) is the electrode diameter and d is the transducer diameter) for the plano-plano geometry for \(f= 8.32\) MHz (\(t= 200\) μm is the transducer thickness)
To achieve higher Q-factor at smaller diameters one has to abandon the plano-plano geometry. The strategy to reduce losses is to concentrate the energy within the plate transducer under the contact layer which can be achieved by modifying the plate surface topology. The plano-convex is the selected geometry and a new set of simulations is carried out for 6 mm plate diameter down to 3 mm. The results are presented in Fig. 4. From the simulations it is observed that for the 5-mm diameter transducer the Q-factor can get over 10\(^6\) should a curved surface be realized with curvature height at the disk plate center, \(h_c\), of 60 μm. Such transducers can be manufactured with ultrasound machining. For smaller dimensions MicroElectroMechanical System, MEMS, manufacturing techniques used for microlens fabrication can be applied Roulet et al. (2001); Liu et al. (2019); Yuan et al. (2018); Lin and Wen (2021).

Quality factor for plano-convex transducers of various diameters (d) as a function of surface curvature height at the disk plate center, \(h_c\) (plate thickness at border \(t= 200\)μm, electrode thickness, \(t_e = 0\), \(d_{{\text{e}}} /d = 0.75\))
The transducer with caps response to pressure and temperature for \(d= 5\) mm and \(d= 30\) mm is shown in Fig. 5. For comparison, at 25 °C the pressure sensitivity, \(S_p\), of the 30-mm plate is approximately 432 Hz/MPa and the sensitivity of the 5-mm plate is approximately 200 Hz/MPa. For the Quartzdyne transducer (\(d_{{{\text{QD}}}} = 14.7\,\)mm) the sensitivity is 363 Hz/MPa which is another validation of the model. The model was implemented in COMSOL Multiphysics Software (COMSOL multiphysics FEM software v. 4.4 2014).

Transducer relative frequency variation as a function of pressure and temperature for the 30-mm diameter and the 5-mm diameter transducer with caps and \(t= 230\)μm
The transducer specifications are summarized in Table 2, patent pending Santos and Silva (2017). The proposed transducer has a diameter, d, of 5 mm with a curved (convex) surface at one side whose height at the center point is \(h_c\)= 60 μ m, with two caps, as shown in Fig. 1. It can be mounted in a 3/8-inch stainless steel tube, e.g, 316L, incoloy 705, 718, 825 or AISI 4140. For comparison the Hewlett-Packard transducer diameter is 25.4 mm and can measure up to 80 MPa with 70 Pa resolution, and the Quartzdyne transducer diameter is 14.7 mm and can measure up to 110 MPa with 41 Pa resolution. The Hewlett-Packard transducer is 86.4 mm long, while the Quartzdyne is 15.2 mm long. The pressure transducer evolution is shown in Fig. 6 and compared to the transducer proposed in this paper Silva and Santos (2013); Silva (2014).

Evolution of transducer geometry with respect to year released to the market compared to the transducer proposed in this paper
Discussion
In commercial high-resolution pressure sensor for the oil and gas industry, such as the Quartzdyne™ transducer, ceramic-based electronic circuitry is used to achieve high temperature operation. Commercially available sensors are not suitable for distributed measurement due to its large size. For the Quartzdyne™ the finished sensor length is over \(500\,\)mm.
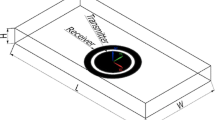
For the proposed sensor, to achieve high-temperature operation at smaller dimensions, high-T SOI technology is selected Santos and Vasconcelos (2014). For example, the HO35 mixed signal process from Fraunhofer IMS displays channel length of 360 nm for digital blocks and 1.0 μm for analog blocks. Circuits are operational up to 300 °C Kappert et al. (2015, 2014); Vanhoenacker-Janvier et al. (2008). This is enough to integrate the needed functions to build a smart sensor node. To make a compact sensor with reduced parasitics, the sensing oscillator chip could be placed on top of one of the caps, as shown in Fig. 7. A second crystal transducer attached to an RF oscillator is used for temperature measurement. Another possible technology for temperature measurement is the resistance temperature detector, RTD Santos and Vasconcelos (2008).

Proposed pressure transducer with the RF oscillator SOI chip attached to one cap. The other cap is submitted to external pressure. The disk plate transducer uses the plano-convex geometry
Smart sensor
A smart sensor is a combination of transducer, conditioning electronics, signal processing and data communication, as described in IEEE 1451.2 standard (IEEE Standard for Smart Transducer 1997). Transducer and electronics should all be included in a single packaging. Furthermore, it can all be integrated into a single chip as the ultimate goal of MEMS technology. A smart sensor is capable of plug-and-play operation, self-diagnose, linearity correction, increased signal-to-noise ratio. The proposed smart sensor node block diagram designed for power line communications is presented in Fig. 8. It can run a lightweight real-time monitor or light operating system, such as TinyOS (TinyOS 2012) with real-time extension. An operating system is preferable as it offers more flexibility. Local memory can be used for temporary data storage, data formatting and for Transducer Electronic DataSheet, TEDS, information. One particular challenge has to be addressed, namely: the sensor connector. This is a multisensor deployment, and the connector should provide water tight connection to the sensor node itself and two neighboring sensor nodes. However connector technology already in use for PDG deployment is a starting point.

Block diagram of the smart high-resolution pressure sensor node capable of carrying out power line communications
Frequency to digital converter
For the thickness-shear transducer discussed in Section 2 a conditioning circuitry is required to extract the measured physical quantity. As the transducer behaves as a large low-loss inductor between series and parallel frequencies Sobral and Santos (2013) the Pierce oscillator topology can be used as sensing oscillator in which the crystal is replaced with the transducer as shown in Fig. 9. The frequency changes with the detected physical quantity variation. Thus, the oscillator acts as a physical quantity to frequency converter. The oscillator can be designed such as the free running frequency, \(f_o\), is the first or the third harmonic of the transducer vibration mode. The Quartzdyne sensor runs at \(f_0= 7.2\,\)MHz. According to Eq. 3 for the sensor specified in Table 2,

CMOS Pierce oscillator with the crystal transducer
The acquisition method is frequency counting [43]. In the simplest scheme a fixed gate time period, \(T_{{\text{G}}}\), is set and the amount of up or down transitions of the sensing oscillator is registered with a counter. The gate time period is a function of a fixed number of up or down transitions, \(N_{{\text{R}}}\), of the reference oscillator, \(T_{{\text{G}}} = {\text{ }}N_{{\text{R}}} /f_{{\text{R}}}\). Thus pressure resolution is a function of gate time period, \(T_{{\text{G}}}\), and pressure sensitivity, \(S_{{\text{p}}}\),
Long gate time period is required to achieve high resolution which is a disadvantage of this technique.
Next strategy is named reciprocal counting. In this scheme the sensing oscillator is counted for a fixed number of up or down transitions, \(N_S= 2^{12}\cdots 2^{16}\), while the reference oscillator is accumulated [43]. Should the reference oscillator frequency be larger than the sensor oscillator frequency resolution is improved.
To make the sensing frequency much smaller than the reference frequency a mixer is introduced. The sensing frequency is downshifted by mixing with the reference oscillator signal to generate a low frequency signal representing the frequency deviation, \(\Delta f_S\). This low frequency signal is fed to the frequency to digital converter. The resolution is now,
Based on Fig. 5 for \(\Delta f_S\approx 20\,\)kHz and 16-bit counter,
Acquisition time is,
For pressure profile in oil well there is no need to use very high resolution which allows for faster acquisition rates. For 12-bit counter acquisition time is \(0.2\,\)s and pressure resolution is \(R_p= 58.8\,\)Pa. A high-resolution frequency-to-digital converter was developed by the authors in VHDL (Hardware Description Language) and synthesized in FPGA (Field Programmable Gate Array). It was tested up to \(10\,\)MHz and up to 30-bit wide counter. It is capable of 1 ppm resolution Silva and Santos (2010). It was later manufactured as ASIC (Application Specific Integrated Circuit) in the \(0.35\)μm technology at AMS foundry through Europractice, as shown in Fig. 10 Silva and Santos (2010).

Frequency to digital converter test chip designed at the TE@I\(^2\) Design House and manufactured in the \(0.35\)μm technology at AMS foundry through Europractice
The raw data from the frequency to digital converter is fed to the digital processor which formats the data package for the power line communications module. Oil and gas flow is a slow process compared to electronic circuit timing, thus data acquisition module with the high-resolution frequency-to-digital converter runs independently and only requires the digital processor attention as the conversion ends.
Implementation The prototype sensor node digital circuitry and Pierce oscillator was constructed as a multiboard circuit using FPGA for benchtop evaluation. For the ASIC approach the estimated chip area of the complete design is shown in Table 3.
Smart sensor network
The sensor network for oil and gas well must be robust, incorporate redundancy to be fault tolerant, fault-safe operation, self-diagnose. It is expected to achieve real-time operation, thus it is required to have known latency, cyclic data transmission and isochronous operation. Differently from typical industrial applications, sensor robustness and reliability is far more critical and has to be combined with sensor compactness for distributed measurement. Like a space mission the network must be deployed to last 10 years or more.
The proposed smart sensor, shown in Fig. 8, must transmit collected data to a control room to generate the desired profile. As the oil and gas industry moves toward electrified wells, the sensor node does not need to harvest energy or use a non-standard energy source, such as thermonuclear battery. Besides, electrical energy being supplied inside the well opens the possibility for communication over the power line, eliminating the need for dedicated network wiring to achieve distributed high-resolution measurement.
Cable technology In oil wells there is a cable technology already in usage for pressure measurement data transmission, such as the PDG cable from Schlumberger, shown in Fig. 11. The cable is uniform, there is no variable cross-sectional wiring or different conductor types. According to the Schlumberger datasheet, cable DC resistance is 23 \(\Omega\)/km at 20 °C, 36 \(\Omega\)/km at 150 °C, and capacitance is 100 pH/m (2014).

Coaxial cable used for PDG data communication in oil well. On the right is an image of the electrical cable combined with stainless steel cables on each side for mechanical strength
To evaluate cable response to high frequency signal, two SMA connectors were attached to an one-meter long cable sample and the transmission and reflection measurements were carried out with the HP8714 vector network analyzer. A plot is presented in Fig. 12. At 15 MHz cable transmission loss is 0.3 dB. The measured cable DC resistance is under 0.1 \(\Omega\)/m. As the transmission frequency increases, signal propagation moves toward the wire surface and the effective AC resistance is larger.

Transmission and reflection measurements carried out with the HP8714 vector network analyzer
Based on the measured scattering parameters, the cable impedance is estimated to be approximately \(60~\Omega\), and its transfer function is linear. Thus, the cable is capable of high-rate data communications. This cable technology is suitable for data transmission and to supply energy to the proposed smart sensor network. There is still the challenge of adapting the already existent connector technology for correct electrical impedance and reliable sensor attachment along a single cable.
Network communications Power line communications, PLC, is a technology under development for over a century. It uses Quadrature Amplitude Modulation, QAM, combined with Orthogonal Frequency Domain Multiplexing, OFDM, for reliable data transmission in noisy environment. Nowadays, there are a multitude of technologies, such as: HomePlug™, ISO/IEC 14908, ITU T G.hn and IEEE1901 HomePlug AV specification (2014); Power line channel specifications (2012); International Telecommunication Union's Telecommunication Standardization sector home networking recommendation 9964 (2011); IEEE standard 1901 (2010); Cano et al. (2016); European Committee for Electrotechnical Standardization, CENELEC 2011; ETSI: Open Smart Grid Protocol (OSGP) 2019; Cho et al. (2010). PLC could be adapted to be used for wellbore sensor network communications Santos (2021).
Network topology and protocol The network topology is centralized with a coordinator master node, but due to the depth of the well the coordinator node cannot be reached by most sensor nodes. One criteria to improve fault tolerance is to establish that each node should be capable of contacting at least three neighbors upstream and another three neighbors downstream. To avoid the single point of failure problem, a second or third coordinator node can be used as slave coordinators. The redundant coordinator nodes listen to all messages and records all replies, as if it were the real coordinator. It only does not initiate a conversation. It looks like a long queue or stretched mesh topology. For this smart sensor network the bucket-brigade inspired network protocol is proposed Santos (2021).
Metrological factors
Assuming there is no drift and no operator or calibration errors, the main sources for measured data variation are intrinsic and environment noise, including wellbore pressure fluctuation Ennaifer and Kuchuk (2018). The circuitry must be designed such as its intrinsic noise is below environment noise. One source of intrinsic noise is from the transducer itself which can be modeled as an equivalent thermal noise source with spectral density Santos (2021); Vittoz (2010),
in which \(R_m\) is the equivalent mechanical resistance representing transducer loss.
This is combined with the noise from the amplifier in Fig. 9 which behaves as a negative resistance, \(-R_m\), to cancel out transducer loss to achieve permanent oscillation. The amplifier noise can also be modelled as an equivalent thermal noise source with spectral density,
in which \(\gamma\) is the excess noise factor.
Considering that the resistance is cancelled, the oscillator circuit is tuned to oscillate close to the transducer series resonance, thus the loop impedance
in which \(C_t= C_m\parallel C_a\) and \(C_a\) is the amplifier equivalent capacitance.
Such noise sources translate into oscillator phase noise which causes a random fluctuation of the oscillator frequency Santos (2021); Vittoz (2010). The noise to signal power ratio is,
For the transducer proposed in Sect. 2, \(f_o= f_m= 8.3\,\)MHz, \(Q= 10^6\), \(T= 500\,\)K and oscillator with \(\gamma = 2\), \(P_{{{\text{signal}}}} = 0.1\,\)mW. For \(\Delta f= 1\,\)Hz,
Thus, the intrinsic noise contribution to measurement fluctuation is negligible. The main source of fluctuation in the proposed transducer is from the environment. One can apply appropriate statistical techniques to extract the desirable pressure measurement Ennaifer and Kuchuk (2018).
Conclusion
Based on simulation results obtained with the validated full 3D FEM computer model developed by the authors one can conclude there is still room for further miniaturization. The 5-mm or larger transducer can be designed to achieve over 10\(^6\) Q-factor in the plano-convex geometry. The proposed quartz transducer is capable of withstanding pressures greater than \(137.89\,\)MPa at temperatures up to 200 °C with less than \(20\,\)Pa resolution depending on frequency to digital counter resolution. The 3D-FEM computer model developed by the authors has provided insight into the evolution process of high resolution transducers used in the oil and gas industry since the 1970’s. It was validated for the disk-shaped AT-cut quartz transducer as a function of the hydrostatic pressure and compared to commercially available transducers.
The miniaturized transducer geometry combined with high-T SOI technology allows for the manufacturing of high-resolution pressure smart sensor for oil and gas well pressure profile acquisition. If needed the proposed distributed measurement network can be combined with a single point PDG meter for redundancy and for extra resolution in detecting early pressure build up. The smart sensors can carry out data transfer with the bucket-brigade protocol. One particular challenge must be addressed, namely: the sensor connector. This is a multisensor deployment and the connector should provide water tight connection and allow for connection of two neighboring sensor nodes with mechanical strength. The proposed smart sensor technology has the potential of provoking a paradigm shift in pressure measurement in oil and gas well.
References
Besson RJ, Boy JJ, Glotin B, Jinzaki Y, Sinha BK, Valdois M (1993) A dual-mode thickness-shear quartz pressure sensor. IEEE Trans Ultrason Ferroelectr Freq Control 40(5):584–591
Cano Cristina, Pittolo Alberto, Malone David, Lampe Lutz, Tonello Andrea M, Dabak Annand(2016) State-of-the-art in power line communications: from applications to the medium. arXiv: 1602.09019v1 [cs.NI]
CENELEC - EN 50065-1 (2011) Signalling on low-voltage electrical installations in the frequency range 3 kHz to 148,5 kHz - Part 1: general requirements, frequency bands and electromagnetic disturbances. European Committee for Electrotechnical Standardization, CENELEC. http://www.cenelec.eu
Cho Yong Soo, Kim Jackwon, Yang Won Young, Kang Chung-Gu (2010) MIMO-OFDM wireless communications with MATLAB. John Wiley & Sons Ltd., Singapore
COMSOL multiphysics FEM software v. 4.4 (2014). http://www.comsol.com
Ennaifer Amine M, Kuchuk Fikri J (2018) Pressure transient measurement statistics and gauge metrology. J Pet Sci Eng 166:531–549
ETSI: Open Smart Grid Protocol (OSGP) (2019) Reference DGS/OSG-001, European Telecommunications Standards Institute, Sophia Antipolis Cedex, France. Smart Metering/Smart Grid Communication Protocol, ETSI TS 104 001 V2.2.1 (2019-01)
Feo Giuseppe, Sharma Jyotsna, Kortukov Dmitry, Williams Wesley, Ogunsanwo Toba (2020) Distributed fiber optic sensing for real-time monitoring of gas in riser during offshore drilling. Sensors 20:267
Handerson E (1971) The chemical and physical properties of tourmaline. PhD Thesis. University of Plymouth
HomePlug AV specification (2014) Version 2.1. HomePlug Alliance. http://www.homeplug.org
International Telecommunication Union’s Telecommunication Standardization sector home networking recommendation 9964 (2011). www.itu.int/rec/T-RECG.9964
Kappert H, Dreiner S, Dittrich D, Grella K, Kelberer A, Klusmann M, Kordas N, Kosfeld A, Schmidt A, Paschen U, Kokozinski R (2014) High temperature 0.35 μm silicon-on-insulator CMOS technology. (Hitec):154–158
Kappert H, Kordas N, Dreiner S, Paschen U, Kokozinski R (2015) High temperature SOI CMOS technology and circuit realization for application up to 300 °C. In: 2015 international symposium on circuits and systems (ISCAS). Lisbon, Portugal, 24–27 May 2015
Krempl P, Schleinzer G, Wallnöfer W (1997) Gallium phosphate, GaP04: a new piezoelectric crystal material for high-temperature sensorics. Sens Actuators A 61:361–363
Tan Russell Kai Liang, Reeves Sean P, Hashemi Niloofar, Thomas Deepak George, Kavak Emrah, Montazami Reza, Hashemi Nicole N (2017) Graphene as a flexible electrode: review of fabrication approaches. J Mater Chem A 5:17777–17803
Lin M-J, Wen CH (2021) Microlens array fabrication by using a microshaper. Micromachines 12:244. https://doi.org/10.3390/mi12030244
Liu X, Zhou T, Zhang L, Zhou W, Yu J, James Lee L, Yi AY (2019) 3D fabrication of spherical microlens arrays on concave and convex silica surfaces. Microsyst Technol 25:361–370. https://doi.org/10.1007/s00542-018-3971-6
Lumens PGE (2014) Fibre-optic sensing for application in oil and gas wells. Technische Universiteit Eindhoven. https://doi.org/10.6100/IR769555
Marriott Robert A, Pirzadeh Payman, Marrugo-Hernandez Juan J, Raval Shaunak (2016) Hydrogen sulfide formation in oil and gas. Can J Chem 94:406–413
Matsumoto N, Sudo Y, Sinha BK, Niwa M (2000) Long-term stability and performance characteristics of crystal quartz gauge at high pressures and temperatures. IEEE Trans Ultrason Ferroelectr Freq Control 47(2):346–354
Liu Nan, Chortos Alex, Lei Ting, Jin Lihua, Kim Taeho Roy, Bae Won-Gyu, Zhu Chenxin, Wang Sihong, Pfattner Raphael, Chen Xiyuan, Sinclair Robert, Bao Zhenan (2017) Ultratransparent and stretchable graphene electrodes. Sci Adv 3(9):e1700159
IEEE standard 1901 (2010) Standard for broadband over power line networks: medium access and physical layer specifications. IEEE 1901–2010. IEEE Standards Association: New York, NY, USA
IEEE Standard for Smart Transducer (1997). IEEE standard 1451. IEEE Standards Association: New York, NY, USA
Operating manual for Quartzdyne frequency output pressure transducers (2020) Quartzdyne, Inc
Patel MS, Sinha BK (2018) A dual-mode thickness-shear quartz pressure sensor for high pressure applications. IEEE Sens J 18(12):4893–4901
Permanent downhole cable, technical specification, Schlumberger (2014)
Power line channel specifications (2012) BPSK narrow band power line channel for smart metering applications, ISO/IEC 14908-3 (ETSI TS 103 908). European Telecommunications Standards Institute, Sophia Antipolis Cedex, France
Reshetenko TV, Khairulin SR, Ismagilov ZR, Kuznetsov VV (2002) Study of the reaction of high-temperature H\(_2\)S decomposition on metal oxides (\(\gamma\)-Al\(_2\)O\(_3\), \(\alpha\)-Fe\(_2\)O\(_3\), V\(_2\)O\(_5\)). Int J Hydrog Energy 27:387–394
Roulet Jean-Christophe, Völkel Reinhard, Herzig Hans Peter, Verpoorte Elisabeth, de Rooij Nico F, Dändliker René (2001) Microlens systems for fluorescence detectionin chemical microsystems. Opt Eng 40(5):814–821
Santos EJP (2021) Bucket-brigade inspired power line network protocol for sensed quantity profile acquisition in harsh environment. arXiv:2106.06595 [cs.NI] To appear in J Integr Circuits Syst
Santos EJP (2021) Eletrônica analógica integrada e aplicações, Livraria da Física, 2nd edn. São Paulo
Santos EJP (2021) Systematic oil flow modeling in the Quasi-3D approximation yields additional terms that allows for variable cross-section Area Tubing. Petroleum 7:53–63. arXiv: 2011.04436v1 [physics.geo-ph], 9 Nov 2020
Santos EJP, Vasconcelos Henrique M (2014) 360-nm SOI process development for high-T applications in harsh environments. In: 2014 29th symposium on microelectronics technology and devices: chip in Aracaju, SBMicro
Santos EJP, Vasconcelos Isabela B (2008) RTD-based smart temperature sensor: process development and circuit design. In: Proc. 26th international conference on microelectronics (MIEL 2008). Niš, Serbia, 11–14 May
Santos EJP, Silva Leonardo BM (2017) High-resolution miniaturized smart sensor for semi-distributed monitoring of physical quantities in high-resolution and it constructive method. Patent application BR 10 2017
Silva Junior MF, Muradov KM, Davies DR (2012) Review, analysis and comparison of intelligent well monitoring systems. Society of petroleum engineers intelligent energy international 27–29 (2012) Ultrecht. SPE, Netherlands, p 150195
Silva LBM (2014) Miniaturização de sensores piezoelétricos para medição de pressão elevada com alta resolução em ambientes agressivos. Doctoral dissertation. Electrical Engineering Department. Universidade Federal de Pernambuco, Recife
Silva LBM, Santos EJP (2010) FPGA-based smart sensor implementation with precise frequency to digital converter for flow measurement. In: VI southern programmable logic conference, 2010, Ipojuca (Porto de Galinhas). Proceedings of the VI southern programmable logic conference. Piscataway (EUA): Institute of Electrical and Electronics Engineers—IEEE, 2010. Proceedings 5483009, pp 21-26
Silva LBM, Santos EJP (2012) Quartz transducer modeling for development of BAW resonators. In: Proceedings of the COMSOL conference 2012. Milan
Silva LBM, Santos EJP (2013) Modeling quality factor in AT-cut quartz-Crystal resonators. In: Proceedings of the SBMICRO 2013 Curitiba-Brasil, Chip in Curitiba 2013—SBMicro 2013: 28th symposium on microelectronics technology and devices 6676121
Silva LBM, Santos EJP (2014) Quartz and GaPO4 pressure transducers for high resolution applications in high temperature: a simulation approach. In: 9th symposium on microelectronics technology and devices: chip in Aracaju, SBMicro
Silva LBM, Santos EJP (2019) Modeling high-resolution downhole pressure transducer to achieve semi-distributed measurement in oil and gas production wells. J Integr Circuits Syst 14(2):1–9
Sinha BK (2001) Doubly rotated contoured quartz resonators. IEEE Trans Ultrason Ferroelectr Freq Control 48(5):1162–1180
Sinha BK, Patel MS (2016) Recent developments in high precision quartz and langasite pressure sensors for high temperature and high pressure applications. In: IEEE International Frequency Control Symposium (IFCS), pp 1–13
Smythe RC (1998) Material and resonator properties of langasite and langatate: a progress report. In: Frequency control symposium, 1998. Proceedings of the 1998 IEEE international, pp 761–765
Sobral Tallita C, Santos EJP (2013) Parameter extraction methods for piezoelectric-based transducer design. In: 2013 28th symposium on microelectronics technology and devices
Spassov L, Gadjanova V, Velcheva R, Dulmet B (2008) Short-and long-term stability of resonant quartz temperature sensors. IEEE Trans Ultrason Ferroelectr Freq Control 55(7):1626–1631
TinyOS (2012). http://www.tinyos.net
Vanhoenacker-Janvier D, El Kaamouchi M, Si Moussa M (2008) Silicon-on-insulator for high-temperature applications. IET Circuits Devices Syst 2:151–157
Vig JR, Walls FL (2000) A review of sensor sensitivity and stability. In: Frequency control symposium and exhibition, 2000. Proceedings of the 2000 IEEE/EIA international, pp 30–33
Vittoz E (2010) Low-power crystal and MEMS oscillators—the experience of watch developments. Springer, Dordrecht
Ward RW, Wiggin RB (1997) Quartz pressure transducer technologies. Quartzdyne, Inc. www.quartzdyne.com/pdfs/techqptt.pdf. Accessed Sep 2013
Watanabe F, Watanabe T (2002) Convex quartz crystal resonator of extremely high Q in 10 MHz-50 MHz. In: Ultrasonics symposium, 2002. Proceedings. 2002 IEEE, vol 1, pp 1007–1010. IEEE
Bao Xiaoyi, Chen Liang (2012) Recent progress in distributed fiber optic sensors. Sensors 12:8601–8639
Yuan W, Li L-H, Lee W-B, Chan C-Y (2018) Fabrication of microlens array and its application: a review. Chin J Mech Eng 31:16. https://doi.org/10.1186/s10033-018-0204-y
Zhang JJ (2019) Abnormal pore pressure mechanisms. In: Applied Petroleum Geomechanics, Chap 7, pp 233–280
Acknowledgements
The authors thank Eng. Maurício Galassi of PETROBRAS for many fruitful discussions and Eng. Henrique M. Vasconcelos of the TE@I2 Design House for building and testing the prototype Pierce oscillator and synthesized the digital circuitry in FPGA. The authors also thank PETROBRAS, Brazilian oil company, CNPq and FINEP, Brazilian agencies, for their support.
Funding
This study was partly funded by PETROBRAS - Brazilian Oil Company.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Santos, E.J.P., Silva, L.B.M. High-resolution pressure transducer design and associated circuitry to build a network-ready smart sensor for distributed measurement in oil and gas production wells. J Petrol Explor Prod Technol 12, 2083–2092 (2022). https://doi.org/10.1007/s13202-021-01422-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-021-01422-9