
Abstract
Microencapsulation of isocyanates eliminates the risks associated with their direct handling, protects the isocyanate species from air moisture, and increases the storage life. In light of this, we present a straightforward and efficient process to encapsulate isophorone diisocyanate (IPDI) using biodegradable polymers by an emulsion system combined with the solvent evaporation method. We produced spherical, disaggregated, and core–shell microcapsules (MCs) using poly(ε-caprolactone) (PCL), polylactic acid (PLA), or PCL/PLA blends as shell materials. As far as we know, it is the first time that isocyanate species are encapsulated by PLA or PCL/PLA blends. Our process leads to a production yield of 70–74% and an encapsulated isocyanate content up to 73 wt% of the MCs. All MCs showed very good isocyanate protection, especially when stored in low-moist environments. Their use as cross-linking agents for harmless, eco-innovative, and high-performance adhesive formulations for footwear was tested, for the first time, according to the specifications of industry standards. The peel tests of the adhesive’s joints revealed peeling strength values between 3.45 and 6.09 N/mm which is higher than the minimum required. The creep tests demonstrated that the use of MCs with encapsulated IPDI improves the heat resistance of the adhesive joints. Therefore, the MCs revealed an effective isocyanate release and very capable adhesive joints with no negative effects from the polymeric shell, validating the employment of these cross-linking agents in the footwear industry. Although PCL MCs were the ones with the highest IPDI content, the best adhesive formulations were produced with MCs with a high amount of PLA, due to their smaller size, good dispersibility and better distribution at the substrate.
Graphical abstract

Similar content being viewed by others
Introduction
Isocyanates and polyisocyanates are highly reactive compounds typically used as raw materials for flexible polyurethanes (PU), rigid PUs, PU foams, foundry cores, coating materials, sealants, engineering plastics, or adhesives and glues [1,2,3]. In the footwear industry, polyurethane-based adhesives (PU adhesives) are one of the most popular adhesives, which are usually combined with isocyanate compounds to speed up the curing process, increase the temperature resistance, and improve the endurance of the adhesive joint. These sorts of adhesives are often classified as bicomponent adhesives since they are composed of two components: polyol adhesive and isocyanate cross-linker. They must be provided separately because when they are blended the lifetime of the mixture is very much reduced [4].
Notwithstanding their useful properties, isocyanate compounds are strong irritants to the mucous membranes of the eyes, and they are one of the most reported causes of occupational asthma worldwide [5,6,7]. In line with this, EU Commission adopted diisocyanates restrictions that will ban the use of substances that contain more than 0.1 wt% of free diisocyanates, unless it is employed a system that ensures a safe procedure for their handling [8]. The constant evolution of REACH regulation creates challenges in what concerns new adhesive versions and procedures. Microencapsulation is herein shown as an enabler to comply with these new regulations.
Microencapsulation is a coating process of a solid or liquid material (core) by using a protective organic or inorganic coating material (matrix, or shell) to produce microcapsules in the micrometer range. Many compounds such as drugs, enzymes, vitamins, pesticides, and catalysts have been successfully encapsulated with polymeric or non-polymeric materials [9,10,11,12,13]. Consequently, microencapsulation is a promising solution to reduce the risks related to isocyanates' direct handling and increase their storage life.
The first report on isocyanate microencapsulation dates from 2008, and it describes the encapsulation of isophorone diisocyanate (IPDI) via interfacial polymerization of polyurethane [14]. Since then, MCs containing not only IPDI but also other commercial isocyanates have been presented [15,16,17,18,19]. The state of the art of isocyanate microencapsulation is dominated by oil-in-water microemulsion systems combined with the interfacial polymerization technique. However, the polyurethane/polyurea (PU/PUa) MCs possess low degradability, high hardness, and permeability [19].
Biodegradable polymers, either synthetic or natural, are capable of being cleaved into biocompatible byproducts through chemical or enzyme-catalyzed hydrolysis. For the past years, their use as encapsulating matrices has been raised [12, 20,21,22,23]. In 2020, our research group reported on isocyanate encapsulation using a biodegradable polymer, for the first time [24]. Poly(ε-caprolactone) (PCL) and D,L-poly(lactic acid) (PLA) are biodegradable aliphatic polyesters that are among the most common polymers, due to their biocompatibility, biodegradation, non-toxic, and harmless final degradation products (CO2 and H2O) [25]. Both polymers have been successfully applied for the encapsulation of essential oils, drugs, or pesticides [26,27,28,29]. PCL is a semi-crystalline polyester, but its crystallinity tends to decrease with increasing molecular weight [30]. It is characterized by its relatively low melting temperature (Tm = 60 °C), low glass transition temperature (Tg = − 60 °C), excellent viscoelastic properties, softness, ductility, and processability [22]. PLA is a polymer with a semi-crystalline nature, with a higher glass transition temperature (Tg = 55–60 °C) and higher melting point (Tm = 160–165 °C) if compared with PCL. However, PLA MCs present the shortcomings of brittleness and ease of fracture [31]. PCL and PLA blend systems, though immiscible, have been studied, and some works report enhancements on the thermal stability and the mechanical properties of PCL when blended with PLA, even without a compatibilizer [32, 33].
Herein, we introduce a simple and effective procedure to encapsulate isophorone diisocyanate (IPDI) with biodegradable polymers using an emulsion system combined with the solvent evaporation method. The resulting MCs are not considered microplastics due to their biodegradable nature, and consequently, their use is not restricted by different legislations. The effects of such polymers and blends on production efficiency, isocyanate loading, microcapsules morphology, and robustness were studied. The MCs were tested as cross-linkers for footwear adhesive formulations, and the peel and creep strength of the resultant adhesive joints was evaluated according to industry standards.
Experimental Section
Materials
IPDI was kindly supplied by Covestro AG (Leverkusen, Germany) with the commercial name of Desmodur® I. Solvents (> 99.8%, HPLC grade) were obtained from Fisher Chemical (Porto Salvo, Portugal) and used without further purification. The PCL used in this study was obtained from Sigma-Aldrich (MW of 80000 Da). Two different PLAs were tested, a pristine homopolymer PLA (Luminy L105 from Total Corbion), which we define as PLA-1, and another referred to as PLA-N 881 N with 7 wt% of plasticizers (PCL, confirmed by FTIR, TGA (Figure S1, ESI), and NMR) which we identify as PLA-2, obtained from Filkemp S.A. (Lisbon, Portugal). This latter one is reported by the supplier to have greater flexural, torsional strength, and toughness than standard PLA. The emulsifier gum arabic (GA) was purchased from Fisher Chemical, and the poly(vinyl alcohol) (PVA) (98−99% hydrolyzed, 57000–67000 Da) was obtained from Alfa Aesar (Haverhill, MA). Plastik 6275 was supplied by CIPADE S.A.
Blend preparation
The polymer blend (PCL/PLA) solutions were made based on variations in the composition as displayed in Table 1. All blends were prepared with PLA-1. The mixtures of PCL and PLA were dissolved in dichloromethane until a homogeneous solution composed of 11.5 wt% of the polymer was obtained. PLA-2 was only used in the MCs A5 synthesis.
Microcapsules’ (MCs) Production
The MCs were prepared by an emulsion system combined with the solvent evaporation method. The organic phase was obtained through a vigorous stirring of IPDI with the polymeric solution, which correspond to 7.8 wt% and 33 wt% of the final emulsion system, respectively. The mixing was conducted at a stirring speed of 10000 rpm using an Ultra-Turrax (IKA T25 digital ULTRA TURRAX (Staufen, Germany), for 5 min at room temperature. The oil system was dispersed in a water phase, composed of an aqueous solution with 2 wt% of PVA to which 3 wt% of GA had been added, under mechanical stirring (750 rpm), at room temperature. The emulsion system was left under mechanical stirring, at room temperature, for 3 h, after which the shell of the MCs has enough resistance to tolerate the pressure applied during the filtration. The MCs were filtrated, washed with water (400 ml), and left to dry overnight. Then, the MCs were stored in a desiccator. The production yield was calculated from the weight of the dried MCs and the sum of the initial weights of the IPDI and polymers. It should be stressed that for each MC type disclosed in Table 1, three identical and independent syntheses were performed.
Microcapsules’ (MCs) characterization
Optical microscopy
The MCs formation and maturation were assessed by optical microscopy (Kruss MSZ 5600 optical microscope (Hamburg, Germany)).
Scanning electronic microscopy (SEM)
The morphology, surface roughness, porosity, and size of the obtained MCs were evaluated through scanning electron microscopy (SEM), with a Phenom ProX G6 benchtop SEM (ThermoScientific, Waltham, MA, USA). The samples were immobilized in a sample holder by using a conductive double-sided adhesive tape and coated with a 15-nm layer of a conductive Au/Pd thin film, through sputtering, by using a turbomolecular pumped sputter coater from Quorum Technologies, model Q150T ES (Lewes Road, Laughton, UK). The size distribution of the MCs was evaluated by using photomicrographs obtained through SEM, employing the Fiji software in a sample of 250 microcapsules [34].
Fourier transform infrared spectroscopy (FTIR)
FTIR was used to confirm the encapsulation of IPDI, the presence of the polymers, and to evaluate the formation of PU/PUa moieties. It was used a Spectrum Two from PerkinElmer (Waltham, MA) equipped with an attenuated total reflection (ATR) UATR Two accessory. The spectra were acquired at room temperature in the 4000–500 cm−1 range by averaging 16 scans at a resolution of 4 cm−1.
Micro-Fourier transform infrared spectroscopy (µFTIR)
µFTIR analysis was performed using a Spotlight 200i FT-IR microscope (Perkin Elmer) to identify domains of PCL and PLA in the MCs’ shell. The spectra were acquired at room temperature in the 2000–900 cm−1 range by averaging 64 scans at a resolution of 4 cm−1.
Proton nuclear magnetic resonance (1H NMR)
1H NMR spectra were acquired in a Bruker AVANCE III NMR (running at 400 MHz) with CDCl3 as solvent.
Thermogravimetric analysis (TGA) and derivative thermogravimetry (DTG)
The TGA thermograms were achieved using a Hitachi STA 7200 Thermal Analysis System (Ibaraki, Japan) under a controlled nitrogen atmosphere with a flow of 200 mL/min, at a temperature increase rate of 10 °C/min, in the range of 35 − 600 °C. The thermal stability of the microcapsules was characterized by measuring the weight loss with the temperature increase.
Manufacture and characterization of a single lap joint
An adhesive joint was composed of two substrates (13 cm × 3 cm) glued together in an area around 10 cm × 3 cm. The substrates were made of Neolite which is a synthetic rubber, typically used to replace leather. They were subjected to a chemical treatment with 2190 Halinov (CIPADE S.A.) and allowed to dry for at least 1 h at room temperature. The adhesive formulation (Plastik 6275 + MCs) was applied in both substrates with a brush and allowed to dry for 15 min at room temperature. The adhesive films were activated by IR radiation at about 70 °C for 6 s and then the substrates were bonded. Finally, the adhesive joints were subjected to a pressure of 4 bar for 10 s. The adhesive joints, after being pressed, were stored for 7 days in standard conditions (23 °C, 50% RH) to ensure the complete cure of the adhesive. The peel test was performed in a tensile testing machine at a speed of 5 cm/min. (EN ISO 20344:5.2). The creep test was performed in the heat activator at 60 °C (EN 1392:1998). Three adhesive joint samples were considered for both tests.
Results and discussion
Encapsulation process yield and morphology of the microcapsules
Over the past few years, our research group has been working on MCs production methods as well as on the optimization of several process parameters, namely emulsifier dosage, agitation rate, temperature, or core/shell ratio, among others [35, 36]. Our experience revealed that an optimized protocol for a specific type of polymer or isocyanate could be less ideal for another type of polymer or isocyanate species. Nevertheless, in this work, we changed a previous procedure [24] by adding more organic solvent and decreasing the polymer content to achieve a higher load of IPDI and smaller MCs. The stability of the emulsion has a key role in the encapsulation efficiency since unstable emulsions tend to coalesce which reduces the encapsulation effectiveness and produces bigger droplets. Dichloromethane was selected as the solvent of the organic phase, to dissolve the polymers, due to its low boiling point and high volatility. After the organic phase has been dispersed in the water phase, the evaporation of the dichloromethane from the surface of droplets increases the polymer’s concentration, reaching a critical point (after 1 or 2 h at room temperature) at which it precipitates. The entire process was followed by optical microscopy to check the evolution of the emulsion and the robustness of the MCs’ shell. After 180 min, the MCs offered enough resistance to the pressure applied during the filtration procedure. Nevertheless, their polymeric shell could still be purposely broken with the aid of a needle, which allows us to visualize the leaking of encapsulated liquid IPDI as well as the core–shell morphology, as shown in Fig. 1.

Optical microscopy photographs captured during the production of A1 and a broken MC exhibiting the release of IPDI
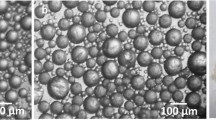
All the syntheses presented a relatively high yield, with values ranging from 63% to 74%. As depicted in Fig. 2, apart from A6, all the MCs are spherical, loose, homogeneous, and most of them have a uniform shape. The MCs A6 were produced with 100% of PLA-1 which resulted in irregular, heterogeneous, and fragile MCs, since PLA-1 is a homopolymer with an increased rate of crystallization. Though MCs A6 exhibit a significant amount of encapsulated IPDI and a production yield only slightly inferior to the others, MCs with this size and shape cannot be used in adhesives. The PLA-2 (with 7% of PCL as plasticizer) led to the formation of regular and spherical MCs which we identify as A5, revealing the impact of such a small content of PCL.

Optical microscopy photographs of the final MCs
The diameter (D10/D50/D90) and span value of MCs A1-A5 are shown in Fig. 3, and the corresponding size distributions are shown in Figure S2, ESI. The D50 is considered the median since it corresponds to the size that splits the distribution with half above and half below this diameter. The D10 and D90 indicate the maximum particle diameter below 10% and 90% of the sampling frequency. The span of the size distribution is correlated with the distance that the 10% and 90% points are away from each other (normalized with the midpoint (D50)), which gives important information about the sample size uniformity. By comparing the obtained results, it is possible to conclude that the mixture of the polymers led to an increase in the MCs’ size. The A1 and A5 MCs have similar size distribution and are the smaller MCs (D50 of 246 µm and 197 µm, respectively). The MCs A3 (50% of PCL and 50% of PLA-1) are the MCs with the larger diameter (D50 of 471 µm) and narrower distribution (span of 1.11). When compared to other similar MCs [24], the MCs A1 and A5 have smaller diameters and narrower size distributions (Figure S2, ESI). In regard to the application in adhesives, smaller MCs allow more homogeneous dispersions which may result in better isocyanate spreading.

Diameter (D10, D50, D90) and span value of MCs A1-A5
Both by optical microscopy and SEM (Fig. 4), we conclude that MCs A1-A5 have a core–shell morphology. However, they have different sizes, shell textures, shell thicknesses, and morphologies. MCs A6 are a combination of small core–shell capsules, bigger spheres, and structures without a defined shape and with a matrix morphology. MCs A1 (Fig. 4a–b) are uniform MCs, with a wrinkled outer layer but without pores or cracks. The shells are very thin, and due to the low Tg of PCL (− 60 °C), they are rubbery and ductile. The inner surface of the shells shows lamellar bundles that are attributed to a semi-crystalline state of the PCL [37]. The size and prevalence of those lamellar structures can be affected by the temperature of crystallization, rate of dichloromethane evaporation, or some constraint induced by IPDI [38]. The shells of MCs A5 are composed of about 93% of PLA and A6 exclusively of PLA; thus, due to its much higher Tg (55 °C), these microcapsules are hard and stiff, contrasting with the ductile shell of A1. It should be noted the large difference in elastic modulus, characteristic of PLA and PCL, namely 3.5 GPa and 1.2 GPa, respectively, which explains the observed differences. Due to the big heterogeneity of A6, the SEM images (Fig. 4p–r) are from a selective set; thus, the images could not be representative of all the MCs A6. MCs A5 and A6 present holes, cracks, and rough surfaces (Fig. 4m–r). Nevertheless, MCs A5 are uniform and spherical in shape (Figure S7, ESI). The PCL/PLA blends led to bigger MCs, displaying increased shell stiffness for larger amounts of PLA. MCs A2 and A3 are also spherical; on the other hand, A4 show more irregular shapes. Above a certain concentration, liquid−liquid phase separation takes place between the two dissolved polymers. Therefore, these differences are justified by a macrophase separation of the two polymers. As depicted in Fig. 4d and e, MCs A2 have smoother, homogeneous, and thicker shells than A1. The inner part of the shells (Fig. 4f) exhibits two different domains, a spherulitic morphology from PCL and spherical domains from PLA. As expected, MCs A3 present more PLA domains in the inner part of the shell and some phase separation in the outer shell (Fig. 4h). MCs A3 are the biggest MCs, which reflects the immiscibility of the system, they are very rounded, and, by purposely breaking the MCs, it is possible to assume that they have a stiffer shell than MCs A1 or A2. The synthesis of MCs A4 resulted in rounded but irregular MCs. Some of them expose Janus structures (Fig. 4l), which is an evidence of phase separation in the shell, that arises from the mass transport of coarsening domains [39]. The MCs A4’s shells are closer to the shells from A5 but with fewer holes, and some spherulitic morphologies from PCL domains can also be observed in the inner shell.

SEM images of A1-A6 MCs
Structural characterization
The 1H NMR spectra of IPDI, PCL, and neat PLA (PLA-1), in deuterated chloroform, are observed in Fig. 5. The peaks are assigned according to their structure, and no unexpected peaks were found. IPDI is usually commercialized as a mixture of two conformers, cis and trans, and the cis is often dominant [40, 41]. The conformers' reactivities are similar, and the secondary isocyanate group is more reactive than the primary isocyanate group [40]. In Fig. 5, some signals corresponding to the trans isomer are delimited. The singlet assigned as “7” corresponds to two H protons in -CH2NCO (primary NCO) from the cis conformer, and the next two duplets (3.20 ppm to 3.45 ppm) are assigned to the same hydrogens but from the trans isomer (“7′”). According to the integral area of the peaks, the ratio of the cis and trans isomers is 100:31. At a higher chemical shift, the two triple of triplets (“8” for the cis and “8´” for the trans) between 3.45 ppm and 3.75 ppm are assigned to the H proton in –CHNCO (secondary NCO) and are also present in a ratio of cis and trans isomers of 100:31. This ratio was also found in the spectra of the MCs. Therefore, it is feasible to determine that the cis isomer represents 76% of the total IPDI. In the spectrum of PCL, there are two signals corresponding to multiplets assigned at 1.37 ppm and 1.67 ppm, and two triplets assigned at 2.30 ppm, and 4.05 ppm. The signals associated with the hydrogens of CH3 and CH from PLA are assigned at 1.60 ppm (duplet) and 5.18 ppm (quartet), respectively.

1H NMR spectra of IPDI (with enlargement), PCL, and PLA, in CDCl3
Figure 6 shows the 1H NMR spectra of all reported MCs. All of them present a combined effect of IPDI´s spectrum with either PCL’s spectrum, PLA’s spectrum, or both. Bordered in green, blue, and red, we can find regions where signals from PLA, PCL, or IPDI appear, respectively. The bordered purple region is an area where a mixture of signals from IPDI and polymers can be found. As expected, from A1 to A6, the signal intensity increases in the green region and decreases in the blue region. All MCs spectra show the signals from IPDI’s protons, and their relative intensity indicates a good encapsulation efficiency. The formation of carbamate groups (resultant from IPDI polymerization) affects the signals of hydrogen protons, especially the protons correlated with the isocyanate groups [42]. By comparison of IPDI’s spectrum and MCs’ spectra, we can assume that the signals preserve their multiplicity, shape, and chemical shifts, and there are no new signals. Thus, the reaction between NCO groups and water (from the continuous phase of the emulsion) during the synthesis shall be discarded.

1H NMR spectra of IPDI (with enlargement), PCL, and PLA, in CDCl3
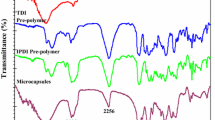
Figure 7 reveals the FTIR spectra of IPDI, PCL, PLA, and the spectra of MCs A1-A6. The comparison of the spectra of raw materials with the spectra of MCs allows us to discard the presence of new peaks. Therefore, it can be concluded that the blend was only formed by physical interaction between the polymers.

FTIR spectra of the IPDI and polymers (a), MCs (b) with enlargements
The intense peak around 2257 cm−1, assigned to the N = C = O stretch vibration bond, shows the presence of unreacted isocyanate groups in the MCs. The lack of peaks at 1562 cm−1 and 3348 cm−1 (ascribed to the N–H from urea groups) demonstrates that the NCO groups did not react with the water phase of the emulsion system or from the atmospheric moisture, being effectively protected by the oil phase of the emulsion, and later by the shell. Moreover, peaks at 1721–1757 cm−1 are attributed to the C = O bond stretching vibration, while the peaks at 1340–1480 cm−1 may be assigned to the –C–H bond deformation and those at 1040–1250 cm−1 and 732–756 cm−1 are assigned to the asymmetric stretching of C–O–C bonds and skeletal vibrations of the –CH2- bonds, respectively [43, 44]. PLA and PCL are aliphatic polyesters with similar structures. However, it is possible to differentiate the contribution of both polymers depending on the type of MCs. Taking A3 as an example, two distinct peaks at 2998 cm−1 and 2957 cm−1 are assigned to the asymmetrical and symmetrical C-H stretching of PLA, while those from PCL are at 2945 cm−1 and 2866 cm−1. As shown in Fig. 7, the peak of C = O stretching appears at 1757 cm−1 due to the PLA contribution and at 1722 cm−1 from the PCL contribution. As the PLA amount increases, the intensity of the peaks from the asymmetric C–O–C stretching bonds at 1087 cm−1 and 1130 cm−1 increases as well, while the intensities from the C-H stretching bonds (2945 cm−1 and 2866 cm−1) decrease.
Through micro-FTIR, we confirmed that the external shell of the MCs contains both types of polymers and they are dispersed into domains that could have less than 10 µm or a few tens of microns; Fig. 8 exhibits a magnified image of the MC´s shell from A3, and four FTIR spectra were taken at different regions of the sample, ranging from 25 µm from each other, denoted by 1 to 4. By doing a screen through the MC, it was possible to find regions with a prevailing presence of one type of polymer and gradients in terms of the composition of the shell, connecting both domains. The point “1” settles at a region with a dominance of PLA since the C = O stretching vibration appears at 1757 cm−1 and only a shoulder appears at 1722 cm−1 (blue zone). On the other hand, in point “4” these features are inverted, which reveals the PCL prevalence. The yellow zone represents the asymmetric C–O–C stretching bands which also have some differences depending on the polymer, as explained above. From a map of 25 scans (Figure S8, ESI), it was not possible to find a zone with 100% of PCL or PLA. That can be justified by the size of the domains, above the resolution of the analysis, and the thickness of the layer that can include different branches of polymer.

Optical photomicrograph of MC A3 obtained from Micro-FTIR (top) and the FTIR spectra corresponding to the 4 points spaced by 25 µm (bottom)
IPDI load and shell protection
TGA and 1H NMR were conducted to quantify the encapsulated IPDI (wt%) immediately after the MCs’ production. For 1H NMR quantification, 4-chloro-3-methylphenol was used as internal standard (Figure S9-S14, ESI). As displayed in Table 2, the results from 1H NMR and TGA are similar and indicate very high encapsulation efficiency. It is important to notice that the initial weight ratio between polymer and isocyanate was 3.25/6.80 which corresponds to 68 wt% of IPDI. Therefore, the results reveal a high load of IPDI and a proper dosage of polymer. A fraction of the MCs was stored in a desiccator (D) to protect them from atmospheric moisture, and another fraction was stored out of a desiccator (OD) without any kind of precaution from atmospheric moisture. The IPDI content was monthly controlled by TGA.
Figure 9 and Figure S15(ESI) depict the thermograms of the MCs and the corresponding derivative curves (DTG). IPDI, PCL, and PLA have a single and well-defined degradation step. The IPDI has the DTG peak lying between 188 °C and 207 °C. For PLA, the DTG peak has a maximum at around 362 °C. PCL degrades at higher temperatures having the DTG peak at around 409 °C. The MCs with high content of PLA (A5 and A6) showed a small shift in the IPDI’s degradation step to lower temperatures. This can be explained by the cracks and holes in the MCs’ shells that provide lower protection.

Thermograms and derivative curves of A1-A6 MCs (a and d), A1 MCs over time (b and e), and A1 MCs after 3 months stored in a desiccator and out of a desiccator c and f)
The first-derivative curves of the aged MCs possess a wider peak which can be explained by the formation of a variety of low-MW species. An extra peak at around 315 °C appears after the first month indicating that the MCs’ chemical composition has changed during that period. This extra peak is the result of the conversion of isocyanate into polyurea, but it is only noteworthy for MCs stored outside the desiccator as shown in Fig. 9 (F). Koh et al. described the existence of two weight loss steps for PU/PUa materials: the first at around 260–350 °C associated with the degradation of soft segments and a second loss at around 360–490 °C due to the hard domains [45]. The second degradation event for PUa materials is not so evident which can be justified by the low polymerization rate and the PCL’s peak. It is possible to conclude that storage in a desiccator is an effective way to extend the lifetime of the MCs since only a residual decrease in the IPDI content was observed. On the other hand, the storage in an atmospheric environment led to a decrease of between 11 and 32% (over 3 months) in the IPDI.
The FTIR analysis (Fig. 10) corroborated the appearance of PUa domains in aged MCs, particularly if stored outside the desiccator, due to the occurrence of bands at 1562 cm−1 and 3348 cm−1 attributed to N–H bending and stretching, respectively, and the band at 1627 cm−1 related to stretching of C = O group.

FTIR spectra of A1 MCs after their production, after 3 months stored in a desiccator, and after 3 months stored out of a desiccator
MCs with high content of PCL melt at 40 ˚C, which allows a homogeneous distribution of the isocyanate in the adhesive joint during the heat reactivation of the adhesive (70 °C). Nevertheless, such a lower melting temperature makes the MCs storage challenging. The MCs were stored in an oven at 35 °C for 10 days to evaluate their capability to retain IPDI. The temperature was settled at 35 °C to avoid the melting of A1, A2, and A3. As can be observed in Fig. 11, the difference between the capsules stored at room temperature (17 °C and 22 °C) and those stored at 35 °C was residual. The loss of IPDI was irrelevant for all samples with exception of A6. The A6 MCs were those who lost more IPDI (about 4%) which can be explained by the heterogeneity of the sample and matrix morphology that does not protect all IPDI equally.

Thermograms of A1-A6 MCs after 10 days at room temperature (17–22 °C) and 35 °C
Adhesive joint tests
For the adhesive tests, we selected MCs A1 and A5 due to their smaller size and the predominance of one polymer, and MCs A3 because of the polymer blend and their bigger dimensions. In that way, it was possible to study the influence of both polymers separately, as blend and the size effect of the MCs in the adhesive joints. The adhesive formulations were prepared by mixing the microcapsules or pristine IPDI with a PU-based adhesive known as Plastik 6275 (CIPADE S.A). The manufacture of the adhesive joints and the mechanical tests (peel and creep tests) were conducted following the procedure adopted in the footwear industry, as described in the experimental section. It is important to point out that the MCs A5 presented better dispersion throughout the adhesive formulation and better distribution at the substrate when the adhesive formulation was applied. This is due to the lower dimensions of the MCs and intrinsic properties conferred by PLA (microcapsules are hard and stiff). Due to the larger dimensions, MCs A3 presented the worst distribution at the substrate.
In the footwear industry, to safeguard the durability of the shoe, the adhesive joints must fulfill certain specifications including a minimum value of peel strength. That value depends on the type of footwear, the age, and the gender of the end-user. For example, casual footwear (upper-to-sole attachment) should have a peel strength higher than 3 N/mm [46]. The peel strength is the mechanical force per unit width required to separate two bonded materials. The strength was calculated during a peel test at a constant speed rate (50 mm/min) by dividing the average force required during the test by the unit width of the bonded samples.
For comparison purposes, we bonded substrates using Plastik 6275 without IPDI, Plastik 6275 with pristine IPDI (non-encapsulated), and Plastik 6275 with the IPDI loaded MCs. The IPDI weight percentage for each test was settled at 2.5 wt% or 5 wt%. Figure 12 compiles the results of the peeling tests and shows the most frequent type of failure that was observed in these tests. It should be noticed that for each formulation, three identical and independent joints were evaluated (Table S1, ESI). It can be stated that all tests presented peel strength values well above 3 N/mm.

Results of the peel tests (average of three joints and error bars), an image of a peel test execution, and substrate failure resulting from the peel test; ″6275″ is the abbreviation for Plastik 6275; the red dashed line marks the minimum acceptable value for peel strength
There are 3 primary types of bond failure: adhesive, cohesive, and substrate. Adhesive failure occurs when the adhesive loses adhesion to one of the bonding surfaces. The cohesive failure is the breakdown of the intermolecular forces within the adhesive. The substrate failure occurs when the strength of the adhesive bond exceeds the strength of the substrate itself. All the peel tests induced substrate failure, or substrate failure combined with small cohesion failure. These results attest to the adhesion strength of the adhesive joint and justify the high values of peel strength (between 3.45 N/mm and 6.09 N/mm).
The differences between the peel strength values from the joints with Plastik 6275 and the joints of Plastik 6275 plus isocyanate are associated with the individual substrate resistance and not with the joint bond strength since all peel tests resulted in substrate failure. In other words, the adhesive joints never collapse, and the obtained peel strength values are due to different tears that the substrates suffered during the tests.
Higher isocyanate content involves a higher quantity of MCs and consequently a higher quantity of PCL or PLA polymer in the adhesive joint. In all the tests, using more MCs to achieve 5 wt% of isocyanates in the adhesive formulation resulted in a slight decrease in the peel strength. Nevertheless, this discrepancy is so small that it is within the standard deviation values. The substrates after the peel test exhibit a complete breakup of the capsules and an acceptable distribution (Figure S16, ESI). Therefore, we can conclude that the MCs were able to release the isocyanate during the adhesive joint manufacture, PCL and PLA do not negatively influence the peel strength of the adhesive joint, and the results are in line with those required in the footwear industry.
The main role of isocyanate is to increase the cross-linking density within the adhesive joint and consequently increase the creep and heat resistance. The creep test allows us to estimate the creep strength which is directly associated with the temperature that an adhesive can withstand, when subject to constant stress, without suffering damage to its structure. This feature is particularly important because footwear can be subjected to large temperature gradients.
The creep test was performed in a controlled setting at a starting temperature of 60 ˚C. It was started by marking the beginning of the bond in the specimen. One of the unbonded ends was fixed on the cabinet of the oven, and the other unbonded end was loaded with a weight of 300 g (Figure S17, ESI). Then, the sample was heated for 2 h at 60 °C. After the loading/heating period, the deformation (displacement) of the sample was measured. For samples that did not open completely, we performed the same test at 70 °C, and then at 80 °C and 90 °C (Table 3). The isocyanate weight percentage for each test was settled at 5 wt% to assure good cross-linking.
The adhesive joints without isocyanate showed a displacement around 1 cm at 60 °C and a complete debonding at 70 °C. When the IPDI was applied (pristine or encapsulated), the adhesive joints showed no significant damage up to 90 °C, which confirmed the effective release of the encapsulated IPDI and corroborated that after a few days of curing, the adhesives with MCs are permanently cross-linked and heat resistant. The joints with MCs revealed less displacement than the joints with pristine IPDI. This may suggest some isocyanate protection during the heat reactivation step, or a positive contribution from the polymer to the final adhesive. The adhesive joints with MCs A3 were the only ones that showed some displacement at 80 °C but were also the ones that showed the lowest displacement at 90 °C. This result is explained by the large size of the MCs A3 which led to a heterogeneous distribution in the adhesive formulation and consequently regions with high cross-linking and regions with low cross-linking. The adhesive joints with MCs A5 revealed a slightly higher thermal resistance than MCs A1. This result should be linked with the smaller size of MCs A5 and a better distribution at the substrate.
Conclusions
In this study, we present a straightforward process based on the solvent evaporation method to produce PCL MCs, PLA MCs, or PCL/PLA MCs, loaded with IPDI. Most of the MCs are spherical, uniform, disaggregated, and core−shell. The IPDI content of the MCs can exceed 70 wt% which places them among the MCs with the highest isocyanate content published so far. The PCL and PLA are immiscible; thus, the blend of PLA and PCL is formed only by physical interaction between them. This feature affected the size and surface of the MCs but did not significantly impact the encapsulation efficiency. The isocyanate quantification over time demonstrated that the MCs can protect the encapsulated isocyanate if stored properly.
The MCs with a high percentage of PLA (A5) were the ones that showed the best distribution on the substrates, within the adhesive layer, and did not reveal any tendency to form clumps. As desired, all MCs crack or melt during the bonding process, and the polymeric shell does not have a negative impact on the final product characteristics. The values of peel strength are clearly above the threshold required for the high-quality footwear industry (≥ 3 N/mm), and the creep tests revealed that the adhesive joints with the MCs are permanently cross-linked and heat resistant, even when subject to constant tensile stresses. The adhesive joints with encapsulated IPDI revealed less displacement during the creep test than the adhesive joints with non-encapsulated IPDI. The 3 types of MCs (A1 (PCL/PLA 100/0), A3 (PCL/PLA 50/50), and A5 (PCL/PLA 93/7)) promoted strong and efficient joints. However, the MCs A5 produced the best adhesive formulation (average peel strength of 5.37 N/mm and displacement of 0.28 cm at 90 °C).
The herein presented MCs are a potential solution for “solid” cross-linking agents for safer, eco-innovative, and high-performance adhesive formulations.
Data availability
The authors declare that the data supporting the findings of this study are available within the article and its supplementary information file.
References
Golling FE, Pires R, Hecking A, Weikard J, Richter F, Danielmeier K, Dijkstra D (2019) Polyurethanes for coatings and adhesives - chemistry and applications. Polym Int 68:848–855. https://doi.org/10.1002/pi.5665
Rother D, Schluter U (2021) Occupational exposure to diisocyanates in the european union. Annals Work Expo Health 65:893–907. https://doi.org/10.1093/annweh/wxab021
Liljelind I, Norberg C, Egelrud L, Westberg H, Eriksson K, Nylander-French LA (2010) Dermal and inhalation exposure to methylene bisphenyl isocyanate (MDI) in iron foundry workers. Ann Occup Hyg 54:31–40. https://doi.org/10.1093/annhyg/mep067
Orgilés-Calpena E, Arán-Aís F, Torró-Palau AM, Sánchez MAM (2020) Adhesives in the footwear industry. Prog Adhes Adhes. https://doi.org/10.1002/9781119749882.ch4
Lockey JE, Redlich CA, Streicher R, Pfahles-Hutchens A, Hakkinen PBJ, Ellison GL, Harber P, Utell M, Holland J, Comai A, White M (2015) Isocyanates and human health: multistakeholder information needs and research priorities. J Occup Environ Med 57:44–51. https://doi.org/10.1097/JOM.0000000000000278
Bakerly ND, Moore VC, Vellore AD, Jaakkola MS, Robertson AS, Burge PS (2008) Fifteen-year trends in occupational asthma: data from the Shield surveillance scheme. Occup Med 58:169–174. https://doi.org/10.1093/occmed/kqn007
Bello D, Woskie SR, Streicher RP, Liu Y, Stowe MH, Eisen EA, Ellenbecker MJ, Sparer J, Youngs F, Cullen MR, Redlich CA (2004) Polyisocyanates in occupational environments: a critical review of exposure limits and metrics. Am J Ind Med 46:480–491. https://doi.org/10.1002/ajim.20076
Commission Regulation (EU) (2020) Official Journal of the European Union. https://eur-lex.europa.eu/eli/reg/2020/1149/oj. Accessed 19 Oct 2022
Valdes A, Ramos M, Beltran A, Garrigos MC (2018) Recent trends in microencapsulation for smart and active innovative textile products. Curr Org Chem 22:1237–1248. https://doi.org/10.2174/1385272822666180430130528
Park JH, Ye ML, Park K (2005) Biodegradable polymers for microencapsulation of drugs. Molecules 10:146–161. https://doi.org/10.3390/10010146
Bakry AM, Abbas S, Ali B, Majeed H, Abouelwafa MY, Mousa A, Liang L (2016) Microencapsulation of oils: a comprehensive review of benefits, techniques, and Applications. Compr Rev Food Sci Food Saf 15:143–182. https://doi.org/10.1111/1541-4337.12179
Lengyel M, Kállai-Szabó N, Antal V, Laki AJ, Antal I (2019) Microparticles, microspheres, and microcapsules for advanced drug delivery. Sci Pharm 87(3):1–31. https://doi.org/10.3390/scipharm87030020
Ahangaran F, Navarchian AH, Picchioni F (2019) Material encapsulation in poly(methyl methacrylate) shell: a review. J Appl Polym Sci 136(41):1–21. https://doi.org/10.1002/app.48039
Yang J, Keller MW, Moore JS, White SR, Sottos NR (2008) Microencapsulation of isocyanates for self-healing polymers. Macromolecules 41:9650–9655. https://doi.org/10.1021/ma801718v
Santos ANB, dos Santos DJ, Carastan DJ (2021) Microencapsulation of reactive isocyanates for application in self-healing materials: a review. J Microencapsul 38:338–356. https://doi.org/10.1080/02652048.2021.1921068
Budd ME, Stephens R, Afsar A, Salimi S, Hayes W (2019) Exploiting thermally-reversible covalent bonds for the controlled release of microencapsulated isocyanate crosslinkers. React Funct Polym 135:23–31. https://doi.org/10.1016/j.reactfunctpolym.2018.12.008
He Z, Jiang S, An N, Li X, Li Q, Wang J, Zhao Y, Kang M (2019) Self-healing isocyanate microcapsules for efficient restoration of fracture damage of polyurethane and epoxy resins. J Mater Sci 54:8262–8275. https://doi.org/10.1007/s10853-018-03236-3
Lu W, Meng Q, Qin C, Li J, Qi G, Kong B, He Z (2019) Facile and efficient isocyanate microencapsulation via SDBS/PVP synergetic emulsion. J Appl Polym Sci 136:1–8. https://doi.org/10.1002/app.48045
Loureiro MV, Attaei M, Rocha S, Vale M, Bordado JC, Simões R, Pinho I, Marques AC (2020) The role played by different active hydrogen sources in the microencapsulation of a commercial oligomeric diisocyanate. J Mater Sci 55:4607–4623. https://doi.org/10.1007/s10853-019-04301-1
Parente JF, Sousa VI, Marques JF, Forte MA, Tavares CJ (2022) Biodegradable polymers for microencapsulation systems. Adv Polym Technol 2022:1–43. https://doi.org/10.1155/2022/4640379
Li T, Teng D, Mao RY, Hao Y, Wang XM, Wang JH (2019) Recent progress in preparation and agricultural application of microcapsules. J Biomed Mater Res, Part A 107:2371–2385. https://doi.org/10.1002/jbm.a.36739
Pohlmann AR, Fonseca FN, Paese K, Detoni CB, Coradini K, Beck RCR, Guterres SS (2013) Poly(epsilon-caprolactone) microcapsules and nanocapsules in drug delivery. Expert Opin Drug Deliv 10:623–638. https://doi.org/10.1517/17425247.2013.769956
Roy A, Singh SK, Bajpai J, Bajpai AK (2014) Controlled pesticide release from biodegradable polymers. Cent Eur J Chem 12:453–469. https://doi.org/10.2478/s11532-013-0405-2
Loureiro MV, Vale M, Galhano R, Matos S, Bordado JC, Pinho I, Marques AC (2020) Microencapsulation of isocyanate in biodegradable poly(ε-caprolactone) capsules and application in monocomponent green adhesives. ACS Appl. Polym. Mater. 2:4425–4438. https://doi.org/10.1021/acsapm.0c00535
Atiwesh G, Mikhael A, Parrish CC, Banoub J, Le T-AT (2021) Environmental impact of bioplastic use: a review. Heliyon 7:1–9. https://doi.org/10.1016/j.heliyon.2021.e07918
Luzardo-Álvarez A, Lamela-Gómez I, Otero-Espinar F, Blanco-Méndez J (2019) Development, characterization, and in vitro evaluation of resveratrol-loaded poly-(ε-caprolactone) microcapsules prepared by ultrasonic atomization for intra-articular administration. Pharmaceutics 11(6):1–26. https://doi.org/10.3390/pharmaceutics11060249
Trojer MA, Gabul-Zada AA, Ananievskaia A, Nordstierna L, Östman M, Blanck H (2019) Use of anchoring amphiphilic diblock copolymers for encapsulation of hydrophilic actives in polymeric microcapsules: methodology and encapsulation efficiency. Colloid Polym Sci 297(2):307–313. https://doi.org/10.1007/s00396-018-04463-5
Campini PAL, Ramin É, de Oliveira P, Camani H, Gomes C, da Silva E, Yudice DC, Aparecida S, de Oliveira D, Rosa Dds (2021) Assessing the efficiency of essential oil and active compounds/poly (lactic acid) microcapsules against common foodborne pathogens. Inter J Biol Macromol 186:702–713. https://doi.org/10.1016/j.ijbiomac.2021.07.071
Liu B, Wang Y, Yang F, Wang X, Shen H, Cui H, Wu D (2016) Construction of a controlled-release delivery system for pesticides using biodegradable PLA-based microcapsules. Colloids Surf, B 144:38–45. https://doi.org/10.1016/j.colsurfb.2016.03.084
Woodruff MA, Hutmacher DW (2010) The return of a forgotten polymer—polycaprolactone in the 21st century. Prog Polym Sci 35:1217–1256. https://doi.org/10.1016/j.progpolymsci.2010.04.002
Casalini T, Rossi F, Castrovinci A, Perale G (2019) A perspective on polylactic acid-based polymers use for nanoparticles synthesis and applications. Front Bioeng Biotechnol. 7:1–16. https://doi.org/10.3389/fbioe.2019.00259
Patrício T, Bártolo P (2013) Thermal stability of PCL/PLA blends produced by physical blending process. Procedia Eng 59:292–297. https://doi.org/10.1016/j.proeng.2013.05.124
Fortelny I, Ujcic A, Fambri L, Slouf M (2019) Phase structure, compatibility, and toughness of PLA/PCL blends: a review. Front Mater. 6:1–13. https://doi.org/10.3389/fmats.2019.00206
Schindelin J, Arganda-Carreras I, Frise E, Kaynig V, Longair M, Pietzsch T, Preibisch S, Rueden C, Saalfeld S, Schmid B, Tinevez J-Y, White DJ, Hartenstein V, Eliceiri K, Tomancak P, Cardona A (2012) Fiji: an open-source platform for biological-image analysis. Nat Methods 9:676–682. https://doi.org/10.1038/nmeth.2019
Delgado B, Carrêlo H, Loureiro MV, Marques AC, Borges JP, Cidade MT (2021) Injectable hydrogels with two different rates of drug release based on pluronic/water system filled with poly(ε-caprolactone) microcapsules. J Mater Sci 56:13416–13428. https://doi.org/10.1007/s10853-021-06156-x
Cesari A, Loureiro MV, Vale M, Yslas EI, Dardanelli M, Marques AC (2020) Polycaprolactone microcapsules containing citric acid and naringin for plant growth and sustainable agriculture: physico-chemical properties and release behavior. Sci Total Environ 703:1–11. https://doi.org/10.1016/j.scitotenv.2019.135548
Wang W, Liu D, Lu L, Chen H, Gong T, Lv J, Zhou S (2016) The improvement of the shape memory function of poly(ε-caprolactone)/nano-crystalline cellulose nanocomposites via recrystallization under a high-pressure environment. J Mater Chem A 4:5984–5992. https://doi.org/10.1039/C6TA00930A
Yu X, Wang N, Lv S (2016) Crystal and multiple melting behaviors of PCL lamellae in ultrathin films. J Cryst Growth 438:11–18. https://doi.org/10.1016/j.jcrysgro.2015.12.021
Shi W, Weitz DA (2017) Polymer phase separation in a microcapsule Shell. Macromolecules 50:7681–7686. https://doi.org/10.1021/acs.macromol.7b01272
Lomölder R, Plogmann F, Speier P (1997) Selectivity of isophorone diisocyanate in the urethane reaction influence of temperature, catalysis, and reaction partners. J Coatings Technol 69:51–57. https://doi.org/10.1007/BF02696250
Zhang J, Tian H-T, Zhang Y-T, Hu C-P, Zhang Z-P (2021) Synthesis and characterization of an isocyanate-terminated hyperbranched polymer and its waterborne study. J Polym Res 28:149. https://doi.org/10.1007/s10965-021-02499-w
Chen X, Liu X, Lei J, Xu L, Zhao Z, Kausar F, Xie X, Zhu X, Zhang Y, Yuan WZ (2018) Synthesis, clustering-triggered emission, explosive detection and cell imaging of nonaromatic polyurethanes. Mol Syst Des Eng 3:364–375. https://doi.org/10.1039/C7ME00118E
Li Y, Mi J, Fu H, Zhou H, Wang X (2019) Nanocellular Foaming Behaviors of Chain-Extended Poly(lactic acid) Induced by Isothermal Crystallization. ACS Omega 4:12512–12523. https://doi.org/10.1021/acsomega.9b01620
Hou AL, Jin-Ping Qu (2019) Super-toughened poly(lactic acid) with poly(ε-caprolactone) and ethylene-methyl acrylate-glycidyl methacrylate by reactive melt blending. Polymers 11(5):1–16. https://doi.org/10.3390/polym11050771
Koh E, Kim N-K, Shin J, Kim Y-W (2014) Polyurethane microcapsules for self-healing paint coatings. RSC Adv 4:16214–16223. https://doi.org/10.1039/C4RA00213J
Paiva RM, Marques EA, da Silva LF, António CA, Arán-Ais F (2016) Adhesives in the footwear industry. Proceed Inst Mech Eng Part L: J Mater: Des Appl 230:357–374. https://doi.org/10.1177/1464420715602441
Acknowledgements
This research was funded by FEDER through the COMPETE 2020 program and the Regional Operational Program of Lisbon-LISBOA2020, in the scope of the Portugal2020 Project 46991, "BEYOND ECOBOND–Development of new monocomponent, self-reactive adhesives, through microencapsulation techniques.” The authors work within the TECHNOLOGY PLATFORM ON MICROENCAPSULATION AND IMMOBILIZATION (ulisboa.pt) and gratefully acknowledge Fundacão para a Ciência e a Tecnologia (FCT) through the support of CERENA (Strategic Project FCT-UIDB/04028/2020) and the grant SFRH/BD/140700/2018 (M.V.L.). The work was developed under COST Action CA18120-CERTBOND-Reliable roadmap for certification of bonded primary structures and supported by COST (European Cooperation in Science and Technology). Special thanks to Carlos Daniel Caldas for his assistance in the manufacture of the test specimens and creep test measurements.
Funding
Open access funding provided by FCT|FCCN (b-on).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Steven Naleway.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
10853_2023_8160_MOESM1_ESM.docx
Supplementary file 1: The electronic supplementary material compiles information that reinforces the explanations given in the manuscript. Figure S1 shows the DTG of the PLA-2. Figure S2 displays the size distribution that justifies Figure 3. Figures S3-S7 show SEM images at a low magnitude of the samples. Figure S8 presents all 25 FTIR measurements from the Micro-FTIR analysis exposed in Figure 8. Figures S9-S14 display the NMR spectra needed to calculate the percentage of isocyanate. Figure S15 shows the thermograms and derivative curves of the samples over time. Table S1 reveals the peel strength values needed for the construction of the graph in Figure 12. Figure S16 shows an example of an open substrate with structural failure. Figure S17 depicts a creep test.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aguiar, A., Loureiro, M.V., Pinho, I. et al. Efficient encapsulation of isocyanates in PCL/PLA biodegradable microcapsules for adhesives. J Mater Sci 58, 2249–2267 (2023). https://doi.org/10.1007/s10853-023-08160-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08160-9