
Abstract
In this paper, a series of paddy drying experiments were conducted on a deep fixed-bed and we investigated the effect rules of five influencing parameters on drying time of paddy. By using the quadratic orthogonal rotation combination design, the nonlinear function between the drying time and the five influencing parameters are built up. Then a detailed study of the qualitative and quantitative effect rules of each influencing factor is elaborated. The results of this paper conclude the rules of how drying parameters influencing the dry time of paddy. And also, it reveals how to reduce paddy drying time and improve the productivity, which have significance in practical productions.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Drying process is very important to post-harvest paddy rice, and also is the weakest link in modernization technology for grain storage. It costs relatively more energy in paddy rice production, and has a complicated exchange process of heat and moisture. Due to intricate interaction of many influence factors, the system of paddy rice drying process is of multifactor and multicriteria. Therefore, analyzing the effect rules of the drying process to obtain low consumption and quality drying parameters is a hard and important work. Drying time is a direct measure for drying energy consumption and drying efficiency, and it is a important influence factor of drying quality. GB1350-1999 stipulates that the standard moisture content of paddy rice purchasing is 14.5 % (w.b), and the sale total would be reduce 0.75 % if moisture content of paddy rice is per more than 5 %. Besides the end moisture content of paddy rice drying, drying energy and drying quality can be controlled through controlling the drying time [1, 12]. However, empirical drying time data in the past is relatively single, and is hard to the requirements of regional planting for paddy rice. Furthermore, the data is more difficult to adapt to many kinds of new drying equipment and many new drying technology. So, this paper take drying time as evaluation index, and the laws of drying parameters effecting on the drying time is discussed, which would Provide the basis to improve the production efficiency and economic indicators assessment.
2 Experimental Materials and Methods
2.1 Materials
The experimental paddy cultivar is ‘Liaojing-294’ mainly planted in Liaoning Province. This cultivar has a yield of 650 kg per acre and its planting area accounts about 10 % of the total paddy planting area in Liaoning Province. In the 48 h before the experiment, the moisture content of the paddy to be tested is firstly adjusted to the required value. To keep the balance of the water content and make the paddy’s temperature consistent with the ambient temperature, the paddy are sealed in double plastic bags and then these bags are turned over in each 3 or 4 h. The original moisture content of the paddy is measured as 12 % ~ 14 % (wet-basis) via the oven drying method.
2.2 Method
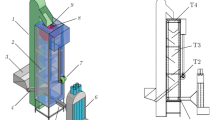
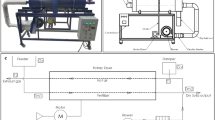
The experiment is carried out on a deep fixed-bed drying test-bed in the Drying Laboratory of College of Engineering, Shenyang Agricultural University, where the ambient temperature and relative humidity are 15 ~ 23°C and 54 % ~ 72 %, respectively. The 5 influencing parameters are original paddy moisture content (W), paddy layer thickness (h), hot-air temperature (T), air velocity (V) and tempering time (t), their experimental porosity ranges are determined by utilizing single-factor test method. In this paper, we mainly explored the relationships between drying time and the 5 parameters by the quadratic orthogonal rotation combination design [5]. Firstly we introduce the structure of the test-bed, as shown in Fig. 1.

Structure of the drying test bed
In the experimental process, the air compressor is firstly started and the compressed air is stored in the storage tank. Controlled by the valve and air flow meter, the regulated air flow is heated in air heater. And then, the paddy is dried by the hot air flow. When drying the paddy, we continue testing the air flow temperature and paddy moisture content of each paddy layer and stop the drying process once the paddy moisture content in the top of the drying cylinder is below 14 %.
2.3 Determination of Drying Time
When air velocity and temperature are regulated as the predetermined value and keep stable, the paddy can be put into the drying cylinder and timing operation is started. The drying process and timing operation is terminated once the paddy moisture content (w-b) is lower than 14 %. The obtained time period is the total drying time T t , which equals to the addition of the tempering time and the net paddy drying time T p .
3 Experiment Scheme
In this test, the experimental parameters are set as hot-air temperature X 1 , air velocity X 2 , paddy layer thickness X 3 , moisture content X 4 and tempering time X 5 , their value ranges are 45°C~85°C, 0.45 m·s−1~1.2 m·s−1, 20 cm~60 cm, 16 %~28 %, 0 h~6 h, respectively. Then we use the quadratic orthogonal rotation combination design to study the relationship between drying time and these 5 parameters, whose coding levels are shown in Table 1.
4 Analysis of Experimental Results
4.1 Regression Equation of Paddy Drying Time
We conducted 36 times for the quadratic orthogonal rotation combination design, the obtained results indicate the regression equations between drying time (both T t and T p ). By using the lack of fit test and the significance test, we exclude the non-significant regression coefficients, as show in the following equations.
Comparison results of the observed values and the predicted ones show that the regression models have good conformity. In addition, the results of relative error ratios also demonstrate that the regression model of T p performs better than the one of T t . In the situation that the average total drying time is 539 min, the average prediction error of the regression model is 30 min, the respect minimum and maximum error are 14 min and 55 min.
Analysis of Parameters’ Contribution Rates
Each factor has its own impact degree on the drying time and it can be calculated by the contribution rate method. For net drying time, the respect contribution rates of the five parameters are △1 = 0.9550, △2 = 1.34579, △3 = 1.5151, △4 = 1.8821, △5 = 0.1495. Apparently, we can conclude the impact ranking of the 5 parameters is: moisture content (X 4 ) > paddy layer thickness (X 3 ) > tempering time (X 5 ) > air velocity (X 2 ) > hot-air temperature (X 1 ). The result shows that an appropriate tempering process is significant for reducing the energy consumed by the air temperature and velocity, which are usually increased as high as possible in traditional ways. Therefore, adjusting the tempering time is a new way for reducing drying energy consumption and increasing the efficiency of the drying techniques.
For the total drying time, the respect contribution rates of the five parameters are △1 = 1.3111, △2 = 1.3470, △3 = 1.5189, △4 = 1.8835, △5 = 2.0296. Hence the rank of the five parameters is tempering time (X 5 ) > moisture content (X 4 ) > paddy layer thickness (X 3 ) > air velocity (X 2 ) > hot-air temperature(X 1 ). This result shows that the tempering time is the primary factor influencing the drying time which means tempering time is effective in reducing the drying energy consumption. However, it doesn’t mean that we can prolong the tempering time with impunity, because efficiency of the drying process is also important for the storage and processing of seasonal paddy. Besides, to improve the overall production efficiency, the drying capacity of the drying agent and the amount of the drying paddy are also should be carefully treated, but not only considering the original paddy moisture content.
4.2 Effect Rules of Two Parameters
We choose two of the five parameters and studied their relationships between T t and T p , as shown in Figs. 2 to 11. The coding levels of fixed parameters are all set as 0.

Effect of hot-air temperature (X 1 ) and original paddy moisture content (X 4 ) on drying time
Figures 2 and 3 illustrate that hot-air temperature, original paddy moisture content, air velocity and paddy layer thickness have the same effect rules on the total drying time. The drying time increases when monotonously increasing the paddy moisture content or monotonously decreasing the hot-air temperature. Compared with original paddy moisture content, hot-air temperature plays a more important role that improves the efficiency of drying time. When paddy layer is higher than level 0, drying time is greatly reduced. However, with the same paddy layer thickness, drying time is insensitive to the air velocity. Therefore, compared with air velocity, paddy layer thickness has a greater influence on drying time.

Effect of air velocity(X 2 ) and paddy layer thickness (X 3 ) on drying time
The tempering time with other parameters have different influences on the net drying time and total drying time. As shown in Figs. 4 and 5, with the same hot-air temperature, when the coding level of tempering time is lower than 0, the net drying time decreases with the decreasing of tempering time. In the condition that tempering time is higher than 0, net drying time increases with the decreasing of tempering time. For total drying time, it monotonously decreases with the deceasing of tempering time. Hence we draw the conclusion that an appropriate period of tempering time is good for reducing the net drying time. However, it is worth to point out that, we also should consider the efficiency of the whole process, as the total drying time is limited in practical situations.

Effect of hot-air temperature (X 1 ) and tempering time (X 5 ) on net drying time

Effect of hot-air temperature (X 1 ) and tempering time (X 5 ) on total drying time
As shown in Figs. 6 and 7, the combination of air velocity and tempering time has almost the same effect rules on the total drying and net drying time. Relatively speaking, high air velocity improves the drying ability more effectively because its drying time reduces evidently. For paddy net drying time, with the same other drying parameters, when tempering time is below level 0, the shorter tempering time brings shorter net drying time; When tempering time is higher than level 0, net drying time decreases with the increasing of tempering time. Generally speaking, compared with the air velocity, tempering time has a deeper impact on the total drying time and net drying time.

Effect of air velocity (X 2 ) and tempering time (X 5 ) on net drying time

Effect of air velocity (X 2 ) and tempering time (X 5 ) on total drying time
Figures 8 and 9 show the rule that, with the same parameters, the increasing of paddy layer thickness will greatly increase the total drying time and net drying time. Take level 0 as the critical point, with the same paddy layer thickness, net drying time increases when tempering time slides away from the critical point, but a small variation influences little on the net drying time.

Effect of paddy layer thickness (X 3 ) and tempering time (X 5 ) on net drying time

Effect of paddy layer thickness (X 3 ) and tempering time (X 4 ) on total drying time
As shown in Figs. 10 and 11, with the same condition, original paddy moisture content is distinctly quadratic positive related to the net drying time. Higher moisture content means longer net drying time. When tempering time is below level 0, net drying time decreases with the decreasing of tempering time, while net drying time decreases with the increasing of tempering time when tempering time is higher than level 0. For total drying time, the rule is very simple: higher moisture content means longer total drying time.

Effect of original paddy moisture content (X 4 ) and tempering time (X 5 ) on net drying time

Effect of original paddy moisture content (X 4 ) and tempering time (X 5 ) on total drying time
In above we studied the rules of the relationships between tempering time and drying time (both total and net) in the conditions of two different parameters. We can draw a comprehensive conclusion that, when tempering time is higher than level 0 (3 h), the net paddy drying time will be effectively reduced, which means it is beneficial for reducing energy consumption. However, as aforementioned, tempering time will increase the total drying time, which may be not acceptable in some practical applications. It is an advisable way to set up a separate tempering storehouse or provide a transportation technology guaranteeing tempering requirements to improve the paddy drying efficiency.
4.3 Analysis of Drying Characteristics with Different Paddy Layer
With different drying temperatures, the curves of different paddy layer temperatures are different too. We can study the qualitative or quantitative relationships between paddy layer temperature and hot-air temperature or drying time. With different hot-air temperatures, the variation relationships between paddy layer and hot-air temperature are shown in Fig. 12.


Relationship between paddy layer temperature and drying time
As shown in Fig. 12, with the same hot-air temperature, different layers have different changing rules, but the changing rules of the same paddy layer with different hot-air temperature are almost the same with each other. Thus, with given moisture content and drying-air velocity, it can be concluded that it is a two-variable nonlinear function between paddy layer temperature and drying-air temperature.
5 Conclusion and Discussions on Paddy’s Influencing Parameters
In previous studies, Zheng et al. [1, 6, 7] took the drying time as the independent variable and studied the relationship between additional crack percentage and drying time. In the proposed work, it is able to determine the drying time with required additional crack percentage with the obtained equations between additional crack percentage and drying parameters. And also, additional crack percentage can be predicted with different drying conditions. Chen et al. [4] summarized the drying time’s changing rules with paddy layer temperature and moisture content. It is also concluded that each paddy layer’s temperature and moisture content have their own changing rules with the drying time [4]. In [8], the study shows that, when other drying conditions are the same, the thicker the paddy layer, the longer the drying time; On the other hand, thinner paddy layer and longer stirring interval lead to shorter drying time and higher additional crack percentage. In [10], Cao et al. analyzed drying time’s changing rules with some indirect parameters, including amount of precipitation, amount of moisture evaporation and drying ability. They concluded that downstream drying technique and low drying temperature are good for paddy with high original moisture content, while upstream drying technique and high drying temperature are good for paddy with low relative low moisture content. Besides, compared with downstream drying and upstream drying technique the down-mix-stream drying technique has advantages of lower additional crack percentage, higher productivity and lower energy consumption [9]. In this paper, we studied drying time’s changing rules with different drying conditions and the obtained results have significant importance in practical productions. However, in the situation when time lag is high and relationships between drying time and influencing parameters are nonlinear, there is no consensus to take the drying time as a drying factor or controlling factor. The study in this paper focuses on optimizing the drying process and it lays some essential experimental and theoretical foundations for the research on paddy deep fixed-bed drying’s nonlinear dynamic process.
References
Zheng, X.Z., An, Y.L., Wang, C.Z.: Experimental study on the drying process based on combined high and low temperature. Chin. Agric. Mechanization 1, 210–213 (1997)
Zhu, W.X., Lian, Z.G., Zhang, Y.X., Cao, C.W.: Study on weighted parameters of characteristic index of drying. Trans. Chin. Soc. Agric. Mach. 31(1), 72–75 (2000)
Zhang, Q.H., Simon, X.: Prediction of performance indices and optimal of rough rice drying using neural networks. Biosyst. Eng. 83(3), 281–290 (2002)
Chen, K.J., Li, J.L., Yang, M.Y., Ji, C.Y.: Drying experiments of paddy in a deep fixed-bed. Trans. Chin. Soc. Agric. Mach. 32(2), 58–61 (2001)
Yi, S.J., li, B.H., Wang, J.W.: Experimental study on the rules of additional crack percentage in paddy drying. J. Agric. Mechanization Research. 1, 76–77 (1999)
Zheng, X.Z., Wang, C.Z.: Study on the relationship of additional crack percentage and drying conditions. Trans. Chin. Soc. Agric. Eng. 15(2), 194–197 (1999)
Zheng, X.Z., Zhou, X.L., Xia, J.Q.: The study on drying condition influencing paddy mill quality. J. Northeast Agric. Univ. 32(1), 48–52 (2001)
Liu, J.W., Xu, R.Q., Bao, Q.B.: Study on natural drying characteristics and quality of paddy. Grain Storage 5, 37–41 (2001)
Wang, G.X.: Study on process of rice concurrent-mixed flow drying. Trans. Chin. Soc. Agric. Eng. 16(2), 109–202 (2000)
Wang, C.W., Huang, X.Y.: Research on grain drying process. J. Beijing Agric. Eng. Univ. 15(2), 51–57 (1995)
Wang, Y.: Contribution of modern grain drying equipment to grain drying. Agric. Machinery Technol. Extension. 2004(9), 10–11 (2004)
Cao, C.W.: Understanding the paddy drying in china and suggestions on development of equipment. Agric. Mach. 10, 10–12 (2000)
Wang, D.Y., Li, C.H.: Experiment study on influence of drying parameters on drying duration of paddy rice in a deep fixed-bed. J. Shenyang Agric. Univ. 39(2), 213–217 (2008)
Wang, D.Y., Li, C.H.: Influence of drying parameters on additional crack percentage of rice in a deep fixed-bed. J. Shenyang Agric. Univ. 36(4), 482–484 (2005)
Zheng, X.Z.: The study on drying condition influcing paddy mill quality. J. Northeast Agric. Univ. 32(1), 48–52 (2001)
Dimitriadis, A.N., Akritidis, C.B.: A model to simulate chopped alfalfa drying in fixed deep-bed. Drying Technol. 17(6), 1247–1253 (2005)
Aregba, A.W., Nadeau, J.P.: Stationary deep-bed drying: a comparative study between a logarithmic model and a non-equilibrium model. TREFLE UMR- CNRS 65, 114–116 (2005)
Chongwen, Cao: Rice drying and development of rice dryers in China. Trans. CSAE 17(1), 5–9 (2001)
Brooker, D.B., Bakker –Arkema, F.W.: Drying and storage of grains and oilseeds (1992)
Movagharnejad, K.: Maryam Nikzad modeling of tomato drying using artificial neural network. Comput. Electron. Agric. 59, 78–85 (2007)
Sarker, N.N., Kunze, O.R., Strouboulis, T.: Transinet moisture gradients in rough rice mapped with finite element model and related to fissures after heated air drying. Trans. ASAE 39(2), 625–631 (1996)
Zhang, Q.H., Yang, S.X.: Prediction of performance indices and optimal of rough rice drying using neural networks. Biosyst. Eng. 83(3), 281–290 (2002)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 IFIP International Federation for Information Processing
About this paper
Cite this paper
Wang, D., Li, C., Zhang, B., Tong, L. (2016). Exploring the Effect Rules of Paddy Drying on a Deep Fixed-Bed. In: Li, D., Li, Z. (eds) Computer and Computing Technologies in Agriculture IX. CCTA 2015. IFIP Advances in Information and Communication Technology, vol 478. Springer, Cham. https://doi.org/10.1007/978-3-319-48357-3_45
Download citation
DOI: https://doi.org/10.1007/978-3-319-48357-3_45
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-48356-6
Online ISBN: 978-3-319-48357-3
eBook Packages: Computer ScienceComputer Science (R0)