
Abstract
The power-law dependence of strength on strain rate provides a measure of the strain-rate sensitivity. In general, strength increases as grain size decreases from the microscale into the nanoscale regime for many cubic metals. The method of microscratch testing is used to measure microhardness in order to evaluate material strength. The strain-rate dependence of hardness is measured by varying the microscratch velocity. New results for nanocrystalline gold alloys show that the exponent (m) of the power-law dependence of stress on strain rate increases to 0.20 as grain size decreases to values less than 10 nm. A high-resolution electron microscopy examination of grain boundary structure reveals that an increase in the strain-rate sensitivity exponent (m) is found with an increase in the grain boundary misorientation.
Similar content being viewed by others
1 Introduction
Strengthening the behavior of nanocrystalline materials is a topic of great interest. Many investigators are evaluating the limitations of dislocation-based strengthening mechanisms at the nanoscale. In several recent reviews,[1–3] the relationship of the strain-rate-sensitivity exponent (m) with the strengthening of bulk nanocrystalline metals is explored as a function of the free volume derived from the grain size and intergranular structure. However, in general, there is a lack of experimental findings for nanocrystalline materials with grain size below 10 nm. For this reason, our objective is to effectively measure the rate-dependent strengthening in ultrafine nanocrystalline metals.
The use of nanoscratch testing provides a tribological approach to determine the strength of nanocrystalline materials through hardness measurement. Surface defects and flaws internal to the bulk nanostructure are intrinsic to nanocrystalline alloys synthesized by methods such as pulsed electrodeposition.[4–6] Under uniaxial tension, these defects often lead to premature failure through stress concentration evidenced by highly localized deformation. The result can be a significant variation[7–9] in the measurement of tensile strength. Recently, similar nanocrystalline, gold-copper alloy specimens have been tensile tested and shown[6,8] to exhibit ultrahigh strength. These specimens follow a Hall–Petch strengthening behavior with a reduction in grain size (d g ) down to just a few nanometers. Testing of tensile specimens[7] at strain rates of 10−4 vs 10−2 s−1 appears to indicate that the nanocrystalline Au-Cu alloy system is sensitive to brittle failure. A general loss of localized plasticity is revealed in fracture cross sections when specimens are subjected to the greater strain rate. However, a microscratch test induces plastic flow at the surface to provide a measure of hardness, hence a parameter of plasticity. As such, this method is not as sensitive to the effects of defect structure that can induce premature brittle failure under tensile loading at higher strain rates. Thus, the strain-rate sensitivity of strength can be assessed in the grain size range of nanocrystalline metals where tensile ductility is often at a minimum.
2 Experimental Methods
The nanocrystalline materials examined in this study are ~20-μm thick, electrodeposited foils of gold-copper Au(100–x)-Cu(x) (where x < 20 wt pct) alloys. The synthesis method to produce and measure the grain size of the nanocrystalline foils has been described[4–6] in great detail. The synthesis approach by electrodeposition is based[5] on the regulation of a pulsed current through a cyanoalkaline solution to produce preselected grain sizes in a fully dense deposit.
In the microscratch hardness method, a diamond stylus travels at a velocity (υ) across the surface of a polished metal under a normal incident load (P) producing a scratch with width (ω). Typically, a normal load of 10 g force, i.e., 98 mN, is used during testing. It is derived empirically that the strain rate (έ) is equated to the velocity divided by the width as
The microscratch hardness (H s ) is computed by dividing the load (P) by the leading area under the indent in the direction of the scratch. The general expression[10,11] for (H s ) is
The constant (c) is an indenter-area term computed from its unique geometric shape. For example, it is readily derived that c equals 8/π for a projection of the lead half-area of a spherical-shaped indenter.
The microscratch hardness experiments are conducted using a CETR universal materials tester (UMT-1Footnote 1). A Rockwell indenter stylus is used having a 120-deg spheroconical diamond with a 12.5-μm tip radius (r). The width of the microscratch profile is measured using a VEECO DEKTAKFootnote 2 150 contact profilometer. The measured scratch width (ω), which is usually much greater than its depth, represents the deformation path. The traverse of the scratch profile is made using a diamond stylus with a 0.7-μm tip radius and a tracking load of 98 μN. Specimens for the microscratch testing are prepared using an epoxy mount of the foils as prepared in cross section. Special attention is made to ensure that entrapped air on the sample surface is evacuated to enhance edge retention. A similar method of sample preparation[6] was previously used for Vickers microhardness measurements. The specimen surfaces are polished with a final mechanical lapping using half-micron diamond film and a mild electrochemical etch to remove residual surface damage.
The structural study of the nanocrystalline grain and grain boundary structures is pursued using transmission electron microscopy. Microscopy specimens are prepared as foils for examination in plan view. The foils are cut into 3-mm discs using a Gatan 601 ultrasonic cutter (Gatan, Inc., Pleasanton, CA). Specimen thinning for electron transmission proceeds using a dimple grinder to a final thickness, less than 10 μm, followed by ion polishing using a Gatan precision ion-polishing system. High-purity argon ions further thin the specimen until it is electron transparent. The final polishing was performed by applying a gradual reduction of the beam energy from 4 to 2.5 keV within a time interval of 30 minutes, at a low milling angle of just 4 deg. The use of very low milling voltages and a low milling angle should reduce the penetration depth of ions. The consequence[12] should be an elimination or reduction of any amorphous layer thickness that may be generated as artifact on the sample surface. Also, the use of optimized ion-milling conditions, characterized by reduction of the milling angle, helps minimize differential thinning effects due to variation in surface topography and mass thickness of the Au-Cu alloy. The alloy composition is measured from a semiquantitative analysis of characteristic X-rays. The electron-dispersive spectroscopy method[5] provides an accuracy of ±1 wt pct Cu through consideration of atomic number (Z), absorption (A), and fluorescence (F), i.e., a ZAF correction. The grain size (d) is determined using the Debye–Scherer X-ray analysis method. Instrument broadening of the X-ray peaks is calibrated to independent measurements of grain size as accomplished[4] using transmission electron microscopy. A grain size analysis of bright-field images is accomplished with the lineal intercept method.
3 Results and Analysis
3.1 Mechanical Behavior
The microscratch hardness measurements are conducted using scratch velocities (υ) of 0.01 to 1.00 mm·s−1 under a constant load (P) of 98 mN. A set of profilometer trace measurements of the scratch width (ω) made as a function of velocity (υ) are shown in Figure 1 for a 7-nm grain size Au-12 wt pct Cu sample. The cross-sectional traces of each scratch example are offset from the axes origin for individual identification. Typically, three measurements of scratch width are made for each of three scratches conducted at different velocities. It is seen that the scratch width decreases with an increase in velocity. This result indicates an increase in hardness with scratch velocity, hence an increasing strain rate (έ) as computed from Eq. [1].

Profilometer traces across the microscratches made on a 7-nm grain gold-copper alloy are shown to provide a measure of scratch width (ω) as made with a 98 mN load and scratch velocities (υ) of 0.05 to 1.0 mm·s−1
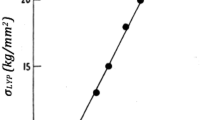
The exponent (m) of the strain-rate sensitivity for nanocrystalline materials is typically computed[1–3,13–16] assuming that a power-law relationship exists for the yield strength (σ) as a function of strain rate (έ). The slope of a linear fit to a log-scale plot yields the exponent (m) as
High exponent values for m in a material, as, e.g., greater than 0.5, would suggest[17] the inhibition of necking during tensile deformation, i.e., no localized failure of a material at a reduced cross section. For the case of microscratch testing, the hardness values replace the yield strength values in Eq. [3]; i.e.,
The scratch hardness (H s ) is computed using Eq. [2]. A value of 8/π is used for c, since the initial stipulation is met that the scratch will have a spherical cross section since the width (ω) does not exceed the conical tip diameter (2·r) of 25 μm. The imposed criterion of ω < 2r ensures that the shape profile of the stylus tip projected onto the specimen during testing is constant, i.e., the constant c is invariant. The scratch hardness results are plotted in Figure 2 for the 7-nm grain size specimen using the results of the Figure 1 plot. In addition, the results for several other specimens are plotted in Figure 2 representing a grain size range from 6 to 34 nm. The hardness values are normalized to the scratch hardness (H o ) value measured at a 0.01 mm·s−1 scratch velocity for direct comparison of all tests. Test results are assessed provided the linear fit interpolated for the ln (έ) vs ln (H s /H o ) data sets yields a correlation coefficient (R 2) of 0.8 or greater. In general, it is seen that a decrease in grain size produces an increase in the relative hardness as the scratch velocity increases, i.e., as the strain rate increases from 10−1 to 102 s−1. These strain rates are typically well above the <10−4 s−1 regime wherein creep effects have been assessed[17] when examining the strain-rate sensitivity of gold foil strength.

Log-scale variation of microscratch hardness (H s /H o) with strain rate (έ) is plotted for nanocrystalline gold-copper specimens with grain sizes (d) of 6 to 34 nm
Previous results reported[4] for Vickers microhardness (H v ) measurements of other Au-Cu electrodeposits can be compared to the microscratch hardness (H s ) values for samples with similar nanocrystalline grain size. The H v measurements conducted[4] using an indent load of 49 mN at an approximated strain rate 10−1 to 100 s−1 are compared to the H s measurements made at a strain rate of 100 s−1. For a nominal 6-nm grain size Au-Cu sample, H v was reported as 2.53 GPa and the H s value is 2.19 GPa. For a Au-Cu sample with a nominal grain size of 7 nm, H v was reported as 3.11 GPa and the microscratch H s value is 3.39 GPa. For a larger nominal grain size of 17 nm, H v was reported as 1.73 GPa and the H s value is measured as 1.71 GPa. In general, the indent and scratch methods yield comparable results as a function of grain size.
The slopes of the linear fits of the Au-Cu data plotted in Figure 2 are equivalent to the strain-rate exponent (m) values, as seen in Eq. [4]. The m values for each specimen computed using Eq. [4] are plotted in Figure 3 as a function of the grain size (d). It is seen that an increase of m occurs with a decrease in grain size for the Au-Cu alloys. An exponent m value approaching 0.20 is achieved as grain size decreases to below 10 nm.

Variation of strain-rate-sensitivity exponent (m) as a function of log-scale grain size (d) is plotted for nanocrystalline gold-copper specimens as measured by microscratch testing
The results of tensile test measurements of the strain-rate sensitivity exponent m are reported in Figure 3 for nanocrystalline copper,[2,13,15,16] as represented by solid circles, and for nickel,[1,3,14] as represented by open circles. Again, it is seen that an increase of m occurs with a decrease in Cu and Ni nanocrystalline grain size. A model for the trend observed in Figure 3 has been approached by several investigators, and, in particular, Gu et al.[3] derived a general formulation that equates the strain-rate-sensitivity exponent (m) with grain size (d) as
In Eq. [5], the constants (c i ) are functional values representative of the Burgers vector (b) and shear modulus (G) of the nanocrystalline material assuming Hall–Petch type behavior; i.e., the strength increases in proportion to the inverse square root of grain size. This general form found in Eq. [5] is fitted using dashed curves in Figure 3. For the Au-Cu results, the constants (c i ) are determined as c 1 equals 0.080, c 2 equals 3.0, and c 3 equals 1.65. In comparison, for nanocrystalline Cu and Ni, the constants (c i ) can be fit as c 1 equals 0.036 and 0.018, respectively, whereas c 2 remains equal to 3.0 and c 3 remains equal to 1.65.
For comparison to the scratch-hardness test result of m equal to 0.147, for the 10-nm grain size specimen, preliminary tensile test results[18] of wire specimens give an m value of 0.139 over a 10−4 to 10−2 s−1 range of tensile strain rate. This result suggests a comparison of test methods is applicable; i.e., the microscratch test can provide an assessment of strain-rate sensitivity as accomplished via conventional tensile testing. The difficulty in tensile testing the nanocrystalline specimens is reported,[7] as seen in a brittle failure mode that is typically observed in cross-sectional examination of specimens tested above a 10−2 s−1 strain rate.
3.2 Structural Characterization
In a recent electron microscopy examination of grain boundary structure,[19] it is found that low-angle (<15 deg) boundaries are prevalent for nanocrystalline Au-Cu alloys with low tensile strength (<200 MPa) and high-angle boundaries (>45 deg) are prevalent with high strength (>750 MPa). The Au-Cu specimens of this study are examined further in an attempt to correlate the grain boundary structure with the microscratch deformation behavior.
Structural characterization of the nanocrystalline Au-Cu samples with grain sizes ranging from 6 to 83 nm was performed using ex-situ high-resolution, phase-contrast transmission electron microscopy (TEM). Figures 4(a) and (b) show a relatively low phase contrast micrograph and a high-resolution TEM micrograph, respectively, of the 83-nm grain size sample. There is a high density of dislocations present at the triple junction and the wide grain boundary seen in Figure 4(b). The subsequent micrographs, i.e., Figures 4(c) through 5(d), are Fourier transform and higher magnification inverse fast Fourier transform (IFFT) images. These figures are all derived from Figure 4(b) and expose the grain boundary fine structures for each of the three Figure 4(b) bicrystals. The images are of regions that are far removed from the triple junction position of Figure 4(b) and are of interest for identification of atomic level differences. The misorientation angle (θ) between grains 1 and 3 is 12.5 deg with a symmetric tilt grain boundary of Σ73 \( \left( {\overline{1} 6\overline{6} } \right). \) Full edge dislocations decorate the boundary. Grains 1 and 2 have a θ of 17 deg with a Σ11 \( \left( {\overline{3} 1\overline{1} } \right) \) grain boundary. This is a wide grain boundary of ~4.5 nm that can be identified as having experienced shear deformation. Under imaging conditions used for the high-resolution TEM micrographs, we do not see evidence of dislocations within the grain. The bicrystal of grains 2 and 3 in Figure 5(c) is far removed from triple junction effects. The reciprocal density of the coincident site for this grain boundary is Σ11 \( \left( {\overline{2} 3\overline{3} } \right) \) with a θ value of 23 deg. The microstructure of the grain boundary is dominated by partial dislocations, stacking faults, and full dislocations. These types of dislocations occupy a ~3-nm sheared layer close to the boundary.

(a) Bright-field phase-contrast micrograph of a 83-nm grain size, Au-Cu sample with labeled grains 1, 2, and 3. (b) A high-resolution phase-contrast micrograph taken at B = Z = [011] shows grain boundary dislocations present at the three bicrystalline boundaries that converge to form a triple junction. Grain boundary shearing and the presence of a high dislocation density exist between grains 1 and 2, as well as grains 2 and 3. (c) An inverse fast Fourier transform micrograph of grains 1 and 3 in (b) shows lattice fringes at the grain boundary with a reciprocal density of the Σ73 \( \left( {\overline{1} 6\overline{6} } \right) \) coincident site and full edge dislocations. (d) A fast Fourier transform micrograph of grains 1 and 3 in (b) reveals a misorientation angle (θ) of 12.5 deg

(a) High-resolution, inverse fast Fourier transform micrograph of the grain boundary region in Fig. 4(b) between grains 1 and 2 shows shear deformation. (b) A fast Fourier transform taken within the vicinity of grains 1 and 2 in Fig. 4(b) (where the white and dark arrows point to reflections from grains 1 and 2, respectively) reveals a misorientation angle (θ) of 17 deg. (c) A high-resolution, inverse fast Fourier transform micrograph of the Σ11 \( \left( {\overline{2} 3\overline{3} } \right) \) boundary between grains 2 and 3 of Fig. 4(b) shows the presence of stacking fault partial and full edge dislocations within the 3-nm sheared lattice layer at the grain boundary. (d) A fast Fourier transform from grains 2 and 3 in Fig. 4(b) reveal a misorientation angle (θ) of 23 deg
A nanocrystalline atomic structure of Au-Cu is seen in Figure 6 with an average grain size of 19 nm and θ values that range from 2.3 to 15.8 deg. A Σ11 \( \left( {\overline{31} 1} \right) \) symmetrical tilt grain boundary is identified. Stacking faults are the only identified type of dislocation structure.

High-resolution, transmission electron micrograph of a Au-Cu sample with a 19-nm average grain size shows a Σ11 \( \left( {\overline{31} 1} \right) \) grain boundary and a misorientation angle (θ) of 2.3 deg
Low- and high-resolution micrographs of the microstructures in Au-Cu with an average size of 17 nm and 5 wt pct Cu are shown in Figures 7(a) through (c). The grains appear cylindrical in shape with a Σ19 \( \left( {1\overline{3} 3} \right) \) and 30.5 deg < θ < 66.5 deg grain boundary that consists of stacking-fault type dislocations and a full edge dislocation with a Burgers vector of (a/2)·\( \left[ {\overline{1} 10} \right] \) located within the grain. An example is seen in Figure 7(c) wherein a start-to-finish (SF) Burgers circuit using a right-hand (RH) screw senses convention to define the true Burgers vector (b) for a dislocation. The true Burgers vector for the Shockley partial contributing to the formation of stacking faults is identified to be either b = SF = (a/6)·\( \left[ {\overline{2} 1\overline{1} } \right] \) or (a/6)·\( \left[ {\overline{1} 2\overline{1} } \right], \) which are formed at the grain boundary.

(a) Transmission electron micrograph shows embedded cylindrical grains for this Au-Cu sample with an average grain size of 17 nm. (b) A high-resolution electron micrograph of the grain boundary region in (a) has a coincidence site lattice structure of Σ19 \( \left( {1\overline{3} 3} \right). \) (c) A high-resolution electron micrograph taken from within a grain of (a) shows an SF, RH convention circuit with a Burgers vector of dislocation b = (a/2)·\( \left[ {\overline{1} 10} \right]\)
The Au-Cu nanocrystalline sample with a grain size of 13 nm in Figure 8 has a high misorientation angle (θ) of 41.5 deg. The individual dislocations were not resolved as associated with this high boundary energy.

High-resolution electron micrograph of a 13-nm grain size Au-Cu sample shows a grain boundary misorientation (θ) of 41.5 deg
The smallest grain size of 6 nm is seen in a Au-18 wt pct Cu sample of Figure 9(a). It has three grain boundaries that are clearly identified as having a symmetrical tilt of Σ43 \( \left( {5\overline{3} 3} \right) \) with θ = 9.4 deg, a Σ43 \( \left( {5\overline{3} 3} \right) \) with θ = 63.5 deg, and a Σ27 \( \left( {5\overline{1} 1} \right) \) with θ = 72 deg. The grain boundaries are monoatomic in width. There are stacking faults and a Shockley partial dislocation within the grain core and full edge dislocation terminating at the high-angle–high-energy grain boundary plane, as shown in the IFFT high-resolution TEM micrographs of Figures 9(b) through (d). These Au-Cu sample Σ and θ results are summarized in Table I.

(a) Transmission electron micrograph of a 6-nm grain size Au-Cu sample shows a variation of high-angle grain boundary misorientation. (b) A high-resolution inverse fast Fourier transform of (a) at a Σ27 \( \left( {5\overline{1} 1} \right) \) grain boundary with a 72 deg misorientation shows full edge dislocations between grains A and B. (c) A high-resolution inverse fast Fourier transform of (a) at a Σ43 \( \left( {5\overline{3} 3} \right) \) grain boundary with a 9.4 deg misorientation GB between grains B and C shows the presence of full edge dislocations and initiation of shearing along {111} planes. (d) A high-resolution inverse fast Fourier transform of (a) at a Σ43 \( \left( {5\overline{3} 3} \right) \) grain boundary with a 63.5 deg misorientation between grains C and D shows stacking faults, partial dislocations with Burgers vector b 1 = (a/6)·\( \left[ {\overline{2} 1\overline{1} } \right] \) or b 2 = (a/6)·\( \left[ {\overline{1} 2\overline{1} } \right], \) and full edge (b 3) dislocations
4 Discussion
Scratch hardness measurements are used to quantify the strain-rate exponent (m) by measurement of the variation in scratch hardness (H s ) with strain rate (έ) as induced by changing the scratch velocity. The link between Eqs. [3] and [4] is an assumption that a measure for strength (σ) can be determined[20] from one-third its hardness. It is important to understand that this ratio between strength and hardness is an approximation that will depend on the specific hardness method in combination with the strain hardening of the material being probed. For example, it can be anticipated[21,22] that indentation (H v ) and scratch hardness (H s ) values may differ. Therefore, we have chosen to use a comparative assessment of the changes in hardness with scratch velocity. That is, normalized hardness plots (Figure 2) are used to determine the exponent (m) that fully accommodates this potential variation as dependent upon the material and method of hardness testing.
The ex-situ TEM study was used to examine the atomic structure of nanocrystalline Au-Cu grains. Experimental results show that refinement of grain size and the particular details of grain boundary structure significantly influence the strain-rate sensitivity. Five different samples were studied representative of dislocation type and grain boundary structure. Analytic models are developed[23] to describe the evolution of defect structure through the motion of lattice dislocations along with grain boundary coupling and sliding. Coupling is characterized by grain boundary migration combined with sliding. Migration is defined by the self-diffusion of grain boundary interfaces normal to the boundary plane through an atomic-shuffling mediated process. Sliding encompasses the relative translation of two adjacent grains parallel to the grain boundary plane and is often assisted by shear stress. Figures 4(b) through 5(d) represent a case where three grains have boundary misorientation 12.5 deg (between grains 1 and 3), 17 deg (between grains 1 and 2), and 23 deg (between grains 2 and 3). The low-angle misorientation of 12.5 deg has the least energy and, as a consequence, will allow dislocation motion across its boundary. Typically, the θ values of 17 and 23 deg would have slightly higher grain boundary energy making them behave as more efficient barriers for the dislocation motion. A coupling motion that could lead to shearing of the grain boundary is evident. The (θ = 17 deg) Σ11 \( \left( {\overline{3} 1\overline{1} } \right) \) and (θ = 23 deg) Σ11 \( \left( {\overline{2} 3\overline{3} } \right) \) structures have a 3- to 5-nm width of shear deformed layer along with a high density of stacking faults, Shockley partials, and edge dislocations.
A bicrystal of a circular cylindrical grain embedded in the bulk of a crystal is seen in Figure 7(a). A Σ19 \( \left( {1\overline{3} 3} \right) \) grain boundary with a high-angle misorientation varies from 30.5 to 66.5 deg. These high-angle, curved grain boundary planes are known to undergo a concerted contributory motion through coupling mediated processes, as reported[24] by Cahn and Taylor through the general expression of
This equation represents a relationship between the tangential displacement (υ ║) and normal displacement (υ n ), where σ, β(θ), and S are the stress coupling and sliding factors, respectively. The analytic formulation of Eq. [6] along with a molecular dynamics simulation can be used to help explain the dynamics leading to the grain boundary features reported in this study. A coupled motion of the grain boundary can suffice, in an infinite length of a bicrystal, to shear the lattice region it traverses. Also, coupling effects on a curved grain boundary can result in grain rotation and consequently reduce the grain radius (area) as the θ value progressively increases at the solid-solid interface. Often, the rotation of grain boundary results in a self-generated increase in the surface free energy (γ), which is defined[25] as the excess energy of the grain boundary plane as the two lattices on one side of the boundary are translated relative to the lattice on the other side of the boundary. The increase in γ may result in an increase in total free surface energy ∫(γ)·∂a. To correct for a consequent violation of thermodynamics theory, it was postulated[26] that grain boundary motion ensues to increase its surface free energy at the same instant grain boundary area reduces to equilibrate the total free energy.
A high-resolution TEM micrograph of nanocrystalline Au-Cu with a 6-nm grain size is seen in Figure 9(a). Ultrahigh tensile strengths approaching 1 GPa are reported[6] for electrodeposited Au-Cu nanocrystalline materials with similar grain size. The IFFT micrographs of Figures 9(b) through (d) are taken with a view that exposes localized deformation at the grain boundary. Also, the images show the presence of full dislocation being pinned at the high-angle boundary, while Shockley partials (symbolized as d p in Figures 9(c) and (d)) and stacking faults are both present within the grain. Two-dimensional stacking fault defects generally occur when there is an abnormal sequence of stacking of atomic layers, as identified in Figures 9(c) and (d). The faults may be formed during the growth process or created during a deformation process. The movement of the dislocations is governed, in part, by the energy of the stacking fault that is created in the wake of the motion. This effect is true for the case in the repulsion of two partial dislocations. In close-packed Au-Cu, and typical face-centered-cubic (fcc) nanocrystalline metallic structures, it is well known that planar defects are formed with relative ease that can contribute to localized ductile deformation[19] or to a high value for a strain-rate sensitivity exponent (m). The energies of these defects do lead to type I2 extrinsic stacking fault, which is described by the stacking reaction ABCACBCABC. From elastic strain energy and the Frank criterion, the motion of a perfect edge dislocation was identified as b 3 = (a/2)·\( \left[ {\overline{1} 10} \right]. \) The motion from a B site directly to a B site is not feasible since it involves dilation normal to the slip plane {111}. As a consequence, this creates an imbalance of energy; hence, a motion though a C site is energetically favorable and effected, i.e., b 23 > b 21 + b 22 . Thus, the exact sequencing of the translation, and corresponding Shockley-partials Burgers vector (b p ), is given by B to C followed by a C to B site with the corresponding Burgers vector of b p = (a/6)·\( \left[ {\overline{2} 1\overline{1} } \right] \) or (a/6)·\( \left[ {\overline{1} 2 {1} } \right]. \) The dissociation of perfect dislocation into the two Shockley partials (as shown in Figure 10) can be represented by the Burgers vector reaction for the Shockley partials along the glide plane {111} and is given by (a/2)·\( \left[ {\overline{1} 10} \right] \) = (a/6)·\( \left[ {\overline{2} 1\overline{1} } \right] \) + (a/6)·\( \left[ {\overline{1} 2 {1} } \right]. \) Finally, the energy of all three grain boundaries does not vary smoothly as a function of the misorientation angle (θ), and the full edge dislocations b e = (a/2)·\( \left[ {\overline{1} 10} \right] \) are identified as not being uniformly separated by an integral number of atomic planes.

Schematic is shown of the doubly faulted, Shockley partials region
Although a preliminary assessment of the grain boundary structure in these nanocrystalline (nc) Au-Cu specimens is undertaken using high-resolution electron microscopy and diffraction analysis methods, the value is seen in the clear potential to interpret the exponent of strain-rate sensitivity as a function of the effects of boundary structure as well as the grain size. In future work, we intend to statistically quantify the distribution of grain boundary structure associated with the grain size and the strain-rate exponent for better use in correlation to analytical models that describe the evolution of defect structure through the motion of lattice dislocations along with grain boundary coupling and sliding.
5 Summary
The general increase of in the strain-rate-sensitivity exponent (m) with decreasing grain size (d) is well modeled using the expression developed as seen in Eq. [5]. However, there appears a wide variance in the Table I data between the exponent m for samples of similar grain size, e.g., between 10 and 20 nm. The microscopy analysis indicates that the grain boundary misorientation (θ) decreases with the exponent m as the grain size (d) increases from 6 to 83 nm. These results are summarized in Table I. The difference between exponent m values of different nanocrystalline samples at near constant grain size may be related to an analysis of the motion of bicrystal interfaces as subjected to shear deformation. An increased coupling of the grain boundary motion tangent to shear forces that produce grain boundary sliding may decrease the strain-rate-sensitivity exponent (m).
In sum, a method to investigate the strain-rate sensitivity of nanocrystalline Au-Cu is microscratch testing. Experimental results indicate that variation of the scratch velocity provides a means to measure the strain-rate sensitivity of hardness, and thus strength. An increase of m occurs with a decrease in grain size for the Au-Cu alloys. An exponent m value approaching 0.20 is achieved as grain size decreases to 6 nm. Results of high-resolution electron microscopy analysis show that the grain boundary misorientation (θ) decreases with the exponent m as the grain size (d) increases from 6 to 83 nm.
Notes
UMT-1 is a trademark of Center for Tribology, Inc., Campbell, CA.
DEKTAK is trademark of Veeco Instruments, Inc., Tucson, AZ.
References
M. Dao, L. Lu, R.J. Asaro, J.T.M. De Hosson, and E. Ma: Acta Mater., 2007, vol. 55, pp. 4041–65.
Q. Wei, S. Cheng, K.T. Ramesh, and E. Ma: Mater. Sci. Eng. A, 2004, vol. 381, pp. 71–79.
C.D. Gu, J.S. Lian, Q. Jiang, and W.T. Zheng: J. Phys. D: Appl. Phys., 2007, vol. 40, pp. 7440–46.
A.F. Jankowski, C.K. Saw, J.F. Harper, R.F. Vallier, J.L. Ferreira, and J.P. Hayes: Thin Solid Films, 2006, vol. 494, pp. 268–73.
A.F. Jankowski: Electrochem. Soc. Trans., 2006, vol. 1 (12), pp. 1–9.
A.F. Jankowski, C.K. Saw, and J.P. Hayes: Thin Solid Films, 2006, vol. 515, pp. 1152–56.
A.F. Jankowski: Mechanics and Mechanisms of Finite Plastic Deformation—14th Int. Symp. on Plasticity Proc., A.S. Khan and B. Farrokh, eds., NEAT Press, Fulton, MD, 2008, pp. 187–89.
Y.M. Wang, A.F. Jankowski, and A.V. Hamza: Scripta Mater., 2007, vol. 57, pp. 301–04.
J.W. Cahn and F.R.N. Nabarro: Philos. Mag., 2001, vol. 81, pp. 1409–26.
N. Tayebi, T.F. Conry, and A.A. Polycarpou: J. Mater. Res., 2003, vol. 18, pp. 2150–62.
K.M. Lee, C.-D. Yeo, and A.A. Polycarpou: Exp. Mech., 2007, vol. 47, pp. 107–21.
N.G. Chew and A.G. Cullis: Ultramicroscopy, 1987, vol. 23, pp. 175–98.
L. Lu, S.X. Li, and K. Lu: Scripta Mater., 2001, vol. 45, pp. 1163–69.
R. Schwaiger, B. Moser, M. Dao, N. Chollacoop, and S. Suresh: Acta Mater., 2003, vol. 51, pp. 5159–72.
S. Cheng, E. Ma, Y.M. Wang, L.J. Kecskes, K.M. Youssef, C.C. Koch, U.P. Trociewitz, and K. Han: Acta Mater., 2005, vol. 53, pp. 1521–33.
J. Chen, L. Lu, and K. Lu: Scripta Mater., 2006, vol. 54, pp. 1913–18.
M.A. Meyers, A. Mishra, and D.J. Benson: Prog. Mater. Sci., 2006, vol. 51, pp. 427–556.
H.S.T. Ahmed and A.F. Jankowski: unpublished research, 2008.
L.O. Nyakiti, J. Chaudhuri, and A.F. Jankowski: Thin Solid Films, 2008, vol. 517, pp. 1182–85.
J.T. Burwell and C.D. Strang: Proc. R. Soc. London, Ser. A, Math. Phys. Sci., 1952, vol. 212, pp. 470–77.
S. Bellemare, M. Dao, and S. Suresh: Int. J. Solids Struct., 2007, vol. 44, pp. 1970–89.
A. Prasad, M. Dao, and S. Suresh: Acta Mater., 2009, vol. 57, pp. 511–24.
J.W. Cahn, Y. Mishin, and A. Suzuki: Philos. Mag., 2006, vol. 86, pp. 3965–80.
J.W. Cahn and J.E. Taylor: Acta Mater., 2004, vol. 52, pp. 4887–98.
W.T. Read and W. Shockley: Phys. Rev., 1950, vol. 78, pp. 275–89.
S.G. Srinivasan and J.W. Cahn: in Science and Technology of Interfaces, S. Ankem, C.S. Pande, I. Ovid’ko, and R. Ranganathan, eds., TMS, Warrendale, PA, 2002, pp. 3–14.
Acknowledgments
This work was supported through the J.W. Wright and TTU Regents Endowment(s) for Mechanical Engineering at Texas Tech University.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is based on a presentation given in the symposium entitled “Mechanical Behavior of Nanostructured Materials,” which occurred during the TMS Spring Meeting in San Francisco, CA, February 15–19, 2009, under the auspices of TMS, the TMS Electronic, Magnetic, and Photonic Materials Division, the TMS Materials Processing and Manufacturing Division, the TMS Structural Materials Division, the TMS Nanomechanical Materials Behavior Committee, the TMS Chemistry and Physics of Materials Committee, and the TMS/ASM Mechanical Behavior of Materials Committee.
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License ( https://creativecommons.org/licenses/by-nc/2.0 ), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Nyakiti, L.O., Jankowski, A.F. Characterization of Strain-Rate Sensitivity and Grain Boundary Structure in Nanocrystalline Gold-Copper Alloys. Metall Mater Trans A 41, 838–847 (2010). https://doi.org/10.1007/s11661-009-9996-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-009-9996-9