
The process control of industrial electroslag remelting production is addressed in this work. This article proposes a mechanism-based model using electrode displacement to estimate the melt rate, designs the remelting process control system, and uses practical application data to verify the validity of the model. The soft measurement of the melt rate based on mechanism modeling is proved to be an economical and reliable solution to the online melt rate estimation and control for large industrial electroslag remelting furnaces.










Similar content being viewed by others

Notes
The symbols used in the article are listed and explained in the Nomenclature table.
Abbreviations
- A :
-
coefficient of the exponential equation for melt rate and current
- a m :
-
proportional coefficient for melt rate and molten pool
- B :
-
coefficient of the exponential equation for melt rate and current
- b m :
-
compensation coefficient for the melt rate and the molten pool
- C :
-
experimental constant for the functions between V m and \( \Updelta T_{I}^{\prime} \) and between V m and ΔK p
- C m :
-
constant for the exponential equation for V m , A, B, and Y
- \( \tilde{D}_{t} \) :
-
diameter of solidified ingot at time t (mm)
- D t :
-
diameter of slag pool surface at time t (mm)
- d bot :
-
bottom diameter of crucible (mm)
- d top :
-
top diameter of crucible (mm)
- d t :
-
diameter of consumable electrode at time t (mm)
- f i :
-
function of the time-varying integral parameter
- f P :
-
function of the time-varying proportional parameter
- h(0, Y):
-
depth of the molten pool for different ingot heights (mm)
- h C :
-
total height of the crucible (mm)
- h t :
-
depth of the molten pool at time t (mm)
- h trod :
-
length of the consumable electrode (mm)
- ΔH :
-
heat of fusion of metal
- Δh :
-
increment of the slag pool height (mm)
- I 1 :
-
primary current of the transformer (A)
- I ESR :
-
electric current (A)
- \( k_{0}^{\prime} \) :
-
initial value of the modification coefficient for the average electrode density and the average ingot density
- \( k_{1}^{\prime} \) :
-
modification coefficient for the average electrode density and the average ingot density when the ingot is liquid
- \( k_{2}^{\prime} \) :
-
modification coefficient for the average density from the start of solidification in molten pool to the end of melt stage
- k 1, k 2, k 3 :
-
coefficient for the function of melt rate and electrode density
- \( \tilde{k}_{1} \), \( \tilde{k}_{2} \), \( \tilde{k}_{3} \) :
-
coefficient for the function of melt rate and ingot density
- k s :
-
heat conductivity of the slag
- k e :
-
heat conductivity of the consumable electrode
- K P :
-
Proportional-control parameter for the primary time-varying PID controller
- ΔK P :
-
Variation of k P
- L I :
-
compensation coefficient for \( \Updelta T_{I}^{\prime} \) and V m : 2 for melt stage and 4 for shrinkage compensation stage
- L P :
-
compensation coefficient for\( \Updelta T_{I}^{\prime} \) and V m : 1 for melt stage and 4 for shrinkage compensation stage
- L t :
-
length of the consumable electrode at time t (mm)
- L t−1 :
-
length of the consumable electrode at previous sampling time (mm)
- M b :
-
nominal weight of ingot (kg)
- MR sp :
-
melt rate set point (kg/min)
- \( r^{\prime} \) :
-
primary resistance of the transformer (Ω)
- T :
-
distribution equation of the temperature field
- T 0 :
-
PLC sampling period (s)
- T T :
-
total time of the melt stage (min)
- T I :
-
integral-control parameter for the primary time-varying PID controller
- \( T_{I}^{\prime} \) :
-
derivative of T I
- \( \Updelta T_{I}^{\prime} \) :
-
variation of \( T_{I}^{\prime} \)
- t :
-
time (min)
- t E :
-
time of slag melt stage (min)
- t k :
-
k-th sampling time (min)
- t k−1 :
-
(k-1)-th sampling time (min)
- t r :
-
Time for the electrode to reach thermal equilibrium (min)
- t m :
-
Start time for solidification in the molten pool (min)
- t mid :
-
Time at which the symmetry axis of the quadratic slag-transfer curve is located (min)
- U 1 :
-
Primary voltage of the transformer (V)
- U ESR :
-
Secondary voltage of the transformer (V)
- U L :
-
furnace voltage (V)
- U R :
-
reference furnace voltage (V)
- ΔU 0 :
-
initial voltage swing (V)
- ΔU R :
-
set point for the extent of the swing voltage (V)
- ΔU L :
-
swing voltage at furnace (V)
- V m :
-
melt rate set point for the consumable electrode (kg/min)
- \( X_{L}^{\prime} \) :
-
primary inductance of the transformer (L)
- Δx :
-
downward displacement of consumable electrode between two successive sampling periods (mm)
- Y :
-
height of the solidified ingot in the exponential equation for V m and I ESR (mm)
- y t :
-
height of the solidified ingot at time t (mm)
- y t−1 :
-
height of the solidified ingot at previous sampling time (mm)
- Z d :
-
= Z a + Z b (Ω)
- Z a :
-
bus bar impedance (water-cooled in-cable) (Ω)
- Z O :
-
impedance of the slag pool (Ω)
- Z b :
-
bus bar impedance (water-cooled out-cable) (Ω)
- Z :
-
displacement of the consumable electrode in the temperature field equation (mm)
- φ bot :
-
bottom diameter of the consumable electrode (mm)
- φ top :
-
top diameter of the consumable electrode (mm)
- ρ e :
-
average density of the consumable electrode (g/cm3)
- ρ sf :
-
average density of the liquid metal in the molten pool (g/cm3)
- ρ sc :
-
density of the solid ingot (g/cm3)
- \( \tilde{\rho } \) :
-
average density of the ingot (g/cm3)
- \( \hat{\rho } \) :
-
density of the liquid slag (g/cm3)
- ρ t :
-
average density of the slag skin (g/cm3)
- κ :
-
mass transfer coefficient; the fraction of the electrode material that melts and then solidifies
- ζ t :
-
\( = \frac{{d_{t} }}{{D_{t} }} \)
- μ :
-
\( = \frac{{\rho_{e} }}{{\tilde{\rho }}} \)
- λ :
-
time-varying modification coefficient for the average electrode density and the average ingot density
- λ beg :
-
initial value of λ
- λ last :
-
final value of λ
- η :
-
slag-transfer coefficient; the fraction of the electrode material that becomes impurity in the slag pool
References
A.H. Dilawari and J. Szekely: Metall. Trans. B, 1977, vol. 8B, pp. 227–36.
A.H. Dilawari and J. Szekely: Metall. Trans. B, 1978, vol. 9B, pp. 77–87.
M. Choudhary and J. Szekely: Metall. Trans. B, 1980, vol. 11B, pp. 439–53.
M. Choudhary and J. Szekely: Ironmaking Steelmaking, 1981, vol. 8, pp. 225–32.
M. Choudhary and J. Szekely: Metall. Trans. B, 1982, vol. 13B, pp. 35–43.
Y.M. Ferng, C.C. Chieng, and C. Pan: Numer. Heat Trans. A-Appl., 1989, vol. 16, pp. 429–49.
B. Hernandez-Moorales and A. Mitchell: Ironmaking Steelmaking, 1999, vol. 26, pp. 423–38.
S.A. Cefalu, K.J. VanEvery, and M.J.M. Krane: Multiphase Phenomena and CFD Modeling and Simulation in Materials Processes, 1st ed., Wiley, New York, NY, 2004, pp. 279–88.
R.J. Roberts: Proc. Fifth Int. Symp. Electroslag and Other Special Melting Technologies, 1st ed., Carnegie-Mellon Institute of Research, Pittsburgh, PA, 1975, pp. 425–32.
J. Yao and M. Geng: Hot Working Technology, 2004, vol. 33, p. 3.
X. Wei and L. Zhou: Journal of Nanchang University(Engineering & Technology Edition), 1999, vol. 21, p. 5.
J. Yao and M. Geng: Foundry Technology, 2004, pp. 430–31.
D.K. Melgaard and G. Shelmidine: 2005 Int. Symp. Liquid Metal Processing and Casting, 2005, Santa Fe, NM.
D.K. Melgaard and J.J. Beaman: Sohn Int. Symp. Advanced Processing of Metals and Materials, 2006, vol. 7, pp. 435–49.
N. Wang and J. Tu: Acta Automatica Sinica, 1993, vol. 19, p. 3.
W. Li, and J. Wang: Acta Automat. Sinica, 2006, vol. 32, p. 5.
Y.H. Kim and W.H Kwon: Contr. Eng. Pract., 1998, vol. 6, pp. 999–1007.
R.N. Silva, P.O. Shirley, J.M. Lemos, and A.C. Gonçalves: Contr. Eng. Pract., 2000, vol. 8, pp. 1405–15.
W. Wang, H.X. Li, and J. Zhang: Contr. Eng. Pract., 2003, vol. 11, pp. 1325–34.
M. Holzgruber: Proc. Fifth Int. Symp. Electroslag and Other Special Melting Technologies, 1st ed., Carnegie-Mellon Institute of Research, Pittsburgh, PA, 1975.
Acknowledgments
This work was supported by the Technology Development Plan 2006 sponsored by the Science and Technology Bureau, BaoTou, China. The authors are grateful to the Special Steel Plant of Inner Mongolia North Heavy Industries Group for their coordination and collaboration. The work was also supported by the National Natural Science Foundation of China (No. 61174105).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted August 6, 2011.
Appendix A
Appendix A
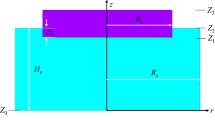
According to Figure 4, the conservation of mass is stated as
Assuming that the electrode immersion is constant, the melted length of the electrode will be obtained in terms of the downward displacement of electrode Δx as follows:
When the slag pool height increases by Δh, the following equation must hold according to the conservation of mass:
Furthermore, applying the conservation of mass to electrode consumption, there is
Because both the electrode and the crucible have the shape of the frustum of a cone, the time-varying diameters of these objects are computed by
Based on the preceding equations, the length of the melted portion of the electrode L t−1 − L t can be computed, from which the melted weight the melt rate V m are obtained.
Because the slag skin is usually thin (less than 2 mm), it can be neglected in computation. Thus, the crucible’s inner diameter is approximately equal to the ingot diameter, i.e., \( D_{t} = \tilde{D}_{t} \). Using Eqs. [A1], [A2], and [A3], the length of the melted part of the electrode is given by
The ingot height is
The melt rate is
Rights and permissions
About this article
Cite this article
Li, W., Wang, W., Hu, Y. et al. The Estimation and Control of the Electroslag Remelting Melt Rate by Mechanism-Based Modeling. Metall Mater Trans B 43, 276–289 (2012). https://doi.org/10.1007/s11663-011-9606-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-011-9606-2