
Abstract
A new method for in situ deformation and wear measurement of polymer gears has been developed at the LKT and validated for polyamide-66 (PA66) gears at constant loading torque and rotational speed. This contribution contains a more comprehensive validation of the newly developed test method by examining polybutylenterephtalate (PBT) gears under varying loading conditions. The deformation test method is based on measuring and analysing the timing differences between the index pulse signals of rotary encoders on the input and output shaft of the test rig. Since the total tooth deformation is a combination of different effects, such as elastic and plastic deformation, thermal expansion and wear, different testing modes with a low and a high torque level are implemented to separate the effects of elastic deformation on the one hand and plastic deformation and wear on the other hand. As a consequence, the new test rig design allows a deeper understanding of the wear and deformation behaviour of polymer steel gear sets over time. This potential is used to analyse the interactions of different loading conditions on the time-dependent deformation of plastic gears. The influence of both, different transmitting torques and rotational speeds is examined.
The test method shows good correlation with well-established ex situ measurements for different combinations of rotational speeds and loading torques and thus could be validated. Long-term gear tests under varying rotational speeds and loading torques show increasing wear and deformation at higher speeds and torques confirming the state of the art described in the literature. In addition, the time dependent deformation behaviour at different load conditions due to superposition of wear and plastic deformation could be analysed in detail.
Zusammenfassung
Ein neues Messprinzip zur in-situ Deformations- und Verschleißmessung von Kunststoffzahnrädern wurde am LKT entwickelt und unter einer definierten Drehzahl-Drehmoment-Kombination validiert. Dieser Beitrag enthält eine umfassendere Validierung des neu entwickelten Messprinzips unter variierenden Drehzahlen und -momenten. Das Messprinzip basiert auf der Auswertung von Zeitdifferenzen zwischen Indexpulsen von Drehgebern auf der Eingangs- und Ausgangsseite des Getriebeprüfstands. Die Gesamtdeformation der Kunststoffzähne während des Betriebes setzt sich aus der elastischen und plastischen Verformung, der Wärmeausdehnung und dem Zahnflankenverschleiß zusammen. Zur getrennten Erfassung der plastischen Zahnverformung und des Verschleißes auf der einen Seite und der elastischen Verformung auf der anderen Seite, wird das Drehmoment während des betriebes zeitweise reduziert, sodass eine weitgehende elastische Rückstellung der Zähne erfolgt. Dieses Potential des Messprinzips wird genutzt, um die Interaktion zwischen Drehzahl, Drehmoment und zeitabhängiger Deformation im Detail zu analysieren.
Die in-situ gemessenen Werte für den Verschleiß und die plastische Zahnverformung korrelieren gut mit etablierten Ex-situ-Messungen für verschiedene Drehzahl-Drehmoment-Kombinationen. Das Messprinzip konnte folglich für die Messung des Flankenvershcleißes und der plastischen Verformung validiert werden. Auf dem In-situ-Getriebeprüfstand durchgeführte Langzeit-Getriebeversuche unter variierenden Drehzahlen und -momenten bestätigen das in der Literatur beschriebene drehzahl- und drehmomentabhängige Verschleißverhalten von Kunststoffgetrieben. Durch das neuartige Messprinzip konnte das zeitabhängige Verschleiß- und Verformungsverhalten im Detail analysiert werden und insbesondere Rückschlüsse auf die Überlagerung verschiedener Verformungsarten wie Verschleiß und plastischer Verformung gezogen werden.
Similar content being viewed by others


1 Introduction
In terms of operating noise [1], impact loading resistance, [1] economic manufacturing [2], dry run capability and specific material modification [3] polymer gears are advantageous over metal gears. As a consequence, the importance of polymer gears for tribological applications in various industrial sectors steadily increases [2]. On the downside, polymer parts are characterised by higher wear rates under tribological stress [4]. The ideal pairing for polymer gears, as far as loading capacity and achievable lifetime are concerned, is the pairing with steel pinions [3]. Polymer steel pairings typically show a nonlinear wear behaviour over time [5]. Within the run-in stage the wear rates are higher compared to the following steady stage with lower, linear wear rates [4]. Since deformation and material loss as a result of wear affect the functionality and quality of the product [6] detailed information about the time-dependent wear behaviour over the lifetime is crucial for the specific application-oriented design of gear pairs [7]. In order to determine the time-dependent wear behaviour of polymer steel gear pairings in detail, new in situ gear tests are necessary. Based on these findings, specific wear addendums can be defined.
A variety of factors influences the wear behaviour of gear pairings. Loading torque and rotational speed affect the contact conditions between the gears [8]. Consequently, these factors also highly influence the wear of plastic gears. Different studies in the literature investigated the effect of loading torque and speed on the gear wear [8,9,10,11,12,13,14,15]. While Senthilvelan et al. [8], Yousef et al. [9] and Dighe et al. [10] analysed the effect of loading conditions ex situ, Mao et al. [11,12,13,14] and Hooke et al. [15] pursued an in situ approach by using a test rig with a pivoting block and a loading arm in order to quantify the gear wear. However, this approach does not allow the distinction between elastic deformation and wear. Thus, the gained information is only of limited benefit for the design of gear pairings. Therefore, this contribution presents a new in situ wear and deformation measurement methodology for plastic gears paired with steel pinions. The potential of the new test method is used to investigate the effect of different loading conditions on the gear deformation and wear in detail.
2 Fundamentals
2.1 Current methods and designs for in situ gear testing
Two main types of in situ gear test rigs are described in the literature: Test rigs for condition monitoring and for wear and lifetime measurement. Condition monitoring systems enable early warnings of malfunction and possible damage. Therefore, gearbox downtime due to unexpected failure and unnecessary planned maintenance can be reduced [16]. The used test stations process and analyse sensored data in order to predict failure mechanisms and lifetime [16, 17]. Most commonly, vibration signals are recorded and analysed [16, 18]. Different studies investigated the correlation of changes in mechanical and acoustic vibration signals and certain types of gear failure such as pitting [18, 19], formation of cracks [18, 20] and wear of the tooth flank [18, 21]. The use of other sensors like thermographic cameras [22] and oil wear debris sensors [16] is less common. However, condition monitoring test rigs do not consider the underlying process of gear failure. Wear, for instance, can not be directly quantified or analysed using these systems.
Hence, various wear and lifetime measurement gear test rigs have been designed. Gear lifetime can be measured trivially by almost any type of test rig. Temperature measurement using thermocouples or thermographic cameras is also prevalent. Nevertheless, there are only a few test rig designs for quantifying the gear wear during operation. Yousef et al. [23] use a gravimetric approach in order to measure the gear wear during operation. The material loss of the tested polymer gear is quantified as an expression of the gear tooth flank wear. However, this approach implies that the wear particles leave the system which is not necessarily the case. Besides, the reduction of tooth thickness is not directly measured. Sosa et al. [24] use a tactile profile measurement to characterise the gear wear in situ. These tactile measurements require a stop of the test run in order to measure the tooth flank. Moreover, the polymer gear has to be big enough for the tactile sensor. The test rig design by Hooke et al. [15] is based on a pivoting block and a loading arm with a weight. The tested gears are mounted on the pivoting block with the loading weight ensuring a constant load on the gear pairing. During operation the block rotates around its pivoting point, as the gears wear. Thus, the rotation of the pivoting block is proportional to the gear wear. One major limitation in this case is that the distinction between wear and elastic deformation is not possible. Apart from the in situ gear measuring concepts mentioned above, various optical approaches exist. Auerswald et al. [25] use an optical laser line triangulation sensor for measuring the tooth contour of large metal cylindrical involute gears. Pillarz et al. [26] also use an optical approach consisting of a confocal-chromatic distance sensor combined with a rotary table to measure the tooth flank. Tanaka et al. [27] analysed the scattering of a laser beam to detect pitting of metal gears. These optical approaches could be used for quantifying the gear wear in situ. However, the tooth in contact cannot be measured optically. Therefore, the elastic deformation of polymer gears during the testrun cannot be detected. Given the disadvantages of the existing in situ gear test rigs, a new test rig [28] has been developed and validated at the LKT. The new test rig allows quantifying the deformation of gear sets under operating load during the run as well as separating plastic deformation and wear on the one hand and elastic deformation on the other hand.
2.2 Influence of loading torque and rotational speed on operating properties of gears
Generally, polymer gears are more likely to fail at high torques and high speeds [10]. An increasing loading torque causes higher bending stresses in the root area of the tooth. This leads to a rise of the temperature in the tooth root. The rise in tooth flank temperature, which is a function of the sliding velocity and the contact pressure, due to increasing torques is even higher [9]. The increase of the gear’s surface temperature results in thermal softening of the teeth, which eventually causes a further increase of the wear rate [10]. Furthermore, the low modulus of the polymer gear leads to a greater rotational lag at high transmitting torques. This also results in excessive wear in the tooth root areas of the polymer gear [8]. Investigations of acetal gears [14] show a sudden rise in gear wear, when a critical torque is reached for a certain gear geometry. Below this critical value the gear wears slowly with a lower specific wear rate. The sudden increase of the wear rate at the critical transmitting torque is due to the surface temperature reaching the material’s melting point [14]. With higher rotational speeds the strain rate of each single tooth increases while the contact period of a single tooth is reduced [8]. However, investigations of Feulner [2] show that the effect of increasing running speed on the gear wear is much lower and thus less relevant compared to the effect of the applied loading torque.
2.3 Functional principle of the new in situ gear test rig
The newly developed gear test rig [28] includes a three-phase a.c. motor, type DSM150N by Baumüller, Nuremberg, Germany, which drives the input shaft on which the steel pinion is mounted. A hysteresis brake, type CHB-12 by Magtrol, Rossens, Switzerland creates a loading torque on the plastic gear at the output shaft. For the measurement of the tooth root temperature a thermocouple, Type K, can be used. The information about the temperature is transferred to a data logging PC via telemetry, type TEL1-PLM-IND by Kraus Messtechnik GmbH, Otterfing, Germany. In order to examine the variations of the operating torque of the gear set and its frequency spectrum, highly accurate torque transducers, type TMB307 by Magtrol, Rossens, Switzerland are used. Fig. 1 shows the experimental setup of the in situ wear and deformation measurement gear test rig with its main components.

Main components of the in situ gear test rig built at the LKT [7]
The measuring principle is based on incremental rotary encoders, type A020 by Fritz Kübler GmbH, Villingen-Schwenningen, Germany, on the input and output shaft. Deformation of the polymer gear due to tooth flank wear, creep or elastic deformation during operation leads to a change in the relative angular displacement between the shafts over time. The rotary encoders allow the determination of the angular displacement between input and output shaft by measuring the increase of the time difference between the corresponding index pulses. The encoders’ signals are sampled at a frequency of 80 MHz using a data acquisition module, type NI 9401 by NI, Austin, Texas, USA. Fig. 2 shows the correlation between the deformation of the polymer gear during operation and the induced angular displacement between the input and output shaft.

Tooth deformation induced angular displacement between input and output shaft [28]
At the beginning of the test run the timing difference between the signals of the two encoders is t0. During the run, the timing difference increases to t1 due to the proceeding deformation of the polymer gear. The change of the timing difference ∆t = t1 − t0 corresponds to the angular displacement between the shafts on the input and output side. With the time T between two index pulses on the output side, which is needed for one rotation, the angular displacement can be calculated using the following equation:
Simplifying assumed that the deformation over the tooth flank is distributed uniformly, the change in tooth thickness ∆s can be determined with the angular displacement ∆φ according to Eq. 2. ∆s can be calculated at the diameter of interest, usually the pitch diameter d.
For better comparability to existing tooth wear measuring methods at the LKT, the measuring diameter dMk = 38.146 mm according to DIN 3977 is used for calculating the change in tooth thickness. The resolution of the system depends on the rotational speed. At an input speed of 1000 min−1 the polymer gear rotates according to the transmission ratio at about 435.9 min−1 and thus needs 0.138 s to complete one rotation (360 °). At the given sampling rate of 80 MHz the encoder can sample every 0.0000000125 s which equals 0.00003 ° rotation. This results in a tooth deformation measurement of ±0.01 µm assuming a polymer gear with a pitch diameter of 39 mm is tested.
Different testing modes are applied to separate the elastic deformation from wear and plastic deformation. The test rig switches between a high testing torque and a low measuring torque after predefined numbers of load cycles. At the lower measuring torque the transmitting torque is reduced as far as possible without risking the gears to lose smooth meshing contact. This leads to a reduction of the elastic deformation of the polymer gear. By referencing the deformation measurement of the first low torque cycle as zero the following measurements at the low measuring torque only record the lasting deformations wear and creep as seen schematically in Fig. 3.

Distinction between elastic deformation and plastic deformation and wear, schematically [28]
The test rig design allows the determination of the elastic deformation as well as the plastic deformation and wear without having to disassemble the experimental setup. However, by now it is not possible to analyse the thermal expansion and to further separate the effects of wear and plastic deformation. Further research in this field is currently done at the LKT.
Gear tests with polyamide-66 [28] at an output speed of 1000 min−1, a loading torque of 1.0 Nm and a measuring torque of 0.3 Nm have already been performed in order to validate the test rig described above. The comparison of the in situ obtained results with ex situ coordinate measurements and elastic and creep pulser tests show good agreement. After 106 load cycles the in situ elastic deformation was 65 µm, which could also be shown by the ex situ pulser tests, considering the remaining additional forces within the gear system of the in situ test rig at the measuring torque of 0.3 Nm. The averaged wear and plastic deformation of the PA66 gears after 106 load cycles was 32 µm, which could be related to 9 µm creep deformation measured by pulsator creep tests, 25 µm of tooth flank wear measured by a coordinate measurement machine and thermal expansion of at most 3 µm.
3 Materials and methods
3.1 Materials and specimens
For this work wire cut steel pinions and injection moulded polybutylene terephtalate (PBT) gears according to VDI 2736 with a module of 1 mm were used. The used gear geometry (Table 1) is of practical relevance as it is typically used for actuating drives. The used material, PBT Ultradur B4520 by BASF SE, Ludwigshafen, Germany, is a typically used polymer for gear applications.
The polymer gears were injection moulded at the LKT using an Arburg 370U-700-30-30 injection moulding machine, by Arburg GmbH & Co. KG, Loßburg, Germany. The main manufacturing parameters of the injection moulding process are summarised in Table 2. For all tests the same wire cut 100Cr6 steel pinion with a surface roughness of Rz = 1 µm and a Rockwell hardness of HRC = 55 was used.
3.2 Validation of the new in situ gear test methodology
In order to validate the new in situ gear test methodology tests under different loading conditions were performed. The loading torque was varied between 0.5 Nm and 1.5 Nm. The rotational speed impacts the accuracy of the measurement method. Therefore, more parameter settings for the running speed were investigated. The speed on the input side was varied between 450 min−1, 990 min−1, 1530 min−1 and 2070 min−1. Consequently, the meshing cycle time, which is defined as the time until the same tooth pairing is in contact again, varied between 5.20 s, 2.36 s, 1.53 s and 1.13 s. The low measuring torque was set at 0.2 Nm for all tests. The loading torque was applied for 200 meshing cycles before switching to the lower measuring torque, which was applied for 40 meshing cycles. The results of the in situ test rig were then compared to those of well-established ex situ measurements.
3.3 Ex situ measurements
3.3.1 Tooth flank wear and plastic deformation
To comprehensively evaluate the validity of the new test rig, the results for the wear and plastic deformation were compared to the results of coordinate measurements performed at the Institute of Manufacturing Technology, FAU Erlangen-Nürnberg. Therefore, a coordinate measuring machine, type Leitz PMM 654, by Hexagon Metrology GmbH, Wetzlar, Germany, with a tip radius of 1.0 mm was used. The scan speed was set at 0.2 mm/s at a measurement rate of 30 measurements/mm. The contours of the polymer gears were measured before and after the test run. For the comparison the contours were averaged over the 39 teeth and the three specimens tested at the same parameter combination.
In order to quantify the gear wear ex situ, the initial and tested contour of the averaged teeth were compared. Assuming that the biggest difference between the untested and tested contours determines the angular displacement measured by the in situ test rig, the coordinate measurements were evaluated depending on the actual deformation principle. In case of isolated wear, the biggest normal distance of the tooth flanks of the untested and tested contours was evaluated (Fig. 4 above). In case of plastic deformation and wear the displacement of the tooth tip, including plastic deformation and wear, was measured as an expression of the biggest difference between the untested and tested contour (Fig. 4 below).

Determination of wear and plastic deformation using the coordinate measured tooth contours
For the validation of the wear and plastic deformation a measurement range between 0 µm and about 200 µm was investigated and the degree of correlation of in situ and ex situ measurements was analysed. The in situ test rig used for this work measures the timing differences between index pulses. Since during one meshing cycle only 17 index pulses on the output side are recorded, only 17 teeth of the polymer gear are measured. However the coordinate measurement shows the average contour of all 39 teeth of the polymer gear. Therefore the compared values should not exactly be the same and the degree of correlation is evaluated. The gear tests at the different loading conditions were stopped after random durations so that the obtained values were distributed as equally as possible within the investigated measurement range.
3.3.2 Elastic deformation
For the validation of the in situ measured elastic deformation gear tests at 990 min−1 rotational speed were performed. A hydraulic pulsator test rig (Fig. 5) by LUVRA Hydraulik und Regeltechnik GmbH, Nuremberg, Germany, was used to determine the force dependent quasi-static deformation of the polymer teeth. An increasing force was applied on a steel tooth in contact with the tested polymer tooth by a hydraulic cylinder, type HS5132 by LUVRA Hydraulik und Regeltechnik GmbH, Nuremberg, Germany. The force was increased by 10 N/s until failure of the polymer tooth and recorded using a load cell by Hottinger Baldwin Messtechnik GmbH, Darmstadt, Germany. The displacement of the polymer tooth under load was measured by a displacement transducer, type W1T3 by Hottinger Baldwin Messtechnik GmbH, Darmstadt, Germany.

Pulsator test rig for the evaluation of the force dependent tooth deformation
The elastic deformation was evaluated at the forces corresponding to the operating loading torques during the gear test runs. At a loading torque of 1.5 Nm the corresponding force on the polymer tooth is about 76.9 N. A loading torque of 0.5 Nm results in a force of 25.6 N on the gear’s tooth. For the validation of the elastic deformation two randomly chosen teeth of three different gears were tested. The results were averaged and compared to the results for the elastic deformation obtained at the in situ gear test rig.
3.3.3 Thermal expansion
The temperature rise of the gears caused by friction during the run leads to thermal expansion, especially of the polymer gear. This results in an angular displacement between the input and output shaft opposed to the angular displacement due to deformation and wear. Therefore, the tooth root temperature was recorded continously during the gear test run. For this purpose, a thermocouple, type K, was positioned 1.5 mm away from the tooth root. To position the thermocouple, a hole with a diameter of 0.6 mm and a depth of 2.5 mm was drilled into the polymer gear. With the measured tooth thickness s0, the temperature change ∆T and the coefficient of linear expansion of PBT Ultradur B 4520 α = 110 · 10−6/K according to the material data sheet [29] the thermal expansion ∆s can be estimated using Eq. 3:
3.4 Influence of loading torque and rotational speed on the time dependent tooth deformation and wear
Further long-term gear tests were performed under different rotational speeds and loading torques in order to analyse the effect of different loading conditions on the time dependent wear and deformation behaviour of polymer gears. As far as the loading torque is concerned, the same load levels as described in section 3.3 were considered: 1.5 Nm and 0.5 Nm. In addition, the rotational speed on the input side was varied between 450 min−1 and 1530 min−1. According to the rotational speed the meshing cycle time varied between 5.20 s and 1.53 s. The measuring load spectrum was set as described in section 3.3: Loading torque for 200 meshing cycles and measuring torque of 0.2 Nm for 40 meshing cycles. For all tests the load spectrum was repeated 107 times. Therefore, all test runs were stopped after 106 rotations of the steel pinion which corresponds to a runtime of 37.04 h and 10.89 h depending on the running speed.
4 Results and discussion
4.1 Thermal expansion
At a loading torque of 1.5 Nm and a rotational speed of 2070 min−1 the tooth root temperature rose from 23 °C to an average of 43 °C within the running-in stage and remained nearly constant until the end of the test run. Time-delayed to the switches between loading and measuring torque the temperature dropped cyclically from about 45 to 41 °C. With a measured tooth thickness of 1.682 mm and a ∆T of 20 K the total thermal tooth expansion ∆s at the highest load is 3.7 µm according to Eq. 3. Considering that only the tooth flank in contact with the steel pinion is of relevance for the in situ gear test method presented in this work, a relevant thermal expansion of 1.9 µm results. Compared to wear, plastic and elastic deformation the thermal expansion is very small. In addition, the temperature development was rather similar for all test runs. Thus, the thermal expansion of the relevant tooth flank will be assumed negligible.
4.2 Validation of the new in situ gear test methodology
Fig. 6 shows the comparison of the in situ results for the wear and plastic deformation and the results of the ex situ coordinate measurements. Within the measurement range the pearson correlation coefficient is R = 0.9818 considering that 0 μm in situ measured deformation equal 0 μm ex situ measured deformation. Thus, the in situ results corrrelate well with the results of the coordinate measurements. Consequently, the new in situ test method can be seen as validated for the investigated scope of application. However, the fitted linear graph further shows that the in situ measured wear and plastic deformation is higher than the ex situ measured wear and plastic deformation, which means that the in situ measurement method is slightly overestimates the actual wear and deformation. This is shown by the slope of the fit of 1.05266 ± 0.04553. The shift between the fit and the ideal correlation indicated by the bisectrix in Fig. 6. Further research with other materials has to be done to identify whether the shift is caused by material properties or by the design of the test rig and the measurement principle.

Correlation of the in and ex situ measured wear and plastic deformation
The results of the pulser tests (Fig. 7a) show a rising elastic deformation with increasing force. The graph initially exhibits a steep rise in the elastic deformation and then transitions into a linear progress. At the relevant forces of 10.3 N, 25.6 N and 76.9 N the corresponding elastic deformations are 14.5 ± 1.7 µm, 31.2 ± 2.4 µm and 73.4 ± 5.7 µm. In order to ensure that at a force of 76.9 N the tooth deformation is elastic, a pulser test with an increasing force until 150 N and a following release of the force was conducted. The measured deformation was completely reversed when the applied force was reduced to 0 N, which implies that the PBT gear tooth shows elastic material behaviour within the analysed order of magnitude of force.

a Results of the ex situ pulser tests and b comparison of ex situ and in situ elastic deformation
In Fig. 7b the comparison of the in and ex situ results for the elastic deformation is shown. The in situ elastic deformation is constant at 73.4 ± 5.7 µm (1.5 Nm loading torque) and at 31.2 ± 2.4 µm (0.5 Nm loading torque). At 0.5 Nm loading torque the in situ measured results for the elastic deformation are nearly constant as well and about the same magnitude. At 1.5 Nm the in situ measured elastic deformation is distinctly higher and increases with higher rotational speed which cannot be explained at the moment.
4.3 Influence of loading torque and rotational speed
The results of the in situ investigation of the influence of varying load conditions on the gear wear and deformation show an increasing gear wear and deformation at higher rotational speeds and loading torques. Especially the loading torque impacts the tooth flank wear. The main effects of running speed and loading torque are represented graphically in Fig. 8. The main effects and the effect of the interaction between speed and torque were calculated using the following equations [30]:

Effects of rotational speed and loading torque on the tooth deformation
With \(y_{S\pm T\pm }\) being the measured in situ deformation at the high (+) or low (−) parameter settings for the rotational speed (S) and the loading torque (T).
The calculated effect of the rotational speed on the tooth flank wear and plastic deformation calculated using Eq. 4 is 60.9 µm. The effect of the loading torque on the tooth wear and deformation calculated according to Eq. 5 is 85.3 µm. These results show the same trends as the findings of Feulner [2]. The effect of the interaction between rotational speed and loading torque calculated according to Eq. 6 is 58.2 µm.
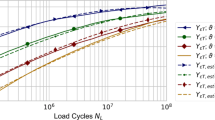
The corresponding in situ wear and deformation graphs are shown in Fig. 9. At 450 min−1 rotational speed and 1.5 Nm loading torque the measured wear is 52.0 ± 20.6 µm. At the same running speed but the lower loading torque of 0.5 Nm the measured wear is 12.4 ± 4.0 µm. At 1530 min−1 running speed the measured wear is 217.0 ± 47.6 µm (at 1.5 Nm loading torque) and 20.1 ± 12.2 µm (at 0.5 Nm loading torque).

Deformation under different rotational speeds and loading torques
The graphs for the different loading conditions mostly comply with the typical curve progression for the wear of polymer steel pairings. However, at 1530 min−1 running speed and 1.5 Nm loading torque the wear increases exponentially within the running-in stage. This might be explained by superposition of different deformation principles. Coordinate measurements show, that at this loading condition the total tooth deformation consists of tooth flank wear as well as plastic deformation (Fig. 10).

Initial and tested average contours after testruns under varying speeds and torques
The time-dependent wear and deformation behaviour at 1530 min−1 rotational speed and 1.5 Nm loading torque implies that the plastic deformation of the teeth occurs during the running-in stage. In order to verify this hypothesis a gear test at this parameter combination was stopped within the running-in stage. Fig. 11 shows the results of the coordinate measurements of gear teeth tested at 1530 min−1 running speed and 1.5 Nm loading torque after 106 (within the steady stage) and 3.75 × 104 (within the running-in stage) pinion rotations.

Tooth tip displacement and wear at high speeds and torques
The results of the coordinate measurements confirm the hypothesis that the tooth tip displacement in perimeter-direction overlays with the tooth flank wear during the running-in stage. This means the new in situ gear test method presented in this work enables recording the time-dependent deformation in detail.
Nevertheless, depending on the combination of speed and torque the in situ results for the wear and plastic deformation show varying standard deviations. This is due to certain combinations of rotational speeds and torques causing resonances with the natural frequencies of the test rig, which leads to measurement inaccuracies. This is shown by higher torque fluctuations recorded by the torque transducers of the test rig at certain load conditions.
5 Conclusion
PBT gears were tested under different loading torques using a newly developed in situ gear test rig. The results were compared to those of well-established ex situ measurements. The in situ measured tooth flank wear could be validated for different speed and torque combinations. At rather low loading torques the in situ measured elastic deformation correlates with the ex situ measured elastic deformation as well. However, at higher torques the in situ measured elastic deformation is distinctly higher and increasing with the rotational speed. This can not be explained at the moment and thus has to be subject of future research at the LKT.
Investigations of different rotational speeds and loading torques show higher wear at high torques and speeds. Moreover, it can be stated that at combinations of high speed and torque both wear and plastic deformation occur whereas at lower speeds and torques only isolated tooth flank wear is observed. This is also reflected by the time dependent wear behaviour which is recorded in situ. In this case, the wear progression in the running in phase is exponential which indicates that plastic deformation already occurs during the running-in stage.
References
Singh AK, Singh S, Singh PK (2017) Polymer spur gears behavior under different loading conditions: A review. J Eng Tribol 232(2):210–228. https://doi.org/10.1177/1350650117711595
Feulner R (2008) Verschleiß trocken laufender Kunststoffgetriebe: Kennwertermittlung und Auslegung. Dissertation, Friedrich-Alexander Universität Erlangen-Nürnberg
Ehrenstein GW (1995) Mit Kunststoffen konstruieren: Eine Einführung. Hanser, München
Czichos H, Habig K‑H (2015) Tribologie-Handbuch: Tribometrie, Tribomaterialien, Tribotechnik. Springer Vieweg, Berlin https://doi.org/10.1007/978-3-8348-2236-9
Künkel R, Ehrenstein GW (2003) Effectsof morphology on the tribological beaviour of thermoplastics in sliding contact. In: Proceedings of the 61st Annual Technical Conference
Wartzack S et al (2011) Lebenszyklusorientierte Toleranzsimulation zur funktionalen und ästhetischen Produktabsicherung. Konstruktion 9:63–74
Gierl B, Hertle S, Kleffel T, Drummer D (2019) Micrometer accurate measurement of tooth wear. In: Wear measuring and testing technology, pp 107–109
Senthilvelan S, Gnanamoorthy R (2004) Wear characteristics of injection-moulded unfilled and glass-filled nylon 6 spur gears. Proc Inst Mech Eng 218:495–502
Yousef SS, Burns DJ, McKinlay W (1973) Techniques for assessing the running temperature and fatigue strength of thermoplastic gears. Mech Mach Theory 8(2):175–185. https://doi.org/10.1016/0094-114X(73)90051-7
Dighe AD, Mishra AK, Wakchaure VD (2014) Investigation of wear resistance and torque transmission capacity of glass filled polyamide and PEEK composite spur gears. Int J Eng Adv Technol 3(3):299–303
Mao K, Li W, Hooke CJ, Walton D (2009) Friction and wear behaviour of acetal and nylon gears. Wear 267:639–645. https://doi.org/10.1016/j.wear.2008.10.005
Mao K (2007) A new approach for polymer composite gear design. Wear 262:432–441
Mao K et al (2015) The wear and thermal mechanical contact behaviour of machine cut polymer gears. Wear 332:822–826. https://doi.org/10.1016/j.wear.2015.01.084
Mao K, Hooke CJ, Walton D (2006) Acetal gear wear and performance prediction underunlubricated running condition. J Synth Lubr 23:137–152. https://doi.org/10.1002/jsl.17
Hooke CJ, Mao K, Breeds AR, Kukureka SN (1993) Measurement and prediction of the surface temperature in polymer gears and its relationship to gear wear. J Tribol. https://doi.org/10.1115/1.2920964
Shah H, Hirani H (2014) Online condition monitoring of spur gears. Int J Cond Monit 4(1):15–22. https://doi.org/10.1784/204764214813883298
Martin G, Vogel S, Schirra T, Vorwerk-Handing G, Kirchner E (2018) Methodical evaluation of sensor positions for condition monitoring of gears. In: DS91: Proceedings of NordDesign
Yao Y, Wang H, Li S, Liu Z, Gui G, Dan Y, Hu J (2018) End-to-end convolutional neural network model for gear fault diagnosis based on sound signals. Appl Sci 9(8):1–14. https://doi.org/10.3390/app8091584
Hu C, Smith WA, Randall RB, Peng Z (2016) Development of a gear vibration indicator and its application in gear wear monitoring. Mech Syst Signal Process 76–77:319–336
Loutas TH, Sotiriades G, Klaizoglou I, Kostopoulos V (2009) Condition monitoring of a single-stage gearbox with artificially induced gear cracks utilizing on-line vibration and acoustic emission measurements. Appl Acoust 70:1148–1159. https://doi.org/10.1016/j.apacoust.2009.04.007
Figlus T, Stanczyk M (2014) Diagnosis of the wear of gears in the gearbox using the wavelet packet transform. Metalurgija 53:673–676
Resendiz-Ochoa E, Saucedo-Dorantes J, Benitez-Rangel J, Osornio-Rios R, Morales-Hernandez L (2019) Novel methodology for condition monitoring of gear wear using supervised learning and infrared thermography. Appl Sci 10(506):1–18. https://doi.org/10.3390/app10020506
Yousef S, Osman TA, Abdalla AH, Gamal AZ (2014) Wear characterization of carbon nanotubes reinforced Acetal spur, helical, bevel and worm gears using a TS universal test rig. J Miner Met Mater Soc. https://doi.org/10.1007/s11837-014-1268-5
Sosa M, Björklund S, Sellgren U, Olofsson U (2015) In situ surface characterization of running-in of involute gears. Wear 340–341:41–46. https://doi.org/10.1016/j.wear.2015.03.008
Auerswald MM, Freyberg A, Fischer A (2019) Laser line triangulation for fast 3D measurements on large gears. Int J Adv Manuf Technol 100:2423–2433. https://doi.org/10.1007/s00170-018-2636-z
Pillarz M, Freyberg A, Fischer A (2020) Gear shape parameter measurement using a model-based scanning multi-distance measurement approach. Sensors 20(14):3910. https://doi.org/10.3390/s20143910
Tanaka E, Nagamura K, Ikejo K, Nemoto R (2011) In situ diagnosis of a gear-tooth surface damage using laser scattering. J Adv Mech Des 5(3):199–213. https://doi.org/10.1299/jamdsm.5.199
Schubert D, Herzog C, Drummer D (2022) Test rig for the in situ measurement of the deformation characteristics of polymer gears. J Plast Technol 18:1–24. https://doi.org/10.3139/O999.02022022
BASF SE, Hg. CAMPUS data sheet PBT Ultradur® B 4520. https://www.campusplastics.com/campus/de/datasheet/Ultradur%C2%AE+B+4520/BASF/20/575c156d/US. Accessed 11 Feb 2022
Kleppmann W (2011) Taschenbuch Versuchsplanung: Produkte und Prozesse optimieren, 7th edn. Hanser, München
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for supporting the research project “FOR 2271 process-oriented tolerance management based on virtual computer-aided engineering tools” under grant number DR 421/21‑2 as well as the company BASF SE for providing research material.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
C. Herzog, M. Wolf, D. Schubert and D. Drummer declare that they have no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Herzog, C., Wolf, M., Schubert, D. et al. In situ investigation of the influence of varying load conditions on tooth deformation and wear of polymer gears. Forsch Ingenieurwes 86, 545–555 (2022). https://doi.org/10.1007/s10010-022-00591-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-022-00591-1