
Abstract
Natural fibre reinforced composites packed with Multi Wall Carbon Nanotubes (MWCNTs) are focused by the researchers due to their great tribo and mechanical properties. To ensure collective mechanical and wear qualities, fibre reinforced polymer composites must be hybridised; thus, this study examines the manufacturing and tribological performance of natural fiber-glass reinforced hybrid composites. Compression moulding was used to combine natural fibres like jute, flax, and banana with glass fibre. Particulate MWCNT were disseminated in epoxy resin through ultrasonic bath sonicator, which was then employed as the matrix face for composites reinforced with natural fibre. The sliding wear behaviour of composites reinforced with glass-natural fiber and filled with MWCNT is evaluated using a pin-on-disc wear testing setup. Using D-optimal design, second-order mathematical models were created to forecast particular rate of wear and friction co-efficient by considering wt% of MWCNT, sliding speed load. The surface morphology of worn-out surfaces was studied by SEM analysis.
We’re sorry, something doesn't seem to be working properly.
Please try refreshing the page. If that doesn't work, please contact support so we can address the problem.
Similar content being viewed by others

Keywords
- Natural fibers
- Multi Wall Carbon Nano Tubes (MWCNT)
- Scanning electron Microscopy (SEM)
- Coefficient of friction
- Specific wear rate
1 Introduction
Natural fiber-based composites with outstanding mechanical properties have piqued tribologists’ interest, prompting them to research a variety of applications ranging from abrasion materials to abrasion modifiers [1]. Composites which is hybridized are urbanised to accomplish collective properties along with the weighted total of the distinct process through which the individual's valuable excellence can be integrated [2]. Rezghi Maleki investigated the delamination behaviour of flax/epoxy composite laminates. Composites which are reinforced with Natural fiber have excellent capability to substitute glass fiber-reinforced composites [3]. Short fiber (sf)/short fibre, fabric/sf, sf/fillers, fabric/fabric, and fabric/filler are some of the promising reinforcing pair combinations employed in the design of hybrid composites [4].
Maliha et al. investigated, PP composites reinforced with chopped pineapple leaf and banana fibre and their mechanical properties [5]. The hybrid composites with banana and pineapple leaf fibre at a 3:1 ratio have the highest bending modulus, elastic modulus, flexural and tensile strength hardness among the various pineapple leaf and banana fibre ratios. The mechanical distinctive of glass and sisal fibre composites were observed by Palanikumar et al. [6]. The hand layup technique was employed in making the composite laminates. The tensile load of the composite containing 20% sisal fibre and 80% glass fibre is higher than the other. Mechanical and wear conscious of bamboo fibre composite is explored by Seema Jain et al. They have described, that by differentiating the order of fiber orientations the mechanical strength of the composites is found to be increased. This is caused on the impact of strength to weight ratio (high), the composites are said to have a higher resistance to wear [7].
Mohan et al [8] incorporated the MWCNTs in the polymer matrix and it plays a vital role on the influences of the mechanical properties in the composites. Breuer et al. [9] developed ultra-light structured materials with inclusion of MWCNTs as a filler base, in the polymer composites. Such composites shown the enhanced mechanical properties. Anbusagar et al. [10] revealed that the 4% nano clay polyester sandwich composites greatly improved the impact and damage tolerance capability compare to the polystyrene foam-filled composites. Qumrul Ahsan et al. [11]. developed the Mg/SiC and Mg/SiC/MWCNT composites for examining the both distinctive properties of friction and wear. The high friction force is required to deform because of the formation of hard triboflim. The composite incorporated with MWCNT is reducing the friction coefficient than the SiC composite due to the self-lubrication effect of network structured nanotubes. PEEK filled with various weight percentages of nanofillers such as ZrO2, SiC, SiO2, Si3N4, and MWCNT was reported by Wang et al. [12]. The inclusion of nanofillers less than 10wt percent infractions improves wear resistance and lowers COF. There were two aspects (Transfer film generation and steel counter surface smoothing) contributed for increased wear and friction coefficient. The superior wear resistance was noted by Zhang et al. [13] because of rolling effect,thermal insulation and well distributed MWCNTs in the matrix. Nanoscale fillers, rather than microscale fillers, have good tribological capabilities, according to Ayman et al. [14]. It is observed that increase of filler concentration which increase the wear resistance as well as co-efficient of friction. Based on the requirements and application, the filler materials are reinforced with the natural fibers to improve the quality and properties of the composites described by Jani et al. [15]
When compared to untreated carbon fibre reinforced composites, Zhang et al. [16] discovered that the treated carbon fibre reinforced composites have a lower COF and wear. Sudhakarmajhi et al. [17] confirmed that modified rice husk composites have better tribological capabilities than untreated rice husk composites. According to Divya et al. [18] while increasing the sliding distances the wear volume is increased, and high SWR is achieved in untreated coir fibre than the alkali treated composites. Srinivasan et al. [19] effectively applied RSM based desirability approach for minimizing the delamination factor in GFR-PP composites drilling. Using Taguchi's orthogonal array, Abhemanyu et al. [21] optimized the wear properties of NFRCs. The specific wear rate of the NFRCs is high at high speeds, which allows for the removal of the required amount of material without burning the fibres. Chang et al. [22] used design of experiments to obtain optimal abrasive performance (wear) of kenaf composites under various sliding considerations. On a pin-on-disc tester, it was discovered that counterface roughness has the greatest impact on wear rate, trailed by applied load, sliding speed, and fibre loading. Fiber loading is the most important element for average COF.
Tribo-materials have a distinctive biography, that includes a variety of mechanical properties, lubrication, friction and wear which are applied in the development of materials for specialised tribological applications. Most manufactured items, such as aerospace seals, bearings, gears, and slideways, are subjected to various applications in the field of tribological testing. From the literature, it is clear that minimum work has been done to find the tribology characteristic of NFRCs impregnate with an MWCNT. In this research work, the natural fibers such as banana, flax and jute fibers are identified, and the composites are fabricated with MWCNT filled epoxy matrix. The tribological behaviour, along with its surface morphologies, are analysed and tested. Modelling and Optimisation are performed by statistical analysis for tribological experiments.
2 Experimental Procedure
2.1 Materials and Methods
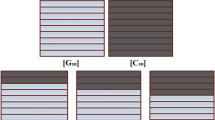
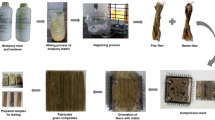
Tamilnadu, India. From Sun Tech Fibers, the materials like Matrix (Epoxy; Araldite LY556), Glass fiber and HY951-hardener are procured at Chennai, Tamilnadu, India. MWCNTs acquired from M/s. US Research Nanomaterials Inc, USA were applied as ingredients in producing the composite. Utilising an ultrasonic probe Sonicator, the Nanoparticles with wt percent of 0 percent, 0.5 percent, and 1 percent were equally disseminated into the resin without clustering. Glass fibres were put at the crest and base of the composite, whereas natural fibres were organised sequentially. The composites were made with a 10:1 mixture of modified epoxy and hardener by using a compression moulding process. [4] Table 1 shows the composition of composites that have been fabricated and Fig. 1 shows the fabricated composites.

Prepared Tribo nano composites
The microstructure of prepared nanocomposites was done using a Scanning Electron Microscope. From Fig. 2a it is observed that the reinforcements are well bonded with the nano filled matrix which meliorate the mechanical characteristics [23] and attire resistance of the composites. In due with the presence of OH group on the banana surface, which is firmly adhered to the matrix phase [24] confirming that no fracture had found on fiber interfaces. Figure 2b reveals, uniform distribution of nano filled matrix into the reinforcement also confirmed the compatibiliser adhere to the fiber cells which increase the interfacial adhesion between reinforcement and matrix. Figure 2c indicates the good distribution of MWCNT into the matrix without forming any nanoclusters, which leads to enhance the resistance of wear [13] and increase the cohesive coupling between the matrix and reinforcements.

Microstructure of fabricated nano composites
BY utilizing the carl ZEISS device, the XRD analysis of the fabricated composites and their diffraction pattern was found. All XRD patterns were equal to conventional XRD patterns, and all phases present in the composite were recognised. The examination was carried out at a 2 min interval. The findings of the XRD examination for the 1wt percent MWCNT filled natural fibre composites are presented in Fig. 3. The presence of cellulose in the composites was confirmed by interference peaks at 2 teta = 13.3750 (pasture within 12 and 15) based on the plot and XRD pattern. According to earlier study, this peak reflects with intensity when amorphous components like amorphous cellulose, hemicelluloses, pectin, lignin and rise in fibres and become dirty in diffractograms. However, when natural fibres have a large percentage of crystalline cellulose, the peak reflected in diffractograms is clearly defined and precise [2, 26].

Image of XRD analysis of 1wt% MWCNT composite
2.2 Experimental Design
The experiments in the present investigation are meant to develop and analyse the performance of glass-NFRCs in dry sliding wear, such as the SWR and COF, using D-optimal design. Normal factorial, or fractional factorial, designs need many runs for the resources or time available for the experiment, and the design space is limited [27], leading to the use of D-optimal designs as an alternative to traditional designs. Table 2 presents the design plan, which includes three numerical components with three degrees of variation and one categorical factor with three levels of variation.
2.3 Experimental Procedure
Dry sliding wear testing for glass-NFRCs were carried out on the pin-on-disc machine model [27]. The schematic arrangement of the overall experiment plan is presented in Fig. 4. The glass-natural fiber reinforced composites were machined into a square pin of size 8X8X10 mm. The pin is alleged fixed against the opposing 316 SS comprising hardness HRC 65. The specimen was separated and dirt-free with acetone after operating at a continuous fixed sliding distance. A digital balance with a minimum count of 1 mg was used to calculate the weight reduction. The particular wear rate is calculated using the calculation below (SWR).

Schematic layout of processing
With software that comes with the equipment, the COF is measured immediately. Table 3 shows the results of 28 experiments conducted using the D-optimal design.
3 Results and Discussion
3.1 Investigation of Extended Wear Models
Wear test has been executed with respect to the planned design matrix including friction co-efficient and specific wear rate were deliberated. Design expert 7.0.0™ statistical software has opted for numerical analysis, quadratic model building, and to examine the persuade to wear process parameters. The adequacies of formulated wear data are explored using analysis of variance (ANOVA), and the implication in the proposed models are assessed through F-test. The ANOVA details for SWR and COF are shown in Tables 1 and 2, respectively.
The test for lack of fit and significance were used to assess the suitability of wear models. It is observed from the tables that p < 0.05, indicating that the established models are significant at 95% confidence level. Likewise, the multiple regression coefficients for determination (R2) for SWR and COF are also found to be 0.986 and 0.998, respectively. The multiple regression co-efficient for generated models approaches unity, indicating that the response model fits the actual data best and that the difference between anticipated and actual data is minimal. The model F value denotes that the models are substantial. Certain terms can be regarded as immaterial terms based on the created models because their “Prob. > F.“ value is more than 0.05. The basic expressions are preserved after the immaterial terms are removed using the backwards elimination selection procedure. The quadratic models to predict COF and SWR for composites reinforced with flax, jute and banana fiber are presented in Tables 6 and 7.
The residuals’ normal probability graphs are shown in Fig. 5. The regression model is acceptable and adequate indicated by the errors that are normally dispersed from plotting the residuals for all responses over a straight line. This indicates that the constructed second order quadratic models are acceptable in capturing the process.

Normal probability plots for: a specific wear rate, and b coefficient of friction
3.2 Effect of Tribological Parameters on Performances
3.2.1 Specific Wear Rate
In Fig. 6, a 2-D contour plot depicted the cause of load, sliding speed, and the weight percent of MWCNT on SWR. Because of the polymeric coating generated on the counter steel disc, the specific wear rate decreased at high wear parameter settings [28]. This film structure transforms hard metallic material into soft polymeric substance [1]. According to Friedrich et al. [29], increasing the applied load raises the particular wear rate. The presence of the transfer layer is advantageous since it reduces friction and wear through defensive shielding. The wear performance of transfer layers is influenced by transfer layer cohesive bonds, layer thickness and bond strength [28]. MWCNT build-up in the polymer matrix results in increased wear resistance. MWCNT enhances the mechanical and thermal conductivity considerably the NFRCs [1]. The wear resistance is increased when MWCNT crumble and engender reaction goods which increases the bonding between the polymer film and the steel disc [29].

Effect of wear parameters on specific wear rate as 2D contour plot
3.2.2 Coefficient of Friction
In Fig. 7, the influence of weight % of MWCNT, load and sliding speed on COF is displayed through a 2-D response surface plot. During increased sliding circumstances, the COF rises. As the stress increases, the contact asperities bend elastically and plastically, increasing the true contact area [30]. This increment in the true contact area as a result of asperity crumple which control friction coefficient [26]. Owing to outstanding features like high aspect ratio, adding MWCNT to the epoxy reduces the COF and improves wear resistance. It also improves thermal deterioration limit, thermal conductivity and mechanical strength. It has also been demonstrated that the inclusion of MWCNTs increases COF wear performance [31]. The rolling effect of MWCNT and thermal insulation behaviour could be accredited to superior wear resistance owing to well-distributed MWCNTs in the matrix [32]. Due to the creation of a transfer layer on the counter face, the friction coefficient is constantly lowering. Improved friction properties were reported even at greater loading as a result of the improvement in the adhesion at the matrix—filler interface and the dissolution of agglomeration [29].

Effect of wear parameters on COF as 2D contour plot
3.3 Effect of Natural Fibers on Performances
The effect of categorical factors on responses mainly frictional coefficient and specific wear rate were presented in Fig. 8 and 9. The banana fibers show better performances for all sliding conditions compared with other natural fibers. The superior performance of banana fibres is attributable to high tensile modulus and strength low elongation at break and low density [33]. The high cellulose content of banana fibre composites resulted in low abrasive damage to processing equipment, that can be accredited to the fibres’ soft nature [31].

Effect of categorical factors on response on specific wear rate

Effect of categorical factors on response on co-efficient of friction
After descending under various settings, SEM micrographs of the banana–glass composite demonstrate that many fibres are still unaffected, without any separation or fibre pull out, demonstrating that banana fibres have a high weight carrying capacity. Furthermore, banana demonstrated a drop-in border temperature, which is attributed to banana fibres’ ability to buckle effectively under adhesive descending settings, reducing the influence of synthetic resin thermo-mechanical loading [31].
3.4 Multi-response Optimisation of Wear Parameters Using Desirability Analysis
The RSM-based desire function approach is used in this study to optimise the compound performance of wear parameters. The concurrent optimisation strategy proposed by Derringer and Suich is one constructive way to compound response optimization [34] The DESIGN-EXPERT® package is used to create the optimisation analysis. Table 7 shows the aim that was set, the lower and maximum limits that were used, the weights that were used, and the relevance of the criteria that were given. Different optimum solutions are found using a desirability-based methodology. The solution with the highest level of attractiveness is selected. Table 8 shows the best solution discovered for the Optimisation. Desirability is a scale based on the closeness of response ranging between 0 and 1.
4 Confirmation Experiments
The generated models are validated through confirmation studies in addition to statistical validation. Table 9 contains the details of the confirmation experiments. The confirmation experiments are carried out twice, with mean being utilised in both cases. The predicted values are pretty near to the findings of the investigation. Hence the developed technique is fit to enhance the performance of hybrid natural fiber reinforced nanocomposites.
5 Wear Mechanism
SEM pictures of natural fibre reinforced composite specimens following wear testing are shown in Fig. 10a–f.

SEM micrograph of the worn-out surfaces of nano composites
Debonding is seen in all of the specimens in a significant amount. The specimens also showed fibre fracture, fibre pull out, and matrix breakdown [35] SEM was used to examine the effect of the wear mechanism on wear characteristics, as illustrated in Fig. 11a, b.

SEM micrograph of the counterpart surfaces
A collection of polymer wreckage is known to cling to the steel disc's surface and get bonded to it. This indicates that wear over the composites’ surface occurred due to adhesion, resulting in a dense and irregular film transfer over the Steel disc. The incorporation of MWCNTs, on the other hand, could adequately diminish the bond among the steel disc's surface and composites [36].
6 Conclusion
The tribological behavior of MWCNT filled natural-glass fiber composites on specific wear rate, and COF is evaluated using D-optimal design. The following are the key findings of this investigation:
-
The MWCNT-filled Natural fibers like banana, flax and jute were hybridised with glass fiber using compression moulding technique, and the wear specimens have prepared.
-
The wear performances of natural fibre reinforced MWCNT-filled composites were examined at various applied loads, speeds, and MWCNT weight percent under dry sliding conditions.
-
Using RSM-based D-optimal design, quadratic models were developed to analyse the performances of natural fibre reinforced MWCNT-filled composites in dry sliding wear. The created model's appropriateness was tested using ANOVA.
-
To optimise dry sliding wear characteristics of composites, RSM-based desirability analysis is used. According to the optimisation results, a sliding speed of 1500 rpm, a load of 7.7 N, a weight percent of MWCNT of 0.06 percent, and a fibre type of banana is preferable to minimize the COF and specific wear rate of composites under dry sliding conditions.
-
Superior friction qualities were reported even at increased loading owing to improved interfacial adhesion between the matrix and filler, agglomeration and disintegration.
-
The morphology of the worn surface was observed through SEM. The SEM investigations revealed that all of the specimens have significant debonding. In the specimens, fibre fracture, fibre pull out, and matrix breakage have all been detected.
-
MWCNTs significantly reduce adhesive wear, which was a benefit of generating a thin transfer film, enhancing wear resistance and lowering the COF.
Symbols and Abbreviations
Natural Fiber Reinforced Composites | NFRCs |
|---|---|
Multiwalled carbon Nanotube | MWCNT |
Scanning Electron Microscope | SEM |
XRD | X Ray Difraction |
SWR | Specific wear rate |
COF | Co Efficient of Friction |
Analysis of variance | ANOVA |
References
Karthikeyan S, Rajini N, Jawaid M, Winowlin Jappes JT, Thariq MT, Siengchin S, Sukumaran J, (2017), A review on tribological properties of natural fiber based sustainable hybrid composite. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, Dec;231(12):1616–34.
Ramesh M, Palanikumar K, Reddy KH, (2013), Mechanical property evaluation of sisal–jute–glass fiber reinforced polyester composites, Composites Part B: Engineering, May 1;48:1–9.
Rezghi Maleki H, Hamedi M, Kubouchi M, Arao Y,(2019), Experimental investigation on drilling of natural flax fiber-reinforced composites, Materials and Manufacturing Processes, Feb 17;34(3):283–92.
Mohan K, Rajmohan T, (2017), Fabrication and characterization of MWCNT filled hybrid natural fiber composites, Journal of Natural Fibers, Nov 2;14(6):864–74
Rahman M, Das S, Hasan M, (2018), Mechanical properties of chemically treated banana and pineapple leaf fiber reinforced hybrid polypropylene composites, Advances in Materials and Processing Technologies, Oct 2;4(4):527–37.
Palanikumar K, Ramesh M, Hemachandra Reddy K, (2016), Experimental investigation on the mechanical properties of green hybrid sisal and glass fiber reinforced polymer composites, Journal of Natural Fibers, May 3;13(3):321–31.
Jain S, Kumar R, (1994), Processing of bamboo fiber reinforced plastic composites. Material and Manufacturing Process, Aug 1;9(5):813–28.
Mohan K, Rajmohan T, (2018), Effects of MWCNT on mechanical properties of glass-flax fiber reinforced nano composites, Materials Today: Proceedings, Jan 1;5(5):11628–35.
Breuer O, Sundararaj U, (2004), Big returns from small fibers: a review of polymer/carbon nanotube composites, Polymer composites. Dec;25(6):630–45.
Anbusagar NRR, Palanikumar K (2018) Nanoclay Addition and Core Materials Effect on Impact and Damage Tolerance Capability of Glass Fiber Skin Sandwich Laminates. Journal of Silicon 10(3):769–779. https://doi.org/10.1007/s12633-016-9529-2
Ahsan Q, Tee ZW, Rahmah S, Chang SY, Warikh M, (2016), Wear and friction behaviour of magnesium hybrid composites containing silicon carbide and multi-walled carbon nanotubes, Advances in Materials and Processing Technologies, Apr 2;2(2):303–17.
Wang Q-H, Qun-JiXue W-M, Chen J-M (2000) Effect of Nanometer SiC Filler on the Tribological Behavior of PEEK under Distilled Water Lubrication. J Appl Polym Sci 78(3):609–614. https://doi.org/10.1002/1097-4628(20001017)78:33.0.CO;2-D
Hui-juan Zhang, Zhao-Zhu Zhang, Fang Guo, Kun Wang, (2009), Enhanced wear properties of hybrid PTFE/cotton fabric composites filled with functionalised multi-walled carbon nanotubes, Materials Chemistry and Physics, 2009, 116(1),183–190. DOI: https://doi.org/10.1016/j.matchemphys.2009.03.008.
Aly AA, Zeidan ES, Alshennawy AA, El-Masry AA, Wasel WA, (2012), Friction and wear of polymer composites filled by nano-particles: a review. World Journal of Nano Science and Engineering, Mar 28;2(01):32.
Jani S.P. Senthil Kumar, (2018), A Adam Khan. M Uthaya Kumar M. Machinability of hybrid natural fiber composite with and without filler as reinforcement, Materials and Manufacturing Processes, DOI: https://doi.org/10.1080/10426914.2015.1117633.
Zhang XR, Pei XQ, Wang QH, (2007), The effect of fiber oxidation on the friction and wear behaviors of short-cut carbon fiber/polyimide composites, Express Polymer Letters, May 1;1(5):318–25.
Majhi S, Samantarai SP, Acharya SK, (2012), Tribological behavior of modified rice husk filled epoxy composite. International Journal of Scientific & Engineering Research, Jun;3(6):180–4.
Divya GS, Kakhandaki A, Suresha B (2014) Wear behaviour of coir reinforced treated and untreated hybrid composites. International Journal of Innovative Research and Development 3(5):632–639
Rajmohan T, Palanikumar K, (2013), Modeling and analysis of performances in drilling hybrid metal matrix composites using D-optimal design, The International journal of advanced Manufacturing technology, Feb 1;64(9–12):1249–61.
Srinivasan T, Palanikumar K, Rajagopal K, Latha B (2017) Optimisation of Delamination Factor in Drilling GFR-Polypropylene Composites. Mater Manuf Processes. https://doi.org/10.1080/10426914.2016.1151038
Abhemanyu PC, Prassanth E, Navin Kumar T, Vidhyasagar R, Prakash Marimuthu K (2018) Wear Properties of Natural Fiber Composite Materials. AIP Conf Proc. https://doi.org/10.1063/1.5092889
Chang BP, Yong YF, Md Akil H, Md Nasir R, Optimization on Abrasive Wear Performance of Pultruded Kenaf-Reinforced Polymer Composite Using Taguchi Method. KEM https://doi.org/10.4028/www.scientific.net/kem.739.42.
Rajmohan T, Mohan K, Palanikumar K (2015) Synthesis and characterisation of Multi Wall Carbon Nano tube (MWCNT) filled hybrid banana-glass fiber reinforced composites. Appl Mech Mater 766:193–198
Biswal M, Mohanty S, Nayak SK, (2012), Banana fiber-reinforced polypropylene nanocomposites: Effect of fiber treatment on mechanical, thermal, and dynamic-mechanical properties, Journal of Thermoplastic Composite Materials, Sep;25(6):765–90.
Jayaramudu J, Guduri BR, Rajulu AV, (2010), Characterization of new natural cellulosic fabric Grewia tilifolia. Carbohydrate polymers, Mar 17;79(4):847–51.
Bajpai PK, Singh I, Madaan J, (2013), Tribological behavior of natural fiber reinforced PLA composites, Wear, Jan 15;297(1–2):829–40.
Rajmohan T, Palanikumar K, Davim JP, Premnath AA, (2016), Modeling and optimization in tribological parameters of polyether ether ketone matrix composites using D-optimal design Journal of Thermoplastic Composite Materials, Feb;29(2):161–88.
Shang Y, Wu X, Liu Y, Jiang Z, Wang Z, Jiang Z, Zhang H, (2019), Preparation of PEEK/MWCNTs composites with excellent mechanical and tribological properties, High Performance Polymers, Feb;31(1):43–50.
Friedrich K, Karger-Kocsis J, Lu Z (1991) Effect of steel counterface roughness and temperature on the friction and wear of PEEK composites under dry sliding conditions. Wear 148(2):235–247. https://doi.org/10.1016/0043-1648(91)90287-5
Ahmed KS, Khalid SS, Mallinatha V, Kumar SA, (2012) Dry sliding wear behavior of SiC/Al2O3 filled jute/epoxy composites, Materials & Design (1980–2015), Apr 1;36:306–15.
Zhang H-J, Zhang Z-Z, Guo F, Jiang W (2009) Study on the tribological behavior of hybrid PTFE/cotton fabric composites filled with Sb2O3 and melamine cyanurate. Tribol Int. https://doi.org/10.1016/j.triboint.2009.03.002
Dixit S, Verma P (2012) The effect of hybridisation on mechanical behaviour of coir / sisal / jute fibers reinforced polyester composite material. Research Journal of Chemical Sciences 2(6):91–93
Maleque MA, Belal FY, Sapuan SM, (2007), Mechanical properties study of pseudo-stem banana fiber reinforced epoxy composite, The Arabian journal for science and engineering, Oct 1;32(2B):359–64.
Derringer G, Suich R, (1980), Simultaneous optimization of several response variables, Journal of quality technology, Oct 1;12(4):214–9.
Nirmal U, Hashim J, Ahmad MM, (2015), A review on tribological performance of natural fiber polymeric composites, Tribology International, Mar 1;83:77–104.
Kumar D, Rajmohan T, Experimental investigation of wear of multiwalled carbon nanotube particles filled poly-ether-ether ketone matrix composites under dry sliding. Journal of Thermoplastic Composite Materials.https://doi.org/10.1177/0892705718772869.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Rajmohan, T., Mohan, K., Prasath, R., Vijayabhaskar, S. (2022). Tribological Characterization of Hybrid Natural Fiber MWCNT Filled Polymer Composites. In: Palanikumar, K., Thiagarajan, R., Latha, B. (eds) Bio-Fiber Reinforced Composite Materials. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-16-8899-7_19
Download citation
DOI: https://doi.org/10.1007/978-981-16-8899-7_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-8898-0
Online ISBN: 978-981-16-8899-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)