
Abstract
In manufacturing sector, looking for a balance between environmental and technical efficiency taking into account productivity is mandatory. Some sectors, such as the biomedical manufacturing sector, also needs to consider the cleanness inherent to prosthesis manufacturing processes for avoiding pathogens transfer to the human body, that is, neither chemicals, bacteria, nor uncontrolled metals can be introduced during the surgical intervention. This work here presented stems from the idea of analyzing the cleanness of cryogenic cooling to be applied to medical pieces. For this, several samples were machined using CO2 cryogenic technology and oil emulsions, respectively. In particular, a modified milling tool was used to apply not only efficiently as cutting fluid but also as cleaner fluid. Afterwards, they were analyzed by Scanning Electron Microscope (SEM) with the aim of looking for biological remains. Finally, with the aim of validating the modified tool in which CO2 is introduced axially as internal coolant, its tool life was tested in comparison with a conventional one. The results shown that the use of CO2 as internal coolant significantly improves the cleanness of current machining processes in comparison with the use of oil emulsions and the way in which is injected does not affect to machining performance.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In manufacturing sector, looking for a balance between environmental and technical efficiency considering productivity is mandatory with the aim of not losing market share [1]. However, biomedical manufacturing sector also must take into account another factor which is the key to obtain successful processes. This factor is the total cleanness inherent to prosthesis manufacturing processes for avoiding pathogens transfer to the human body, that is, neither chemicals, bacteria, nor uncontrolled metals can be introduced during the surgical intervention.
For dealing with these issues, despite currently prosthesis are manufactured by machining processes, additive manufacturing is presented as the solution for a clean, environmental, and customized prosthesis of the future [2]. However, these statements have not considered economic issues or defects in the material integrity such as internal porosity in big prosthesis [3]. Besides, machining finishing operations are needed to finish them. Then, the improvements which this technology presents are not enough at the moment for replacing/suppressing machining processes in knee or hip prosthesis where the size is relatively large.
Nevertheless, current machining processes implies the use of cutting fluids which are mainly oil emulsions which are the main focus of dirty. Then, finished prosthesis have to be deeply cleaned. These clean processes consist of wrapping the prosthesis with several plastic protective layers and sterilized the boxed prosthesis by special radiation techniques [4]. However, despite this clean and sterilization processes, it should be noted that 170,000 knee prosthesis are implemented annually and 25% of patients will suffer revision surgeries within 20 years only in Germany, being the main reasons infections or wear [5]. In the short term, in France is calculated that 18% of the patients which present infection after the surgery, antibiotic treatments do not take effect and then, part of them need a second intervention to carry out a joint lavage [6] or in the case of Spain where the infection cases are two times higher than the National Healthcare Safety Network [7]. Then, suppressing cutting fluids of machining processes in order to help improving the efficiency of the current clean and sterilization processes—and therefore reducing the possible infections—is a goal to achieve by manufacturers.
On the other hand, human prosthesis needs to be manufactured with biocompatible alloys with the aim of not generated rejections after surgeries. Theses alloys are mainly stainless steels, cobalt-chromium alloys or titanium alloys [8, 9], that is, alloys considered difficult to cut materials [10]. Among these alloys, grade 23 titanium alloy, known as Ti-6Al-V grade ELI, presents low ion formation levels in aqueous environments and high capability of osseointegration which satisfies the high mechanical requisites in critical prosthesis such as knee ones [11]. However, this alloy presents more difficulties to be machined due to its low thermal conductivity combined with its high reactivity [12]. Then, in these extreme cases cutting fluids are necessary to maintain both prosthesis surface integrity and tool life.
Therefore, in order to reach a balance between suppressing cutting oils and maintaining productivity, CO2 cryogenic machining is presented as a suitable alternative. This technology is based on injecting recycled liquid CO2 in the chip-tool interface instead of conventional cutting fluids based on oils. This technology was studied widely from an environmental point of view by the authors quantifying the environmental improvement achieved by this technology in comparison with other technologies. [13]. The results, summed in Fig. 1, showed that CO2 cryogenic technology was the cooling technique without oils that the fewest environmental impact presents.

Life Cycle Assessment (LCA) obtained in previous research [13]
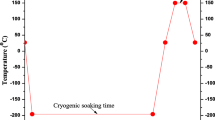
Regarding technological point of view, the suitability of CO2 cryogenic cooling on titanium alloys is based on the accurate temperature control achieved which reduces the thermal effect on the tool wear, reducing the adhesion and diffusion process of the material on the tool [14]. It should be noted that, this effect is the predominant cause of tool life reduction [15]. In this line, in [16] the temperature effects on tool wear were studied, concluding that a lower temperature does not imply a longer tool life. In this work, different LN2 temperatures were used, obtaining the best results with LN2 temperatures between – 75 °C and – 100 °C. This rank of temperatures is in accordance with the temperature achieved by CO2 during its expansion on the cutting zone (− 78 °C) whose heat removal potential in supercritical state achieves 60 W/m2 [17, 18]. In fact, using CO2 cryogenic cooling on turning processes, flank wear is reduced 2 times in comparison with conventional oil emulsions [19] and in milling processes compared to milling processes can reduce tool wear a 67.2% [20]. Besides, the use of CO2 implies an increase of chip breakability with enhances tool life when Ti6Al4V is machined [21, 22]. On the other hand, the use of cryogenics reduces not only surface roughness but also microstructural alterations [23]. In addition, the use of the cryogenic cooling in Ti6Al4V implies higher values for micro-hardness in comparison with oil emulsions what implies better adhesion for surface coatings in case of being needed [24, 25] and also due to its higher cooling capacity, the reaction tendency between Ti6Al4V and the tool substrate is limited and reducing therefore, chip adhesion on the tool cutting edge [26]. In the particular case of Ti6Al4V milling, which is the main operation carried out in big prosthesis such as knee or hip prosthesis, the use of CO2 cryogenic cooling during the machining can imply an increase of conventional cutting speed until achieving 90 m/min without affecting carbide tools microstructure [27]. In case of using PCD tools, this value can be even increased until 360 m/min [28].
Concerning the use of modified channels on milling tools to enhance the flow of cutting fluid, significant progress was carried out in recent years thanks to additive manufacturing. In Lakner et al. [29], for example, analyzed several channel designs with the aim of improving the cutting fluid injection. In particular, a new tool holder for indexable inserts was manufactured by LPBF technology in which the internal channels were reduced to 1.5 mm in diameter and added other L-shaped channels to properly lubricate the insert's release face. This new toolholder was compared with a conventional one that was equipped with 2.5 mm diameter channels. The results showed that using a tool holder made by LPBF with improved channels directly affects tool life, increasing it by 67% [29]. Other work related with it was presented in 2021 in which was analyzed the influence of the shape of internal channels in an indexable milling tool. Specifically, straight channels were simulated, as if they were obtained through conventional drilling, and curved and helical channels, as if they were obtained through LPBF technology. The results showed that using sharp-edged channels with a radius, the volumetric flow rate of the cutting fluid increased by approximately 23% [30]. Nevertheless, despite these improvements are interesting, they were focused on improving oil emulsions injection and not cryogenic fluids where flow rate savings is mandatory. Besides, the tools are indexable tool holders and not entire carbide tools for finishing operations. Taken these issues into account, the authors carried out a previous research in which a carbide tool was transformed into a heat exchanger thanks to a modified channels carried out by EDM. Those channels were designed so that the primary function of CO2 is to absorb the heat generated during the cutting process instead of simply being injected in the cutting zone [31]. However, although the improvement developed for using CO2 as cutting fluid, its effectiveness from a cleanliness standpoint was not taken into account.
Therefore, despite the fact is considered a totally clean technology in the literature, there is a lack of rigorous research to quantify and demonstrate its real improvement. Therefore, this work focuses on analyzing the cleanliness of cryogenic cooling for medical components with the aim of demonstrate its suitability. For this, samples were machined using CO2 cryogenic technology and oil emulsions. A modified milling tool was used as an efficient cutting and cleaning fluid. Scanning Electron Microscope (SEM) analysis was conducted to detect biological residues. Additionally, the modified tool, with axial CO2 introduction as internal coolant, was tested for tool life compared to a conventional tool. Results showed that using CO2 as internal coolant significantly improved cleanliness in machining processes compared to oil emulsions, with no impact on machining performance.
2 Experimental Setup
Tests were carried out in a Kondia HS1000 5-axis machining center and Kondia A6 machining center, respectively. In particular, two kinds of tests were done: one for analyzing the cleanness of the cryogenic technology and other with the aim of validating the use of the modified milling tool from a technical point of view.
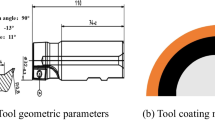
In particular, the modification of the milling tools consisted in using carbide tools that were provided with an internal channel coaxial to the rotary axis was carried out by electro discharge machining (EDM) to introduce the CO2 throw it axially. This design is based on two previous works carried out by the authors [31, 32]. However, this new internal channel design has two aims: The conventional one that is achieving a CO2 expansion before it is injected outside the channel and therefore, becoming the tool in a heat exchanger maintaining constant the tool temperature during the cutting process. The new one, using the CO2 pressurized flow as cleaning agent due to is injected to the workpiece surface from the tool tip. In Fig. 2 is shown a digital tomography with the modification carried out by EDM to the conventional milling tool.

Digital tomography of the tool modified with an internal channel
Regarding the material used during the tests, Ti6Al4V Grade 23 was selected. This alloy is characterized in comparison with Ti6Al4V Grade 5 used in aeronautics in which presents higher tensile and yield strengths and chemically presents lower content of oxygen. Its chemical composition and mechanical properties are shown in Table 1.
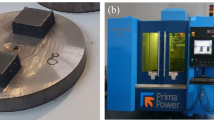
In the case of the tests for analyzing the cryogenic cleanness, two samples were milled with CO2 cryogenic technology and other two with oil emulsions in the Kondia HS1000 5-axis machining center. It should be noted that the samples before being used for the milling tests, they were encapsulated to facilitate their analysis under the SEM. The milling test carried out over them consisted in carrying out 3 passes with each technology. After each test, the sample milled were taken with latex gloves and introduced in a sterilized box without touching the surface machined. The size of each sample was of 13 × 13 mm. The tool used for carrying out of this test was a carbide mill of 10 mm of diameter coated with AlTiN. Cutting conditions used were 150 m/min of cutting speed, 0.07 mm/z of feed per tooth and an axial depth of 0.5 mm. In the case of using CO2 as cutting fluid, it was injected with a pressure of 15 bars. However, in the case of using oil emulsions, it was injected with 10 bars. This difference is due to the industrial conditions used commonly. Once the samples were obtained, they were analyzed by a SEM Hitachi S-4800 with several magnification values with the aim of looking for biological remains and verifying the cleanness difference between using CO2 as cutting fluid and oil emulsions. In Fig. 3 is shown the experimental setup carried out to obtain the samples.

Experimental setup to obtain the samples for analyzing cryogenic cleanness
On the other hand, the tests in which the modified milling tool was verified from a technical point of view were carried out in the Kondia A6 machining center. In this case, the modified milling tool, which injects CO2 through its internal channel, was compared with a conventional one with external CO2 during milling tests in which tool wear, cutting forces and cutting temperature were registered. In particular, the tests consisted of straight milling paths of 150 mm of length with carbide mills of 10 mm of diameter coated with AlTiN with initial cutting conditions of 150 m/min of cutting speed, 0.07 mm/z of feed per teeth, 7 mm of axial depth and 0.5 mm of radial one. The cutting conditions chosen are based on conventional industrial conditions. Also cutting forces were recorded using a triaxial Kistler 9255 piezoelectric dynamometer and an OROS® OR35 real-time multi-analyzer with a sample frequency of 16,384 samples/s. Each test was carried out two times obtaining the average value for the cutting forces values. Tool wear was progressively measured by pausing the passes at different stages with a Nikon SMZ-2 T microscope. Finally, a thermographic camera OPTRIS® PI device working in the 7.5–13 µm range was used in the first pass of each tool with the aim analyzing the influence of CO2 in the tool temperature in case of using it internally and externally. The stop test criterion was based on the ISO3685 or the achievement of 10.000 mm of machined length, whichever occurs first. In Fig. 4 is shown the experimental setup carried out:

Experimental setup for carrying out milling tests
3 Results and Discussion
The results obtained of the samples analyzed by SEM are shown in Fig. 5. In the left side, a representative zoom sequence obtained by milling with oil emulsions is presented and in the right one a zoom representative sequence obtained by using CO2. In these zoom sequences, the first difference between both technologies is the quantity and size of dirty spots. In the case of oil emulsions, in 1.13 mm2 the amount over 50 µm (µm) presented is 17 spots in comparison with CO2 in which spots over this value is not achieved. In fact, only 7 spots presented values over 20 µm, that is, there is a decrease of number of dirty spots of 60% and with a reduction of size of 58.82%. Subsequently, in the case of oil emulsions when the zoom is increased from 10 times until 13 times, within all spots appear biological remains. This phenomenon occurs because when liquefied CO2 is injected through the axial channel, it expands upon exiting, forming gaseous and solid particles that strike the workpiece. During this impact process, the solid particles dislodge dirt from the workpiece, while the gaseous particles blow most of the dirt away from the workpiece. Then, despite the use of cryogenic techniques does not implies a total clean process, this supposes a real improvement due to not only dirty spots are reduced in number and size but also any biological remain is suppressed from within the spots. Therefore, the application of this technology during machining processes results in cleaner prosthesis than once they are processed by cleaning treatments will end up to less surgery rejection rates.

SEM results obtained from machining using CO2 and oil emulsions
Regarding, tool wear results obtained from the milling tests are shown in Fig. 6. The evolution of tool wear using external CO2 as cutting fluid or internal to the tool through the axial channel obtained was similar. In particular, the difference between both technologies is below 5%, not appreciating coating degradation in both cases. In fact, this similar behavior of both techniques can be observed in the SEM images where in the edges not only appears similar tool wear due to mechanical effects but also the characteristic adhesion of machining Ti6Al4V present is analog.

Tool wear obtained in the experimental tests
Similar behavior was obtained in the results related with cutting forces, which are shown in Fig. 7. In this case, average and maximum forces were obtained. The evolution of them was constant, presenting differences of ≈2% in the case of maximum cutting forces and 2.4% in the average ones, what is negligible.

Cutting forces obtained
Finally, cutting temperature was captured which is shown in Fig. 8. In this case is shown the effect of using CO2 as external coolant or internal one. With the first technique CO2 not only cools the tool surface but also the workpiece one. Using the internal performance, the tool is become a heat exchanger in which the tool and the workpiece is maintained at the same temperature. In both cases, the cutting temperature is similar but with the advantage which the new tool performance avoids thermal fatigue from the tool and allows an efficient application of the CO2 with independence of the machining direction.

Cutting temperatures obtained with each cooling performance
Then, from a technical point of view, the new way of injecting CO2 through internal tool axial channel proposed is analog to CO2 conventional use what implies that the milling process is not compromised but the cutting fluid injection performance is improved, achieving a way of injecting it with independence of cutting direction and at the same time the CO2 can be used simultaneously as cleaning agent when the tool tip mills over workpiece surface.
4 Conclusions
In this paper, an analysis of the cryogenic CO2 cleanness efficiency used as cutting fluid during milling process was carried out. Also, a new way of injecting CO2 in which the liquified gas is introduced axially as internal coolant in a modified carbide milling tool with the aim of improving the milling performance was tested. In particular, Ti6Al4V samples machined with oil emulsion and liquified CO2 were analyzed by SEM with the aim of quantifying the cleaner effect of cryogenics technique and on the other hand, regarding using CO2 as internal coolant through the tool was carried out milling tests with the aim of verifying that this way of injection does not affect to milling performance in comparison with conventional CO2 injection. The main conclusion obtained are listed below:
-
The use of CO2 as cutting fluid implies an improvement of machining process cleanliness in comparison with oil emulsions use. In particular, in the case of cryogenics cooling, there are fewer dirt particles with a smaller particle size, reducing 60% the spot number and 58.82% its size.
-
Regarding the nature of the dirt, in case of oil emulsions biological remains appear on the sample surface. On the other hand, when CO2 is applied as cutting fluid, the remain material has an inert origin what implies an improvement in cleanness issues.
-
From a technical point of view, injecting CO2 as internal coolant through an axial channel does not affect significatively to milling performance. Similar results were obtained in comparison with CO2 external injection, obtaining a slight improvement when CO2 as inject as internal coolant.
Therefore, despite the use of cryogenic CO2 cooling does not achieve a complete clean process, in comparison with oil emulsions the process is improved significantly what subsequently improves the sterilization process of medical prosthesis. Besides, the new way of injecting it through an axial tool internal channel does not affect to Ti6Al4V milling performance in comparison with conventional external CO2 injection. Then, considering biomedical manufacturing sector demands, the use of CO2 as internal coolant is a feasible alternative which not only provides a more environmentally friendly process but also cleaner.
Data availability
Data availability in this case is restricted by the requirements of the projects being worked on.
References
Pereira, O., Urbikain, G., Rodríguez, A., Fernández-Valdivielso, A., Calleja, A., Ayesta, I., & López de Lacalle, L. N. (2017). Internal cryolubrication approach for Inconel 718 milling. Procedia Manufacturing, 13, 89–93. https://doi.org/10.1016/j.promfg.2017.09.013
Javaid, M., & Haleem, A. (2018). Additive manufacturing applications in orthopaedics: A review. Journal of Clinical Orthopaedics and Trauma, 9, 202–206. https://doi.org/10.1016/j.jcot.2018.04.008
Kourra, N., Warnett, J., Attridge, A., Dibling, G., McLoughlin, J., Muirhead-Allwood, S., King, R., & Williams, M. (2018). Computed tomography metrological examination of additive manufactured acetabular hip prosthesis cups. Additive Manufacturing, 22, 146–152. https://doi.org/10.1016/j.addma.2018.04.033
Hilerio, I., Mathia, T., & Aleppe, C. (2004). 3D measurements of the knee prosthesis surfaces applied in optimizing of manufacturing processes. Wear, 257, 1230–1234. https://doi.org/10.1016/j.wear.2004.05.027
Denkena, B., Köhler, J., Turger, A., Helmecke, P., Correa, T., & Hurschler, C. (2013). Manufacturing conditioned wear of all-ceramic knee prostheses. Procedia CIRP, 5, 179–184. https://doi.org/10.1016/j.procir.2013.01.036
Ribes, C., Masquefa, T., Dutronc, H., De Seybes, C., Dupon, D., Fabre, T., & Dauchy, F. A. (2019). One stage versus two stage prosthesis replacement for prosthetic knee infections. Médicine et Maladies Infectieuses, 49, 519–526. https://doi.org/10.1016/j.medmal.2019.01.013
Jaén, F., Sanz-Gallardo, M. I., Arrazola, M. P., García de Codes, A., Juanes, A., & Resines, C. (2012). Multicentre study of infection incidence in knee prosthesis. Revista Española de Cirugía Ortopédica y Traumotología, 56, 38–45. https://doi.org/10.1016/j.recote.2011.08.006
Axinte, D., Guo, Y., Liao, Z., Shih, A. J., M’Saoubi, R., & Sugita, N. (2019). Machining of biocompatible materials—Recent advances. CIRP Annals Manufacturing Technology, 68, 629–652. https://doi.org/10.1016/j.cirp.2019.05.003
Samadhiya, S., Yadav, A., & Rawal, B. R. (2014). Biomechanical analysis of different knee prosthesis biomaterials using FEM. Journal of Mechanical and Civil Engineering, 11, 120–128.
Shokrani, A., Dhokia, V., & Newman, S. T. (2016). Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti-6Al4V titanium alloy. Journal of Manufacturing Processes, 21, 172–179. https://doi.org/10.1016/j.jmapro.2015.12.002
Rahman, S. S., Adhraf, M. Z., & Amin, A. K. M. (2019). Tuning nanofluids for improved lubrication performance in turning biomedical grade titanium alloy. Journal of Cleaner Production, 206, 180–196. https://doi.org/10.1016/j.jclepro.2018.09.150
Sadik, M., Isakson, S., Malakizadi, A., & Nyborg, L. (2016). Influence of coolant flow rate on tool life and wear development in cryogenic and wet milling of Ti-6Al-4V. Procedia CIRP, 46, 91–94. https://doi.org/10.1016/j.procir.2016.02.014
Pereira, O., Rodríguez, A., Fernández-Abia, A. I., Barreiro, J., & de Lacalle, L. (2016). Cryogenic and minimum quantity lubrication for and eco-efficiency turning of AISI 304. Journal of Cleaner Production, 139, 440–449. https://doi.org/10.1016/j.jclepro.2016.08.030
Salame, C., Bejjani, R., & Marimuthu, P. (2019). A better understanding of cryogenic machining using CFD and FEM simulation. Procedia CIRP, 81, 1071–1076. https://doi.org/10.1016/j.procir.2019.03.255
Ezugwu, E. O., & Wang, Z. M. (1997). Titanium alloys and their machinability—A review. Journal of Materials Processing Technology, 68, 262–274. https://doi.org/10.1016/S0924-0136(96)00030-1
Sartori, S., Ghiotti, A., & Bruschi, S. (2017). Temperature effects on the Ti6Al4V machinability using cooled gaseous nitrogen in semi-finishing turning. Journal of Manufacturing Processes, 30, 187–194. https://doi.org/10.1016/j.jmapro.2017.09.025
Skerlos S.J., Hayes K.F., Clarens A.F. (2008) Metal working lubricant formulations based on supercritical carbon dioxide US Patent 7,414,015.
Supekar, S. D., Clarens, A. F., Stephenson, D. A., & Skerlos, S. J. (2012). Performance of supercritical carbon dioxide sprays as coolants and lubricants in representative metalworking operations. Journal of Materials Processing Technology, 212, 2652–2658. https://doi.org/10.1016/j.jmatprotec.2012.07.020
Kolcke, F., Krämer, A., Sangermann, H., & Lung, D. (2012). Thermo-mechanical tool load during high performance cutting of hard-to-cut materials. Procedia CIRP, 1, 295–300. https://doi.org/10.1016/j.procir.2012.04.053
Abdul Halim, N. H., Che Haron, C. H., & Ghani, A. (2020). J. Sustainable machining of hardened Inconel 718: A comparative study. International Journal of Precision Engineering and Manufacturing, 21, 1375–1387. https://doi.org/10.1007/s12541-020-00332-w
Bordin, A., Sartori, S., Bruschi, S., & Guiotti, A. (2017). Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning Ti6al4V produced by additive manufacturing. Journal of Cleaner Production, 142, 4142–4151. https://doi.org/10.1016/j.jclepro.2016.09.209
Cai, C., Liang, X., An, Q., Tao, Z., Ming, W., & Chen, M. (2021). Cooling/lubrication performance of dry and supercritical CO2-based minimum quantity lubrication in peripheral milling Ti-6Al-4V. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 405–421. https://doi.org/10.1007/s40684-020-00194-7
Bordin, A., Bruschi, S., Ghiotti, A., & Bariani, P. F. (2015). Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloy. Wear, 328–329, 89–99. https://doi.org/10.1016/j.wear.2015.01.030
Biasetto, L., Bertolini, R., Elsayed, H., Guiotti, A., & Bruschi, S. (2019). Use of cryogenic machining to improve the adhesion of sphene bioceramic coatings on titanium substrates for dental and orthopaedic applications. Ceramics International, 45, 5941–5951. https://doi.org/10.1016/j.ceramint.2018.12.063
Kummamkandath, A., Duchosal, A., Morandeau, A., & Leroy, R. (2022). Mechanical and thermal load effects of novel MWFs delivery method in milling of Ti–6Al–4V. International Journal of Precision Engineering and Manufacturing-Green Technology., 9, 443–457. https://doi.org/10.1007/s40684-020-00288-2
Jamil, M., Khan, A. M., Gupta, M. K., Mia, M., He, N., Li, L., & Sivalngam, V. (2020). Influence of CO2-snow and subzero MQL on thermal aspects in the machining of Ti-6Al-4V. Applied Thermal Engineering, 177, 115480. https://doi.org/10.1016/j.applthermaleng.2020.115480
Pittalà, G. (2018). A study of the effect of CO2 cryogenic coolant in end milling of Ti-6Al-4V. Procedia CIRP, 77, 445–448. https://doi.org/10.1016/j.procir.2018.08.278
Pereira, O., Rodríguez, A., Calleja, A., González, H., Ostra, T., López de Lacalle LN. (2018). Combinación de herramientas de PCD con refrigeración-lubricación CryoMQL para el fresado ECO2 de aleaciones de titanio. XXII CNIM., 368–373.
Lakner, T., & BergsDöbbeler, T. (2019). Additively manufactured milling tool with focused cutting fluid supply. Procedia CIRP, 81, 464–469. https://doi.org/10.1016/j.procir.2019.03.118
Zachert, C., Liu, H., Lakner, T., Schraknepper, & Bergs, T. (2021). CFD simulation to optimize the internal coolant channels of an additively manufactured milling tool. Procedia CIRP, 102, 234–239. https://doi.org/10.1016/j.procir.2021.09.040
Pereira, O., Rodríguez, A., Calleja-Ochoa, A., Celaya, A., López de Lacalle, L. N., Fernández-Valdivielso, A., & González, H. (2022). Simulation of cryo-cooling to improve super alloys cutting tools. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 73–82. https://doi.org/10.1007/s40684-021-00313-y
Pereira, O., Rodríguez, A., Barreiro, J., Fernández-Abia, J., & López de Lacalle, L. N. (2017). Nozzle design for combined use of MQL and cryogenic gas in machining. International Journal of Precision Engineering and Manufacturing-Green Technology, 4, 87–95. https://doi.org/10.1007/s40684-017-0012-3
Acknowledgements
Authors owes deeply thanks to Basque Government university group IT 1573, High performance machining, MiCINN PDC2021-121792-I00 New cutting tools production for manufacturing high added-value turbomachinery components with acronym: HCTAYLOR. In addition, the authors thanks to Grant PID2019-109340RB-I00 funded by MCIN/AEI/10.13039/501100011033 and to Vice chancellor of innovation, social compromise and cultural action from UPV/EHU (Bizialab program from Basque Government).
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Neto, O.M.P., Calleja-Ochoa, A., Ayesta, I. et al. A Cleaner Milling Process Replacing Emulsion Coolant by Cryogenics CO2. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11, 21–32 (2024). https://doi.org/10.1007/s40684-023-00530-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-023-00530-7