
Abstract
Lignocellulosic biomass is an abundant organic material, which can be utilised in biogas plants for sustainable production of biogas. Since these substrates usually have high lignin contents and consist of rather elongated particles, a special pretreatment is required for an economical and process-stable utilisation in the biogas plant. The mechanical pretreatment of horse manure was carried out with the prototype of a ball mill at different speeds. The aim of ball milling is to comminute the substrate and disintegrate the lignocellulosic bond. Mechanical pretreatment in the ball mill resulted in a significant increase in specific methane yield of more than 37% in anaerobic batch digestion (up to 243 LCH4 kgVS−1) of horse manure. The kinetics of the methane gas formation process was analysed by a modified Gompertz model fitting and showed a higher methane production potential and maximum daily methane production rate as well as a lower duration of the lag phase after pretreatment at 6 rpm. This was further confirmed by sieve analyses, which showed a significant reduction of particle size compared to the untreated variant. Thus, the use of the ball mill increases the specific methane yield and improves the fermentation of lignocellulosic substrates such as horse manure.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Statement of Novelty
The specific objective of this research was to investigate the influence of mechanical pretreatment of a new prototype ball mill on the specific methane yield and particle size distribution of horse manure. For this purpose, different rotational speeds of the ball mill were investigated, at constant filling weight. Since horse manure consists mainly of lignocellulose, which can lead to problems such as floating layers and incomplete digestion, pretreatment is necessary before the substrate is added to the fermenter of a biogas plant. The results are new and therefore of importance for the pretreatment of lignocellulosic residues such as horse manure for anaerobic digestion at plant scale.
Introduction
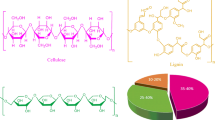
Lignocellulosic biomass is an abundant organic material, which can be utilised in biogas plants for sustainable production of biogas [1]. The utilisation of agricultural by-products, wastes, and lignocellulosic residues, such as horse manure, offers the possibility of reducing feedstock costs and also reducing land-use competition between food production and biogas production [2]. In addition, Angelidaki and Ahring [3] state that the use of farm wastes allows to the conversion of manure, which is normally considered to have little or no commercial value, into renewable energy. The structural characteristics of lignocellulosic substrates are a common problem affecting the efficient valorization of many agricultural wastes [4, 5]. Lignocellulose is mainly composed of cellulose, hemicellulose and lignin, which are cross-linked together and make the plant structures flexible and resistant [6,7,8]. This cross-linking stabilises the plant cell wall and protects it from enzymatic or microbial degradation [4, 7,8,9], preventing lignocellulosic biomass to reach efficient hydrolysis [6, 10]. Anaerobic digestion (AD) can convert both cellulose and hemicellulose of the lignocellulosic substrate, while lignin remains undigested [11]. In order to increase the biodegradability of lignocelluloses and to utilise agricultural waste, pretreatment is an essential element for the economic operation of biogas plants [10, 12]. Pretreatment methods can be generally categorised into physical, chemical and biological or a combination of these methods [1, 4, 12,13,14]. Chemical pretreatment methods cover alkaline, acid, catalyzed steam explosion, wet oxidation, oxidative pretreatment with peroxides and ionic liquids, while biological pretreatment methods can be carried out by fungi, enzymes or a microbial consortium. Physical pretreatment techniques include mechanical comminution, steam-explosion, liquid hot water pretreatment, extrusion, and irradiation like ultrasound and microwave [1, 15]. Various mechanical pretreatment processes such as grinding, shredding, crushing, or chopping are already available for the large-scale biogas process [16]. Mechanical pretreatment usually causes a particle size reduction, alteration of cell walls to increase the enzyme accessibility [17] and an increase in the surface area of the organic material, which provides a larger contact area for microorganisms to degrade the material, resulting in a higher biogas yield [18,19,20,21]. In addition, the reduction of particle size can accelerate the kinetics of the degradation and gas formation processes of lignocellulosic substrates [18, 22], reduce the risk of process-related engineering problems such as floating layers in the digester [23, 24] and recalcitrance of solids to enzymatic breakdown [25]. Fernandez et al. [17] mention energy savings of pumping and mixing operations in the digester as another objective of substrate pretreatment. Mönch-Tegeder et al. [26] investigated grinding of horse manure with a cross-flow grinder (Bio-QZ, ANDRITZ MeWa GmbH, Gechingen, Germany). A collision reactor with a rapidly rotating chain was filled with a portion of substrate which was grinded for 15 s. The batch digestion test was conducted according to the guidelines of the VDI 4630 [27] in glass bottles with a working volume of 2,000 mL for 35 days. The pretreatment led to an increase in methane yield of 9.2% compared to the control variant. Another investigation of Mönch-Tegeder et al. [24] showed an increase of 26.5% in methane production of a pretreated substrate mixture (liquid manure, horse manure, solid manure, grain silage, maize silage, grass silage, crushed grain) compared to the untreated material. This full-scale experiment was carried out in two continuous stirred tank reactors with working volumes of 800 m3 each. During an experimental time of 160 days one digester was fed with the pretreated and the other one with the untreated substrate mixture. The specific energy consumption of the cross-flow grinder accounted to 11.3 ± 1.3 kWh tFM−1 for the pretreatment of the substrates during this trial.
By the application of a pretreatment machine (coarse steel roller against a steel roller at a rotating speed of 400 rpm) on meadow grass, Tsapekos et al. [28] showed an enhanced methane yield of up to 27% compared to untreated samples. Batch digestion was conducted in glass bottles of 547 mL total volume at a thermophilic temperature of 54 °C.
Gallegos et al. [29] evaluated the effect of particle size reduction on wheat straw. The substrate was pretreated by means of chopping to a particle size of 2.0 cm by a straw-mill and grinding to a particle size of 0.2 cm by a bio-extruder. The test was operated under mesophilic conditions of 38 °C. The batch digestion was conducted using eudiometer devices in accordance with VDI 4630. The mechanical pretreatment of wheat straw increased the methane yields by up to 26%.
In the present study, a prototype ball mill was investigated, which represents a new type of mechanical disintegration process for fibre-rich and lignocellulosic feedstocks in the biogas sector [30]. The objective was to analyse the effects of mechanical pretreatment on specific methane yield and particle size distribution of horse manure. The used prototype of the ball mill is novel and unique in the biogas sector.
Materials and Methods
Ball Mill
The ball mill used in this study is patented as a comminution device, especially for the mechanical pretreatment of fibre-rich biomass for biogas production, under German patent number DE102019106792A1 [31]. The prototype of this ball mill was developed and built by Biokraft Energietechnik (Biokraft Energietechnik GmbH, Stuttgart, Germany) and is located at the biogas plant Heuberghof (Bio-Energie Heuberg GmbH & Co. KG, Balingen, Germany). It consists of a cylindrical rotating drum unit of 2 m diameter and 3 m length mounted on a truck tandem axis (Fliegl Fahrzeugbau GmbH, Triptis, Germany). The ball mill is driven by a 45-kW electric motor (MOLL-MOTOR, Mechatronische Antriebstechnik GmbH, Stockerau, Austria) and is filled with about 2500 kg of grinding balls with a diameter of 80 mm.
Figure 1 shows different views of the prototype ball mill and its components. The grinding balls are made of cast iron and have an average weight of 2.1 kg. Iron rods are welded to the inner wall of the drum to carry the grinding balls up and drop them onto the substrate.

Front view and rear view of prototype ball mill [32]
The resulting collisions and interactions of the grinding balls with the substrate lead to frictional and impact forces which grind and comminute the substrate, reduce the particle size and thus increase the particle surface area.
Mechanical comminution occurs in continuous operation and can be influenced by various parameters such as rotational speed, drum filling weight, grinding media, substrate composition and substrate feed rate.
As the ball mill is equipped with load cells (combined error ≤ ± 0.03%), the actual weight of the substrate in the drum is permanently measured. The automated feed enables the feeding of fresh substrate as soon as the filling weight of the drum falls below the set value. The level control also allows the desired amount of substrate to be treated during a trial.
The substrate is treated in a continuous flow inside the drum and gets transported to the discharge disc and pushed through it. Pretreated substrate is then fed to the biogas plant via screw conveyors.
Substrate Properties
Substrates Investigated
The ball mill was fed with a mixture of horse manure and wheat straw during this study. The horse manure used in this study was collected from a horse farm near Balingen (Hofgut Reichenbach—EQH Egenter Quarter Horses, Balingen, Germany). The matured horse manure was 8–12 weeks old and therefore very moist and adhesive. To reduce moisture of the horse manure and the adhesion in the ball mill, wheat straw was added in the form of square bales (300 ± 30 kg) in the dosing unit prior to the ball mill. The ratio of horse manure to wheat straw was adjusted to 4:1 in all trials. Before the substrate was automatically added to the ball mill for the disintegration process, it was fully mixed in a solids dosing unit for 30 min before each trial run.
Most equine waste that can be considered for anaerobic digestion consists of manure and some type of stable bedding [33,34,35,36]. In this paper, the term horse manure is used to refer to horse excrement and urine mixed with straw bedding material and then removed from stalls.
Mechanical Pretreatment and Sampling
In this experiment, the rotation speed of the ball mill was varied to investigate the effect on particle size and specific methane yield. Three experiments were conducted at three different rotational speeds of 6, 10 and 14 rpm. The drum was cleaned before the trials and emptied after each trial. The substrates horse manure and wheat straw were successively added to the solids dosing unit using a wheel loader. With the start of each trial, the mixed substrates passed through the ball mill at the set speed. The filling weight of 1.5 t substrate in the drum was kept constant during the experiments. Samples of treated substrate were taken from below the discharge disc after 0.5 t of the substrate had been milled in continuous operation. For sampling, a special sample vessel was placed below the discharge disc along its entire length to obtain homogeneous samples of treated horse manure. For each treatment variation, a reference sample of the untreated substrate was taken.
In order to obtain homogeneous untreated samples of the substrate, the samples were taken after complete agitation at the outlet of the solid dosing unit. After the sampling, both the untreated and treated samples were immediately shock frozen with liquid nitrogen and then stored at − 20 °C to prevent further degradation of organic acids. The experimental data was recorded in a database connected to the ball mill to facilitate subsequent data analysis and calculations.
Batch Digestion Test
The determination of methane potential of differently pretreated horse manure in the ball mill was performed using the Hohenheim Biogas Yield Test (HBT). The HBT is a patented method with high reproducibility [37] and was performed according to the VDI Guideline 4630 [27] as described by Helffrich and Oechsner [38] and Mittweg et al. [39]. The method largely agrees with the method described by Hollinger et al. [40]. Since the HBT test provides information about the actual fermentation process and degradation kinetics, the sample preparation has to correspond as closely as possible to the subsequent practical conditions according to VDI Guideline 4630 [26]. Therefore, the substrates were assayed using the HBT without any additional laboratory pretreatment, as further comminution would have significantly biased the samples from the practical trials. High standard deviations were expected due to the small fermenter size, in particular for the untreated variant.
Horse manure was digested in 100 mL glass syringes filled with 30 g of inoculum and 0.8 g of sample material, corresponding to an inoculum-to-substrate ratio of 3.42:1, based on volatile solids. The glass syringes served simultaneously as digestion chambers and gas containers, as shown in Fig. 2.

Glass syringe to determine specific methane potential in HBT anaerobic batch digestion [41]
Each treatment variant was run as a replicate of nine samples, while the untreated variant was run as a replicate of 27 samples, as horse manure is known as a heterogeneous substrate. Over a period of 35 days, batch digestion was performed under mesophilic conditions at a constant temperature of 37 ± 0.5 °C.
The methane content of the dried biogas produced was measured manually using an infrared spectrometric methane gas sensor (Advanced Gasmitter, Pronova Analysetechnik, Berlin, Germany) and was related to the gas volume. The sensor was calibrated before and after each measurement with a calibration gas mixture of 60% CH4 and 40% CO2 (G325792 Compressed gas, Westfalen AG, Münster, Germany) [42]. Before measuring the gas volume, the gas was dried with an absorbent (SICAPENT®, Merck, Darmstadt, Germany). The measured gas volumes were corrected to standard temperature and pressure of 273.15 K and 1013.25 hPa. The procedure of gas measurements is described in detail by Mittweg et al. [39] and Hülsemann et al. [42].
For the determination of the specific methane yield of horse manure, the inoculum was tested separately in HBT syringes without co-digestion substrate. In addition, a hay and concentrate standard with known gas yields were digested to verify the accuracy of the experimental conditions according to VDI 4630. The results of the cumulative specific methane yields were related to the volatile solids content of the samples (LCH4 kgVS−1).
Inoculum
The inoculum for the HBT was obtained from the secondary digester of a biogas plant in Laupheim, Germany (Biokraftwerk Deubler GbR, Laupheim, Germany), which is operated at a mesophilic temperature of 42 °C. Fresh samples of inoculum were analysed for pH and FOS/TAC (785 DMP Titrino, Metrohm, Herisau, Switzerland) in the laboratory of the State Institute of Agricultural Engineering and Bioenergy (University of Hohenheim, Stuttgart, Germany) according to VDLUFA guidelines [43].The inoculum used had a pH of 7.92 and a FOS/TAC value of 0.169, which were in a suitable range for further use in the HBT batch digestion test [44].
Prior to the HBT, the inoculum was screened using a sieve with a mesh size of 0.7 mm to remove bigger particles. The determination of the total solids (TS) content resulted in a value of 5.46% fresh mass (FM) and a volatile solids (VS) content of 70.80% TS (3.87% FM).
Dry Sieve Analyses
Sieve analysis is one of the oldest methods of particle size analysis. A known sample weight is passed through progressively finer sieves. The amount collected on each intermediate sieve is weighed to determine the percent weight of each size fraction [45]. Sieve analysis was performed according to DIN ISO 66165–2:2016–08 [46] as dry sieving and on a Fritsch Analysette 3 Spartan two-dimensional vibratory sieve shaker (FRITSCH GmbH, Idar-Oberstein, Germany). Due to the vibration, the individual particles were collected in the intermediate sieves with mesh sizes of 8, 4, 2, 1, 0.5, 0.25 mm and the sieve pan at the bottom, which were arranged in descending order. The samples were dried at 105 °C for 24 h before sieving. For each sieve pass, 15 g of dried horse manure was weighed before sieving. The samples were then placed on the sieve with the largest mesh size and sieved for 10 min at a set amplitude of 2 mm. Before and after sieving, each intermediate sieve was weighted on a laboratory balance (KERN EG 4200-2NM, Kern&Sohn GmbH, Balingen, Germany). This procedure was performed in triplicate for each treatment variant (6, 10 and 14 rpm) and for the untreated reference. The particle size distributions were related to the total solids (% TS) of the substrate’s testes.
Microscopy
The surface morphology of horse manure was observed using a Greenough Stereo Microscope (Zeiss Axio Zoom.V16, Carl Zeiss Microscopy GmbH, Jena, Germany), to analyse the surface destruction of the treated sample compared to the untreated reference. Pretreated substrate at 6 rpm and the untreated reference were analysed under the microscope. The microscope is equipped with a 12-megapixel microscope camera (Zeiss Axiocam 712 color, Carl Zeiss Microscopy GmbH, Jena, Germany) and was used at different magnification levels of 7x up to 40x. With the possibility of Z-stacking integrated into the analysis software ZEN core (ZEN core Version 3.3.92.00000, Carl Zeiss Microscopy GmbH, Jena, Germany), the depth of field could be extended at high magnification levels.
Chemical Composition Analysis
TS and VS
Total solids (TS) and volatile solids (VS) content of each sample were determined prior to the experimental run of batch digestion and sieve analysis. By drying the samples at 105 °C (UF450, Memmert GmbH, Schwabach, Germany) to constant weight, the total solids content was determined according to DIN EN 12880:2000 [47] and Frydendal-Nielsen et al. [48]. Subsequently, the samples were incinerated at 550 °C in a muffle furnace for 6 h according to DIN EN 12879:2000 [49] to determine the volatile solids content.
Feed Analysis
The concentrations (g kgTS−1) of crude protein (XP), crude fat (XL), crude fibre (XF) and nitrogen-free extract (NfE) of the samples were analysed by the analytical laboratory of Gerhardt Analytical Systems (Gerhardt GmbH & Co. KG, Königswinter, Germany) according to the European regulations for the Weender feed analysis [50, 51].
The concentrations of neutral detergent fibre (NDF), acid detergent fibre (ADF) and acid detergent lignin (ADL) were also analysed in the analytical laboratory of Gerhardt Analytical Systems (FibreBag Analysis System, Gerhardt GmbH & Co. KG, Königswinter, Germany) using the standard methods described by the Association of German Agricultural Analytic and Research Institutes (VDLUFA) [43].
Calculations and Statistical Analyses
Modified Gompertz Model
The modified Gompertz kinetic model has been commonly used to describe biogas production mathematically [52,53,54,55,56,57,58,59] assuming that the biogas production rate under batch conditions is a function of the bacterial growth rate of the predominant bacteria in the digester:
where M represents cumulative methane production (LCH4 kgVS−1) after digestion time t (d), P represents methane production potential (LCH4 kgVS−1), Rm represents maximum daily methane production rate (LCH4 kgVS−1 d−1), λ represents lag phase duration (d), and e equals exp(1), or 2.7182818. The kinetic constants of P, Rm and λ were determined using non-linear regression analysis (Microsoft Excel Solver Add-In, Microsoft Corporation, Redmond, USA). For each sample of the batch digestion test in the HBT the modified Gompertz fitting has been performed and subsequently the mean value and standard deviation were calculated.
Energy Balance
The energy consumption and treatment time was recorded for each trial and calculated as the specific energy consumption (SEC) per ton (t) fresh mass in kWh tFM−1. Additional specific methane yield (SMYAdd) was calculated from the difference between the yield of the pretreated sample in the ball mill and the yield of the untreated sample.
(in m3CH4 tFM−1). Energy surplus (ES) due to treatment was calculated by following equation:
where, LHV is defined as lower heating value of 1 m3 CH4 which is 9.97 kWh [44] and ηCHP is the electrical energy conversion efficiency of the combined heat and power unit, which was assumed to be 38% for the conversion from methane into electrical power [26].
The energy balance (EB) was calculated by following equation:
which describes the additional energy yield obtained after subtracting the specific energy consumption needed for the pretreatment process (SEC) from the energy surplus (ES) generated by the pretreatment of horse manure.
The energy recovery rate (ER) was determined based on the ratio of methane energy (ME) recovered from digestion to the gross energy content (GE) of the substrate.
The gross energy content (GE) of the substrates, expressed in MJ kgVS−1, can be estimated from the results of the Weender feed analysis and using the following equation [60]:
The specific energy content of the component parameters exhibits certain differences, as can be seen from the fixed coefficients of the equation [41].
Statistical Evaluation
Since the data had a normal distribution and homogeneous variance, statistical significance (p < 0.05) was tested by one-way ANOVA (Excel, Microsoft) followed by Tukey–Kramer post-hoc test using the Real Statistics Resource Pack software XRealStats for Excel [61] for statistical analyses of particle size and specific methane yields.
Outliers were determined and excluded from the data using OriginPro 2020 statistical analysis and visualisation software. The criterion for determining outliers was the interquartile range (IQR) multiplied by 1.5.
The graphs were created using OriginPro 2020.
Results and Discussion
Chemical Composition of Raw Materials
The compositions of the raw materials are listed in Table 1. Due to the weighing inaccuracy of the solid dosing unit, there were slight variations in the substrate composition of horse manure and wheat straw. The average total solids content of the substrates was 50.42% FM and varied from 48.07 to 53.42% FM. Contents of volatile solids showed a mean value of 84.23% TS and varied from 82.52 to 85.67% FM. Nevertheless, all samples had similar TS and VS content after agitation.
The average ADL fraction of the horse manure was 139.99 g kgTS−1, with the untreated variant having the lowest acid detergent lignin (ADL) content of 122.01 g kgTS−1. For NDF, the untreated variant showed the highest value with 715.54 g kgTS−1 compared to the mean value of 684.05 g kgTS−1.
The XP, XL and XF values were of the same order of magnitude for all treatment variants. The chemical compositions of the different treatment variants are comparable to the results of the stored horse manure samples studied by Mönch-Tegeder et al. [58]. The calculated gross energy content (GE) of horse manure ranged from 14.93 ± 0.27 MJ kgVS −1.
Pretreatment Process Data
In the studies it was shown that in continuous operation and with a constant filling weight of the ball mill, the flow rate increased as the speed of the mill increased. The retention time of horse manure in the ball mill decreased sharply with increasing speed. At a speed of 6 rpm, the milling time increased almost fivefold compared to 14 rpm. The highest flow rate was found at 14 rpm with 0.924 tFM h−1, followed by 0.494 tFM h−1 at 10 rpm and 0.201 tFM h−1 at 6 rpm. Clogging was observed at the discharge disc with time. Longer milling led to more intensive clogging at the discharge disc in the tests. The decisive factor for this was the matured horse manure, which was between 8 and 12 weeks old and thus adhered very strongly to the inner wall of the drum and the discharge disc. This limitation is not expected with fresh material. Fresh horse manure, which is utilised without intermediate storage, remains relatively dry due to its high straw content and can thus be processed much more efficiently in the ball mill. Adhesions on the inner wall, which lead to decreasing flow rates, can thus be largely avoided.
The logged experimental data including specific energy consumption and additional methane yield as a function of flow rate are shown in Fig. 3.

Specific energy consumption and additional methane yield in relation to the flow rate at a constant filling weight of the ball mill of 1.5 t, measured during each treatment of 0.5 t of horse manure
It could be shown that as the speed increases, the number of revolutions and the energy consumption for the same treatment time increase. In this experiment the specific energy consumption of the ball mill varied between 24.5 and 41.5 kWh tFM−1. In its trials with fresh horse manure, the manufacturer of the prototype ball mill reported an average specific energy consumption of 6.5 kWh tFM−1 at a flow rate of 4.5 tFM h−1 which is significantly lower than the values reported in the present work [62].
Zheng et al. [1] mention that the size reduction is a very expensive operation, which can consume up to 33% of the total electricity demand for the whole process depending on the comminution method. They conclude that reducing the energy demand and increasing efficiency for grinding or milling of biomass at the same time would improve the economic performance of the whole process.
Effects of Pretreatment on the Degradation Kinetics
The experimental data of cumulative specific methane yields in the HBT were fitted to the modified Gompertz model for each sample of the respective treatment variant. The results of the modified Gompertz kinetic model show a strong correlation to the data points of the cumulative specific methane yields determined in the HBT. To assess the efficiency of the model, the adjusted coefficient of determination (Adj. R2) was used. Overall, the values were high at over 0.9786 for all treatment variants (see Table 2) with accordingly low error values. This shows that the model is reliable and accurate in predicting the methane yield [63].
Methane production potential (P) was higher for all treatment variants compared to the untreated reference. A significant difference (significance level p < 0.05) in methane production potential was observed between the untreated variant and 6 rpm, and between 6 and 10 rpm. The highest value was 241.6 ± 16.0 LCH4 kgVS−1 at 6 rpm, an increase of 37.16% compared to the untreated variant with 176.2 ± 44.1 LCH4 kgVS−1. Significant differences were found for the maximum daily methane production rate (Rm), between the untreated variant and 6, 10 and 14 rpm (significance level p < 0.05). Among the pretreated variants the value of Rm did not show much variation.
Statistical analysis by a Tukey–Kramer post-hoc test (significance level p < 0.05) revealed significant differences in the duration of the lag phase (λ) between the untreated variant and 6, 6 and 10, as well as between 6 and 14 rpm. With a duration of only 0.8 days, the treatment variant at 6 rpm achieved the lowest lag phase, which means that methane production started about half a day earlier compared to the untreated variant. At 10 and 14 rpm, the duration of the lag phase was in a similar range to that of the untreated variant (1.3 days). Kusch et al. [64] reported that chopping the horse manure twice with a compost chopper to a length of 4 cm significantly accelerated biogas production.
It can be concluded that the mechanical pretreatment had a significant effect on the specific methane yield as well as the degradation kinetics of the horse manure, especially for the sample treated at 6 rpm in the ball mill.
Effects of Pretreatment on Particle Size
The changes in the physical structure of the horse manure due to the disintegration process with the prototype ball mill were demonstrated by dry sieve analysis.
Figure 4 shows the results as a cumulative distribution curve for each treatment, with each intermediate sieve describing one data point. The curves for the variants treated in the ball mill show a remarkable reduction in particle size compared to the untreated reference. The curve at 6 rpm stands out clearly from the other treatment variants due to the intensive pretreatment and longer milling time. Graphs of the curves at 10 and 14 rpm show similar curve shapes and a significant reduction in particle size compared to the untreated variant. The overall low standard deviations within the pretreated samples show a high repeatability of the sieve analysis.

Cumulative particle size distribution; data points represent mean values and shadows the standard deviations; BM = treated horse manure in ball mill
Statistical significances (significance level p < 0.05) of sieve fractions between treatment variants were performed as Tukey–Kramer post hoc test. All treatment variants showed a significantly lower percentage of particles larger than 8.0 mm. The strongest effect of the milling treatment on particle size was found in the 6 rpm sample, which had a mean value of 3.25% compared to 40.00% for the untreated variant. The sieve fraction of 2.0–4.0 mm was significantly higher at 6 and 14 rpm compared to the untreated variant. For particles of 1.0–2.0 and 0.5–1.0 mm, a significantly higher percentage was observed for all treatment variants compared to the untreated variant. A significant difference was also found for microparticles smaller than 0.25 mm compared to the untreated variant at 6 rpm. Fernandez et al. [17] concludes, that particle size reduction is an essential parameter on the methane yield, nevertheless other factors such as solubilisation and bioavailability of organic matter also play an important role.
Since horse manure consists mainly of irregularly shaped particles, Wills and Finch [45] point out that sieving is complicated by the fact that a particle with a size close to the nominal aperture of the test sieve can only pass if it is in a favourable orientation. Since the size of the sieve apertures inevitably varies due to the irregularity of the meshes, longer sieving results in the larger sieve apertures exerting an excessive influence on the sieve analysis. For this reason, the amplitude of the vibratory sieve shaker was set at 2 mm to compromise between the throw height that sieving generally requires and the negative effect of verticalisation and drop-through of the mostly elongated particles onto smaller intermediate screens that occurs at high amplitudes.
Effects of Pretreatment on the Surface Morphology
Figure 5 shows images at different magnifications under the Axio Zoom.V16 from Zeiss. The sample of the untreated variant consists of significantly larger particles of horse manure and straw particles (Fig. 5A and B) compared to the pretreated variant at 6 rpm (Fig. 5E), as well as substrate compounds, as shown in Fig. 5C, which cannot be separated without mechanical pretreatment. Broken particles are also present in the untreated sample (Fig. 5D) but show only minor kinks and are much less frayed.

Stereo microscopy images at different magnification levels of untreated horse manure (magnification levels: A = 7x; B = 16x; C = 32x; D = 40x) and pretreated horse manure in ball mill at 6 rpm (magnification levels: E = 7x; F = 32x; G = 40x; H = 40x)
In the pretreated variant, relatively smaller particles as well as predominantly broken and chipped particle ends are found in the sample (Fig. 5F). After treatment, fragmented and frayed particles (Fig. 5G, H) as well as microparticles smaller than 1 mm are present. It can be concluded that the physical structure of horse manure has changed due to the mechanical pretreatment in the ball mill.
Microstructural changes and the increase in particle surface area are both possible effects of the mechanical pretreatment. However, Mönch-Tegeder et al. [58] points out that increased surface area can cause an uncontrolled degradation process and energy loss. He also recommends that mechanical pretreatment should take place directly before processing in the digester [58]. In this regard, the ball mill offers a decisive advantage over other processing technologies, since the treated substrates are fed directly to the digester without further intermediate storage.
Effects of Pretreatment on the Specific Methane Yield
Figure 6 shows the cumulative specific methane yields and thus the development of methane formation of untreated and treated horse manure recorded in the HBT over 35 days. The untreated variant was 177 ± 45 LCH4 kgVS−1. Similar methane yields of untreated horse manure were reported by Kusch et al. [64] in batch-operated solid-phase reactors on a laboratory scale (working volume of 57 L) operated in percolation mode for 74 days and flooded mode for 46 days. Both experimental setups yielded around 170 LCH4 kgVS−1. Mönch-Tegeder et al. [58] reported a mean value of 191 LCH4 kgVS−1 for fresh horse manure and 153 LCH4 kgVS−1 for stored horse manure after 35 days of digestion in HBT batch digestion test.

Datapoints of cumulative specific methane gas measurement in HBT; BM = treated horse manure in ball mill; data points represent mean values and whiskers the standard deviations
Mechanical pretreatment in the ball mill resulted in overall increasing specific methane yields compared to untreated horse manure. The highest value of specific methane yield was obtained at a rotation speed of 6 rpm with 243 ± 8 LCH4 kgVS−1, which is a significant increase of 37.3% compared to the untreated variant. Rotation speeds of 10 and 14 rpm yielded 190 ± 16 LCH4 kgVS−1 (+ 7.2%) and 212 ± 29 LCH4 kgVS−1(+ 20.1%), respectively. Mönch-Tegeder et al. [24] reported a 26.5% increase in specific methane yield after 15 s of treatment with a cross-flow grinder. In contrast, Carrere et al. [65] state that the objective of pretreatment of lignocellulosic biomass in full scale is to simplify feedstock management, digester feeding, and avoid any floating layer in the digester, rather than to increase the methane yield. Furthermore, they mention in their study that pretreatment in general not always result in higher methane production, sometimes even to lower values, due to inhibitor formation. However, they note that mechanical pretreatments are generally less sensitive to diverse substrate properties than other methods and that there is no elevated risk of recalcitrant compounds or inhibitors forming.
Standard deviation (SD) of specific methane yields for each variant show that more intensive treatment and longer treatment time result in more homogeneous samples. The untreated variant has the highest SD with 45 LCH4 kgVS−1, followed by 14 rpm (29 LCH4 kgVS−1), 10 rpm (16 LCH4 kgVS−1), and the lowest SD within the variants for 6 rpm of 8 LCH4 kgVS−1. Higher standard deviations may also be related to the small fermenter size, which ought to be compensated by a high number of replicates.
A Tukey–Kramer post-hoc test failed to show a significant increase for the 10 rpm and 14 rpm speed compared to the untreated variant. Two outliers were detected in the boxplots for a rotation speed of 6 and 10 rpm, respectively, and were excluded from the statistical analyses by multiplying the interquartile range (IQR) by 1.5 (see Fig. 7). Table 3 shows the results of the energy balance and energy recovery. It was found that energy recovery was higher for the pretreated variants. In particular, the 6 rpm treatment variant had the highest energy recovery with a value of 57.4%, compared to 42.0% for the untreated variant. The specific energy consumption for the treatment process in the ball mill varied between 24.5 kWh tFM−1 for 14 rpm and 41.5 kWh tFM−1 for 6 rpm. The values are higher compared to the cross-flow grinder studied by Mönch-Tegeder et al. [26], which reached 13.8 kWh tFM−1 for 15 s and 20.5 kWh tFM−1 for 30 s treatment time. Nevertheless, a positive energy balance was found for the treatment variants of 6 and 14 rpm with 96.8 and 16.6 kWh tFM−1, respectively. Only for the treatment variant of 10 rpm a negative energy balance of − 13.6 kWh tFM−1 was calculated due to higher specific energy consumption of the ball mill compared to the energy surplus of the treatment process. In contrast, Mönch-Tegeder et al. [26] achieved a positive energy balance of 12.7 kWh tFM−1 for 15 s and negative energy balance of − 3.4 kWh tFM−1 for 30 s treatment time. In particular, the milling process at 6 rpm showed a promising treatment effect of horse manure in terms of a high specific methane yield and thus a positive energy balance. However, Dell’Omo and Spena [15] point out that it is rather difficult to transfer the results of batch tests to continuous anaerobic digestion systems especially on a full scale. The reason is that batch digestion tests have a tendency to overestimate the methane potential resulting from the excess of inoculum, which contains important nutrients and buffer capacity in addition to an active microflora [66]. Apart from that, the experimental conditions in batch mode differ significantly from those in continuous full-scale biogas plants, where the effects of the pretreatments strongly depend on anaerobic digestion parameters such as the hydraulic retention time [15]. Hofmann et al. [67] also refer to the difficult transferability of batch to continuous systems and that the disintegration effect must be seen in the context of this limited comparability. However, additional positive effects of mechanical pretreatment may be expected in a change of rheological characteristics of the digestate and thus a lower risk of floating or sinking layers as well as a possibly lower energy requirement for mixing and pumping [17, 67].

Boxplots of specific methane yield of different treatment variants; significances *a, *b, *c, *d conducted by Tukey–Kramer post hoc test with p-value < 0.05; ns = not significant; BM = treated horse manure in ball mill
Unfortunately, information on possibly improved substrate properties such as reduced floating and sinking layers, but also an enhancement of the rheological characteristics after pretreatment with the prototype ball mill could not be investigated within the scope of the study and require further research on these effects at plant-scale.
The additional energy demand, on the one hand, has to be considered in the economic feasibility analysis when investing in pretreatment technologies for lignocellulosic substrates such as horse manure. On the other hand, the energy demand is negligible considering the advantages such as making lignocellulosic residues available for the biogas process, the higher methane yield and faster degradation process.
Especially for the practical scale and the economic evaluation of a biogas plant, the use of low-cost residual substrates and agricultural by-products such as horse manure, straw or other lignocellulosic substrates, which are rather difficult and uneconomical to use for anaerobic digestion without pretreatment, is of great importance.
Hofmann et al. [67] consider the experiments on anaerobic digestion as a basis for a further comprehensive economical evaluation, which has to take into account costs, revenues, and energetic aspects. In their view, the disintegration technology needs to be evaluated for a profound decision on the benefits of the technology, regardless of the disintegration method applied.
In further trials with the ball mill, an optimum between milling intensity and specific energy consumption must be found in order to achieve a practical substrate flow rate and thus an economical operation of the ball mill.
The particle size analysis shows the clear reduction of particle size especially for the sample pretreated at 6 rpm compared to the untreated one. Combined with the results of the faster degradation kinetics, the higher specific methane yield in batch digestion and the changed surface morphology observed in the microscopy images, it can be concluded that the milling process of the colliding grinding media in the ball mill had a disintegrating and defibrating effect on the lignocellulosic horse manure.
Conclusion
The results show that mechanical pretreatment with the ball mill leads to a significant reduction in particle size and a significant increase in specific methane yield (243 ± 8 LCH4 kgVS−1), which corresponds to an increase of up to 37.3% compared to the untreated variant and thus a positive energy balance.
The lowest speed of 6 rpm in particular resulted in a longer treatment time in the ball mill and thus a more intensive treatment process, which significantly improved the kinetic performance and lead to a lower methane production lag phase (λ).
Since the experiments on specific methane yield were conducted on a laboratory scale, further trials on a full-scale are required. In particular, further investigations will be important to obtain information about the transferability of the methane yields from the laboratory scale experiments to plant-scale operation. In addition, other lignocellulosic substrates could also be tested and evaluated in terms of rheological characteristics, formation of floating layers, energy consumption and, more generally, the economical evaluation of the mechanical pretreatment process performed by the ball mill.
Data Availability
The data sets generated and analysed in this study are available upon request from the corresponding author.
References
Zheng, Y., Zhao, J., Xu, F., Li, Y.: Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. (2014). https://doi.org/10.1016/j.pecs.2014.01.001
Mönch-Tegeder, M.: Investigation of the usability of horse manure in the biogas process Untersuchung zur Verwertbarkeit von Pferdemist im Biogasprozess. Dissertation University of Hohenheim, Stuttgart (2014)
Angelidaki, I., Ahring, B.: Anaerobic thermophilic digestion of manure at different ammonia loads: effect of temperature. Water Res. (1994). https://doi.org/10.1016/0043-1354(94)90153-8
Agbor, V.B., Cicek, N., Sparling, R., Berlin, A., Levin, D.B.: Biomass pretreatment: fundamentals toward application. Biotechnol. Adv. (2011). https://doi.org/10.1016/j.biotechadv.2011.05.005
Peguero, D.A., Gold, M., Vandeweyer, D., Zurbrügg, C., Mathys, A.: A review of pretreatment methods to improve agri-food waste bioconversion by black soldier fly larvae. Front. Sustain. Food Syst. (2022). https://doi.org/10.3389/fsufs.2021.745894
Čater, M., Zorec, M., Marinšek Logar, R.: Methods for Improving anaerobic lignocellulosic substrates degradation for enhanced biogas production. Springer Science Reviews (2014). https://doi.org/10.1007/s40362-014-0019-x
Mussatto, S.I., Teixeira, J.A.: Lignocellulose as raw material in fermentation processes. Technology and Education Topics in Applied Microbiology and Microbial Biotechnology, 897–907 (2010)
Palmqvist, E., Hahn-Hägerdal, B.: Fermentation of lignocellulosic hydrolysates. II: inhibitors and mechanisms of inhibition. Bioresour Technol (2000). https://doi.org/10.1016/S0960-8524(99)00161-3
Kissel, R., Henkelmann, G., Dollhofer, V., Lebuhn, M., Seidel, J., Koch, K.: Substrate treatment—To improve the degradation of fibre-rich biomass (Substrataufbereitung—Zur Verbesserung des Abbaus faserreicher Biomasse). To improve the degradation of fibre-rich biomass. Bavarian State Institute for Agriculture (LfL). Technical University of Munich (TUM) Freising, Munich (2019)
Mirmohamadsadeghi, S., Karimi, K., Azarbaijani, R., Parsa Yeganeh, L., Angelidaki, I., Nizami, A.-S., Bhat, R., Dashora, K., Vijay, V.K., Aghbashlo, M., Gupta, V.K., Tabatabaei, M.: Pretreatment of lignocelluloses for enhanced biogas production: a review on influencing mechanisms and the importance of microbial diversity. Renew. Sustain. Energy Rev. (2021). https://doi.org/10.1016/j.rser.2020.110173
Abraham, A., Mathew, A.K., Park, H., Choi, O., Sindhu, R., Parameswaran, B., Pandey, A., Park, J.H., Sang, B.-I.: Pretreatment strategies for enhanced biogas production from lignocellulosic biomass. Biores. Technol. (2020). https://doi.org/10.1016/j.biortech.2019.122725
Taherzadeh, M.J., Karimi, K.: Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: a review. Int. J. Mol. Sci. (2008). https://doi.org/10.3390/ijms9091621
Veluchamy, C., Kalamdhad, A.S., Gilroyed, B.H.: Advanced Pretreatment Strategies for Bioenergy Production from Biomass and Biowaste. In: Hussain, C.M. (ed.) Handbook of Environmental Materials Management, pp. 1507–1524. Springer International Publishing, Cham (2019)
Mankar, A.R., Pandey, A., Modak, A., Pant, K.K.: Pretreatment of lignocellulosic biomass: a review on recent advances. Biores. Technol. (2021). https://doi.org/10.1016/j.biortech.2021.125235
Dell’Omo, P.P., Spena, V.A.: Mechanical pretreatment of lignocellulosic biomass to improve biogas production: comparison of results for giant reed and wheat straw. Energy (2020). https://doi.org/10.1016/j.energy.2020.117798
Lindmark, J., Leksell, N., Schnürer, A., Thorin, E.: Effects of mechanical pre-treatment on the biogas yield from ley crop silage. Appl. Energy (2012). https://doi.org/10.1016/j.apenergy.2011.12.066
Coarita Fernandez, H., Teixeira Franco, R., Bayard, R., Buffiere, P.: Mechanical pre-treatments evaluation of cattle manure before anaerobic digestion. Waste Biomass Valor (2020). https://doi.org/10.1007/s12649-020-01022-4
Szlachta, J., Prask, H., Fugol, M., Luberański, A.: Effect of Mechanical pre-treatment of the agricultural substrates on yield of biogas and kinetics of anaerobic digestion. Sustainability (2018). https://doi.org/10.3390/su10103669
Kasinath, A., Fudala-Ksiazek, S., Szopinska, M., Bylinski, H., Artichowicz, W., Remiszewska-Skwarek, A., Luczkiewicz, A.: Biomass in biogas production: pretreatment and codigestion. Renew. Sustain. Energy Rev. (2021). https://doi.org/10.1016/j.rser.2021.111509
Carlsson, M., Lagerkvist, A., Morgan-Sagastume, F.: The effects of substrate pre-treatment on anaerobic digestion systems: a review. Waste manag. (2012). https://doi.org/10.1016/j.wasman.2012.04.016
Orlando, M.-Q., Borja, V.-M.: Pretreatment of animal manure biomass to improve biogas production: a review. Energies (2020). https://doi.org/10.3390/en13143573
Schwarz, B., Friedrich, E., Friedrich, H.: Disintegration processes—cost and benefit ratio for the biogas process (Desintegrationsverfahren Aufwand und Nutzen für die Biogaserzeugung). Gülzower Fachgespräche, Technische Informationsbibliothek u Universitätsbibliothek, p. 32. Fachagentur Nachwachsende Rohstoffe (FNR), Hannover (2009)
Lopes, M., Baptista, P., Duarte, E., Moreira, A.L.N.: Enhanced biogas production from anaerobic co-digestion of pig slurry and horse manure with mechanical pre-treatment. Environ. Technol. (2019). https://doi.org/10.1080/09593330.2017.1420698
Mönch-Tegeder, M., Lemmer, A., Oechsner, H.: Enhancement of methane production with horse manure supplement and pretreatment in a full-scale biogas process. Energy (2014). https://doi.org/10.1016/j.energy.2014.06.051
Katukuri, N.R., Fu, S., He, S., Xu, X., Yuan, X., Yang, Z., Guo, R.-B.: Enhanced methane production of Miscanthus floridulus by hydrogen peroxide pretreatment. Fuel (2017). https://doi.org/10.1016/j.fuel.2017.03.014
Mönch-Tegeder, M., Lemmer, A., Jungbluth, T., Oechsner, H.: Effects of full-scale substrate pretreatment with a cross-flow grinder on biogas production. Agric. Eng. Int. CIGR J. 16, 138–147 (2014)
VDI Department of Energy Technology: Fermentation of organic materials (VDI 4630). Characterization of the substrate, sampling, collection of material data, fermentation tests. VDI-Society Energy and Environment (2016). https://www.vdi.de/richtlinien/details/vdi-4630-fermentation-of-organic-materials-characterization-of-the-substratesampling-collection-of-material-data-fermentation-tests
Tsapekos, P., Kougias, P.G., Angelidaki, I.: Mechanical pretreatment for increased biogas production from lignocellulosic biomass; predicting the methane yield from structural plant components. Waste manag (2018). https://doi.org/10.1016/j.wasman.2018.07.017
Gallegos, D., Wedwitschka, H., Moeller, L., Zehnsdorf, A., Stinner, W.: Effect of particle size reduction and ensiling fermentation on biogas formation and silage quality of wheat straw. Biores. Technol. (2017). https://doi.org/10.1016/j.biortech.2017.08.137
Biokraft Energietechnik GmbH: Biokraft ball mill - The innovative comminution technology for biogas plants (Biokraft Kugelmühle - Die innovative Zerkleinerungstechnologie für Biogasanlagen), Erfweiler. https://biokraft-et.de/wp-content/uploads/2020/02/Die-Biokraft-Kugelm%C3%BChle-Brosch%C3%BCre.pdf (2020)
Eberhart, A., Al-Saffar, M., Hanel, F.: Disclosure document - Comminution Device (Offenlegungsschrift - Zerkleinerungsvorrichtung). German Patent DE102019106792A1, 24 September 2020. https://register.dpma.de/DPMAregister/pat/PatSchrifteneinsicht?docId=DE102019106792A1&page=1&dpi=300&lang=en
Biokraft Energietechnik GmbH: Instruction Manual Biokraft Ball Mill (Betriebsanleitung Biokraft Kugelmühle). Machine type: D2mL3m37kW, Erfweiler (2021)
Wheeler, E., Smith Zajaczkowski, J.: Horse Stable Manure Management. Agricultural and Biological Engineering Extension—Pennsylvania State University. https://missionrcd.specialdistrict.org/files/35d3cf068/Horse-Stable-Manure-Management.pdf (2002)
Westendorf, M., Krogmann, U.: Horse Manure Management: Bedding Use. https://esc.rutgers.edu/fact_sheet/horse-manure-management-bedding-use/ (2006)
Wartell, B.A., Krumins, V., Alt, J., Kang, K., Schwab, B.J., Fennell, D.E.: Methane production from horse manure and stall waste with softwood bedding. Biores. Technol. (2012). https://doi.org/10.1016/j.biortech.2012.02.012
Hadin, Å., Eriksson, O., Hillman, K.: A review of potential critical factors in horse keeping for anaerobic digestion of horse manure. Renew. Sustain. Energy Rev. 65, 432–442 (2016)
Helfrich, D., Morar, M., Lemmer, A., Oechsner, H., Steingaß, H.: Disclosure document: Laboratory method for determining the quality and quantity of the biogas produced during the anaerobic digestion of organic substances in a batch process (Offenlegungsschrift - Laborverfahren zur Bestimmung der Qualität und Quantität des beim anaeroben Abbau organischer Substanzen entstehenden Biogases im Batch-Verfahren). Germany Patent DE10227685, Accessed 15 Jan 2004
Helffrich, D., Oechsner, H.: The Hohenheim biogas yield test: comparison of different laboratory techniques for the digestion of biomass. Agrartech. Forsch. 9, 27–30 (2003)
Mittweg, G., Oechsner, H., Hahn, V., Lemmer, A., Reinhardt-Hanisch, A.: Repeatability of a laboratory batch method to determine the specific biogas and methane yields. Eng. Life Sci. (2012). https://doi.org/10.1002/elsc.201100181
Holliger, C., Alves, M., Andrade, D., Angelidaki, I., Astals, S., Baier, U., Bougrier, C., Buffière, P., Carballa, M., de Wilde, V., Ebertseder, F., Fernández, B., Ficara, E., Fotidis, I., Frigon, J.-C., de Laclos, H.F., Ghasimi, D.S.M., Hack, G., Hartel, M., Heerenklage, J., Horvath, I.S., Jenicek, P., Koch, K., Krautwald, J., Lizasoain, J., Liu, J., Mosberger, L., Nistor, M., Oechsner, H., Oliveira, J.V., Paterson, M., Pauss, A., Pommier, S., Porqueddu, I., Raposo, F., Ribeiro, T., Rüsch Pfund, F., Strömberg, S., Torrijos, M., van Eekert, M., van Lier, J., Wedwitschka, H., Wierinck, I.: Towards a standardization of biomethane potential tests. Water sci. Technol: A J Int Assoc Water Pollut Res (2016). https://doi.org/10.2166/wst.2016.336
Chala, B., Oechsner, H., Latif, S., Müller, J.: Biogas Potential of coffee processing waste in ethiopia. Sustainability (2018). https://doi.org/10.3390/su10082678
Hülsemann, B., Zhou, L., Merkle, W., Hassa, J., Müller, J., Oechsner, H.: Biomethane potential test: influence of inoculum and the digestion system. Appl. Sci. (2020). https://doi.org/10.3390/app10072589
VDLUFA: Method Book III - The Chemical Analysis for Feedstuffs. incl. 1st-3rd supplement delivery, 3rd edn. VDLUFA-Verlag, Darmstadt (1976)
Association for Technology and Structures in Agriculture KTBL (Kuratorium für Technik und Bauwesen in der Landwirtschaft e.V). (ed.): Reference values for biogas (Faustzahlen Biogas), 3rd edn. KTBL, Darmstadt (2013)
Wills, B.A., Finch, J.A.: Particle Size Analysis. In: Finch, J., Wills, B. (eds.) Wills’ Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th edn., pp. 91–107. Elsevier Science s.l, Netherlands (2015)
German Institute for Standardization: Particle size analysis—Sieving analysis—Part 2: Procedure. Beuth Verlag GmbH, Berlin ICS 19.120 (DIN ISO 66165–2:2016–08) (2016)
German Institute for Standardization: Characterization of sludges - Determination of dry residue and water content. Beuth Verlag GmbH, Berlin ICS 13.030.20 (DIN EN 12880:2000) (2001)
Frydendal-Nielsen, S., Hjorth, M., Baby, S., Felby, C., Jørgensen, U., Gislum, R.: The effect of harvest time, dry matter content and mechanical pretreatments on anaerobic digestion and enzymatic hydrolysis of miscanthus. Biores. Technol. (2016). https://doi.org/10.1016/j.biortech.2016.07.046
German Institute for Standardization: Characterization of sludges - Determination of the loss on ignition of dry mass. Beuth Verlag GmbH, Berlin ICS 13.030.20 (DIN EN 12879:2000) (2001)
Commission Regulation (EC) No 152/2009. Laying down the methods of sampling and analysis for the official control of feed. L 54. Official Journal of the European Union. https://www.legislation.gov.uk/eur/2009/152/pdfs/eur_20090152_adopted_en.pdf
Fettweis, U., Kühl, J.: Comparative Tests for the Purposes of a Crude Fibre Analysis Using Both the Official VDLUFA Method and FibreBag Technology (C. Gerhardt), Kiel. https://www.gerhardt.de/fileadmin/Redaktion/downloads/Comparative_Tests_Crude_Fibre_Analysis_with_both_official_VDLUFA_method_and_FibreBag_method_-_VDLUFA_2010.pdf (2010)
Budiyono, Widiasa, I.N., Johari, S., Sunarso: The kinetic of biogas production rate from cattle manure in batch mode. Int. J. Chem. Biol. Eng. 3, 39–45 (2010)
Etuwe, C.N., Momoh, Y.O.L., Iyagba, E.T.: Development of mathematical models and application of the modified gompertz model for designing batch biogas reactors. Waste Biomass Valor (2016). https://doi.org/10.1007/s12649-016-9482-8
Yusuf, M., Debora, A., Ogheneruona, D.E.: Ambient temperature kinetic assessment of biogas production from co-digestion of horse and cow dung. Res. Agr. Eng. (2011). https://doi.org/10.17221/25/2010-RAE
Feng, L.: Kinetik modelling of gas generated from anearobic fermentation of kitchen waste with microaerobic pretreatment. Appl. Ecol. Env. Res. (2019). https://doi.org/10.15666/aeer/1705_1067110683
Schnute, J.: A versatile growth model with statistically stable parameters. Can. J. Fish. Aquat. Sci. (1981). https://doi.org/10.1139/f81-153
Zwietering, M.H., Jongenburger, I., Rombouts, F.M., van ’t Riet, K.: Modeling of the bacterial growth curve. Appl. Environ Microbiol (1990). https://doi.org/10.1128/aem.56.6.1875-1881.1990
Mönch-Tegeder, M., Lemmer, A., Oechsner, H., Jungbluth, T.: Investigation of the methane potential of horse manure. Agric. Eng. Int. CIGR J. 15, 161–172 (2013)
Lindner, J., Zielonka, S., Oechsner, H., Lemmer, A.: Effects of mechanical treatment of digestate after anaerobic digestion on the degree of degradation. Biores. Technol. (2015). https://doi.org/10.1016/j.biortech.2014.09.117
Society of Nutrition Physiologie: Recommendations for the energy and nutrient supply of dairy cows and heifers in Germany (Empfehlungen zur Energie- und Nährstoffversorgung der Milchkühe und Aufzuchtrinder). Energie- und Nährstoffbedarf landwirtschaftlicher Nutztiere, vol. 8. DLG-Verl., Frankfurt am Main (2001)
Zaiontz, C.: Real Statistics Resource Pack software. https://www.real-statistics.com, USA (2021)
Biokraft Energietechnik GmbH: Biokraft Ball Mill. https://biokraft-et.de/ (2018)
Dahunsi, S.O.: Mechanical pretreatment of lignocelluloses for enhanced biogas production: methane yield prediction from biomass structural components. Biores. Technol. (2019). https://doi.org/10.1016/j.biortech.2019.02.006
Kusch, S., Oechsner, H., Jungbluth, T.: Biogas production with horse dung in solid-phase digestion systems. Biores. Technol. (2008). https://doi.org/10.1016/j.biortech.2007.02.008
Carrere, H., Antonopoulou, G., Affes, R., Passos, F., Battimelli, A., Lyberatos, G., Ferrer, I.: Review of feedstock pretreatment strategies for improved anaerobic digestion: From lab-scale research to full-scale application. Biores. Technol. (2016). https://doi.org/10.1016/j.biortech.2015.09.007
Chen, Y., Cheng, J.J., Creamer, K.S.: Inhibition of anaerobic digestion process: a review. Biores. Technol. (2008). https://doi.org/10.1016/j.biortech.2007.01.057
Hofmann, J., Müller, L., Weinrich, S., Debeer, L., Schumacher, B., Velghe, F., Liebetrau, J.: Assessing the effects of substrate disintegration on methane yield. Chem. Eng. Technol. (2020). https://doi.org/10.1002/ceat.201900393
Acknowledgements
The authors wish to thank the German Federal Ministry of Food and Agriculture, (BMEL) for its financial support through the Fachagentur Nachwachsende Rohstoffe e.V. (FNR) by funding the research project FLEX-CRASH under grant no. 2219NR043.
The laboratory of the State Institute of Agricultural Engineering and Bioenergy and the analytical laboratory of Gerhardt Analytical Systems are acknowledged for their laboratory analyses.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the German Federal Ministry of Food and Agricultural (BMEL) through the Fachagentur Nachwachsende Rohstoffe e.V. (FNR) under the grant no. 2219NR043.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The manuscript is the authors’ original work and has not been previously submitted to Waste and Biomass Valorization. The authors declare that they have no known competing financial interests or personal relationships that could influence the work in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Heller, R., Roth, P., Hülsemann, B. et al. Effects of Pretreatment with a Ball Mill on Methane Yield of Horse Manure. Waste Biomass Valor 14, 3723–3737 (2023). https://doi.org/10.1007/s12649-023-02083-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02083-x