
Abstract
The olive oil industry has been operating for centuries, but in the last decades, significant attention has gone to the development of physical technologies that enhance the traditional extra virgin olive oil (EVOO) extraction process efficiency. Studies have validated such technologies at industrial scale in medium-sized olive oil factories. These physical technological interventions are aimed to achieve at least one of the following outcomes: (a) higher EVOO throughput by implementing a continuous uniform-heating process alternative to semi-batch malaxation, (b) increase the recovery of EVOO, and (c) enhance the phenolic content in olive oil. The present work identifies the status of what is presently achievable with these physical interventions. A systematic comparison across recent studies was conducted in factories processing beyond 1 T h−1 olive paste. Technologies used in these studies include heat exchangers, microwaves (MW), ultrasound (US), megasonics (MS), and pulsed electric fields (PEF) individually or in combination.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
A Global Growing Olive Oil Industry
The global olive oil market has witnessed an accelerated ramp-up through the years reaching a market size of USD 8.9 billion and is forecasted to reach USD 13.5 billion by 2027 [32]. The market revenue is mainly driven by the sales of virgin and extra virgin olive oil in its majority, together with lower value categories such as pomace olive oil and other oil products. Most of the extra virgin olive oil is produced by extraction plants located in Europe, even though olive oil production is increasing in North Africa, Turkey and other Middle Eastern countries, Oceania, North and South America, and China. In Europe, most of the olive oil is produced by Spain, Italy, and Greece, taking up nearly 67% of 2816 metric tonnes manufactured annually around the world [33]. The main olive varieties used for olive oil production in these countries are described in Table 1. Among these, Coratina is recognised as the variety that, depending on the degree of ripeness of the olives, can reach the highest level of phenolic content. Other varieties such as Moraiolo, Picual, and Koroneiki can also reach a high level of phenolic content depending on the state of maturity [34].
Olive oil plants around the world are mostly made up of small enterprises running one or two extraction lines with throughputs ranging from 0.4 to 2 T h−1 of olive paste. However, most of the global olive oil production takes place in medium to large olive processing plants operating with multiple lines running from 2 to 12 T h−1.
Olive oil plants are constrained to operate within the 2-to-3-month olive harvest period in autumn in both hemispheres. The high-throughput olive processing industry has therefore been striving to identify physical extraction technologies that increase extra virgin oil recovery and throughput. Companies in recent decades started evaluating and/or implementing physical technologies such as heat exchangers, microwaves, ultrasound, and pulsed electric fields into their processing lines to drive higher oil recovery, reduce processing times, and increase phenolic compounds in olive oil. For example, the industry has now adopted heat exchangers for rapid and uniform heating of the olive paste to improve the temperature uniformity during the malaxation process, leading to a reduction in process time and increase in oil quality. A more established practice to maximise oil recovery is to use the malaxer and decanter lines to do a first olive oil extraction, and then conduct a second extraction from the pomace. However, the latter often leads to a lower oil quality due to overprocessing [6].
There is also an increased market pull for healthier and stable extra virgin olive oils with enhanced antioxidant and anti-inflammatory properties [26]. This has also led to exploring processing interventions that promote enriching the phenolic olive oil content by enhancing phenolic extraction from the paste [3].
Despite the efforts conducted at the present by individual companies and research groups, a systematic comparison of the physical technologies being evaluated in small- to high-throughput olive oil processing plants to provide increased olive oil efficiencies has not been conducted. The present work aims to examine the efficacy of emerging physical technologies to improve throughput, oil recovery, and phenolics in the oil. The present review systematically compares research trials conducted at industrial scale beyond 1 T h−1 olive paste.
Traditional Virgin Olive Oil Process
Virgin olive oil (VOO) and extra virgin olive oil (EVOO) are mainly obtained using mechanical methods. Figure 1 shows the flow chart of a typical process for the manufacture of virgin olive oil. Overall, the extraction process is semi-continuous process due to the batch-like and non-uniform malaxation stage, explained further below.

Example of a virgin olive oil extraction plant including the following stages: 1, reception; 2, washing; 3, crushing; 4, monopump; 5, malaxing; 6, separation; and 7, clarification, after which olive oil is stored in specialised storage tanks before bottling
Olives are fed into the extraction plant within a few hours of harvest. As shown in Fig. 1, olives are dried clean of debris, washed, and placed in a hopper to be transferred on a conveyor belt for washing. After washing, a vibrating screen and a blower remove the leaves and other debris to protect the extraction plant and prevent off-flavours that may result from foreign bodies [9]. The washed olives are then sent to the crusher. The purpose of the crushing phase is the size reduction of olive fruit tissues and the breakdown of vegetal cells to facilitate the release of oil by employing a strong mechanical action that also produces heat due to energy dissipation [37].
The olive paste obtained from the crusher is pumped into the malaxer using an upstream mono pump, which is a rotary positive displacement pump with an eccentric screw, also called a progressive cavity pump. In some cases, a piston pump is used when the distance between crusher and malaxer is considerable.
The malaxation phase is carried out by continuously agitating the paste at a controlled temperature (25–30 °C) with a set of kneading blades horizontally positioned on an axis rotating at 10–25 RPM for 30–60 min to condition the paste for further oil separation through centrifugal systems [9, 28]. During malaxation, oil droplets are further released from the vegetable tissue due to natural enzymatic processes while emulsions formed during the crushing process are broken due to coalescence. In addition to oil release from the olive flesh, the intrinsic enzymatic activity undergone during malaxation causes paste viscosity reduction [1, 8, 45]. Malaxers are generally arranged in parallel and the exit of each malaxer is then connected to a common horizontal solid–liquid decanter centrifuge. In some cases, but more rarely, the malaxers could be arranged in series before feeding malaxed paste into the decanter [10].
The above aspects are important to improve the efficiency of the horizontal centrifuge decanter. However, a downside of the malaxation process is its inability to rapidly control the temperature variations in the paste coming from the crusher due to the non-uniform heating that the malaxer provides, leading to longer malaxation periods to achieve the average target temperature. The extended and non-uniform heating of the paste impacts on the chemical and sensory properties of the olive oil [3].
The malaxed olive paste is subsequently piped with a cavity pump to the decanter which separates the oil from the paste. In the last step, the water is separated from the oil using a vertical centrifuge. Modern systems use a vertical centrifuge to separate the residual water together with solid impurities to obtain clear oil [28].
One of the most important industrial limitations of VOO and EVOO production is the inefficient oil recovery of the current traditional technique, i.e. mechanical extraction. Typically, about 80% of the oil present in the olive paste is easily released; however, the rest (20%) of the oil remains in the olive waste (aka pomace) generated at the end of the process [1]. The second issue associated with inefficient oil extraction is the significant loss of bioactive compounds, such as polyphenols, phytosterols, and tocopherols in the olive pomace [6, 10].
Several attempts have been made in the last century to improve oil recovery, also termed extractability, by either increasing malaxation time and/or temperature, which ultimately causes oil quality deterioration [5]. Chemical methods implemented during malaxation in countries outside Europe to improve oil extractability include enzyme and chemical coadjuvant addition, enabling a reduction of 5–10% in olive oil waste (85–90% extractability) [29, 41]. Industrial enzymes disrupt cell membranes in olive tissue causing further oil release, while addition of chemical coadjuvants (e.g. calcium carbonate, natural talc) breaks oil/water emulsions leading to further oil droplet coalescence and ease of oil recovery during centrifugation [40]. However, olive oil extracted using chemical methods does not meet the International Olive Council standards for VOO or EVOO denomination, which often becomes a trade barrier because some countries are stricter than others in complying with those standards [3].
Industrial Physical Technologies to Assist Extra Virgin Olive Oil Recovery Efficiency
In recent years, many physical innovative technologies have been investigated as processing aids to improve olive oil recovery efficiency while preserving or improving oil quality. These physical technologies include heat exchangers, microwaves (MW), ultrasound (US), pulsed electric fields (PEF), and megasonic sound waves (MS) [17, 26, 28, 30, 41, 44, 47]. These technologies have been evaluated from laboratory, pilot plant to industrial scales in several research studies targeting at least one of the following outcomes: (a) higher olive oil throughput by developing a continuous uniform-heating process that overcomes the non-uniform and semi-batch operation of the traditional malaxation process, (b) increase the recovery of EVOO and reduce the oil losses in pomace, (c) enhance the phenolic content in olive oil.
The systems which have been tested at scales beyond 1 T h−1 are described in Table 2. The table also shows, where applicable, the industrial equipment suppliers reported in previous publications. It describes the application of these technologies alone or in combination with other technologies to explore how these can either improve heating rates post-crusher, replace the malaxation stage, and/or increase oil extraction and quality.
The following section describes the basic principles of operation for each of the above-mentioned technologies and the equipment used in olive oil extraction lines operating at or beyond 1 T h−1 of olive paste (see Table 2 for more details). The recommended positioning of the equipment with respect to the crusher, malaxer, and decanter is also discussed.
Heat Exchangers
Veneziani et al. [48] and Leone et al. [26] used an annular heat exchanger (AHE), as shown in Fig. 2, for additional thermal conditioning; it was positioned between the crusher and malaxer to ensure accurate temperature control of the olive paste. The annular heat exchanger unit consists of four concentric tubes. The product medium flows in between two service channels and is heated or cooled from the inside and outside at the same time.

Alfa Laval ViscoLine™ annular unit: A, olive paste input; B, olive paste output; C, service fluid input; and D, service fluid output
In this case, olive oil paste from the crusher is pumped into the tubular heat exchanger to heat uniformly the paste up to the required temperature.
The spiral coil heat exchanger (SHE) is a classic tube-in-tube system, with the product flowing through a straight tube, equipped with a heating jacket by means of service fluid (Fig. 3). Inside the main tube, a metal profile with a circular section, shaped like a helicoid, was inserted and connected to an electric motor equipped by a mechanical speed reducer. The helicoid has the function of (i) mixing the olive paste simulating the effect of the kneading, (ii) facilitating the heat exchange, and (iii) facilitating the passage of the olive paste inside the tube [4].

Spiral coil heat exchanger (EMITECH s.r.l.). a, olive paste; b, spiral coil; c, service fluid jacket; d, electric motor; e, olive paste input; f, olive paste output; g, service fluid input; and h, service fluid output
Microwave-assisted System
Microwaves are electromagnetic waves in the frequency range of 300 MHz to 300 GHz which penetrate materials to cause dipolar and ionic interactions. The presence of water in the materials facilitates microwave heating. When an oscillating electric field interacts with water molecules, the permanently polarised dipolar molecules try to realign in the direction of the electric field. Because of the high frequency of the electromagnetic field (normally 2.45 GHz), this realignment occurs millions of times per second and causes internal friction between the molecules. This friction results in the volumetric heating of the material [14].
The microwave heating rate is dependent on the power absorbed by the material. The power absorbed is dependent on several factors such as electromagnetic frequency, dielectric properties of the heated product, and the applied power [15]. Microwave volumetric heating causes the formation of internal vapour pressure flow, which leads to the rupture of cell wall materials, thereby facilitating the release of cell wall components [14].
The concept of utilising microwave heating to condition the olive paste using an industrial-sized microwave-assisted system was suggested to replace the conventional malaxer [29]. The MW improves the thermal energy transfer efficiency during the olive paste conditioning process and reductions in processing time (e.g. from 40-min malaxation to about 23 s of microwave processing) [41]. The viscosity changes in the paste occurring during microwave heating have shown to simulate the malaxation heating process. Figure 4 shows the MW unit use to heat the olive paste. Figure 5 shows the positioning of the MW in the microwave process. It depicts the positioning between the crusher and the decanter centrifuge to evaluate malaxer replacement trials, and parallel comparisons with the malaxer or the positioning as a physical processing aid between the crusher and the malaxer.

MW represented as a unit operation: 1, reverberant chamber; 2, power supplies; 3, magnetrons; 4, input of olive paste; and 5, outlet of olive paste [29] (with permission)

Microwave equipment positioned within an industrial olive oil extraction process set up to carry out trials with and without malaxers (unit operations and other equipment are indicated with letters: A, loading hopper; B, defoliator; C, washing machine; D, partial de-stoner mill; E, discharge of pit fragments; F, malaxer machines; G, MW; H, PLC panel; I, solid/liquid horizontal centrifugal decanter; J, liquid/liquid vertical centrifuges; and K, 3-way valve)
Ultrasound
Ultrasound technology has been applied in the food industry to improve food processing efficiencies. A common application of ultrasound waves in the low-frequency range of 18–400 kHz is for cell disruption and extraction of intracellular material [12]. Ultrasound propagates in a liquid creating the alternation of positive and negative sound pressure. When the negative pressure values are below the vapour pressure of the fluid itself, it undergoes a phase change from liquid to gas, forming gas cavities containing steam (or bubbles) and giving rise to the phenomenon of cavitation. The physical phenomenon of cavitation consists of the formation of unstable vapour bubbles inside a fluid that implode, particularly at low frequencies, producing shock waves, i.e. pressure waves that could be extremely intense [8].
If implosion occurs near the cell wall of the olive paste, it generates a liquid microjet that breaks the cell walls, which have not been disrupted by the crusher, freeing the cell contents. In certain ultrasound reactors, the mechanical effect of the acoustic cavitation breaking the intact olive cells frees up further portions of oil and smaller molecules such as phenolic compounds [13, 39]. An ultrasound reactor carrying a Cascatrode transducer (Fig. 6) was tested using two configurations before and after the malaxer (Fig. 7), to evaluate the impact on oil recovery and quality [39].

Representation of an US equipment used in industrial trials [39] (with permission)

Layout of olive oil extraction line including the US reactor before the malaxer (unit operations and other equipment are indicated with letters: A, cleaning section; B, crusher; C, cavity pump; D, US reactor; E, malaxer section; F, horizontal centrifuge; and G, vertical centrifuges)
On the other hand, the ultrasound unit used for the studies that combined a spiral heat exchanger, a microwave system, and an ultrasound probe [27, 40] utilised a sonotrode connected to the plant pipeline via a DIN connector. Olive paste then entered from the top of the cell, passed through the gap between the sonotrode and inner walls, and was then discharged from the bottom. These studies were conducted at lower pressures between 1.5 and 2.0 bar. The sonotrode’s surface area exposed to the paste was below the more optimised Cascatrode ultrasonic unit.
Megasonics
Megasonic processing is defined as the application of ultrasound waves beyond 0.4 to 4 MHz [12, 13, 20]. High-frequency waves produce smaller cavitation bubbles than low-frequency ultrasound. Bubbles reduce in size and increase in stability with increased frequency. The production of smaller bubbles across the vegetable matrix promotes localised microstreaming and material rubbing effects that enhance oil removal from plant materials [3, 12, 19, 20, 22, 23]. Industrial systems generally operate at specific energy levels less than 10 kJ/kg to have an economic process. At such low specific energy, production of sonochemical compounds that are known to occur between 0.4 and 1 MHz is minimised or insignificant and does not pose a risk on compromising olive oil and other fat and oil systems [11, 13, 18, 19, 22, 24, 26, 31, 46].
The ultrasound technology has been developed by designing specialised reactors able to carry megasonic plate transducers adjusted to the reactor walls. Megasonic reactors tested for olive oil recovery post-malaxation have gone through various stages of development from laboratory (kg level) to low throughput industrial level of 350 kg/h [28].
The most recent trials (unpublished) aimed at further scaling up the technology in a processing line running olive paste at 3–4 T h−1 by positioning megasonic reactors (Fig. 8a) between the malaxer and the decanter centrifuge (Fig. 8b).
Figure 8a, b show a series of four 375-L stainless steel flow-through rectangular megasonic reactor scaled from a prototype designed in an earlier study [28]. Each combined reactor included a set of 10 transducers (Sonosys Ultraschallsysteme GmbH, Germany) operating at frequencies of 600 kHz, attached to the reactor walls across the length of the vessel consuming 2 kW. The transducers are run by a set of generators, which enable the transformation of electric energy into sound energy.
Each transducer is positioned in a cooling system cage for indirect transducer contact to allow continuous sonication as the olive paste flows through. The cooling system is comprised of a transmission plate attached to the vessel wall, especially designed to maximise sound transfer and cooling water flowing in between the transducer and the transmission plate. The vessels were vertically positioned allowing flow from bottom to top to avoid decantation of the olive pits based on previous work. The reactors received paste from the malaxer and achieved viscosity reduction in the paste as seen in the smaller scale trial (unpublished data).

a A megasonic reactor set for operation at 3–4 T h−1 olive paste and b layout of the industrial olive oil plant with an integrated megasonic reactor (unit operations and other equipment are indicated with letters: A, olive fruit discharge hopper; B, leaf remover and olive washing machine; C, knives crusher; D, malaxer tanks; E, transducer plates connected to generators with water cooling system; F, megasonic reactor; G, horizontal centrifuge; H, vertical centrifuge).
Pulsed Electric Fields
Pulsed electric field processing involves the application of very short, high-voltage pulses to a substance which is placed between or pumped through two electrodes. It is considered a nonthermal processing technology, even though the substance processed will heat up to some extent due to dissipation of the electric energy, referred to as ohmic heating. The high voltage creates an electric field between the two electrodes, with the field strength being in the order of several kV per centimetre, depending on the applied voltage and the electrode gap (Knoerzer et al., 2014). This electric field in turn creates a transmembrane potential, which, once it exceeds a critical limit, leads to the formation of holes in the wall of cells, also referred to as electroporation Due to its largely nonthermal nature, the technology minimises quality deterioration of the processed compounds. Many practical applications of PEF exist for enhancing mass transfer during extraction processes in the food industry [36]. The main components of a system for the application of PEF are the pulse generator and the treatment chamber. The pulse generator consists of a charger that converts AC to DC, which charges an energy storage apparatus, such as a capacitor or an inductor, and then releases this charge into the system, through the electrodes, in a pulse with pre-defined shape and duration [25, 36].
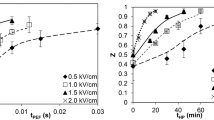
PEF has been proposed to be applied both after crushing for membrane rupturing through electroporation for oil release and after malaxation to facilitate the de-emulsification of the oil and also to improve mass transfer during the subsequent centrifugation [35]. In Fig. 9, the layout of olive oil extraction processing line including the PEF system before the malaxer is shown.

Layout of olive oil extraction line including a PEF system before the malaxer (unit operations and other equipment are indicated with letters: 1, loading hopper; 2, defoliator; 3, washing machine; 4, crusher machines; 5, continuous PEF system; 6, malaxer machines; 7, cavity pump stators; 8, solid/liquid horizontal centrifugal decanter; 9, liquid/liquid vertical centrifugal separator)
Comparison Between Physical Technologies Applied for Additional Olive Oil and Phenolic Recovery
A comparison of the previous research on the above-mentioned intervention technologies, conducted beyond 1 T h−1 of olive paste, is summarised in Tables 3 and 4. Table 3 considers the application of physical technologies individually, while Table 4 considers combinations of MWs with other technologies. Table 5 provides a high-level summary of the impact of trials listed in Tables 3 and 4 on olive oil quality and phenolic compounds. Where required, calculations on oil recovery, oil lost into pomace, and phenolic recovery in oil have been conducted to enable the systematic and critical comparison across technologies.
Technologies to Improve Oil Recovery Efficiency
Trials summarised in Table 3 attempted to indicate the effectiveness of the physical intervention technologies on oil recovery, compared to the traditional malaxation process, at controlled olive oil processing temperatures ranging from 18 to 30 °C. These industrial trials were carried out at flow rates ranging from 2.0 to 3.6 T h−1. The studies employed a range of olive varieties, mostly with intermediate levels of maturity. All studies used varieties commonly used by the olive oil processing industry (Table 1), grown in Italy and Australia.
Malaxation times employed as traditional extraction processing baselines for each study ranged between 20 and 60 min. The details of the equipment used for each trial are tabulated in Table 2. The traditional olive oil unit operations used in all studies vary but comparisons are made relative to the respective malaxation process.
Physical technologies and technology combinations that were able to significantly achieve higher extractability than the traditional malaxation process can be listed in the following order in terms of additional oil recovery: PEF ≥ US ≥ MS ≥ SHE + MW > MW. SHE alone before malaxation did not provide significant benefits for additional extractability compared to the traditional malaxation process (Tables 3 and 4). Furthermore, the combination of SHE + MW + US did not provide additional oil recovery (Table 4) as discussed further below. Oil recovery results are in general influenced by a number of process variables including the variety selected and its maturity index, malaxation time, and potentially temperature and flow rate.
PEF treatment of the malaxed paste with 7.83 kJ kg−1 for 30 min at 2.3 T h−1, after 30 min malaxation, provided an improvement in extractability of 6.0% using the Nocellara variety [40, 43]. High-pressure (3.5 bar) ultrasound trials, also using 30-min malaxation [39, 44], showed that when the reactor is placed before the malaxer, it provides higher extractability, i.e. + 5.9% with 4.6 kJ kg−1 at 3.2 T h−1with Peranzana variety [42]. + 4.4% and + 4.2%, with 5.51 and 5.54 kJ kg−1 and Peranzana and Coratina varieties, respectively, at 2.3 T h−1 [39]. MS treatments of the malaxed paste with 10 kJ/kg for 30 min, after 60 min malaxation, improved oil recovery by 3.9% and 3.7% for Barnea and Picual varieties, respectively (unpublished data).
The 30-min malaxation process with varieties used in the PEF and US [39, 42, 43] studies was already able to give comparable extractability (74–83%) to that achieved after 60-min malaxation of Barnea (74.2%) and Picual (84.1%) pastes, with varied maturity index in the MS study (unpublished data). This means that the malaxation process by itself was able to remove more oil in the case of the varieties Coratina, Nocellara, and Peranzana used in the US [42] and PEF [43] treatments at reduced malaxation time, compared to the MS study with Barnea and Picual. Because the malaxation process was not as efficient in recovering oil from Barnea and Picual, one may argue that the oil remaining post-malaxation in their respective pastes was more difficult to remove by the MS technology, leading to a lower extractability. Therefore, further cross-comparisons are required using the same conditions and with the same varieties.
MW placed before the malaxer (28.8 kJ kg−1 at 3 T h−1, after 40 min malaxation) showed a smaller improvement (+ 0.9%, not significant) of the malaxation process [29] (Table 3). In addition, Table 4 shows that combining SHE with MW placed before the malaxer (16.2 kJ kg−1 at 1 T h−1, after 40-min malaxation) gave a 3.8% additional recovery [44].
When using only MW technology to replace the malaxer (Table 3), it provided extractability values closer to the malaxation process, with no significant increment. Therefore, the flow-through MW heating tube enables processing the olive paste post-crusher continuously and at reduced times, compared to the malaxation process. It avoids the non-uniform heating undergone by the paste in the semi-batch malaxers [41].
The combination of SHE + MW showed favourable oil recovery by Tamborrino et al. [44], but did not show the same results in a previous study [27] using Coratina variety. Other work attempted adding a combination of the SHE and US units before the MW unit, without success in improving extractability beyond the control malaxation values in Arbosana, Arbequina, and Coratina varieties [27, 40]. As shown in the “Ultrasound” section, the low-frequency ultrasound equipment used in these two publications had an unfavourable ratio of sonotrode surface area/volume to empty cell volume and operated at lower pressure levels compared to the more optimised system used in the US only work before and after malaxation (Tamborrino, et al., 2021a). Further comparisons between SHE + MW + US and US + MM are required with the same US optimised probe equipment, higher pressure level, flow rates, and varieties, to validate the performance of these technologies in terms of oil recovery.
Given the differences in varieties and malaxation times employed, it is difficult to conclude about the effectiveness of using PEF, MS, and US after malaxation to improve oil recovery. Ideally, equivalent cross-comparisons using the same varieties and malaxation times should be employed to validate the performance of these technologies.
Olive Oil Quality After Industrial Scale Trials
The impact of the above-mentioned innovative technologies on the olive oil quality, compared with the traditional malaxation process, is summarised in Table 5. In addition to the evaluation of quality parameters including colour, peroxide value, free fatty acids, and volatile compounds, the studies have evaluated phenolic compounds in the oil, which are associated with spicy and bitter notes.
Studies have shown that colour, peroxide value, free fatty acids, and volatile compounds were not impacted by the heat exchanger [26], MW [29], US [39], MS (unpublished data), and PEF treatments [43] and the oils could be classified within the EVOO category. Similar results were found when combining MW with a spiral coil heat exchanger, followed by an ultrasound treatment.
In general, paste treatment with a heat exchanger, MW, US, or PEF enhanced the leaching of phenolic compounds from the olive fruit biomass into the oil, the extent of which may depend on the technology or olive variety. Studies evaluating the use of the MW technology alone to replace the malaxer led to a significant decrease in the phenolic compounds (Table 5) [29, 39, 38, 43]. Studies looking at the sequential combination of heat exchangers, MW, and US have shown that improvements in phenolic content may depend on either the choice of the equipment combined or the original phenolic content in the olive oil variety. For example, Coratina and Peranzana generally carried higher levels of phenolics and therefore the improvements of these compounds leaching into the oil phase become more noticeable (Table 5) [27, 40].
However, no study conducted at industrial scale above 1 T h−1 has performed shelf life trials to verify the impact of these technologies on EVOO quality and phenolic compounds across storage. Other studies have been conducted at lower flow rates while applying similar specific energy levels to those discussed in this manuscript. For example, the EVOO quality and enhanced phenolic content have been seen to be maintained across a 1-year shelf life study in an MS-assisted process at 0.35 T h−1 when using Coratina variety [2].
Commercial Considerations for Adopting Physical Technologies
In addition to the expected improvements in oil recovery and phenolic compounds, there are other features that need consideration to establish the feasibility of adopting these technologies into the olive oil processes at commercial level. These include at least the technology readiness level, commercial scales available and suppliers of the equipment, capital and operating costs, and estimation of the return on investment based on additional oil recovery or oil healthy attribute improvements (e.g. through increased phenolic compounds), and should be considered by olive oil processors to justify the acquisition of this equipment. Another aspect is the size of the equipment as often traditional olive oil processing equipment already occupies significant floor space. Table 6 summarises these features and commercial considerations to adopt the physical technologies discussed here.
Tubular heat exchangers are currently offered commercially in various sizes and have been more recently adopted industrially in olive oil processes. They are low-cost units and easily adaptable into the processing line within the existing floor space and equipment configuration. The spiral coil heat exchanger is a recent innovation offered by Emitech S.R.L. to enhance oil recovery at industrial levels and is available commercially. The advantage of the spiral coil inside the heat exchanger is the simultaneous heat exchange and mixing of the olive paste [4, 40, 44].
The microwave technology has demonstrated to deliver similar oil recovery to the semi-batch and non-uniform malaxation process at increased throughput. It is offered commercially by Emitech s.r.l. as continuous processing alternative to the malaxer equipment. While the prototype has been demonstrated in industrial environments, there is limited appetite for acquisition in olive-growing areas where the incoming temperature of the olives is already close to 27–28 °C. In this case, further heating the olive paste due to MW treatment would generate negative effects for the final quality of the olive oil. Furthermore, the MW accelerated conditioning of the paste has shown to reduce the phenolic content in the recovered oil. This technology is ideal for green field olive oil companies placed in locations where the olives to be processed have a temperature lower than 20 °C, and are particularly interested in a rapid conditioning process to reduce the processing time [41].
Ultrasound flow-through reactors are offered by several suppliers. However, Hielscher’s UIPEVO is offering units specifically for applications in olive oil recovery [16]. The technology has been commercially adopted by some companies at demonstrated capital and operating return on investment. The reactor being vertically positioned occupies medium to small floor space, which makes it adaptable to current processing line setups.
A megasonic industrial prototype has been designed considering a direct scale-up from a 350 kg/h prototype to run at 3 T h−1 while maintaining the same specific energy. While the system has proven to achieve sufficient oil recovery to demonstrate economic feasibility, it requires further design optimisation to suit higher flow rates. Further prototype size reduction is also needed to meet floor space requirements (unpublished data).
There are more than 120 PEF systems installed worldwide mostly among four key companies (Diversified Technologies, Elea, Energy Pulse Systems, and Scandinova; [21]. However, few are being considered at the industrial level for olive oil applications probably due to the high investment and operational costs.
Conclusions and Recommendations
There have been a number of technological developments to address the efficiency of the olive oil extraction process at industrial scales with paste flows beyond 1 T h−1. This review has shown the advantageous possibility to replace the malaxer by a MW tunnel, which enables the development of a faster and continuous process without affecting oil extractability and standard quality parameters. The use of a heat exchanger instead of the malaxer leads to a significant loss of oil extractability while, if coupled to the malaxer, it allows to reduce process time and significantly increase the phenolic and aromatic component of the oil.
Technologies such as MS, US, and PEF applied in the malaxed olive paste have also shown great improvements in oil extractability with promising results in terms of additional phenolic compounds in the EVOO, without affecting other quality parameters. The combination of MW and malaxation with paste pre-treated with a heat exchanger to equilibrate the initial temperature has also shown to be advantageous as the process can also enhance oil extractability. However, little or none has been published on shelf stability of the oils obtained with these technologies, while only a few studies have tested the oils obtained with trained and consumer sensory panels.
Among the above technologies, the heat exchanger with and without a spiral coil is being offered commercially and currently used in an increasing number of oil factories around the world. MW and US technology are also on offer commercially. While the MW technology has not been yet adopted, the US technology is going through a process of gradual integration into the world of the olive oil industry.
Megasonics and PEF, on the other hand, still require further experimentation to better define the operational capabilities and their feasibility of adoption by the olive oil plants. Based on current publications, further trials at scale are required using olive varieties that are commonly used in large-producing countries. At present, only a few varieties of olives have been tested using these technologies at the industrial level.
While heat exchangers should be relatively easy to adopt due to their low capital cost requirements and well-understood design, other physical technologies are coupled with complex electronic components that increase their capital and running costs. Further design optimisation is required to make MS, PEF, and US technologies more attractive for their widespread adoption in the global olive oil industry.
Abbreviations
- AHE:
-
Annular heat exchanger
- SHE:
-
Spiral heat exchanger
- DM:
-
Dry matter
- EVOO:
-
Extra virgin olive oil
- MM:
-
Malaxer
- MW:
-
Microwave
- US:
-
Ultrasound
- MS:
-
Megasonics
- NS:
-
Not significant
- PEF:
-
Pulsed electric fields
- PLC:
-
Programmable logic controller
- RPM:
-
Round per minute
- VOO:
-
Virgin olive oil
References
Aguilera MP, Beltran G, Sanchez-Villasclaras S, Uceda M, Jimenez A (2010) Kneading olive paste from unripe ‘Picual’fruits: I. Effect on oil process yield 97(4):533–538
Amarillo M, Gámbaro A, Ellis AC, Irigaray B, Lázaro J, Tamborrino A, Juliano P (2021) Shelf life of extra virgin olive oil manufactured with combined microwaves and megasonic waves at industrial scale. LWT 146:111345. https://doi.org/10.1016/j.lwt.2021.111345
Amarillo M, Pérez N, Blasina F, Gambaro A, Leone A, Romaniello R, Juliano P (2019) Impact of sound attenuation on ultrasound-driven yield improvements during olive oil extraction. Ultrason Sonochem 53:142–151. https://doi.org/10.1016/j.ultsonch.2018.12.044
Amirante P, Clodoveo ML, Dugo G, Leone A, Tamborrino A (2006) Advance technology in virgin olive oil production from traditional and de-stoned pastes: influence of the introduction of a heat exchanger on oil quality. Food Chem 98(4):797–805. https://doi.org/10.1016/j.foodchem.2005.07.040
Angerosa F, Mostallino R, Basti C, Vito R (2001) Influence of malaxation temperature and time on the quality of virgin olive oils. Food Chem 72(1):19–28
Boskou D (2011) 9–Olive oil. Vegetable oils in food technology. Composition, properties and uses. Wiley-Blackwell, Oxford 243–269
Buchner GA, Stepputat KJ, Zimmermann AW, Schomäcker R (2019) Specifying technology readiness levels for the chemical industry. Ind Eng Chem Res 58(17):6957–6969
Clodoveo ML (2019) Industrial ultrasound applications in the extra-virgin olive oil extraction process: History, approaches, and key questions. Foods 8(4):121
Clodoveo ML, Moramarco V, Paduano A, Sacchi R, Di Palmo T, Crupi P, Tamburrano PJUs (2017) Engineering design and prototype development of a full scale ultrasound system for virgin olive oil by means of numerical and experimental analysis. 37:169–181
Dermeche S, Nadour M, Larroche C, Moulti-Mati F, Michaud P (2013) Olive mill wastes: biochemical characterizations and valorization strategies. Process Biochem 48(10):1532–1552. https://doi.org/10.1016/j.procbio.2013.07.010
Espínola F, Moya M, Fernández DG, Castro E (2009) Improved extraction of virgin olive oil using calcium carbonate as coadjuvant extractant. J Food Eng 92(1):112–118. https://doi.org/10.1016/j.jfoodeng.2008.10.038
Gaber M, Juliano P, Mansour MP, Shrestha P, Taylor C, Smith R, Trujillo FJ (2020) Improvement of the canola oil degumming process by applying a megasonic treatment. Indust Crops Prod 158:112992. https://doi.org/10.1016/j.indcrop.2020.112992
Gaber M, Juliano P, Mansour MP, Tujillo FJJFER (2021) Entrained oil loss reduction and gum yield enhancement by megasonic-assisted degumming. 1–13. Food Eng Rev 13:148–160
Gaber M, Mansour MP, Trujillo FJ, Juliano P (2021) Microwave pre-treatment of canola seeds and flaked seeds for increased hot expeller oil yield. J Food Sci Technol 58(1):323–332. https://doi.org/10.1007/s13197-020-04545-9
Gaber M, Tujillo FJ, Mansour MP, Juliano P (2018) Improving oil extraction from canola seeds by conventional and advanced methods. Food Eng Rev 10(4):198–210. https://doi.org/10.1007/s12393-018-9182-1
Hielscher (2023) Ultrasonic extraction of virgin olive oil. [cited 2023 Jan 31]. https://www.hielscher.com/ultrasonic-extraction-of-virgin-olive-oil.htm
Jimenez A, Beltran G (2007) High-power ultrasound in olive paste pretreatment: effect on process yield and virgin olive oil characteristics. Ultrason Sonochem 6(14):725–731
Johansson L, Singh T, Leong T, Mawson R, McArthur S, Manasseh R, Juliano P (2016) Cavitation and non-cavitation regime for large-scale ultrasonic standing wave particle separation systems – in situ gentle cavitation threshold determination and free radical related oxidation. Ultrason Sonochem 28:346–356. https://doi.org/10.1016/j.ultsonch.2015.08.003
Juliano P, Augustin MA, Xu X-Q, Mawson R, Knoerzer K (2017) Advances in high frequency ultrasound separation of particulates from biomass. Ultrason Sonochem 35:577–590. https://doi.org/10.1016/j.ultsonch.2016.04.032
Juliano P, Bainczyk F, Swiergon P, Supriyatna MIM, Guillaume C, Ravetti L, Xu X-Q (2017) Extraction of olive oil assisted by high-frequency ultrasound standing waves. Ultrason Sonochem 38:104–114. https://doi.org/10.1016/j.ultsonch.2017.02.038
Juliano P, Reyes-De-Corcuera JI (2022) Food engineering innovations across the food supply chain: debrief and learnings from the ICEF13 congress and the future of food engineering. In Food Eng Innovat Across Food Suppl Chain 431–476. Elsevier
Juliano P, Swiergon P, Lee KH, Gee PT, Clarke PT, Augustin MA (2013) Effects of pilot plant-scale ultrasound on palm oil separation and oil quality. J Am Oil Chem Soc 90(8):1253–1260. https://doi.org/10.1007/s11746-013-2259-3
Juliano P, Swiergon P, Mawson R, Knoerzer K, Augustin MA (2013) Application of ultrasound for oil separation and recovery of palm oil. J Am Oil Chem Soc 90(4):579–588. https://doi.org/10.1007/s11746-012-2191-y
Juliano P, Torkamani AE, Leong T, Kolb V, Watkins P, Ajlouni S, Singh TK (2014) Lipid oxidation volatiles absent in milk after selected ultrasound processing. Ultrason Sonochem 21(6):2165–2175. https://doi.org/10.1016/j.ultsonch.2014.03.001
Knoerzer K, Buckow R, Trujillo FJ, Juliano P (2015) Multiphysics simulation of innovative food processing technologies. Food Eng Rev 7:64–81
Leone A, Esposto S, Tamborrino A, Romaniello R, Taticchi A, Urbani S, Servili M (2016) Using a tubular heat exchanger to improve the conditioning process of the olive paste: evaluation of yield and olive oil quality. Eur J Lipid Sci Technol 118(2):308–317
Leone A, Romaniello R, Juliano P, Tamborrino A (2018) Use of a mixing-coil heat exchanger combined with microwave and ultrasound technology in an olive oil extraction process. Innov Food Sci Emerg Technol 50:66–72
Leone A, Romaniello R, Tamborrino A, Xu X-Q, Juliano P (2017) Microwave and megasonics combined technology for a continuous olive oil process with enhanced extractability. Innov Food Sci Emerg Technol 42:56–63. https://doi.org/10.1016/j.ifset.2017.06.001
Leone A, Tamborrino A, Romaniello R, Zagaria R, Sabella E (2014) Specification and implementation of a continuous microwave-assisted system for paste malaxation in an olive oil extraction plant. Biosys Eng 125:24–35
Leone A, Tamborrino A, Zagaria R, Sabella E, Romaniello RJJ, o. F. E. (2015) Plant innovation in the olive oil extraction process: a comparison of efficiency and energy consumption between microwave treatment and traditional malaxation of olive pastes. J Food Eng 146:44–52
Leong T, Juliano P, Knoerzer K (2017) Advances in ultrasonic and megasonic processing of foods. Food Eng Rev 9(3):237–256. https://doi.org/10.1007/s12393-017-9167-5
Mili S, Bouhaddane M (2021) Forecasting global developments and challenges in olive oil supply and demand: a Delphi Survey from Spain. Agriculture 11(3):191
Mundi I (2022) Olive oil production by country in 1000 MT
Nasini L, Proietti P (2014) Olive harvesting. The Extra-Virgin Olive Oil Handbook 87–105
Puértolas E, Alvarez-Sabatel S, Cruz ZJI (2016) Pulsed electric field: groundbreaking technology for improving olive oil extraction. AOCS 27(3):12–14
Puértolas E, Luengo E, Álvarez I, Raso JJA, r. o. f. s., & technology. (2012) Improving mass transfer to soften tissues by pulsed electric fields: fundamentals and applications. Annu Rev Food Sci Technol 3:263–282
Puértolas E, Martínez de Marañón I (2015) Olive oil pilot-production assisted by pulsed electric field: impact on extraction yield, chemical parameters and sensory properties. Food Chem 167:497–502. https://doi.org/10.1016/j.foodchem.2014.07.029
Romaniello R, Tamborrino A, Leone A (2019) Use of ultrasound and PEF technologies applied to the olive oil extraction process. Chem Eng Trans 75:13–18
Servili M, Veneziani G, Taticchi A, Romaniello R, Tamborrino A, Leone A (2019) Low-frequency, high-power ultrasound treatment at different pressures for olive paste: effects on olive oil yield and quality. Ultrason Sonochem 59:104747
Tamborrino A, Romaniello R, Caponio F, Squeo G, Leone A (2019) Combined industrial olive oil extraction plant using ultrasounds, microwave, and heat exchange: Impact on olive oil quality and yield. J Food Eng 245:124–130. https://doi.org/10.1016/j.jfoodeng.2018.10.019
Tamborrino A, Romaniello R, Zagaria R, Leone A (2014) Microwave-assisted treatment for continuous olive paste conditioning: impact on olive oil quality and yield. Biosys Eng 127:92–102. https://doi.org/10.1016/j.biosystemseng.2014.08.015
Tamborrino A, Taticchi A, Romaniello R, Perone C, Esposto S, Leone A, Servili M (2021a) Assessment of the olive oil extraction plant layout implementing a high-power ultrasound machine. Ultrason Sonochem 73:105505. https://doi.org/10.1016/j.ultsonch.2021.105505
Tamborrino A, Urbani S, Servili M, Romaniello R, Perone C, Leone A (2019) Pulsed electric fields for the treatment of olive pastes in the oil extraction process. Appl Sci 10(1):114
Tamborrino A, Veneziani G, Romaniello R, Perone C, Urbani S, Leone A, Servili M (2021b) Development of an innovative rotating spiral heat exchanger with integrated microwave module for the olive oil industry. LWT 147:111622. https://doi.org/10.1016/j.lwt.2021.111622
Taticchi A, Selvaggini R, Esposto S, Sordini B, Veneziani G, Servili M (2019) Physicochemical characterization of virgin olive oil obtained using an ultrasound-assisted extraction at an industrial scale: influence of olive maturity index and malaxation time. Food Chem 289:7–15. https://doi.org/10.1016/j.foodchem.2019.03.041
Torkamani AE, Juliano P, Fagan P, Jiménez-Flores R, Ajlouni S, Singh TK (2016) Effect of ultrasound-enhanced fat separation on whey powder phospholipid composition and stability. J Dairy Sci 99(6):4169–4177. https://doi.org/10.3168/jds.2015-10422
Veneziani G, Esposto S, Taticchi A, Selvaggini R, Urbani S, Di Maio I, chemistry, f. (2015) Flash thermal conditioning of olive pastes during the oil mechanical extraction process: cultivar impact on the phenolic and volatile composition of virgin olive oil. ACS 63(26):6066–6074
Veneziani G, Esposto S, Taticchi A, Urbani S, Selvaggini R, Di Maio I, Servili M (2017) Cooling treatment of olive paste during the oil processing: impact on the yield and extra virgin olive oil quality. Food Chem 221:107–113. https://doi.org/10.1016/j.foodchem.2016.10.067
Acknowledgements
The authors would like to acknowledge the editorial and technical contributions of Prof. Gustavo Barbosa-Cánovas and Dr. Kai Knoerzer.
Funding
Open access funding provided by CSIRO Library Services.
Author information
Authors and Affiliations
Contributions
Pablo Juliano: conceptualisation, writing, review, editing. Mohamed A. Fouad M. Gaber: writing original draft, reviewing figures, data curation. Roberto Romaniello: writing, review, editing. Antonia Tamborrino: writing, review, editing. Antonio Berardi: figures, writing, review, editing. Alessandro Leone: writing, review, editing.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Physical technologies that increase olive oil process efficiency are compared at the industrial scale.
• Performance of heat exchangers, microwaves, megasonic, ultrasound, and pulsed electric fields was compared.
• Continuous MW heating tubes provide faster oil throughput than the traditional process.
• Olive paste treatment with novel physical technologies increased oil recovery by up to 6%.
• Physical intervention enhanced olive oil phenolics mostly in high phenolic content varieties.
• Commercial techno-economic cross-technology studies using key olive varieties are recommended.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Juliano, P., Gaber, M.A.F.M., Romaniello, R. et al. Advances in Physical Technologies to Improve Virgin Olive Oil Extraction Efficiency in High-Throughput Production Plants. Food Eng Rev 15, 625–642 (2023). https://doi.org/10.1007/s12393-023-09347-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12393-023-09347-1