
Abstract
This work presents a measurement for the identification of translational quasi-static stiffness of machine tool using Stiffness Workspace System (SWS). The novelty of this work is a significant modification of the SWS. The changes in measurement procedure and data analysis as well as new technical solutions are described in detail. A methodology for generalised translational static stiffness determination is presented. The major purpose of this paper is to provide the information about quasi-static stiffness values that characterise a typical machine tool. The measurement procedure is implemented in a case study on a 5-axis machining centre. Measurement results were used to determine the generalised translational stiffness indicators of points in the workspace. Then, the static stiffness distribution on the XY plane over machining space was estimated. The obtained results confirm the importance of analyses of static stiffness distribution as they point out areas where some possible changes occur. In the conclusion of the paper the utility value of the information of translational static stiffness is emphasised.
Similar content being viewed by others

1 Introduction
Machine tool’s accuracy needs to keep up with the requirements of modern machining processes. The accuracy of machined workpiece is affected by many factors, such as cutting tools and machining conditions, the type of a workpiece, thermal loads, changeable cutting forces, etc. One of the main factors influencing machine tool accuracy is its stiffness. Stiffness is essential for the static and dynamic response of the cutting process [1]. During the machining process, the machine tool is affected to periodic or non-periodic forces changing in time (e.g. cutting forces, inertia forces, spindle unbalance). The dynamic properties depend on the amplitude and frequency of the load and the physical properties of the system, i.e. mass, damping and static stiffness. In many cases, it can be considered that static stiffness is an important factor of a machining system that affects properties such as performance, geometric accuracy of workpieces and dynamic stability. Due to the above, the issue of determining the static stiffness of machining systems is considered important and worth developing [2]. The present paper aims at the static stiffness aspects. In essence, the machine’s static stiffness reflects its resistance to deformation caused by cutting and gravity forces. The configuration of machines' components changes while moving so the variations of a position, magnitude and orientation of forces occur. Therefore, it results in spatial variation of static stiffness of the system. The importance of conducting studies of the static stiffness distribution in the workspace is being highlighted in recent years [3,4,5]. Both the knowledge of the stiffness distribution and cutting force parameters can be used to predict some machining errors in machine’s workspace.
Current analysis of the state of the art in this field shows that there are proposed various methods for determining the static stiffness. Some studies are worth mentioning as their results indicate expected range of static stiffness values. In the case of a vertical machining centre (VMC) in [6], stiffness in X-axis was about 62 N/μm, in Y-axis 33 N/μm and in Z-axis 67 N/μm. For the machine tool of similar structure, Salgado et al. in [7] reported the stiffness values were 16 N/μm in X-axis, 40 N/μm in Y-axis and 94 N/μm in Z-axis. It is worth pointing out the differences between stiffness values presented above in mentioned publications. It is possible to estimate their discrepancies in range 20–75%. Also, Tomas Stejskal et al. [8] conducted research on the 3-axis VMC, the authors only looked at the Z-axis for which it was obtained a wide range of results within –115 N/μm, depending on the place of measurement in the workspace. Another study of 3-axis vertical machine was conducted by Archenti et al. [9]. These authors calculated the stiffness of about 12 N/μm for X-axis, 15 N/μm in Y-axis and 103 N/μm in Z-axis. The authors of [7] referred to the results provided of a company which was involved to machine tool design and analysis. In the case of 3-axis milling machines, the stiffness values range between 15 and 25 N/μm in both X- and Y-axes and between 70 and 100 N/μm in Z-axis. While, for 5-axis milling machines the stiffness was between 7 and 15 N/μm in X- and Y-axes and between 50 and 80 N/μm in Z-axis. Also, in [5] the stiffness was measured for medium-sized milling machine; obtained values in X- and Y-axes were about 13 N/μm, when in Z-axis it was about 30 N/μm. As it might be seen, in almost all mentioned cases the stiffness values differ in specific axis. Such variability of the results can stem from various factors, such as machine type, the number of axes, the sequence of motions, the deflections of machine tool’s components and properties of connections between them. Archenti and Nicolescu [3] highlighted that machine tools should be analysed as individual cases because their properties depend on time and machining operations. These authors estimated the static stiffness of five 5-axis machine centres of identical configuration and obtained results varied by 40%.
Conducted literature review focuses on report values of static stiffness and points out a need to further development of static stiffness measuring methods on milling machines. Based on the mentioned research, it can be concluded that there is no common standardised approach of machine tool stiffness studies. What is more, in most studies, the results of stiffness are reported without information about the uncertainty [5]. Therefore, in this respect, it can be inappropriate to compare static stiffness values obtained using various methods. Methods and guidelines for measurement and evaluation of machine tool static compliance are specified in the ISO 230 series [10]. However, there are some limitations of these methods, e.g. the measurement of deformation is in the direction of the applied force, while ignoring possible cross stiffness effects. Hence, research in this scope is still an ongoing topic. The most common limitation with the existing methods of stiffness measurements is the continuous mechanical link between the spindle and the table. In presented method, the load is generated by hydraulic actuators that are build-in the body of the device. The pairs of actuators are positioned oppositely to each other. The connection between a tool and the loading system appears only when actuators work. This solution provides better simulation of the cutting force as in reality the tool is pushed.
In a previous paper [11], the system determining machine tool static stiffness in workspace, so-called Stiffness Workspace System (SWS) was introduced; its design, working principle, mounting conditions and signal processing were described. In the present paper, further development of the SWS is discussed. The basic procedure to estimate stiffness indicators is developed and described in detail. In order to improve the accuracy of the SWS, the authors attempted to make several changes in terms of measured signal processing. The study of static stiffness was carried out in a case study on a typical milling machine. Measurements were conducted at certain key positions on XY plane in the workspace, in order to analyse the change of the spatial stiffness. The main goal of this work is to bring new information about quasi-static stiffness values that characterise a typical machine tool.
2 Methodology and experimental procedure
This section describes the measurement procedure and data analysis, in particular the procedure to determine the generalised displacements and forces. Then, it describes the technical solutions that have been implemented. This research work is a first step towards expanding the prototype of the SWS; thus, some parts of this section are written in reference to [11].
2.1 Measurement model and data analysis
Generally, machine tool stiffness can be expressed as a load-to-displacement relationship in a particular direction. A load acting in one direction may cause displacements in other directions. Thus, stiffness should be considered as a multidimensional quantity, despite it is determined at one point. In this study, measurements and analyses are carried out according to this approach. The stiffness of a machine tool depends on the stiffness of its components and connections between them. In this regard, all parts that are in the force flow loop influence the entire stiffness of a machine tool. The generated forces propagate through machine’s components and joints between them. The overall stiffness depends on how the force effects on the machine’s structural loop. The SWS included in the structural loop of a machine tool closes the loop. It must be stiff enough to not influence the machine tool stiffness loop. The SWS consists of two mechanical parts: a passive part which is a solid arbour (representing a cutting tool) fastened into the spindle tool holder and an active part is the body of the loading device fastened to the table. In this study, deformations of these elements are not included. This is because the calculated stiffness coefficient [11] of these elements is much greater than typical stiffness value of machine tools [2]. Thus, the stiffness of the system should not influence the stiffness measurements of a machine tool. This means that to describe the movement of the solid arbour relative to the body of SWS, the assumption of motion of a rigid body can be made. Generated loads affect the active and the passive parts of SWS causing relative displacements between these parts. To describe this, the coordinate system should be adopted. In relation to the reference point, the displacements are determined.
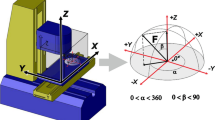
Figure 1 shows the position of the reference point in which the generalised displacements and generalised forces are determined. The reference point was chosen as the point of intersection of the actuator’s axes for X, Y and Z directions. The coordinates of point O were set as the origin point of coordinate system.

Simplified scheme of Stiffness Workspace System (SWS) with schematically marked a reference point
The assumption of the motion of a rigid body allows to determine the stiffness coefficients for individual machine axes. Nevertheless, stiffness should be considered as a multidimensional quantity consisting of at least 3 translational components.
In milling process the torsional stiffness around the machine spindle axis depends on the stiffness of the main drive. Taking into account the fact that the main motion is responsible for the implementation of cutting process, the impact of the torsional stiffness in Z direction on the machining accuracy is insignificant. Therefore, it is not necessary to study the torsional stiffness in this direction. In this study, no load was applied and no displacement in the axis of rotation of the spindle was measured. While determining the stiffness of the machine tool only 5 components of generalised displacements are used, three translational and two rotational. Thus, the whole procedure of determining the generalised displacement coordinates was limited to 5 components. The generalised displacement coordinates can be obtained from:
where D is a column vector consists of 12 elements, as in the system there are 12 displacement sensors, U is a column vector of generalised displacements and matrix P is a matrix of displacement sensors positions relative to the reference point (it is called a geometric matrix). Each row of this matrix corresponds to one displacement sensor, and it is adjusted to its measurement direction.
The use of 12 displacement sensors causes that the system of Eq. (1) is considered overdetermined. In this case, the solution can be obtained using a least-squares method and the Moore–Penrose inverse matrix. As all the necessary and sufficient conditions for a pseudoinverse to exist are fulfilled, it is possible to determine a generalised displacement vector, which is as follows:
Presented procedure of determining generalised displacement must be repeated for each direction of loading, separately of X, Y and Z directions. This means that if the load acts in X direction, indications from all 12 sensors are used. Then, from vector (3) only one element is used for estimating stiffness of specific direction, e.g. for estimating stiffness in X direction \({U}_{x}\) is used. Thanks to this, a generalised displacement for a specific direction is obtained, which includes the possible effects of displacements in other directions (although the loading acts in one direction).
Point O was set at the intersection of the axis of action of the actuators. Moreover, in this approach the system implements the load in each direction as one measurement cycle. This means that if actuators implement loads in X direction, there is no other implementation of acting load in other directions (e.g. in Y direction). Thus, the load values in X, Y and Z directions can be taken directly as generalised forces (\({F}_{x}\), \({F}_{y}\) and \({F}_{z}\)). This solution allows to avoid cosines error in the transformations of generalised forces. One can assume this to be an advantage as it simplify the procedure and does not add another error sources into measurement.
Finally, based on determined generalised forces and generalised displacements, it is possible to identify the translational stiffness in X, Y and Z directions.
From Eq. (1), generalised translational displacements (\({U}_{x}\), \({U}_{y}\), \({U}_{z}\)) and two rotational displacements (\({U}_{\varphi x}\), \({U}_{\varphi y}\)) can be obtained. However, the tested object is not loaded with moments, thus the rotational stiffnesses in the X- and —axes are not determined. Hence, this paper only deals with translational stiffness. The inclusion of rotational displacements and torques can be performed only after the modification of the SWS structure, and it would significantly increase the complexity of analysis.
2.2 Measurement system modifications
The SWS for quasi-static stiffness measurements divides into three main subsystems: the load generation system, the measurement system and the system of control and data registration. One can find a detailed description of the SWS prototype in [11]. Some parts of the system were modified to improve the measurement results accuracy and reduce the total measurement time. The components such as a construction of the prototype, numbers of sensors and the differential system remain unchanged. To increase the accuracy of the obtained results, a measuring system with ADC converters with 24-bit resolution was used and the data acquisition procedure was modified. The block diagram of the measurement system of each channel is presented in Fig. 2.

Block diagram of the measurement cycle
Each of displacement sensors was individually calibrated using an external calibration equipment with Renishaw Interferometr XL 80. Nonlinear correction functions (7th order) were implemented in the rapid prototyping system dSpace MicroLabBox. [12]. This results in errors below 1% in the entire measuring range of the sensor, which ranges between 0 and 2 mm. Despite the recorded displacements have much lower values (below 33 μm), the use of correction functions simplifies the process of installing the measuring system on the machine. In this way, there is no need to precisely position the displacement sensor in the middle of the measuring range (in order to be in the most linear region of its characteristic). Moreover, it reduces the time of sitting the SWS in measuring points, as the system does not need to be precisely positioned in relation to the solid arbour (fastened in the spindle as a typical tool).
Regarding the simulated load, the procedure was changed to obtain greater measurement precision (in comparison to the procedure used in the previous version described in [11]). In Fig. 3, the summarised and simplified measuring process is shown. After reaching the steady state, the displacement (X1-X12) and pressure (P1, P2) signals are recorded at the sampling frequency fs = 10 kHz, then averaged over the time of 1 s and processed by correction functions. The duration of each measurement cycle is 80 s. This means that the measurement time is extended which is more appropriate for analyses in terms of quasi-static [11].

A simplified block diagram of the measuring and performing cycle
3 Experimental setup and data
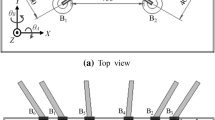
The machine analysed in this work was a universal machining centre DMG DMU 60 monoBlock with the software of Heidenhain iTNC 530 and tool holder SK40. Ranges of feed movements in each axis of this machine tool was as follows: X = 630; Y = 560; Z = 560 mm. Because the machine tool was equipped with a rotating plate integrated with the table, there was no opportunity to steadily distribute the measuring points. The measurement tests were carried out at 9 points located on the XY plane in the machine workspace. The position respect to the Z-axis did not change. The measuring points setup is shown in Fig. 4 and their location coordinates in workspace are summarised in Table 1. The positions in machine space were determined in respect to the machine tool reference system.

Arrangement of measuring points on the machine tool XY plane (an actual position of SWS is at point number 1)
At each position the force was generated along X-, Y- and then Z-axes. The loading process in the X-axis and the Y-axis was realised as a double-sided, which means that a load is applied as plus or as minus (in other words, loading and unloading with respect to zero). In the Z-axis only a one-sided loading was used. The maximum value of the loading force was ± 366 N in X- and Y-axes and 374 in the Z axis.
The time needed to perform the stiffness test in the machining space (for 9 measurement points on one plane) was about 2 h. Loading process in the directions of the X, Y and Z axes took about 80 s per each direction (3 directions × 80 s × 9 measuring points gives 2160 s = approx. 36 min). The time of change in positions of the SWS in the machine workspace was also included. Processing of measurement data was automatic and done during the measurement without affecting the test time.
4 Results and discussion
4.1 Experimental results
Using the procedure described in Sect. 2.1, the generalised forces and generalised displacements were determined in X, Y and Z directions for each measuring position in the machine workspace. Stiffness was estimated for each position and relevant direction based on the relation between the generalised displacement and force. As an example, in Fig. 5, the force–displacement characteristic in X-direction at point 9 is shown. For estimation the relationship between the force and displacement the least squares method was used. The coefficients of the linear function were determined. The slope coefficient of the linear model is taken as the value of the static stiffness. Also, the coefficient of determination was calculated (shown as \({R}^{2}\) in Fig. 5). The value of this coefficient may indicate a good quality of fitting. By following these steps, the stiffness values were estimated for all measuring positions in X, Y and Z directions. The obtained stiffness results are shown in Table 2.

Relationship between generalised displacement and force at point 9 in X direction
Based on the stiffness coefficients estimated in nine positions, the distribution of the stiffness in the machine workspace is interpolated. In Fig. 6, the stiffness distribution on XY plane is shown, respectively, for X, Y and Z directions. To illustrate the differentials of \({K}_{x}\), \({K}_{y}\) and \({K}_{z}\), over machine workspace, the results are presented in Fig. 7. Each surface represents the stiffness of different direction: (1) in X direction, (2) in Y direction and (3) in Z direction. The Z-axis indicates the values of stiffness in N/μm.

Static stiffness distribution over the workspace on XY plane: a in the X-direction, b in the Y-direction and c in the Z-direction

Static stiffness for XY plane in the workspace. The surfaces represent results obtained for measurements in X (1), Y (2) and Z (3) directions, respectively
The values of translational stiffness in the machine tool space are in the following ranges: for the X-axis 12–15 N/μm, for the Y-axis 16–18 N/μm and for the Z-axis 23–34 N/μm. These results are in good agreement with the literature in case of 5-axis machine centre [7, 13].
4.2 Discussion
In Fig. 7, the stiffness distribution in XY plane in X, Y and Z directions is summarised. It can be observed the stiffness values vary regarding the direction. Differences in results for X and Y directions are comparatively small, while in Z direction stiffness ranges are much higher. Considering the structural loop of the machine tool, the lower ranges of stiffness in the X- and Y-axes may result from the series arrangement of guideways of these axes, while movement in Z direction is realised by separate guideway. A case study was implemented on a universal machining centre which is characterised by great sturdiness and compact design. This fact may suggest that the stiffness of the machine tool is strongly affected by the movement joints. It should be recalled that the discussion is carried out on the assumption that the stiffness distribution in workspace of the machine tool is being investigated, not including the stiffness of separate elements of the structural loop of this machine tool. Even slight stiffness decreases of one of the components in the chain of machine's elements can result in noticeable reduction of the overall stiffness. This proposed method takes into account the response of the entire machine tool as a system while evaluating the stiffness under quasi-static loads.
Furthermore, it can be noticed the stiffness distributions on XY plane in X and Y directions do not varies as much as in Z direction (see Fig. 6), whereas in Z direction, the distribution of stiffness largely varies in some areas of the workspace. The variation in X, Y and Z directions are roughly 19%, 11% and 31%, respectively. Uneven stiffness distribution in some areas in the workspace can occur as the machine tool has been in operation for approximately 2.4 years. According to conducted studies, it can be stated that the variability of stiffness coefficients depends on both the position in workspace and the direction of the applied force. Thus, in terms of machining planning, it is needed to properly choose parameters of a process and a tool as well as it is vital to orient the tool path and cutting force in stiffer areas of workspace and along stiffer directions.
Due to the purpose of this article, it is crucial to point out changes made in the SWS system in comparison with the previous work [11]. All the modification mention in Sect. 2.2 contribute improvement to the results accuracy and reduce the total measurement time. Obtained results (Table 2) confirm the improvement in terms of uncertainty ranges in reference to outcomes reported in previous work [11]. In order to determine the static stiffness a new methodology was proposed which base on the model of rigid body motion and generalised coordinates (Sect. 2.1). The procedure determines the translational stiffness on a basis of a characteristic between generalised displacements and the quasi-static loads. The methodology, unfortunately, omits the rotational stiffness as the measurements of rotational displacements and torques are not possible to conduct in current state of the SWS prototype.
5 Conclusions
This paper is a continuation of authors’ previous work [11], in which the system to determine machine tool quasi-static translational stiffness was presented. Present paper describes changes made in terms of measurement procedure and data analysis for estimation of static stiffness results. Also, some modifications of the SWS system were made in terms of mounting conditions and signal processing.
This work is mainly focused on providing the information about quasi-static stiffness values that characterise a typical machine tool being in use for few years. From a machine tool users’ perspective, it would be beneficial to use the proposed concept (or others available) for monitoring changes in machine tool conditions, as the operational accuracy is mostly determined by the machine system stiffness. Especially, when the manufacturers of machines offer a large amount of information relating to geometric errors, but significantly less information about the static stiffness. The estimated quasi-static translational stiffness values along the XY plane in the workspace range from 12–15 N/μm for \({K}_{x}\), 16–18 N/μm for \({K}_{y}\) and 23–34 N/μm for \({K}_{z}\). The studies show that even typical loads have a significant impact on resistance to deformation, and therefore on accuracy of machining process.
In summary, the proposed method provides estimating of static stiffness distribution in machine’s workspace. The whole working area can be analysed and then the stiffness distribution may be mapped. Obtained results suggest that there are some possible changes in the working space in terms of the static stiffness that can occur after the working hours. From a process planning perspective, it is crucial to performed machine diagnostics to reach a decision about this machine’s application for planned working operations.
References
Rivin EI (2010) Handbook on stiffness & damping in mechanical design. ASME Press, New York
Cheng K, Huo D (2009) Basic concepts and theory. In: Cheng, K. (eds) Machining dynamics. Springer Series in Advanced Manufacturing. Springer, London https://doi.org/10.1007/978-1-84628-368-0_2
Archenti A, Nicolescu M (2013) Accuracy analysis of machine tools using Elastically Systems. CIRP Ann 62:503–506. https://doi.org/10.1016/j.cirp.2013.03.100
Gao X, Li B, Hong J, Guo J (2016) Stiffness modeling of machine tools based on machining space analysis. Int J Adv Manuf Technol 86:2093–106. https://doi.org/10.1007/s00170-015-8336-z
Majda P, Jastrzębska J (2021) Measurement uncertainty of generalized stiffness of machine tools. Measurement 170:108692. https://doi.org/10.1016/j.measurement.2020.108692
Huang DT, Lee J-J (2001) On obtaining machine tool stiffness by CAE techniques. Int J Mach Tools Manuf 41:1149–63. https://doi.org/10.1016/S0890-6955(01)00012-8
Salgado MA, López de Lacalle LN, et al (2005) Evaluation of the stiffness chain on the deflection of end-mills under cutting forces. Int J Mach Tools Manuf 45 https://doi.org/10.1016/j.ijmachtools.2004.08.023
Stejskal T, Melko J et al (2019) Specific principles of work area stiffness measurement applied to a modern three-axis milling machine. Int J Adv Manuf Technol 102:2541–2554. https://doi.org/10.1007/s00170-019-03393-y
Archenti A, Nicolescu M (2017) A top-down equivalent stiffness approach for prediction of deviation sources in machine tool joints. CIRP Ann Manuf Technol 66:487–490. https://doi.org/10.1016/j.cirp.2017.04.066
ISO 230–1:2012 (2017) Test code for machine tools. In: Part 1: geometric accuracy of machines operating under no-load or quasi-static conditions. ISO, Geneva
Pawełko P, Jastrzębski D et al (2021) A new measurement system to determine stiffness distribution in machine tool workspace. Arch Civ Mech Eng 21:49. https://doi.org/10.1007/s43452-021-00206-6
MicroLabBox. Compact prototyping unit for the laboratory. https://www.dspace.com/shared/data/pdf/2020/dSPACE-MicroLabBox_Product-Brochure_2020-01_EN.pdf of subordinate document. Accessed 22 Apr 2022
Stephenson DA, Agapiou JS (2016) Metal cutting theory and practice. CRC Press, Boca Raton, FL
Author information
Authors and Affiliations
Contributions
Joanna Jastrzębska: data curation, formal analysis, methodology, software, validation, visualization, writing—original draft, writing—review and editing. Arkadiusz Parus: data curation, investigation, formal analysis, software. Daniel Jastrzębski: conceptualization, methodology, visualization, writing—review and editing. Piotr Pawełko: investigation, project administration, resources.
Corresponding author
Ethics declarations
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jastrzębska, J., Parus, A., Jastrzębski, D. et al. Measurement and identification of translational static stiffness in workspace of a machine tool. Int J Adv Manuf Technol 125, 2601–2608 (2023). https://doi.org/10.1007/s00170-023-10904-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-10904-5