
Abstract
Additive manufacturing (AM) processes have emerged as valuable partners in conventional manufacturing, facilitating the production of low-batch components with complex geometries across diverse industries. However, despite ongoing advancements in various AM technologies, consistently achieving reliable and defect-free components remains a challenge. In powder metal AM, the use of substrates or build plates to support the entire build plays a crucial role in ensuring build stability. Build plate preparation typically involves surface grinding followed by finishing sanding, leading to variations in surface roughness between different manufacturing runs. This study aimed to elucidate the bonding characteristics at the build plate-part interface by investigating the porosity and build plate-part strength at different substrate surface roughness. To this end, a multi-roughness build plate was designed and fabricated for tensile testing via laser powder bed fusion (LPBF) processing of upright specimens. The specimens were subjected to computed tomography (CT) scans for porosity assessment, followed by tensile tests to evaluate the mechanical performance at the build plate-part interface (bp-p). CT inspection revealed no porosity at the interface for any roughness level. Furthermore, analysis of the tensile behavior in relation to substrate roughness (Ra values of 0.8 μm, 1.4 μm, 3.5 μm, and 4.4 μm) did not reveal statistically significant differences.
Similar content being viewed by others
Introduction
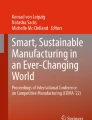
In the early 1990 s, a new manufacturing technology called additive manufacturing (AM) marked a milestone for part construction.1 With these technologies, parts are fabricated by bonding materials layer by layer based on 3D model data, enabling the construction of complex structures via subtractive or forming processes, reducing tooling, and, in some cases, material waste.2,3,4 Powder bed fusion (PBF) is an AM process in which powder particles are built by the fusion of powder particles spread by a roller or a wiper on a build plate using an energy source that could be a laser (LPBF) or an electron beam (EB-PBF). Once a layer is processed, the build plate is lowered to offer room for the next powder to be spread, which will be melted to become a new layer over the previous layer. Then, the energy source processes the material again, bonding the new powder layer with the previous layer; these steps are repeated until the designed 3D part is obtained.4,5,6,7 laser powder bed fusion with metal (LPBF-M) typically use a spot diameter (d) of 50–200 μm, a powder size distribution (PSD) of 15–75 μm, and a layer thickness (L) of 30–60 μm, while for EB-PBF, d = 50–200 μm, PSD = 40–100 μm, and L = 50–700 μm. Therefore, LPBF is more suitable for small geometric features and a better surface finish.8,9,10,11,12 The laser–matter interaction allows for melting in LPBF manufacturing processes, as shown in Fig. 1. In the first layers, the melt pool penetrates enough of the substrate (build plate) to form a bp-p bond that must support the entire construction. Among other phenomena, material processing is a consequence of laser absorption, transmission, and reflection.

Laser–feedstock–build plate interaction.
The laser absorption process during LPBF has been approached by numerical models based on the thermal behavior during melting.13,14,15,16 For example, Tang et al.16 used the Rosenthal equation as a basis for approximating the thermal profiles of melt pools in their feedstock surroundings to evaluate and compare the effective laser power absorption and the reflection transmitted toward the build plate. In the model of Liu et al.,15 absorption was evaluated by laser heating using a ray-tracing method, taking the Fresnel equation as a basis to calculate the interactions between the laser and the powder bed, giving this method the ability to calculate real-time absorption.
Additionally, laser absorption during melting has been studied as a consequence of physical conditions due to the feedstock, powder bed, and surface characteristics of the substrates. In a study carried out by Zhang et al.17 evaluating laser absorption in a powder bed of a titanium alloy (in the first layers), the authors found that the packing characteristics due to the powder size distribution in the close-packing mode increase the laser interaction more effectively with powder spheres, and that the laser is more efficiently absorbed due to multiple reflections and later transmitted to the build plate. In the study by Ghasemi-Tabasi et al.,18 laser absorption due to the powder bed was investigated to achieve high relative density fabrication, after which the optimal construction process parameters of one material were migrated to another by considering the concept of normalized enthalpy, which involves the absorptivity of the bulk material and laser power. The powder bed uniformity is strongly dependent on the feedstock properties,19 layer thickness, and packing,20,21 as well as the surface quality of the workpiece on which the powder is dispersed.22 In addition, the feedstock, powder bed, solidified layer, and substrate absorb different amounts of laser energy.23,24
This study aimed to improve the reliability and defect-free production of components fabricated by LPBF-M by investigating and clarifying the influence of build plate roughness on material bonding at the bp-p interface. This goal will be achieved through a systematic evaluation of bp-p bonding across a range of predefined build plate surface roughness conditions, employing porosity analyses and tensile testing. Notably, bp-p refers specifically to the initial remelted layers in direct contact with the substrate.
Materials and Methods
Material and Specimens
The powder material used in this study was 17-4 PH stainless steel from 3D Systems, with a particle size (D80) ≤ 22 μm, as reported by Mahmoudi and Elwany.25 Upright tensile specimens were fabricated through selective laser melting at two different orientations (Fig. 2a) on a multiroughness build plate consisting of Toolox 33®, a quenched and tempered tool steel. The specimens were designed according to the ASTM E8 standard for sub-sized flat specimens with two modifications: (1) incorporating the build plate (bp-p) as part of the sample and (2) introducing a geometrical feature to create a stress concentration at the bp-p interface (Fig. 2a). This figure illustrates the complete tensile specimen, encompassing both the 17-4 PH SS and Toolox 33® materials. The manufacturing (Fig. 2b) was performed with the default process parameters recommended by 3D Systems for the ProX DMP 320 machine with 17-4 PH material: laser power of 350 W, scanning speed of 1000 mm/s, hatch spacing of 75 μm, layer thickness of 30 μm, and an argon-protected atmosphere. Finally, wire electrical discharge machining was used to detach the specimens from the build plate.

Specimen overview: (a) key geometric features and orientation of the specimens, and (b) manufacturing setup and fabricated specimens on the build plate.
Build Plate Setup
This study utilized an experimental setup comprising 40 specimens distributed across four roughness sectors on the build plate, further categorized into two main areas. The first area features rows of constant roughness aligned with the recoating direction. Each row displays a single roughness profile and is divided into three positions: initial, middle, and final. The second area consists of combined roughness rows that are also aligned with the recoating direction. These rows include all four roughness profiles arranged in two parallel lines. The first row of the second area exhibits an increasing roughness gradient from D to A, while the second displays a decreasing gradient from D to A. The surface roughness range was chosen based on recommendations from 3D Systems (the AM machine provider) for using a finishing sander to minimize irregularities. While the specific range of values is not yet specified, surface roughness is predicted to influence powder bonding on the build plate, potentially impacting the structural integrity of the build and leading to issues such as warping, bending, or premature detachment, particularly when support structures are present. Figure 3 shows the overall layout of the roughness areas, average roughness values (Ra) per sector, and specimen orientations on the build plate.

Specimens and roughness area array over the build plate (similar color and roughness).
Testing
Computed Tomography (CT)
Computed tomography (CT) analysis was performed using a Nikon XTH 225 ST X-ray inspection machine to investigate potential voids at the bp-p interface. The void size and distribution were quantified through the Porosity/Inclusion Analysis module of VGSTUDIO MAX 3.5.2. This module’s porosity evaluation involves meticulous inspection of voxel datasets to identify internal imperfections, followed by rigorous filtering of potential defects based on established user-defined parameters. The filtered data yielded comprehensive information regarding the size, location, volume, and overall statistical characteristics of each defect. To ensure reliable porosity analysis, a minimum spin box size (representing a group of voxels potentially containing a defect) of eight voxels (2 × 2 × 2) was implemented as a general filter, aligning with software recommendations.26 Furthermore, the inherent resolution of the inspection process and voxel length of 12.5 μm inherently preclude the detection of voids smaller than 25 μm.
Tensile Tests
Tensile tests were conducted using a Shimadzu AGS-X 50 KN universal frame at a room temperature of 20 °C under a constant crosshead speed of 0.5 mm/min. The resulting stress–strain curves were analyzed to determine the bonding strength at the bp-p interface, quantified by the ultimate tensile strength (UTS) and elongation (ε) measured for each specimen.
Results and Discussion
In the present investigation, where constant processing parameters were maintained, the samples were constructed with an upright orientation, orthogonal or parallel, depending on the recoating direction. The porosity and bonding strength behavior were evaluated between the build plate and the processed material, taking into consideration the proposed stress concentration at the bp-p interface and variations in the roughness of the build plate.
Porosity
CT analysis was used to quantify the number and size of voids present at the build plate–processed material interface. Figure 4 displays the average values and standard deviations of these two parameters for each roughness sector. The vertical axis in Fig. 4a represents the average number of voids, while Fig. 4b depicts the average diameter. Both figures have horizontal axes representing the build plate roughness values.

Porosity analysis results: (a) quantity of voids, and (b) distribution of void sizes.
Ten specimens were analyzed per roughness sector. Although the void number (60–90) and size (100–300 μm) varied across sectors, high standard deviations persisted across all the data points. This suggests that the investigated bp-p interface roughness values had minimal impact on the initial layer porosity characteristics. The only identifiable trend was a positive correlation between increasing roughness and the standard deviation of the void number.
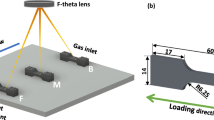
Build plate conditioning can involve a combination of grinding and sanding homogenization, utilizing either an electric sander or manual application. However, further processing beyond the desired roughness range achieved during grinding (Ra 0.8–4.4 µm) appears unnecessary. CT inspection (Fig. 5) supported this conclusion, revealing minimal porosity variation within this roughness interval. Moreover, potential roughness variations introduced by different electric sander or hand-sanding methods have no discernible impact on the interface characteristics, further supporting this observation. Despite variations in the individual pore number and size, post-processing volume analysis revealed no overall porosity (0%). Tensile testing further elucidated the adhesion characteristics at the specified interface.

3D rendering of a selected CT volume highlighting the bp-p interface and spatial color-coded distribution of voids for different roughness values (Color figure online).
Tensile Behavior
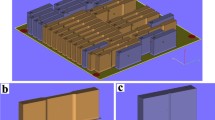
None of the specimens exhibited bp-p interface failure under tensile stress, regardless of roughness, part orientation (orthogonal or parallel to the recoating direction), porosity, or stress concentration. This suggests that the first layer formed the strongest interlayer in the LPBF-M.14 Notably, the fracture surfaces were consistently located approximately 9 mm from the bp-p interface, where no detectable porosity existed, irrespective of specimen roughness and position on the build plate (Fig. 3). Figure 6 shows specimens from the first, middle, and end positions for the 4.4 μm roughness sectors. Based on this observation, the UTS was determined (Fig. 7). Figure 7a reveals a nearly constant trend with a maximum UTS difference of 4 MPa between the lowest and highest averages. Notably, the standard deviation also remains low. Figure 7b compares the influence of the build orientation (orthogonal versus parallel to the recoating direction) on the UTS. Aside from the 1.4 μm roughness sector, minimal UTS variations are observed across sectors.

Fracture location of the tested samples in terms of the position above the build plate: (a) end, (b) middle, (c) first.

(a) Overall UTS results; (b) average UTS for orthogonal and parallel samples per roughness sector.
The measured UTS of 961 MPa ± 10 MPa agrees with the values reported by Yadollahi and Shamsaei27 and Mahmoudi and Elwany25 for the as-built LPBF-M 17-4 PH, but falls slightly short of the feedstock supplier's data (1100 MPa ± 90 MPa).28 Notably, the average UTS within each roughness sector remained similar for both the orthogonal and parallel specimens, suggesting that the build orientation (relative to the recoating direction) had no significant impact on the tensile resistance. Building upon the observations of Maconachie et al.,29 our findings further suggest that neither the orientation nor the inclination-build strategies exert a statistically significant influence on the tensile behavior.
Build Plate Roughness
Build Plate Surface
Our study, which focused on a specific roughness range, demonstrated that materials form robust bonds capable of withstanding tensile stress. Interestingly, neither the applied roughness conditions, the resulting porosity, nor the stress concentrations at the bp-p interface significantly affected failure initiation. This finding suggested potentially strong default adhesion at the early bonding stage. Our findings align with and expand upon the work of Tommassi et al.,30 who explored the influence of preform surface treatments on joining properties in direct metal laser sintering, highlighting the potential significance of substrate engineering for adhesion enhancement. Similarly, Mouchard et al.31 observed, using a laser-blown powder process, that blasting surface preparation significantly impacted fabrication, influencing the single-track geometry and promoting larger, deeper welds.
Feedstock and Roughness
Based on the powder size distribution of D80 ≤ 22 μm reported by Mahmoudi and Elwany25 for commercial gas-atomized 17-4 PH SS (3D Systems), the authors of the present work propose relating the PSD with the roughness of the build plate according to R = D80/Ra. This ratio is used to plot the number of voids, size, and UTS with respect to the build plate surface characteristics. Thus, for roughness Ra values of 0.8 μm, 1.4 μm, 3.5 μm, and 4.4 μm, the resultant ratios, R were 27.5, 15.7, 6.2, and 5, respectively. Figure 8 shows the number of voids, void size, and UTS in terms of R.

Numbers of voids, void size, and UTS values.
The surface roughness of the build plate plays a role in laser absorption due to multiple reflections. However, when the roughness is less than the beam wavelength, the radiation is not affected, and the surface is perceived as flat.23 Therefore, considering that the powder size distribution is less than the layer thickness, the build plate irregularities due to surface roughness are filled by the powder bed in the first layer. It is suggested that, for a set of optimized parameters, the porosity and UTS at the bp-p interface are not significantly affected by the same R value as a function of powder size and build plate roughness as long as D80 is less than the layer thickness. In addition, considering that the roughness values proposed in the present investigation fall into the N6 and N9 roughness grade numbers,32 corresponding to the surface finish provided by grinding, no additional surface post-treatment is needed on the build plate to carry out the construction. The measurement of absorption is beyond the scope of this study.
Building on the results of “Porosity,” “Tensile behavior” and “Build plate roughness” Sections, the observed significance of support structures and the potential benefits of weaker interface connections suggest exploring alternative strategies. Modifying process parameters known to influence interface characteristics and part properties is a promising approach. While more than 50 parameters affect PBF processes,33 laser power, hatch distance, scan strategy, and layer thickness are the most commonly studied parameters.34,35,36 Liu et al.37 reported that varying the laser power and scan speed impact void formation and porosity. Interestingly, the porosity decreased with a scan speed of 1000 mm/s and increasing laser power (150–270 W). Conversely, Yang et al.38 reported negligible impacts of porosity on the 316L SS tensile strength, although the strain varied with pore size and quantity. Their study highlighted a lower laser power (135 W) as advantageous for higher deformation and less porosity.
Conclusion
This study investigated the influence of build plate roughness on the bonding of 17-4 PH stainless steel powder processed using LPBF-M. Computed tomography and tensile analyses revealed that, within the explored range (0.8–4.4 µm), variations in build plate roughness did not significantly affect bonding, even though the void size and number at the interface changed with roughness. Notably, these variations did not compromise the tensile properties, and the build orientation had no impact. We propose an index correlating feedstock powder size distribution with build plate roughness and recommend further exploration of diverse powder sizes and process parameters to refine build plate interface characteristics and optimize bonding conditions.
Data Availability
All the data generated or analysed during this study are included in this manuscript.
Code Availability
Not applicable.
References
L. Yang, K. Hsu, B. Baughman, D. Godfrey, F. Medina, M. Menon, and S. Wiener, Springer Series in Advanced Manufacturing (2017)
S. Patel and M. Vlasea, Materialia 9, 100591 (2020).
T. Yamamoto, M. Hara, and Y. Hatano, Int. J. Refract. Metal Hard Mater. 95, 105410 (2021).
Z. Wu, S.P. Narra, and A. Rollett, Int. J. Adv. Manuf. Technol. 110, 191 (2020).
S.E. Brika, M. Letenneur, C.A. Dion, and V. Brailovski, Addit. Manuf. 31, 100929 (2020).
S.K. Everton, M. Hirsch, P. Stravroulakis, R.K. Leach, and A.T. Clare, Mater. Des. 95, 431 (2016).
O. Diegel, A. Nordin, and D. Motte, A Practical Guide to Design for Additive Manufacturing (Springer, 2019).
H. Gong, K. Rafi, H. Gu, T. Starr, and B. Stucker, Addit. Manuf. 1–4, 87 (2014).
V. Juechter, T. Scharowsky, R.F. Singer, and C. Körner, Acta Mater. 76, 252 (2014).
H.P. Tang, M. Qian, N. Liu, X.Z. Zhang, G.Y. Yang, and J. Wang, JOM 67, 555 (2015).
P. Nandwana, W.H. Peter, R.R. Dehoff, L.E. Lowe, M.M. Kirka, F. Medina, and S.S. Babu, Metall. Mater. Trans. B 47, 754 (2016).
P. Edwards, A. O’Conner, and M. Ramulu, J. Manuf. Sci. Eng. 135, 061016 (2013).
Y. Yang, D. Gu, D. Dai, and C. Ma, Mater. Des. 143, 12 (2018).
W.E. King, A.T. Anderson, R.M. Ferencz, N.E. Hodge, C. Kamath, S.A. Khairallah, and A.M. Rubenchik, Appl. Phys. Rev. 2, 041304 (2015).
B. Liu, G. Fang, L. Lei, and W. Liu, Appl. Math. Model. 79, 506 (2020).
M. Tang, P.C. Pistorius, S. Narra, and J.L. Beuth, JOM 68, 960 (2016).
D. Zhang, W. Wang, Y. Guo, S. Hu, D. Dong, R. Poprawe, J.H. Schleifenbaum, and S. Ziegler, J. Mater. Process. Technol. 268, 25 (2019).
H. Ghasemi-Tabasi, J. Jhabvala, E. Boillat, T. Ivas, R. Drissi-Daoudi, and R.E. Logé, Addit. Manuf. 36, 101496 (2020).
J.H. Tan, W.L.E. Wong, and K.W. Dalgarno, Addit. Manuf. 18, 228 (2017).
K. Q. Le, C. Tang, and C. H. Wong, A Study on the Influence of Powder Packing Density on the Melt Track in the Selective Laser Melting Process. in 3rd International Conference on Progress in Additive Manufacturing (Pro-AM, 2018), Nanyang Technological University 2018
T. Abu-Lebdeh, R. Damptey, V. Lamberti, and S. Hamoush, Powder Packing Density and Its Impact on SLM-Based Additive Manufacturing, TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings 355 (2019)
C. Meier, R. Weissbach, J. Weinberg, W.A. Wall, and A. JohnHart, J. Mater. Process. Technol. 266, 484 (2019).
W.M. Steen and J. Mazumder, Laser Material Processing (Springer Science & Business Media, 2010).
L. Wang, E.L. Li, H. Shen, R.P. Zou, A.B. Yu, and Z.Y. Zhou, Powder Technol. 363, 602 (2020).
M. Mahmoudi, A. Elwany, A. Yadollahi, S.M. Thompson, L. Bian, and N. Shamsaei, Rapid Prototyp. J. 23, 280 (2017).
2001-2019 Volume Graphics GmbH, VGSTUDIO MAX Reference Manual (n.d.)
A. Yadollahi, N. Shamsaei, S. M. Thompson, A. Elwany, and L. Bian, ASME 2015 International Mechanical Engineering Congress and Exposition V02AT02A014 (2016)
3D Systems, LaserForm 17-4PH (A) Datasheet (English) (2023). https://www.3dsystems.com/materials/laserform-17-4p
T. Maconachie, M. Leary, J. Zhang, A. Medvedev, A. Sarker, D. Ruan, G. Lu, O. Faruque, and M. Brandt, Mater. Sci. Eng. A 788, 139445 (2020).
A. Tommasi, N. Maillol, A. Bertinetti, P. Penchev, J. Bajolet, F. Gili, D. Pullini, and D.B. Mataix, Metals 11, 522 (2021).
A. Mouchard, D. Tanner, M.J. Pomeroy, J. Robinson, B. McAuliffe, and S. Donovan, in Proc. SPIE 11271 (2020)
DIN Deutsches Institut für Normung, Geometrical Product Specifications (GPS) Indication of Surface Texture in Technical Product Documentation (ISO 1302 : 2002) English Version of DIN EN ISO 1302 (2002).
T.G. Spears and S.A. Gold, Integr. Mater. Manuf. Innov. 5, 16 (2016).
I. Yadroitsau, Direct Manufacturing of 3D Objects by Selective Laser Melting of Metal Powders (2008)
H. Fayazfar, M. Salarian, A. Rogalsky, D. Sarker, P. Russo, V. Paserin, and E. Toyserkani, Mater. Des. 144, 98 (2018).
S. Giganto, P. Zapico, M.Á. Castro-Sastre, S. Martínez-Pellitero, P. Leo, and P. Perulli, Proc. Manuf. 41, 698 (2019).
W. Liu, C. Chen, S. Shuai, R. Zhao, L. Liu, X. Wang, T. Hu, W. Xuan, C. Li, J. Yu, J. Wang, and Z. Ren, Mater. Sci. Eng. A 797, 139981 (2020).
D. Yang, X. Kan, P. Gao, Y. Zhao, Y. Yin, Z. Zhao, and J. Sun, Appl. Phys. A Mater. Sci. Process. 128, 51 (2021).
Funding
This work was supported by the Consejo Nacional de Humanidades, Ciencias y Tecnologías (CONAHCyT) through a scholarship with CVU 665646 awarded for PhD studies and grants LN315910, LN314934, LN299129, and UNAM DGAPA PAPIIT grant IT102423.
Author information
Authors and Affiliations
Contributions
This research was led and funded by R-H. The building process, sample design, and build preparation were performed by R-H, C-E, C-R, and Aparicio-Fernández Rosaura †; mechanical testing and analysis by C-G, C-E, C-R, and R-H; and tomography and analysis by R-H, C-R, and C-G. All the authors participated in the writing of the manuscript. All the authors have read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
None of the authors have any conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ruiz-Huerta, L., Correa-Gómez, E., Castro-Espinosa, H. et al. Build Plate Roughness Study on Part Bonding for the Laser Powder Bed Fusion Process. JOM 76, 2547–2553 (2024). https://doi.org/10.1007/s11837-024-06458-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-024-06458-w