
Abstract
The formation and behavior of gas bubbles is experimentally investigated in a liquid metal downward pipe flow, a configuration that largely corresponds to the situation in a submerged entry nozzle (SEN) in the continuous casting process in steel making. The experimental mockup is operated at room temperature using the ternary alloy GaInSn as model fluid. Argon gas is injected through an orifice located in the SEN wall. The gas distribution in the pipe is visualized by means of the X-ray radiography. The set-up is completed by an electromagnetic stirrer, which is used to create a swirling flow in the tube. Depending on the volume flow rates of the gas and the liquid metal, as well as the intensity of the swirl flow generated by the stirrer, 4 flow regimes are observed: (1) the formation of an almost stationary gas pocket in the region below the injection point without any electromagnetic stirring, (2) a twisted void zone along the side wall, (3) a straight void zone in the center of the pipe, and (4) a bubble chain in the core of the pipe flow. The experiments reveal that the wetting conditions at the inner SEN wall have a decisive influence on the resulting flow regime.
Similar content being viewed by others

Introduction
Nozzle clogging is a serious problem in continuous casting of steel, which can impair the steel quality in many respects. The occurrence of nozzle clogging can be attributed to four main mechanisms[1]: agglomeration of non-metallic inclusions at the nozzle wall, chemical reaction between the liquid steel and the nozzle material, formation of a solid steel shell due to a drop in temperature, or air aspiration through the wall material due to very low-pressure conditions inside the SEN.
In industrial practice, argon injection is often employed as a countermeasure to prevent or at least significantly delay nozzle clogging. This procedure is expected to have several positive effects. On the one hand, the pressure in the SEN is to be increased to prevent air from penetrating through the SEN wall.[2] In the case of a nozzle with a sliding gate, however, it turns out that the pressure in the nozzle is much more sensitively related to the sliding gate position than to argon injection.[3] Other positive effects of argon injection are seen in the collection of deoxidation products at the gas-liquid interface or the formation of a gas film on the SEN inner wall, thus preventing clogging of the cross-section.[2] The ultimate efficiency of the argon injection depends to a large extent on factors such as the distribution of the gas and the resulting flow regimes. However, these features are very difficult to predict for highly turbulent liquid metal flows with high gas contents due to their complexity and therefore remain a prior topic for fundamental and applied research.
Preliminary estimates of the flow patterns to be expected in two-phase flows in pipes can be obtained on the basis of simple physical models.[4] These models attempt to analytically predict the flow patterns as well as the transitions in stationary two-phase flows between gas and liquid in the extensive parameter space of flow velocities, pipe geometries, pipe inclination angles and fluid properties. The existence of three basic flow regimes is predicted by[4] using an analytical model for a downward directed air-water two-phase flow in a long pipe: an annular flow, a slug flow (also referred to as intermittent flow) and a dispersed bubbly flow. However, this model does not address the process of gas injection or the changing wetting conditions, which nevertheless play an important role in liquid metals with their high values of surface tension. Furthermore, it cannot be assumed that a fully developed stationary two-phase flow is achieved in the relatively short SEN in contrast to the long tube.
In general, numerical simulations rely on simplified mathematical descriptions of the respective problems, whereby the respective models must be validated with suitable experimental data. Due to the enormous development in the field of scientific computing, direct numerical simulations for simpler problems in generic geometries, such as Rayleigh-Benard convection, can cover ever larger parameter ranges. However, for the complex behavior of turbulent two-phase flows and the associated problems such as the spatially and temporally resolved tracking of the phase boundary, this is not to be expected in the foreseeable future. Due to the considerable effort required to carry out well-instrumented liquid metal experiments, such measurement data of liquid metal flows have so far only been available to a very limited extent. In addition, a complete physical understanding of essential phenomena, such as the transitions between flow patterns, is still lacking.
To date, numerous water model experiments have been conducted to study the two-phase flow in the SEN, e.g.[5,6,7] In the experiments, the gas was injected into the flow in different ways: through a central hole in the stopper rod,[6,8] through side holes in the stopper rod,[7] through side holes in the SEN wall[9] or through a porous piece of the SEN wall.[5] Variations in the gas flow rate have a significant effect on the phase distribution in the SEN which can be classified into different flow regimes with increasing void fraction[9]: bubbly flow with small and almost spherical bubbles, bubbly flow with deformed and elongated bubbles, a separated flow with a continuous or interrupted gas layer along the side wall. Other authors observed flow regimes of an annular flow or a slug type flow.[8,10]
Timmel et al. performed an experimental study of a liquid metal downward flow in a mockup which resembles the geometry of the continuous casting process.[11] The Argon gas was injected through the tip of the stopper rod. Using X-ray radioscopy as diagnostic method the experiments revealed the creation of large void zones along the side wall in the low-pressure region near the inlet of the SEN while smaller bubbles were generated at the end of these void zones. Later, this finding was confirmed by numerical simulations considering the same experimental configuration.[12] The existence of such void zones have not yet been detected in similar water experiments. The question arises whether such void zones also occur and dominate the bubble formation when a different route of gas injection is used or whether this is a specific feature of a liquid metal flow. This is one of the reasons why gas injection through the sidewall was chosen for the series of experiments in this paper.
Decisive differences between experiments using water or liquid metals respective to the actual application in steel casting are the surface tension of the liquid and the wetting conditions at the wall. Water experiments uses mostly transparent acrylic glass as wall material to guarantee optical access to the two-phase flow for visual inspection. Water has a contact angle of 77 deg on acrylic glass, which represents rather good wetting (< 90 deg), while steel has a contact angle of approx. 140 deg on the nozzle material, which in contrast represents rather poor wetting.[10] The effect of the wetting state at the side wall is also investigated in water, partly by employing different wall materials[13] or by treating the wall surfaces in a specific way.[5,10,14] The flow regime changes—occasionally even dramatically—according to the different wetting states, e.g. from a bubbly flow in the case of a wetting wall to a flow with a gas curtain in non-wetting pipes.[14] In the previous liquid metal experiment, acrylic glass was used as wall material in direct contact with the melt.[11] The effect of wetting on the flow regime of the two-phase flow is now investigated in this study by selecting two further materials with extremely opposite wetting behavior.
The application of a swirl to the flow in the nozzle is another option for affecting and potentially controlling the fluid flow in the continuous casting process. The rotating component of the nozzle flow can be produced by mechanical means[15,16,17,18] or by electromagnetic forces.[16,19,20,21,22,23] The associated expectations are manifold: (i) the mold flow should be modified or controlled to reduce or eliminate disturbances on the free mold surface,[15] (ii) the penetration depth of jets exiting the nozzle outlets should be reduced[24] (iii) the temperature distribution in the mold should become more homogeneous and the heat transfer is supposed to be enhanced,[21,24] and (iv) the swirl flow can be beneficial in terms of removing inclusions in the mold and actively prevent clogging of the nozzle.[21,25] The latter occurs because the swirl, due to centrifugal forces, transports the lighter inclusions towards the SEN center, preventing them from causing clogging of the nozzle by growing a solid shell. Concentration of the inclusions in the center of the SEN also promotes their agglomeration into larger clusters which can then separate more effectively.
Any rotation of the flow in the SEN naturally has a large effect on the behavior of gas bubbles, since the gas has a dramatic difference in density compared to the liquid metal. The bubbles experience a force towards the center of the SEN, where the increase in gas concentration should lead to coalescence and thus considerably larger bubbles. The complex combination of gas injection and swirling downward flow in a pipe was addressed by numerical simulations.[25] The outcome from these simulations mainly predicts only the occurrence of bubble flows. However, this study assumes bubbles of the same size with a diameter of 1, 2 or 3 mm. Apart from the fact that this is most likely based on bubbles that are probably too small, phenomena such as coalescence order breakup are not taken into account. These are significant limitations that greatly reduce the predictive capability of the numerical model for the two-phase flow in the steel casting process.
In this paper, we study the impact of a swirling component on the liquid metal two-phase flow moving downward in a circular duct. Experiments are performed in a laboratory setup using the eutectic alloy GaInSn as working fluid. Argon gas is injected through a thin hole in the side wall of the SEN realized as a vertical pipe having a circular cross-section. The swirling flow is generated by an electromagnetic stirrer on the pipe flow just above the injection point of the Argon. The flow regimes are visualized by means of X-ray radiography. Our results demonstrate that the rotary stirring causes the bubbles to detach from the wall and move to the SEN center and has the potential to change the flow regime in of the pipe. The details of the experimental setup are described in the next section.
Experimental Setup
Measurement series are carried out to identify and to characterize typical two-phase flow regimes in a liquid metal. Argon is injected from the side wall through a small orifice into a downward pipe flow. In the experiments, an additional rotational component was applied to the descending flow, which was generated by a circular arrangement of permanent magnets mounted on a rotating ring. During the experimental program, the flow rates of the liquid metal as well as the argon gas, the rotation rate of the stirrer and the diameter of the injection nozzles were varied. In addition, measurements were carried out in tubes with several wall materials in order to realize significantly different boundary conditions with regard to the wetting of the side wall by the liquid metal.
Table I summarizes the main experimental conditions, including some key properties of the liquid metal alloy and variations of essential parameters, as considered in this study. Most of the considered material properties of the model fluid GaInSn are quite close to the material properties of liquid steel, e.g. for the stainless steel grade AISI 304 (or 1.4301 or X5CrNi18-10) at a temperature of 1510 to 1530 °C. The later one has a density of 6833 kg/m3,[26] which means there is a difference of only 7.5 pct between the steel and the model fluid GaInSn. Further, the steels kinematic viscosity of 8.08e−7 m2/s[27] and the surface tension of 1.38 N/m[28] differ only by a factor of about 2 from the model fluid. Just the electrical conductivity of the model fluid is almost five times larger than the one of the liquid steel, which is about 0.66e6 A/(Vm).[29] However, this difference in conductivity does not affect the two-phase flow, but just the effectivity of the electromagnetic stirring. In summary, our experiment with GaInSn allows us to depict the physics of bubble flows in liquid steel quite realistically.
The experimental program includes all feasible parameter combinations of wall material, melt and gas flow rates, orifice diameter and stirring rate. This gives in total 48 different experimental settings. At least two sequences were recorded for each parameter combination. Additionally, a selection of long duration runs of about 10 minutes were performed to check the long-term stability of the flow structure, while X-ray image sequences were recorded at selected time stamps. As a result, it was found that the different flow regimes for the selected parameter configurations can be considered stable over the long measurement period.
From the absolute values in Table I, the dimensionless parameters that characterize the experimental configuration can be calculated. These are listed in Table II. The Reynolds number, Re, represents the ratio between inertia and the viscous forces. Re values are listed for both phases, gas and liquid metal. Two different Re values can be given for the molten metal: one value for the forced downward flow and another value for the swirl flow generated by the electromagnetic stirrer (assuming rotation with the frequency of the magnetic field). The product of the two Reynolds numbers for the fluid flow is later used on the abscissa of the flow regime map.
Main features of the two-phase flow are described by two further dimensionless numbers. The void fraction, α, is one of the most important parameters used to characterize two-phase fluid flows, especially gas-liquid flows. Here, we consider the void fraction to be the fraction of the channel cross-sectional area that is occupied by the gas phase. The void fractions chosen in our experiments (see Table II) are in a realistic order of magnitude, even if the thermal expansion of the gas at the high temperatures is taken into account.[7] Moreover, the Weber-number, We, is a useful dimensionless quantity to analyze gas-liquid flows. The Weber-number stands for the ratio between the inertial force and the surface tension force and it indicates whether the kinetic or the surface tension energy is dominant.
Further dimensionless numbers can be defined to describe the action of the magnetic field. The ratio between the electromagnetic Lorentz forces and inertial forces is called magnetic interaction parameter or Stuart number, N. A significant effect of a magnetic field on a flow is to be expected when N exceeds a value of 1. The Hartmann number, abbreviated as Ha, represents the ratio of the electromagnetic force to the viscous forces. In particular, it determines the flow profiles in pipes or ducts under the influence of an external magnetic field.[30] The magnetic Taylor number Tam is a measure for the driving action excited by the application of a rotating magnetic field. Since in this paper we also look at the process of ramping up the stirring effect, we also refer in this context to the papers by Nikrityuk et al. and Räbiger et al.,[31,32] who studied the spin-up process of a rotating magnetic field and defined the determining time scales as a function of Tam. The low-frequency approximation requires the skin depth of a time-varying magnetic field to be much larger than the radius of the pipe, dp, or in other words the shielding parameter S < 1, i.e. the magnetic field can completely penetrate the fluid volume. The magnetic Taylor number and the Hartmann number can be expressed in terms of the Reynolds number of the swirl and the Stuart number, i.e. \(Ha= \sqrt{N {Re}_{\omega }}\) and \({Ta}_{m}= {Ha}^{2} {Re}_{\omega }/2\).
The Test Facility
The experimental facility X-LIMMCAST has been designed at HZDR for performing visualization experiments of liquid metal two-phase flows in geometrical configurations being relevant for steel casting.[11] X-ray radiography is applied to identify and characterize the diverse flow regimes. X-ray radiography utilizes the difference in the attenuation of X-rays between different materials to produce appropriate image contrast. The phases to be distinguished in our application are the liquid metal and the argon gas. While gases are completely transparent to X-rays, the liquid metal attenuates the X-rays very strongly due to its high density, so that only a fraction of the photons used can penetrate the sample and reach the screen and contribute to imaging there. The result is an image in which the gas bubbles are shown as bright areas and the dark areas can be assigned to the liquid metal. For further explanations of the principles and methodology of X-ray radiography for visualization of liquid metal flows, we refer the reader to References 33,34,35, through 36.
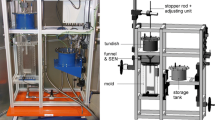
The schematic view of the experimental facility is presented in Figure 1. The loop is filled with liquid metal from the storage tank by means of a vacuum pump, which is connected to the expansion tank. A special test section was integrated into the facility for the examinations carried out within this study. The flow is driven by an induction pump, which is constructed from an arrangement of rotating permanent magnets.[37] The pump is connected to the X-LIMMCAST test section via flexible hoses to avoid unwanted vibrations.

(a) Schematic illustration of the experimental setup, where the numbered components are: (1) the expansion vessel, (2) the vertical pipe section for the X-ray imaging, (3) the liquid metal storage vessel and (4) a simple heat exchanger. (b) Zoom into the vertical pipe section with the arrangement of the permanent magnetic stirrer and the gas injectors
The flow rate, which was set at the beginning of each experiment, was monitored by means of an inductive flow meter (FXL4000-DL43F from ABB). A tubular heat exchanger is located between the pump and the test section to limit the heating of the melt by the induced electric currents, especially at high flow rates. After the heat exchanger, the melt is conveyed directly into the vertical experimental section with the argon injection ports, above which the electromagnetic stirrer is installed (see Figure 2(b)). This section is also the region of interest for the X-ray imaging as shown in Figure 1(b). Movable shielding plates made of lead are installed in this area to suppress stray radiation and thus to achieve an adequate image quality.

Configuration of the X-LIMMCAST facility as implemented for the measurements reported here. The left photograph (a) shows the liquid metal loop with essential components: liquid metal storage tank (1), vacuum pump for the filling process of the loop (2), simple heat exchanger for melt cooling (3) and the expansion vessel on top (4). The right photograph (b) depicts the test section including the vertical pipe, the shielding plates (S) and the electromagnetic stirrer (EMS)
After passing the vertical test section, the two-phase flow reaches the expansion vessel. Here, the flow comes to rest to such an extent that the argon separates through the free surface due to buoyancy. The single-phase liquid metal returns to the circuit through the pump.
Pipe Wall Material and Wetting Conditions
One of the crucial factors determining the structure of the two-phase flow is the wetting condition at the inner wall of the pipe. In the preparatory phase of the experiments in X-LIMMCAST, preliminary tests were carried out with various materials in which liquid metal was applied to the surfaces of the substrates under defined conditions. Here, the contact angles of the melt on the substrates were determined and attention was paid to whether any interaction with the melt occurred. Two materials were finally selected for our experiments, which showed a quite contrary behavior with respect to wetting: Teflon (PFTE) representing a perfectly non-wetting condition and Nickel, which is easily wetted by the fluid.
Figure 3 illustrates the impact of the melt on the base material. A few milliliter of the metal melt was put on the base material and mechanically rubbed in. Even after the mechanical treatment with the base material, the melt still remains in the form of droplets on the Teflon and does not wet the substrate. In contrast, a liquid metal film forms on the nickel. In the latter case, the success of the wetting is also demonstrated by the fact that it was even not possible to completely remove the liquid metal afterwards.

Photographs demonstrating the different wetting behavior of the base materials Teflon/PTFE (a) and Nickel (b) in contact with the eutectic GaInSn alloy
As a conclusion, it was decided to manufacture two test sections from these materials. Since PTFE has a low attenuation coefficient with respect to X-rays, the corresponding pipe could be made entirely of this material. Nickel, on the other hand, attenuates X-rays very strongly, so in this case we only use a thin foil that was glued to the inside wall of the pipe made of acrylic glass. The two pipes with an inner diameter of 15 mm and equipped with the nozzles for Argon injection are depicted in Figure 4.

Photographs of the pipes representing the different wetting conditions: Teflon/PTFE (a) and a pipe with a Nickel foil at the inner wall (b)
Liquid Metal Flow, Electromagnetic Stirring and Gas Injection
The eutectic alloy of GaInSn is used as model liquid in the experiments, the material properties of which are reported in Reference 38. The eutectic composition is liquid at room temperature, so that no heating of the test equipment is required and, moreover, the test sections made of plastics mentioned in the previous section can be used without restrictions. The liquid metal flows through the test section with a circular cross-section and an inner diameter of 15 mm. The average pipe velocity in this cross-section is 0.56 m/s for the lower flow rate of the liquid metal (QL = 0.1 l/s) and 0.96 m/s for the higher flow rate of the liquid metal (QL = 0.17 l/s, see also Table I). Given these values of mean velocity, it can be safely assumed that a turbulent flow profile is established in the tube, the shape of which can be approximated by a generalized power-law equation, e.g. Reference 39. The influence of a rotating magnetic field on different flow configurations in vertical cylindrical geometries has already been investigated by numerous studies, theoretically[31,40,41] and experimentally.[32,42,43] Corresponding predictions for the steady azimuthal velocity profile are known, e.g. References 30 and 44.
The injection of Argon gas into the liquid metal downstream is implemented through an orifice located in the side wall. Two different gas flow rates are applied in this experimental series: 15 standard cm3/min or 50 standard cm3/min, respectively. The gas flow is controlled by thermal mass flow controllers of the type GE50A in combination with an eight channel control unit MKS 647C MFC, (all from MKS Instruments). Two orifices are made of stainless steel with inner diameters of 0.5 mm and 1.0 mm. With the variation of the inner diameter, the average outlet velocity and thus also the momentum of the gas at the outlet change. The gas supply line is dimensioned in such a way that constant pressure conditions in the injector can be assumed for the gas flow rates used here.
An electromagnetic stirrer was designed and built as an arrangement of rotating Nd–Fe–B permanent magnets to generate a swirling flow in the vertical test section. The magnetic flux of the permanent magnets is closed by a circumferential yoke made of carbon steel. A precise servo motor (Panasonic A6 Servo Motor and Digital AC Servodrive) drives the assembly of yoke and permanent magnets mechanically coupled by a synchronous belt. Two rotation rates are realized in this study: 750 rpm (12.5 Hz) and 1500 rpm (25 Hz). Further experiments are conducted without stirring as reference. Figure 5 shows the result from numerical simulations concerning the magnetic flux density within the gap of the permanent magnets. The magneto-static simulation was carried out using the Opera19 software from Dassault Systemes UK Ltd. The contour plot represents a horizontal cross-section of the setup located in the vertical center plane of the permanent magnets. The marked region of interest (ROI) corresponds to the location of the model fluid in the experiment. The line plots illustrate the magnetic flux density along the centerlines or the axes of coordinates, respectively. The magnetic field is rather homogenous in the region of interest and exhibits a value of 427 mT in the center of the pipe. Some selected measurements of the horizontal magnetic field along the centerline between the permanent magnets (i.e. along the x-coordinate) were carried out for comparison with the numerical simulation. The measured values can be seen on the top subplot of Figure 5. The measured and simulated magnetic fields are in good accordance and the deviation in the center is less than 3 pct.

Numerical simulation of the magnetic flux density Bx in the gap between the permanent magnets of the electromagnetic stirrer. The region of interest (ROI) indicates the location of the liquid metal inside the pipe
X-ray Visualization and Image Processing
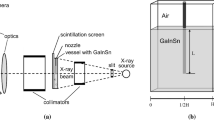
The visualization experiments were carried out in the X-ray laboratory at HZDR. A high power X-ray tube was used (ISOVOLT 450M1/25-55, GE Sensing & Inspecting Technologies GmbH): 320 kV, 14 mA. The X-ray beam penetrates the liquid metal two-phase flow in the SEN. The non-absorbed part of the beam impinges on a scintillation screen (Gd2O2S GR 800, Rego X-ray) that is installed directly behind the SEN. The X-ray beam is converted into visible light in the scintillator. From there the light beam is redirected by a mirror through a lens system (custom-made design by Thalheim-Spezial-Optik) onto a sCMOS high-speed video camera (pco.edge 5.5 from PCO). The camera field of view (FOV) is 30 × 140 mm2. Sequential images are captured with a frame rate of 250 frames per second. The chosen exposure time of 3 milliseconds results in an acceptable signal-to-noise ratio without causing significant blurring of the gas–liquid interface. Lead shields are installed on the SEN to limit the expansion of the X-ray beam, effectively reducing unwanted X-ray scattering by the room environment, which otherwise distorts the measurement signal. An image sequence comprises 10.000 consecutive images. The high-speed camera images are converted to video files and then are analyzed using ImageJ scripts. Diverse bubble features as the chain frequency, trajectories, and velocities are determined.
The quantitative analysis of the bubble positions and velocities is conducted by off-line data processing. Each image is properly processed by dark subtraction, shading correction, background extraction, and Gaussian low-pass filtering. The identification and characterization of gas bubbles in a flow with high velocities pose specific requirements on the spatial and temporal resolution of the measurement technique. Previous work has shown that the measurement setup and data processing used here allow us to analyse bubbles larger than 1 mm under the circumstances of the experimental conditions considered here.[11] In this study, a bubbly flow was observed mainly for the highest rotation rate of the stirrer and more particularly for the small gas injector. Furthermore, the PTFE-SEN exhibits a better image quality or signal-to-noise ratio than the SEN coated with Nickel. Therefore, the quantitative analysis has been especially focused on a selected set of experiments: the case of the PTFE-SEN and the gas injector with an inner diameter of 0.5 mm.
The tracking of individual bubbles and computations of the bubble velocities are performed using ImageJ software combined with a Z Project technique and a semi-automated bubble tracking algorithm. The Z Project is a method of analysing an image sequence by applying different projection methods to the pixels within the sequence. The obtained Z Project image is a result of a pixel-by-pixel manipulation of all pixels in an image sequence that share a position. In the case of an image sequence of a single bubble, locating the maximum intensity is a preferred method to identify the bubble positions at different time steps. The bubble tracking procedure comprises the following steps: At first, a single bubble in a corresponding image sequence is selected. Next, the maximum intensity projection for this single bubble image sequence is determined. Afterwards, the bubble position in x-y-coordinates is tracked on the maximum intensity Z-projection using a manual tool in the software ImageJ. Finally, the vertical velocity component \({v}_{z,i}= {y}_{i}- {y}_{i-1}/{t}_{i}- {t}_{i-1}\) is calculated.
Moreover, the standard deviation method of the projection can be used to examine the bubble path in the SEN. That means that a stack of images was taken and the standard deviation was calculated for each pixel location along the image sequence or time domain, respectively. By this, stationary parts of the image sequence exhibits a standard deviation of almost zero and remain dark in the final image. Meanwhile the projection of the standard deviation shows that positions with large differences in pixel intensities over time appear brighter. Thereby, large differences in pixel intensity can be related to the permanent alternating presence of melt and bubbles and by this to the bubble path.
Results and Discussion
Two-Phase Flow Without Stirring
Using representative X-ray snapshots, Figure 6 illustrates typical manifestations of the two-phase flow during the reference experiments without electromagnetic stirring. Although all other parameters (wall material, nozzle diameter, flow rates of gas and liquid metal) were varied, our observations make it clear that the qualitative structure of the resulting flow regimes without swirling component do not differ significantly from each other in the entire parameter range investigated here. The gas forms a straight downward void zone attached to the pipe wall. The length of the gas pocket is rather stable. Small bubbles are sheared off at its end and are dragged down with the melt flow, which is very difficult to discern in the stationary images (videos of the runs presented in Figure 6 are provided in the electronic supplementary material). The vertical extent of the void zone differs for individual parameter combinations. The pocket tends to be longer for the larger orifice diameter as well as in the case of the wetting wall condition. Furthermore, as expected, an increasing gas flow rate leads to an enlarged length of the void zone, which is similar to the observed elongation of the gas curtain with increasing gas flow rate in a non-wetting water experiment.[14]

X-ray images showing the formation of a void zone in experiments without electromagnetic stirring for the Teflon-pipe with small orifice (dO = 0.5 mm), low Ar and low liquid flow rate (QAr = 0.25 cm3/s; QL = 100 cm3/s) (a) and for the Nickel pipe with large orifice (dO = 1.0 mm) and high Ar and liquid flow rate (QAr = 0.83 cm3/s; QL = 170 cm3/s) (b)
Although at first glance it appears as if the injected gas produces a jet, the term jet is misleading and incorrect in the case considered here, since a jet is usually associated with a flow area that has a higher momentum than the has surrounding liquid. However, this is not applicable in any of the experiments presented here. The ratio of the momentum of the molten metal and gas is given as follows:
Inserting the material properties and process parameters from Table I into Eq. [1] leads to the result that the momentum of the melt is at least five orders of magnitude greater than the momentum of the gas at the injection point (at normal pressure). In view of this, it can be concluded that the gas is dragged downwards by the melt immediately after entering the SEN, instead of forming a horizontal jet in the continuation of the injection direction. The elongated void zone along the sidewall forms because it de-wets the inner wall quite well and the vertical liquid flow is apparently unable to break the large gas pockets into smaller bubbles and transport them into the interior of the flow. The flow behavior at the bottom of the void zone resembles the wake of the flow around an obstacle. The individual bubbles then detach in this wake zone. A similar phenomenon is observed in the experiments with gas injection through the tip of the stopper rod.[11] Here too we see the formation of the large void zone and the detachment of smaller bubbles at its end. This behavior appears typical for liquid metal two-phase flows with the formation of gas films along incompletely wetted interfaces. The type of gas injection appears to play a minor role at best.
Dynamics of the Two-Phase Flow Affected by Rotary Stirring
This section considers the development of the two-phase flow in the SEN under the influence of rotary stirring. To establish comparable initial conditions for all recordings, the volume flow rates for the liquid metal and argon gas were first set with the electromagnetic stirrer at rest in all experiments. When the flow had reached a quasi-steady state, which could be recognized very well from the manifestation and stability of the large void zones, the stirrer was activated. The video recording was started a few seconds before the stirrer was switched on, so that the development of the void zone from the "undisturbed" state without rotation to the final state with fully developed swirl could be followed. The stirring speed was increased from zero up to the final value of 750 rpm or 1500 rpm. This increase in rotation rate is not a step function but stretches over several seconds. The transition of the void zone is depicted in Figure 7 in a time series of consecutive images from an exemplary run.

Development of the void zone in the PTFE-SEN under the effect of electromagnetic stirring (dO = 0.5 mm, QAr = 0.25 cm3/s, QL = 100 cm3/s, stirring rate: 1500 rpm): Snapshots captured at different time steps: (a) Just before the activation of the electromagnetic stirrer (t = 2.2 s); (b) Deformation of the void zone and spreading circumferentially along the inner wall (t = 3.9 s); (c) Further spreading of the gas layer (t = 4.7 s); (d) Twisted appearance of the void zone due to overlapping of projections (t = 6.2 s); (e) Detachment from the inner SEN wall (t = 8.1 s); (f) Large fragments of the gas layer are separated and carried away by the liquid flow (t = 8.2 s); (g) Formation of a large bubble and further smaller bubbles (t = 8.4 s); (h) Formation of a chain of smaller bubbles (final steady state) (t = 8.7 s)
The image series in Figure 7 starts with the stirrer at rest allowing a pronounced void zone to develop and to elongate downwards (Figure 7(a)). With the activation of the electromagnetic stirrer, the rotation rate and by this the swirl of the flow is increasing. The void zone becomes affected by the azimuthal force, spreading circumferentially along the wall, but remaining attached to the inner wall (Figures 7(b through d)). Then, there occurs obviously a critical value of the rotation rate at which the gas zone detaches from the wall and is immediately pulled into the SEN center due to the acting centrifugal forces (Figure 7(e)). Immediately afterwards, the fragmentation of the large gas zone starts (Figure 7(f)) and it breaks down into large and smaller gas bubbles (Figure 7(g)). Finally, Figure 7(h) shows that a bubble chain is established in the SEN, which persists for the rest of the experiment. A further video is provided in the electronic supplementary material, which shows the run presented in Figure 7 with all stages or flow regimes. The stability of these final flow regimes was confirmed within monitoring periods up to 10 minutes. During the spin-up process, transitions between four consecutive flow regimes occur with increasing rotation of the pipe flow: an elongated gas zone along the wall, a twisted gas zone along the wall, a detached large gas zone in the SEN center, and a bubble chain in the SEN center. Similar flow developments were observed in all experimental configurations studied here, although the final steady state regime may vary depending on the parameter combination.
The flow needs a certain time to develop after the activation of the electromagnetic stirrer: the so-called spin-up phase. The spin-up due to the inertia of the fluid has been already investigated in a finite cylindrical vessel with closed lid and bottom[31,32] or an infinite pipe.[45] The classical analyses usually consider a fluid at rest that is either completely or partially in the magnetic field. For these cases, the above-mentioned studies have particularly investigated the influence of secondary flows on the dynamics of the spin-up and the flow structures in the steady state. The situation investigated here concerns a strong downward flow in a finite magnetic field, whereby the respective fluid elements only stay in the magnetic field area for a very limited period of time. Thus, the liquid metal cannot reach a quasi-stationary state at any time, as known from the classical studies on rotary electromagnetic stirring.
To guarantee reproducibility in the experiments considered here, a stationary flow was first established in the SEN before the stirrer was switched on. Thus, at the beginning of the recordings, a further delay must be taken into account, which is due to the fact that the mechanical stirrer needs a certain amount of time to reach its final speed. This mechanical spin-up of the stirrer is limited to the starting phase of the stirrer. The transition between the flow regimes in Figure 7 is observed during the starting phase of the stirrer and a steady flow regime has established once the stirrer has reached its final rotation rate. From this point of view, it must be taken into account that the change in the flow regime must be associated with the spin-up of the stirrer and cannot be attributed solely to continuous rotation due to the inertia of the melt.
In the stable state after the spin-up phase, three flow regimes can be distinguished in case of electromagnetic stirring with increasing rotation rate. First, a swirl is forming where the twisted void zone is nevertheless in contact with the wall. Next, the void zone is detached from the wall and it is shifted into the center of the pipe without any wall contact. Finally, a bubbly flow regime can be observed.
Including the flow structure without stirring (see Figure 6), this results in a total of four flow regimes illustrated by a map in Figure 8, where the four flow regimes are color-coded. The dimensionless parameter related to the motion of the melt are linked with the abscissa of the plots, which is the product of the Reynolds number of the downstream with the one of the swirl. The Argon injection in the map is represented on the ordinate of the map and is characterized by the square of the Weber-number multiplied by the volume fraction of the gas. Finally, the wall material is split into a non-wetting (left) and a well-wetting (right) subplot. Just for an easier identification, the size of the orifice is apparently linked to the size of the filled symbols.

Flow-regime maps of the experimental series for the non-wetting conditions (a) and the well-wetting conditions (b)
It is interesting to note, that the flow regimes observed in our experiments are almost independent of the Argon flow rate in a qualitative sense, although minor differences occur in the details, e.g. like the length of the void zone, the fundamental flow features remain the same. Therefore, the flow regime map of the present experimental series in Figure 8 is independent of the absolute gas flow rate, i.e. symbols of the same size and at the same x-coordinate exhibits the same color.
A variety of previous studies have dealt with two-phase flow regimes in water experiments without applying a swirling flow.[8,10,13,46] In general, a bubbly flow was observed at low gas flow rates, which switches to another mode when the gas flow rate is increased at a constant water flow rate. As noted above, the situation appears to be different in our liquid metal experiments. As long as the flow is left to itself without being acted upon by electromagnetic stirring, no bubbles will form immediately after injection. We see the formation of these typical void zones of varying size and shape on the side wall below the injection position, the lower end of which then disintegrates into gas bubbles.
The occurrence of a steady twisted void zone is characteristic for experiments at an intermediate stirring rate. This applies, for example, to all measurements in the non-wetting Teflon-pipe, regardless of the orifice size or the melt flow rate. In contrast, the twisted void zone occurs in a wetted pipe only in combination with a low melt flow rate and a small orifice size.
The regime of a dispersed bubbly flow can only be achieved at the highest stirring rate. Bubbly flows are observed in the experiments with strong swirl and well-wetted wall material, but remain limited to the case of the small orifice in the non-wetted pipe, where they occur at all flow rates. If a bubble flow has been established, all bubbles will be found in the middle of the pipe, as they are held in this region due to the centrifugal forces of the rotating flow. The centering of the bubbles due to the swirl was also reported in Reference 25.
Since the authors are not aware of any other results on the combination of gas injection and additionally generated swirl, it is difficult to directly compare our results on the influence of stirring with other configurations and situations in water experiments. At this point it could be argued that both an increase in volume flow and the application of rotary stirring lead to an additional shear effect on the side wall. In this sense, one can check what effect an increased volume flow will have on the structure of the two-phase flow in the water experiments. In this respect, we register that the flow maps in the literature reveal a transition from an annular or elongated/intermediate flow regime to a bubbly flow for a given gas flow with increasing water flow rate.[8,10,13] Indeed, parallels to the increase of the stirring speed can be observed here, which could prove that the generation of a swirl acts in a similar way as an increase of the melt flow rate. In a real industrial process, however, the use of an electromagnetic stirrer offers greater flexibility with regard to a targeted influencing of the two-phase flow, since the possibilities for varying the melt flow rate or casting speed are technologically limited to a certain extent.
In addition to the bubble flow and the straight or twisted void zones on the side wall, a gas jet in the center of the SEN is observed as a further flow regime. In the non-wetting SEN, this occurs at high stirring speeds in combination with the large diameter of the orifice. In the case of the well-wetting wall, on the other hand, this affects all experiments with a medium stirring speed, except for the one with a low melt flow rate in combination with a small orifice size.
Furthermore, Figure 8 reveals that a significant modification the melt throughput (in this study, after all, a difference of 70 pct) has only a minor effect on the flow structure. In contrast, even smaller changes in stirring intensity show much larger effects and lead to transitions between different flow regimes. A more detailed study of these transitions and the associated dynamics can be accomplished with a larger number of experiments applying a refined variation of the stirring speed in smaller steps.
In addition to the stirring effect, the wetting conditions at the inner wall play a decisive role, since the transition between the flow regimes is obviously very strongly influenced by this parameter. Thus, a uniformly twisted void zone does not occur in a wetted pipe. Instead, this detaches from the wall even at moderate stirring speeds and is shifted to the center, which is observed in the non-wetted case only at the highest stirring speeds.
Bubble Trajectory and Vertical Velocities
The bubble trajectory can be extracted from the image sequence by the projection method described in section II.D. The identification and characterization of gas bubbles at such high flow velocities as considered in this study pose high requirements on the spatial and temporal resolution of the measurement technique. Previous work has shown that with the data processing and analysis applied here, only bubbles larger than 1 mm can be detected under the experimental conditions considered here.[11]
The quantitative analysis we present in this section focuses on a special parameter combination in the SEN with non-wetted wall: using a gas injector with an inner diameter of 0.5 mm and the highest stirring speed. This case is particularly interesting because it is possible to observe the movement of the bubbles along the wall and their subsequent detachment. In addition, due to the long-lasting interaction with the side wall, the gas bubbles here do not reach such high velocities as in the wetted tube, which makes the evaluation much easier. This configuration corresponds to the two inner blue circles in the left flow regime map of Figure 8. Figure 9 displays exemplary images of the projection standard deviation obtained by averaging over image sequences recorded for different combinations of gas and liquid metal flow rates (see also section II.D for detailed explanation). The tracks in these images illustrate the mean bubble trajectories in the respective time period. It becomes obvious that a spiral bubble motion along the inner wall predominantly occurs at the small gas flow rate, while an increase of either flow rate obviously favors the bubble detachment from the wall and the transition to straight bubble trajectories in the center of the pipe.

Standard deviation of the pixel intensities through the image sequence showing the average babble path. Positions with large differences in the pixel intensities appear brighter in this projection (i.e. positions where bubbles appeared) The common parameter are the small orifice (0.5 mm) and the highest stirring rate (1500 rpm) in the Teflon-pipe: (a) Ar flow rate 15 cm3/min, LM flow rate 100 ml/s, \(\alpha \) = 0.25 pct; (b) Ar flow rate 15 cm3/min, LM flow rate 170 ml/s, \(\alpha \)= 0.15 pct; (c) Ar flow rate 50 cm3/min, LM flow rate 100 ml/s, \(\alpha \) = 0.83 pct; (d) Ar flow rate 50 cm3/min, LM flow rate 170 ml/s, \(\alpha \) = 0.49 pct
Tracking the individual bubbles along the tube allows the bubble velocity to be determined. This was done for several bubbles and the results for five selected bubbles are shown in Figure 10. The left column represents the lower liquid metal flow rate, while the right column represents the higher liquid metal flow rate. The top row shows the lower gas flow rate, while the bottom row represents the higher gas flow rate.

Bubble velocities in the PTFE-SEN with a gas injector inner diameter of 0.5 mm and a stirrer rotation speed of 1500 rpm: (a) Ar flow rate 15 cm3/min, LM flow rate 170 ml/s, \(\alpha \) = 0.15 pct; (b) Ar flow rate 50 cm3/min, LM flow rate 170 ml/s,\(\alpha \) = 0.49 pct; (c) Ar flow rate 15 cm3/min, LM flow rate 100 ml/s, \(\alpha \)= 0.25 pct; (d) Ar flow rate 50 cm3/min, LM flow rate 100 ml/s,\(\alpha \)= 0.83 pct
As can be seen in Figure 10, the bubbles reach an almost constant final velocity in all cases considered. If a low liquid flow rate is applied, the bubbles are accelerated rather slowly after injection. At the high melt flow rate, the bubbles reach a higher final velocity and this also much faster already at the starting point of the tracking path. This indicates that the bubbles detach more quickly and are thus no longer subject to the braking effect of the wall.
Since the exact time of bubble detachment from the wall cannot be clearly identified in the X-ray images, we want to compare the measured bubble velocities with the expected velocities of the liquid metal to see whether the bubbles are slowed down by the wall or move freely. For this purpose, the turbulent velocity profiles for the melt flows in the SEN are calculated using a power-law approach [39]. These profiles are presented in Figure 11 for both liquid flow rates considered here. Additionally, the plots show the region of the gas void zones for their position close to the wall, highlighted by the colored region below the curves. The thickness of the void zones is estimated from the X-ray images. The liquid velocity is averaged in these regions and the resulting mean velocities are displayed as dashed lines in the colored wall region.

Turbulent velocity profiles for the liquid flow rates at 100 ml/s and 170 ml/s
Table III compares the values for local melt velocities with the determined bubble velocities. The bubble terminal velocities and the liquid velocities in the center of the pipe agree very well, which is a clear evidence that the bubbles have indeed detached from the wall, moved to the SEN center and are moving downwards there with the liquid metal. Furthermore, the slow bubble velocities at the beginning of the bubble tracing agree very well with the liquid velocity in the wall area for the low gas flow rate. Here, the bubbles are still close to the wall and have not yet detached.
The final, steady state azimuthal velocity profile created by a rotating magnetic field can be calculated, e.g. by the method suggested by.[30,44] The respective solution predicts, that the inner core of the fluid should rotate almost with the angular velocity of the imposed magnetic field.[30] A small shear layer is created at the cylinder walls, where its thickness is decreasing with increasing Hartmann number. The application of a Hartmann number of 124 in the present experiment leads to a rather thin shear layer and thus to high velocities in the bubble region close to the wall. This promotes the observed detachment of the bubbles due to stirring. However, the final azimuthal velocities near the wall calculated in this way are much higher than the estimated azimuthal bubble velocities. The latter can be estimated from the angle of the initial bubble trajectory in the standard deviation image (see Figure 9) and the vertical bubble velocity already determined. The very short transit time of the melt through the core of the magnetic field of about 0.1 s is far from sufficient to accelerate the azimuthal flow to a value that might be expected in the steady state, even if this field is quite strong. Therefore, the theoretical models have to be adapted to realistically represent this special kind of spin-up as we observe it in this series of experiments.
Conclusions
The experimental investigations presented in this paper consider the influence of various parameters on the formation of diverse two-phase flow regimes in a liquid metal downwards pipe flow. Argon is injected from the side wall into a vertical pipe. A known problem with this configuration is that the gas bubbles could remain close to the wall and not spread across the cross-section. The generation of a swirling flow in the pipe can counteract this, as the centrifugal force drives the heavy fluid outwards and the gas experiences an inward force. An electromagnetic stirrer offers a practical and elegant way to realize such a swirl in a completely contactless way. In addition, electromagnetic actuators allow high flexibility with efficient flow control due to their simple adjustability.
Parameter variations within this study concern both flow rates of the liquid metal and the gas, the rotation rate of an electromagnetic stirrer located directly above the gas injection, the wetting behavior by different wall materials, and finally the inner diameter of the Argon injection orifice. A flow without electromagnetic stirring was investigated as reference case. The resulting two-phase flow is visualized by X-ray imaging and analyzed by subsequent image processing. The bubble trajectory and the velocity of individual bubbles are determined by statistical analysis of the X-ray images.
The main results of this study can be summarized as follows:
-
In the reference case without electromagnetic agitation, it becomes evident that for the gas outflow velocities at the injector investigated here, gas bubbles do not form directly in the core of the flow, but rather larger void zones form along the channel wall. Individual bubbles detach from the lower edge of these void zones.
-
With the activation of the stirrer, three further different flow regimes are identified with increasing stirring intensity: (1) a twisted void zone along the sidewall, (2) a gas void zone in the center of the pipe, and finally (3) a bubble chain in the center of the pipe.
-
A high stirring speed is needed to achieve a bubble flow with positioning of the bubbles in the center of the tube.
-
The spin-up phase of the swirl flow reveals impressively the transition between these flow regimes. Starting from an uninfluenced flow under reference conditions, the downward void zone becomes twisted along the inner wall before it detaches and migrates to the center of the tube where it dissolves into individual bubbles.
-
Fundamentally, one can distinguish between two possibilities with regard to the bubble path: either the bubble is in contact with the wall or the bubble moves in the core of the flow in the pipe center.
-
The determined bubble velocities agree very well with the local downward melt velocities estimated from a generalized power-law. Slow moving bubbles approach the melt velocity near the tube wall, while fast moving bubbles reached the central peak velocity of the melt flow profile. This makes it possible to roughly assign the radial position of a bubble based on its downward velocity, although the images only provide a two-dimensional projection.
The generation of a swirling component by electromagnetic stirring can be an efficient tool to adjust the two-phase flow in the SEN irrespective of the casting speed. The resulting accumulation of inclusions and bubbles in the core of the flow is supposed promote the trapping of inclusions at the bubble surface and the removal of both to the free surface in the mold. However, a real-time control loop requires a reliable measurement technique to obtain a reference variable as input. This is a challenging task, but promising developments are already underway for the deployment of contactless inductive measurement techniques for flow characterization in steel casting.[47,48,49]
References
S.K. Michelic and C. Bernhard: Steel Res. Int., 2022, vol. 93, p. 2200086.
K. Rackers and B.G. Thomas: 78th Steelmaking Conf. Proc., 1995, pp. 723–34.
H. Bai and B.G. Thomas: Metall. Mater. Trans. B, 2001, vol. 32B, pp. 707–22.
D. Barnea: Int. J. Multiphase Flow, 1987, vol. 13, pp. 1–2.
G.-G. Lee, B.G. Thomas, and S.-H. Kim: Met. Mater. Int., 2010, vol. 16, pp. 501–06.
M. Thumfart and M. Javurek: Steel Res. Int., 2014, vol. 86, pp. 25–32.
S.-M. Cho, B.G. Thomas, and S.-H. Kim: ISIJ Int., 2018, vol. 58, pp. 1443–52.
M. Burty, M. Larrecq, C. Pussé, and Y. Zbaczyniak: Rev. Metall., 1996, vol. 93, pp. 1249–56.
B.G. Thomas, A. Dennisov and H. Bai: Proc. of 80th Steelmaking Conf., 1997, pp. 375–84.
K. Ishiguro and M. Iguchi: ISIJ Int., 2003, vol. 43, pp. 663–70.
K. Timmel, N. Shevchenko, M. Röder, M. Anderhuber, P. Gardin, S. Eckert, and G. Gerbeth: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 700–10.
H. Yang, S.P. Vanka, and B.G. Thomas: JOM, 2018, vol. 70, pp. 2148–56.
M. Thumfart: IOP Conf. Ser.: Mater. Sci. Eng., 2016, vol. 143, p. 012031.
Z. Wang, K. Mukai, and D. Izu: ISIJ Int., 1999, vol. 39, pp. 154–63.
S. Yokoya, Y. Asako, S. Hara, and J. Szekely: ISIJ Int., 1994, vol. 34, pp. 883–88.
S. Yokoya, R. Westoff, Y. Asako, S. Hara, and J. Szekely: ISIJ Int., 1994, vol. 34, pp. 889–95.
Y. Tsukaguchi, H. Hayashi, H. Kurimoto, S. Yokoya, K. Marukawa, and T. Tanaka: ISIJ Int., 2010, vol. 50, pp. 721–29.
D. Schurmann, B. Willers, G. Hackl, Y. Tang, and S. Eckert: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 716–31.
T. Wondrak, S. Eckert, V. Galindo, G. Gerbeth, F. Stefani, K. Timmel, A.J. Peyton, W. Yin, and S. Riaz: Ironmak. Steelmak., 2012, vol. 39, pp. 1–9.
D. Li, Z. Su, J. Chen, Q. Wang, Y. Yang, K. Nakajima, K. Marukawa, and J. He: ISIJ Int., 2013, vol. 53, pp. 1187–94.
Y. Yang, P.G. Jönsson, M. Ersson, and K. Nakajima: Steel Res. Int., 2015, vol. 86, pp. 341–60.
Y. Yang, P.G. Jönsson, M. Ersson, Z. Su, J. He, and K. Nakajima: Steel Res. Int., 2015, vol. 86, pp. 1312–27.
C. Wu, D. Li, X. Zhu, H. Shi, X. Liu, L. Zhao, H. Lei, and Q. Wang: Metall. Mater. Trans. B, 2021, vol. 52B, pp. 1207–12.
S. Yokoya, S. Takagi, M. Iguchi, Y. Asako, R. Westoff, and S. Hara: ISIJ Int., 1998, vol. 38, pp. 827–33.
Z.-Y. Xin, H.-N. Cui, T. Li, G.-Z. Tang, Y.-L. Zhu, J.-C. Yan, and J.-G. Li: Metall. Mater. Trans. B, 2022, vol. 53B, pp. 2570–86.
T. Dubberstein, H.P. Heller, J. Klostermann, R. Schwarze, and J. Brillo: J. Mater. Sci., 2015, vol. 50, pp. 7227–35.
C.S. Kim: Thermophysical properties of stainless steel, Argonne National Lab, Argonne Illinois USA, 1975, Technical Report ANL-75-55.
K.C. Mills and R.F. Brooks: Mater. Sci. Eng. A, 1994, vol. 178, pp. 77–81.
C.Y. Ho and T.-K. Chu: Electrical resistivity and thermal conductivity of nine selected AISI stainless steels, Purdue University, Lafayette, Indiana, 1977, CINDAS Report 45, pp. 13–15.
R. Moreau: Magnetohydrodynamics, Kluwer Academic Publishers, 1990, pp. 113 ff. & 240 ff.
P.A. Nikrityuk, M. Ungarish, K. Eckert, and R. Grundmann: Phys. Fluids, 2005, vol. 17, p. 067101.
D. Räbiger, S. Eckert, and G. Gerbeth: Exp. Fluids, 2010, vol. 48, pp. 233–44.
K.G. Davis, G.A. Irons, and R.I.L. Guthrie: Metall. Trans., 1978, vol. B 9, p. 721–22.
N. Koster, T. Seidel, and R. Derebail: J. Fluid Mech., 1997, vol. 343, pp. 29–41.
M. Iguchi, T. Chihara, N. Takanashi, Y. Ogawa, N. Tokumitsu, and Z. Morita: ISIJ Int., 1995, vol. 35, pp. 1354–61.
O. Keplinger, N. Shevchenko, and S. Eckert: Int. J. Multiphase Flows, 2018, vol. 105, pp. 159–69.
I.E. Bucenieks: Magnetohydrodynamics, 2003, vol. 39, pp. 411–17.
Y. Plevachuk, V. Sklyarchuk, S. Eckert, G. Gerbeth, and R. Novakovic: J. Chem. Eng. Data, 2014, vol. 59, pp. 757–63.
A. Salama: Fluids, 2021, vol. 6, p. 369.
P.A. Davidson: J. Fluid Mech., 1992, vol. 245, pp. 669–99.
M. Ungarish: J. Fluid Mech., 1997, vol. 347, pp. 105–18.
I. Grants and G. Gerbeth: Phys. Fluids, 2003, vol. 15, pp. 2803–09.
T. Vogt, I. Grants, D. Räbiger, S. Eckert, and G. Gerbeth: Exp. Fluids, 2012, vol. 52, pp. 1–0.
T. Tagawa and K. Song: Fluids, 2019, vol. 4, p. 77.
P.A. Davidson: An introduction to Magnetohydrodynamics, Cambridge University Press, Cambridge, 2001.
A. Ramos-Banderas, R.D. Morales, R. Sánchez-Pérez, L. García-Demedices, and G. Solorio-Diaz: Int. J. Multiphase Flow, 2005, vol. 31, pp. 643–65.
I. Glavinic, V. Galindo, F. Stefani, S. Eckert, and T. Wondrak: Sensors, 2022, vol. 22, p. 4155.
S. Abouelazayem, I. Glavinic, T. Wondrak, and J. Hlava: Sensors, 2020, vol. 20, p. 6880.
T. Wondrak, U. Hampel, M. Ratajczak, I. Glavinić, F. Stefani, S. Eckert, D. van der Plas, P. Pennerstorfer, I. Muttakin, M. Soleimani, S. Abouelazayem, J. Hlava, A. Blishchik, and S. Kenjeres: IOP Conf. Ser.: Mater. Sci. Eng., 2018, vol. 424, p. 012003.
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file1 (AVI 31494 KB)
Supplementary file2 (AVI 74793 KB)
Supplementary file3 (AVI 82658 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Timmel, K., Shevchenko, N., Fujita, K. et al. X-ray Imaging of Two-Phase Flow Regimes in a Liquid Metal Swirling Downward Flow With Side Wall Gas Injection. Metall Mater Trans B 55, 550–564 (2024). https://doi.org/10.1007/s11663-023-02976-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-023-02976-1