
Abstract
The future development of mineral raw material base in alumina’s production is vary widely with resources development of low-grade alumina stock. It is actual for countries and regions with limit or stock out of traditional bauxite raw. Significant opportunities are presents the natural aluminosilicate as part of urtite, rischorrit, ijolite and the others alkali rocks and also the dump waste products of mine-mill consist of the alumosilicates incorporated overburden rocks and stocker’s middlings. At the same time essential to the efficient use such materials is considerations of their chemical and mineral composition, mole ratio in calciferous- aluminosilicate dry mix, sintering temperature and other parameters that determine the recovery of valuable raw material components. The future development of raw material base for the production of alumina in the central part of Siberia is strongly associated with the development Goryachegorsk deposits of nepheline ores.Experimental results is allow to clarify chemical and mineralogical composition of sample of nepheline concentrate’ obtained by Goryachegorsk field’s ore beneficiation and to determine the optimal conditions for its processing with the extraction in an alkaline aluminate solution alumina and alkaline components. The obtained results establish the possibility of achieving valuable components extraction rates of more than 90%, which exceeds or matches the existing level for the same raw materials, and combined with the implementation of other resource-saving solutions can rely on high efficiency of the process.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
- Alkali alumosilicate
- Nepheline ores and concentrates
- Alumina production
- Lime-nepheline charge
- Sintering
- Modes
- Performance
- Quality
- Experimental research
Introduction
Widely distributed in the earth’s crust is the alkali aluminum silicates with a generalized stoichiometric formula (Na, K)2O · Al2O3 · (2 ÷ 6) · SiO2 characterized by the complexity of the material composition and varying content of the main components—aluminum oxide, silica and alkali liquor. A significant amount of alkali aluminum silicates found in plutonic rocks, that include nepheline syenite, rischorrites, ijolites, leucite, urtites, synnyrity, bolgarity and various feldspathic rocks. These rocks can be combined for the production of alumina ore and associated products [1, p. 121; 2, p. 95; 3, p. 33; 10, p. 167; 12, p. 653]. Virtually all mountain groups of these rocks are peculiar to large reserves and favorable mining conditions that allow for open cut mining, which causes a significant interest in these ores in countries with low arrearage of bauxite, such as Russia, USA, Canada, Venezuela, Mexico, Iran, Spain, Bulgaria and others.
Modern metallurgical complex of Russia produces about 40% of alumina from nepheline raw materials and a significant amount of associated products, including aluminum hydroxide non-metallurgical grades, Portland cement and building materials based on it, sand-lime brick, soda and potash products, mineral fertilizers, metal gallium and other materials. Basic characteristics of this production, including specific material flows are well known, and its high technical and economic indicators are a stimulus for the design and creation of new production facilities. The solution of the challenge of the national alumina short supply for primary aluminum invariably associated with the development of production on the basis of nepheline raw materials and its close substitute [2, p. 95; 3, p. 33; 10, p. 167]. The indispensable requirements for effective implementation of such plans are to solve the problems of the sum of long-term to ensure the production of raw materials, reduce energy costs and ensure an economically reasonable ratio of main and associated products, including products with high added value, and quality.
By now the basic tendencies and aspects development of raw material base for the production of alumina from high-silicon aluminum raw materials due to the identified resource urtits and rischorrits rocks of Khibiny’s massif, involvement in the turnover of old rejects of apatite output and low-quality bauxite, the use of natural resources in Central and Eastern Siberia, the Table 1 [2, p. 95; 3, p. 33; 10, p. 167]. Major reserves in keeping the raw material base of aluminum production associated with the use of aluminum and ferroalloy dross foundry production, ashes from combined heat and power plants, waste water treatment and other raw materials of anthropogenic origin [1, p. 121].
There have been some progress in solution of the most painful for the processing technology of nepheline raw material issue associated to high consumption of fuel the process and, consequently, the cost of it. Upon that economically feasible approaches, including technology of dry preparation of limestone-nepheline charge and the use of low-grade fuel technology on the basis of regional deposits of lignite and coal was estimated and implemented [9, p. 420; 11, p. 11].
Securing balance the production of primary and associated products which is associated with the utilization of nepheline (belite) sludge in the production of Portland cement not a simple question. This issue theoretical elaboration, made in the 80th and 90th years of the twentieth century, in recently has become a systematic study can count on its decision [7, p. 34].
Lastly the quality of the final product invariably associated with the possibility of obtaining an aluminum hydroxide and alumina not only meets the requirements of All Union State standard, but also superior in its characteristics the existing requirements. This creates a considerable reserve for the processing of low-grade and high-silicon raw material, the production of aluminum, high-purity and innovative products in-demand in high-tech industries. The real revolution in this area is associated with the development of the theory of synthesis of metastable solid solutions in the system Na2O–Al2O3–CaO–CO2–H2O and Usage for extensive purification aluminate solutions from inorganic impurities and production of special binding materials [4,5,; 5; 6, p. 367].
The solution of all these problems is implemented as a reference to the use of existing ore base and prospective sources of raw materials, among which the most interesting is nepheline concentrate, obtained by enrichment of ore deposits Goryachegorsk currently central. Table 1. Represented data allow us to speak about sufficiently close chemical and modular compositions Kola nepheline concentrate and concentrate from ore beneficiation Goryachegorsk field that allows to count on obtaining satisfactory quality sintered. This is explained by arrangement of of data points sintered in the field of primary crystallization of dicalcium silicate in system Na2O · Al2O3–Na2O · Fe2O3–2CaO · SiO2 far beyond the field of low-melting compounds and compositions, which creates significant opportunity for the formation of an optimal phase composition and processing properties sintered [8, p. 102].
Experimental research indicators on extraction of Al2O3 and sum of alkali (Na2O + K2O) in recalculation on Na2O of flotation concentrate from Goryachegorsk deposit beneficiation of ore performed by the scheme that includes:
-
fine crushing of raw materials and determining its chemical and mineralogical composition, including nepheline concentrate flotation, limestone Mozulsk mine, soda-potash mixture and circulating white slurry Achinsk alumina plant;
-
calculation, preparation and chemical testing of homogeneous limestone-nepheline charge with a predetermined ratio, which is determined by the stoichiometry of the main processes proceeding during sintering treatment [8, p. 102];
-
briquetting of charges in compliance with the constancy of the geometrical characteristics of briquettes, compacting pressure and the mass of the crude charge;
-
sintering of charges in compliance with the constant duration of temperature exposure, heat treatment and cooling of the sintered;
-
leaching sintered in terms of modeling the production engineering process, along terms of preparation sintered, lixiviating, filtering and washing the slurry, and conducting chemical and phase analysis of nepheline sludge and aluminate solution.
Taking into account the ultimate value for the process evolution of sintered and further extraction of valuable components of the sintering temperature and the chemical composition of the charge [8, p. 102], it defined molar ratios, varying the scheme are given in Table 2:

where: Mal—alkaline unit charge; Mlime—limestone module; RnOm—the amount moles of the corresponding oxide in the charge.
This allowed to prepare the charge that fairly close in chemical composition to the compositions given in Table 2, and their actual component and modular composition is given in Table 3. The sintering batches was performed at a temperature isothermal exposure in 1260, 1280 and 1300 °C, the duration of which was 30 min.
In order to determine useful components extraction from the obtained sintered its lixiviating was performed under the following conditions:
-
leaching temperature 75 ± 1 °C;
-
time of lixiviating leaching 30 min;
-
composition of soda-alkaline solution, g/dm3: Na2Otot—53.4; Na2Ok—40.3; Na2Oang—13.1; Al2O3—31.1; αк—2.1;
-
partition size matches of the sintered 100% mesh size less 0,25 mm;
-
correlation L: S = 2.7 or 18.5 grams of the sintered on 50 sm3 solution;
-
mixing was carried out with a propeller stirrer spinning speed of 230 rpm;
-
after the leaching process slurry was filtered under vacuum and washed with hot water (about 12-fold amount relative to the weight of the slurry), after that samples to be taken for analysis and the remaining slurry was dried.
Sintered quantitative composition estimation demonstrates that the soluble phase as a solid solution and sodium aluminate ferrite (potassium) is contained in an amount of 26.4±29.0% as calcium orthosilicate submitted β-C2S in amount 65.0±60.0%. Contents of soda-lime silicate (Na2O·CaO·SiO2) is from 1.15 to 7.0%, and its presence has a negative influence on the extraction of alkali components in the solution, Fig. 1. All samples nepheline (belite) sludge was performed semi-quantitative X-ray analysis. Based on its results we can say that the basis of all the sludge is β-C2S in an amount of about 90% with a small impurity phases α’-C2S in the amount of 3±5%. This confirms the conclusion that loss of alkali lixiviating at a process is mainly linked to the presence of soda-lime silicate (NCS), and also partial decomposition α’-C2S phases to form a number of X-ray amorphous products are not subject to quantify and lead to losses valuable components [2, p. 95; 8, p. 102; 10, p. 167].

The dependence of extraction of alkalis on the content of the soda-lime silicate (NCS) in the sinter
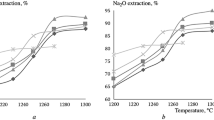
Whereupon the most favorable conditions for extracting alumina and alkalis in processing flotation concentrate from the ore beneficiation Goryachegorsk deposits are formed using a saturated batches, corresponding to the following actual values of charge units Mal = 1.01 and Mlimestone = 2.02, Fig. 2. Analysis of obtained results shows that for sintering concentrate of the Goryachegorsk ores most optimal are the following parameters of the process: sintering temperature—1280 ± 5 °C; Mlimestone—1.9 ÷ 2.0; Mal—1.0 ± 0.05. With these parameters, the sintering process of recovery in the aluminate liquor (determined by solid phase) for in the lixiviating of Al2O3 = 94.4% and Na2O = 94.1%, that is at the level of indicators of ore processing Chia-Shaltyrsk field.

Dependence of chemical extraction of Na2O and Al2O3 in the aluminate solution on the sintering temperature of the limestone-nepheline charge: 1—Na2O; 2—Al2O3
Conclusions
-
1.
It has been shown that the modular characteristics of limestone-based charge nepheline concentrate Goryachegorsk field and its sintering temperature within accepted ranges of variation are essential extracting alumina and alkali aluminate in solution.
-
2.
It has been established experimentally that the indicators of the extraction of valuable components of nepheline concentrate, determined by the conditions of formation of phase composition sintered and its physical characteristics. It ensures the achievement of components extraction rates at the level of processing of ore base, which allows counting on the effective involvement in the production turnover of nepheline raw Goryachegorsk field.
References
Aлюминиeвoe cыpьё/ A.B., Aкимoвa, O.C. Бepeзнep, H.B. Дyдкин и дp. // Гocyдapcтвeнный дoклaд «O cocтoянии и иcпoльзoвaнии минepaльнo-cыpьeвыx pecypcoв Poccийcкoй Фeдepaции в 2011 гoдy» . Цeнтp «Mинepaл» ФГУHПП «Aэpoгeoлoгия» , 2012. C. 121–129
Бpичкин B.H. Cпeкaниe извecтнякoвo-нeфeлинoвoй шиxты c дoбaвкoй pиcчoppитoвыx пopoд Xибинcкoгo мaccивa / B.H. Бpичкин, M.B. Чepкacoвa, A.M. Гyмeнюк // Becтник Иpкyтcкoгo Гocyдapcтвeннoгo тexничecкoгo yнивepcитeтa, 2016. № 2. C. 95–99
Oбoгaщeниe лeжaлыx xвocтoв флoтaции aпaтит-нeфeлинoвыx pyд / B.M. Cизякoв, Ю.П. Haзapoв, B.H. Бpичкин, E.B. Cизякoвa // Oбoгaщeниe pyд, 2016. №2. C. 33–40
Пaтeнт №.2560412, PФ. Cпocoб oбecкpeмнивaния aлюминaтныx pacтвopoв / B.M. Cизякoв, B.H. Бpичкин, E.B. Cизякoвa, B.B. Bacильeв // Oпyбликoвaнo: 20.08.2015 Бюл. № 23
Пaтeнт №.2560413, PФ. Cпocoб глyбoкoгo oбecкpeмнивaния aлюминaтныx pacтвopoв / B.M. Cизякoв, B.H. Бpичкин, E.B. Cизякoвa, B.B. Bacильeв // Oпyбликoвaнo: 20.08.2015 Бюл. № 23
Cизякoв B.M. Moдepнизaция тexнoлoгии кoмплeкcнoй пepepaбoтки Кoльcкиx нeфeлинoвыx кoнцeнтpaтoв нa Пикaлёвcкoм глинoзёмнoм кoмбинaтe // Цвeтныe мeтaллы—2010. Кpacнoяpcк: OOO «Bepco» , 2010. C. 367–378
Cизякoв B.M. Пoвышeниe кoмплeкcнocти пepepaбoтки нeфeлинoвoгo cыpья нa ocнoвe coдoвoй кoнвepcии бeлитoвoгo шлaмa / B.M. Cизякoв, B.H. Бpичкин, P.B. Кypтeнкoв // Oбoгaщeниe pyд, 2016. №1. C. 34–39
Cизякoв B.M. Xимикo-тexнoлoгичecкиe зaкoнoмepнocти пpoцeccoв cпeкaния щeлoчныx aлюмocиликaтoв и гидpoxимичecкoй пepepaбoтки cпeкoв // Зaпиcки Гopнoгo инcтитyтa, 2016. T. 217. C. 102–112
Финин Д.B. Иcпoльзoвaниe бypoгo yгля нa пepeдeлe cпeкaния глинoзeмнoгo кoмбинaтa / Д.B. Финин, C.H. Гopбaчeв, M.A. Кpaвчeня // Цвeтныe мeтaллы 2013. Cб. дoклaдoв 4гo мeждyнapoднoгo кoнгpecca. Кpacнoяpcк: «Bepco» , 2013. C. 420–425
Чepкacoвa M.B. Coвpeмeнныe тeндeнции в пepepaбoткe низкoкaчecтвeннoгo aлюминиeвoгo cыpья и иx влияниe нa paзвитиe минepaльнo-cыpьeвoй бaзы пpoизвoдcтвa глинoзeмa / M.B. Чepкacoвa, B.H. Бpичкин // Гopный инфopмaциoннo-aнaлитичecкий бюллeтeнь (нayчнo-тexничecкий жypнaл), 2015. №19. C. 167–172
Sine Bøgh Skaarup. Dry Sintering of Nepheline—A New More Energy Efficient Technology . Sine Bøgh Skaarup, Y.A. Gordeev, V.V. Volkov . Light Metals, 2014. pp. 111–116
Virginia T. McLemore. Nepheline Syenite. Industrial Minerals and Rocks, 2003. pp. 653–670
Acknowledgements
Research are carried out (conducted) with the financially support of the state represented by the Ministry of Education and Science of Russian Federation. Agreement (contract) no. 14.577.21.0208 02 nov.2015. Unique project Identifier: RFMEFI57715X0208.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
This chapter is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
Copyright information
© 2018 The Author(s)
About this paper

Cite this paper
Brichkin, V.N., Gumenyuk, A.M., Panov, A.V., Suss, A.G. (2018). Determination of the Optimal Technological Conditions of Processing of the Alkali Alumosilicate. In: Anisimov, K., et al. Proceedings of the Scientific-Practical Conference "Research and Development - 2016". Springer, Cham. https://doi.org/10.1007/978-3-319-62870-7_67
Download citation
DOI: https://doi.org/10.1007/978-3-319-62870-7_67
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-62869-1
Online ISBN: 978-3-319-62870-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)